Dr. Mikó Balázs
|
|
|
- László Erik Szekeres
- 6 évvel ezelőtt
- Látták:
Átírás







1 Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet
2 CAM rendszerek Computer Aided Manufacturing Feladatai: Szerszámpálya tervezés NC program generálás CAM rendszerek elemei: Szerszámpálya számítás Szerszámpálya szerkesztés Szerszámpálya optimalizálás Anyag és szerszám adatbázis Megmunkálási idı számítás NC posztprocesszor 2



3 CAM rendszerek NX 3
4 CAM rendszerek csoportosítása Alkalmazott technológia Marás Esztergálás Kivágás (lézer, vízsugár, láng, plazma, huzal szikraforgácsolás) Koordináta mérıgép Dimenzió szám 4
5 Dimenzió szám Megmunkálás, vezérlés szabadságfoka Egész szám egyidejőleg mozgatható tengelyek száma megmunkálás során Fél dimenzió szakaszos fogásvételi mozgás 5
6 1D egy tengely menti elmozdulás Fúrás 2D két tengely menti egyidejő elmozdulás Esztergálás Síkbeli kivágás (lézer, plazma, vízsugár, huzal szikra stb.) 2.5D síkbeli megmunkálás + fogásvételi mozgás Marási feladatok egy része: nagyolás, teraszoló simítás miko.balazs@bgk.uni-obuda.hu 6
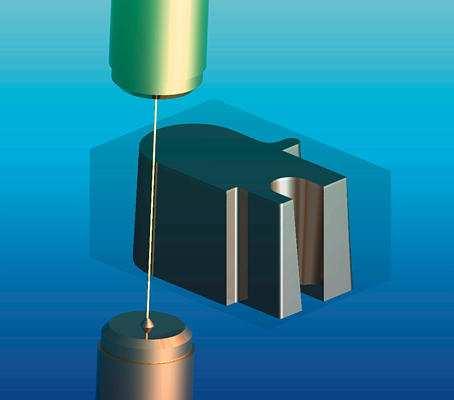
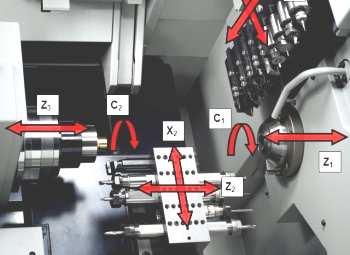
7 3D 3 irányú szimultán elmozdulás Szoborfelületek simító marása Koordináta mérıgép 4D Kivágás 2 síkon Ikerorsós esztergálás 5D Marás: 3 lineáris + 2 forgó mozgás 6D Ipari robotok pályavezérlése xd Soktengelyes szerszámgépek (pl. szerszám köszörő) miko.balazs@bgk.uni-obuda.hu 7
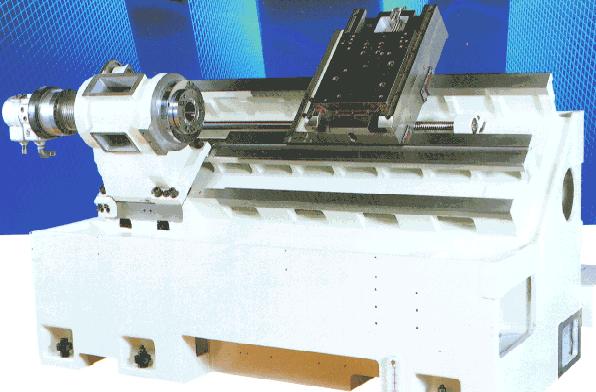
8 X Z miko.balazs@bgk.uni-obuda.hu 8


9 Y 1 X 1 Y 2 X 2 miko.balazs@bgk.uni-obuda.hu 9

10 Z Y X miko.balazs@bgk.uni-obuda.hu 10
11 11
12 CAM munkafolyamat A feladatok, lépések minden CAM rendszerben megtalálhatók Néhány feladat elhagyható, de ezzel sérül a funkcionalitás (pl. elıgyártmány) A definíciók sorrendje lehet más miko.balazs@bgk.uni-obuda.hu 12
13 CAD modell beolvasása és elıkészítése Szerszámgép definiálása Szerszám kiválasztása Mozgásciklus kiválasztása Geometria kijelölése Számítás végrehajtása Szimuláció Felület módosítás, foltozás Elıgyártmány Koordináta rendszer Biztonsági síkok NC vezérlés, Gépadatok Átmérı, Hossz Sarokrádiusz Szerszámtartó Paraméterek megadása Térfogat, Felület Görbe, Tengely, Szerszámpálya megjelenítés Megmunkálás szimuláció Ütközésvizsgálat NC program generálás Vezérlés független Vezérlés függı Dokumentálás 13



14 0. Technológiai tervezés 1. CAD modell beolvasása és elıkészítése Fájlformátumok, adatvesztés Natív / Neutrális (dxf, step, iges, vda, stl stb.) Parametrikusság / Modelltörtént / Felület hibák Geometria módosítása Felület foltozás (pl. furatok befedése) Elıgyártmány definiálása miko.balazs@bgk.uni-obuda.hu 14
 NC vezérlés típusa Koordináta rendszer kiválasztása Biztonsági síkok definiálása 1 2 1 biztonsági sík, felette 3D gyorsmozgás engedélyezett 2")
15 2. Szerszámgép választás Gépadatok (munkatér, forgácsolási paraméter határok, stb.) NC vezérlés típusa Koordináta rendszer kiválasztása Biztonsági síkok definiálása biztonsági sík, felette 3D gyorsmozgás engedélyezett 2 kiemelési sík, összekötı mozgások síkja miko.balazs@bgk.uni-obuda.hu 15
, v f miko.balazs@bgk.uni-obuda.hu 16")
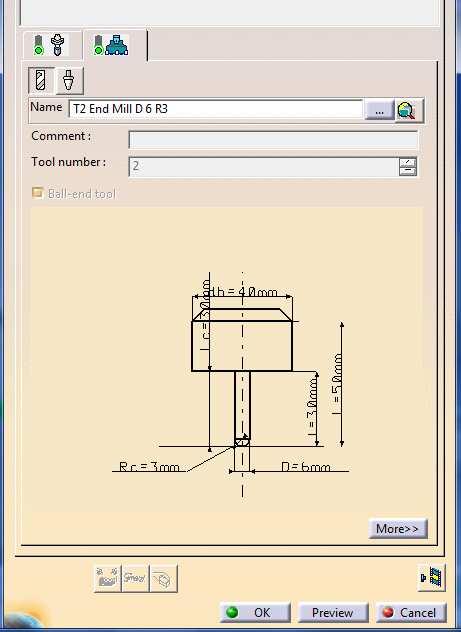
16 3. Szerszám kiválasztása, kijelölése Szerszámadatok megadása (D, L, R) Szerszám adatbázis Forgácsolási adatok: anyag, nagyol / simít, n (v c ), v f miko.balazs@bgk.uni-obuda.hu 16



17 Pro/Engineer WF4 CATIA v5 17
18 4. Mozgásciklus választás Adott megmunkálási módhoz fejlesztett ciklusok Standard ciklusok Egyedi (CAM rendszer függı) ciklusok Egy feladat több módon is megoldható Szerszám Geometria Mozgáspálya Szerszám Munkadarab geometria Mozgásciklus 18



19 5. Geometria kijelölése Tengely, Görbe, Felület, Térfogat, Ablak CAD modellen / Újra modellezve miko.balazs@bgk.uni-obuda.hu 19


20 6. Számítás végrehajtása 20
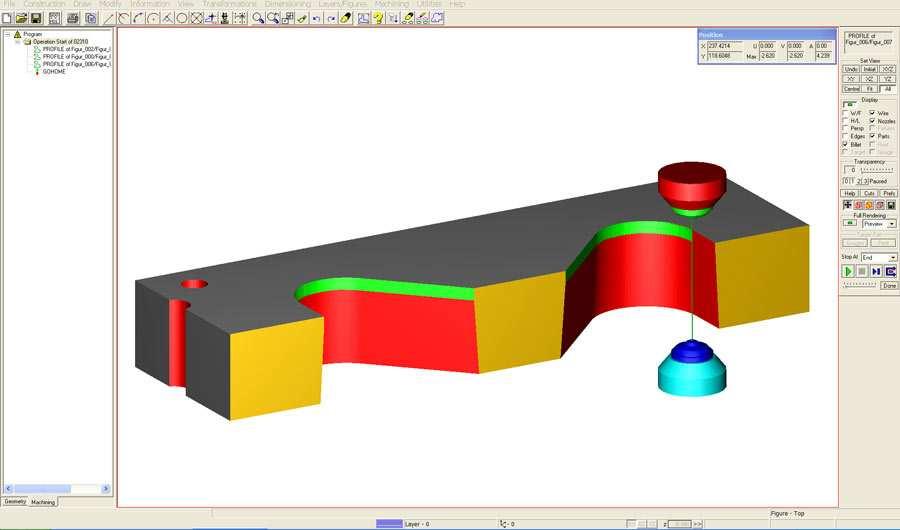
21 7. Szimuláció Szerszámpálya megjelenítése Megmunkálás szimuláció Munkadarab + Szerszám Szerszámgép + Készülék Ütközésvizsgálat Szerszám Szerszámtartó Munkadarab Készülék Szerszámgép Egyéb szimulációk Megmunkálási idı Gépteljesítmény miko.balazs@bgk.uni-obuda.hu 21

22 CATIA v5 22
23 MSN 500 NC marógép ÓE BGK AGI gépmőhely CATIA v5 23


24 Pro/Engineer WF 24

25 Pro/Engineer WF 25
26 Keller Siemens NX 26
27 8. NC program generálása Vezérlés független program (APT / EXAPT) Vezérlés orientált NC program (posztprocesszálás) CAM rendszer Poszt-processzor #1 NC program G kód #2 NC program G kód EXAPT CLData #x NC program G kód miko.balazs@bgk.uni-obuda.hu 27
28 APT AutomaticallyProgrammedTool Douglas T. Ross, MIT Szerszámpálya leírása NC marógépekhez EXAPT Extended APT Németország, EU 28
29 29
30 9. Dokumentálás NC program neve Szerszám azonosító Forgácsolási adatok, idı adatok Koordináta rendszer helye 30
31 31
Dr. Mikó Balázs BGRKG14NNM / NEC. miko.balazs@bgk.uni-obuda.hu
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
2011.03.11. Computer Aided Manufacturing Feladatai: CAM rendszerek elemei: NX Alkalmazott technológia. Dimenzió szám. 1D egy tengely menti elmozdulás
 011.03.11. Óbudai Egyetem Bánki onát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes tervezése II. CAM rendszerek alapjai r.
011.03.11. Óbudai Egyetem Bánki onát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes tervezése II. CAM rendszerek alapjai r.
Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány
 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. miko.balazs@bgk.uni-obuda.hu
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. miko.balazs@bgk.uni-obuda.hu
Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány
 FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Sorrendtervezés. Dr. Mikó Balázs Az elemzés egysége a felületelem csoport.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
Szabad formájú mart felületek mikro és makro pontosságának vizsgálata
 2018. Január 25-26. 1034 Budapest, Doberdó u. 6. Varga Bálint Témavezető: Dr. Mikó Balázs Szabad formájú mart felületek mikro és makro pontosságának vizsgálata AZ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA UNKP-17-3
2018. Január 25-26. 1034 Budapest, Doberdó u. 6. Varga Bálint Témavezető: Dr. Mikó Balázs Szabad formájú mart felületek mikro és makro pontosságának vizsgálata AZ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA UNKP-17-3
Házi feladat Dr Mikó Balázs - Gyártástechnológia II. 5
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
 Gyártórendszerek mechatronikája Termelési folyamatok II. 02 CAD rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 02 CAD rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
TEMATIKA. A gyártástervezés feladata. A gyártástervezés nehézsége. A gyártástervezés feladata. Dr. Mikó Balázs. Bevezetés, alapfogalmak
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet TEMATIKA Alapfogalmak, A technológiai tervezés elvei, módszerei, feladatai CAD rendszerek,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet TEMATIKA Alapfogalmak, A technológiai tervezés elvei, módszerei, feladatai CAD rendszerek,
Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából. (CAD-CAM kapcsolat alapfogalmai)
") Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából (CAD-CAM kapcsolat alapfogalmai) NC/CNC megmunkálási lehetőségek 2D: esztergálás, (lemez)kivágás 2,5D: háromirányú relatív elmozdulás,
Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából (CAD-CAM kapcsolat alapfogalmai) NC/CNC megmunkálási lehetőségek 2D: esztergálás, (lemez)kivágás 2,5D: háromirányú relatív elmozdulás,
Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC
 2012. szeptember 9. Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC NC programozás Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
2012. szeptember 9. Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC NC programozás Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Szabadformájú felületek. 3D felületek megmunkálása gömbmaróval. Dr. Mikó Balázs FRAISA ToolSchool Október
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
SZABAD FORMÁJÚ MART FELÜLETEK
 SZABAD FORMÁJÚ MART FELÜLETEK MIKRO ÉS MAKRO PONTOSSÁGÁNAK VIZSGÁLATA DOKTORANDUSZOK IX. HÁZI KONFERENCIÁJA 2018. JÚNIUS 22. 1034 BUDAPEST, DOBERDÓ U. 6. TÉMAVEZETŐ: DR. MIKÓ BALÁZS Varga Bálint varga.balint@bgk.uni-obuda.hu
SZABAD FORMÁJÚ MART FELÜLETEK MIKRO ÉS MAKRO PONTOSSÁGÁNAK VIZSGÁLATA DOKTORANDUSZOK IX. HÁZI KONFERENCIÁJA 2018. JÚNIUS 22. 1034 BUDAPEST, DOBERDÓ U. 6. TÉMAVEZETŐ: DR. MIKÓ BALÁZS Varga Bálint varga.balint@bgk.uni-obuda.hu
A gyártástervezés modelljei. Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet ermelési folyamatok II. A gyártástervezés modelljei Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet ermelési folyamatok II. A gyártástervezés modelljei Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
 Gyártórendszerek mechatronikája Termelési folyamatok II. 07 3D szkennelés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 07 3D szkennelés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
cam-strategien Automatizált programozás és hatékony megmunkálás
 cam-strategien Automatizált programozás és hatékony megmunkálás hypermill lerövidíti a programozási és a megmunkálási időt Egyetlen CAM szoftver mindenre: a megmunkálási stratégiák széles spektruma és
cam-strategien Automatizált programozás és hatékony megmunkálás hypermill lerövidíti a programozási és a megmunkálási időt Egyetlen CAM szoftver mindenre: a megmunkálási stratégiák széles spektruma és
A gyártástervezés feladata. CAM tankönyv. Technológiai terv elemei. Alapfogalmak, definíciók. A gyártástervezés területei. Alapfogalmak, definíciók
 Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Óbudai Egyetem CAM tankönyv A gyártástervezés feladata A gyártástervezés feladata: Megtervezni
Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Óbudai Egyetem CAM tankönyv A gyártástervezés feladata A gyártástervezés feladata: Megtervezni
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Technológiai dokumentáció Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
Gyártástechnológia II. BAGGT23NNB Technológiai dokumentáció Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D-s CAM marási feladat ÓE-A19 alap közepes haladó CATIA
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D-s CAM marási feladat ÓE-A19 alap közepes haladó CATIA
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Technológiai tervezés NC eszterga gépre ÓE B01 alap közepes haladó
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Technológiai tervezés NC eszterga gépre ÓE B01 alap közepes haladó
Technológiai sorrend
 Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
12. PÉLDÁK Példa komplex megmunkálásra
 PowerMill 12. Példák 12. PÉLDÁK 12.1 Példa komplex megmunkálásra Töltsük be a Modell-A.dgk modellt. A munkadarabot két részletben bontjuk ki. A hullámos felület feletti részt raszter nagyolással, míg magát
PowerMill 12. Példák 12. PÉLDÁK 12.1 Példa komplex megmunkálásra Töltsük be a Modell-A.dgk modellt. A munkadarabot két részletben bontjuk ki. A hullámos felület feletti részt raszter nagyolással, míg magát
TENGELYES NAGYOLÁS
 PowerMill Öttengelyes megmunkálás 2. 3+2 Tengelyes nagyolás 2. 3+2 TENGELYES NAGYOLÁS Meghatározás Többtengelyes licensz nélkül: Valamely ferde síkban történő megmunkálás megkezdése előtt a fejet és/vagy
PowerMill Öttengelyes megmunkálás 2. 3+2 Tengelyes nagyolás 2. 3+2 TENGELYES NAGYOLÁS Meghatározás Többtengelyes licensz nélkül: Valamely ferde síkban történő megmunkálás megkezdése előtt a fejet és/vagy
CAD-ART Kft Budapest, Fehérvári út 35.
 CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Marás PEPS 5 marási példa A feladatban
CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Marás PEPS 5 marási példa A feladatban
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
PEPS CAD/CAM Verzió 7.0 Újdonságok és változások
 PEPS CAD/CAM Verzió 7.0 Újdonságok és változások Bevezetés Jelen dokumentum áttekintést ad a PEPS CAD/CAM rendszer 7.0 verziójával kapcsolatos újdonságokról és változásokról. Operációs rendszerek A 7.0
PEPS CAD/CAM Verzió 7.0 Újdonságok és változások Bevezetés Jelen dokumentum áttekintést ad a PEPS CAD/CAM rendszer 7.0 verziójával kapcsolatos újdonságokról és változásokról. Operációs rendszerek A 7.0
Gyártási folyamat tervezés
 Gyártási folyamat tervezés Markos Sándor Szalay Tibor 1 A gyártási folyamat tagozódása Szakasz Müveletcsoport Művelet Műveletelemcsoport Műveletelem Mozdulat Mozdulatelem A gyártás azon része amely a termékhez
Gyártási folyamat tervezés Markos Sándor Szalay Tibor 1 A gyártási folyamat tagozódása Szakasz Müveletcsoport Művelet Műveletelemcsoport Műveletelem Mozdulat Mozdulatelem A gyártás azon része amely a termékhez
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
A PowerMill egy hatékony alámarásmentes CAM rendszer, amellyel 3D-s szerszámpályákat tudunk generálni, importált CAD modellek alapján.
 PowerMill 1. Bevezetés 1. BEVEZETÉS A PowerMill egy hatékony alámarásmentes CAM rendszer, amellyel 3D-s szerszámpályákat tudunk generálni, importált CAD modellek alapján. Bementeti fájlformátumok DELCAM
PowerMill 1. Bevezetés 1. BEVEZETÉS A PowerMill egy hatékony alámarásmentes CAM rendszer, amellyel 3D-s szerszámpályákat tudunk generálni, importált CAD modellek alapján. Bementeti fájlformátumok DELCAM
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Anyag és gyártásismeret 2
 Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Anyag és gyártásismeret Gyártási hibák: a kész
Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Anyag és gyártásismeret Gyártási hibák: a kész
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
NC gyakorlat. 1. CNC gépek jellegzetes pozícionálási módjai
 NC gyakorlat 1. CNC gépek jellegzetes pozícionálási módjai A CNC gépek talán legfontosabb funkciója a pozícionálás. A hagyományos szerszámgépek előtoló rendszereinek a feladata az előírt illetve beállított
NC gyakorlat 1. CNC gépek jellegzetes pozícionálási módjai A CNC gépek talán legfontosabb funkciója a pozícionálás. A hagyományos szerszámgépek előtoló rendszereinek a feladata az előírt illetve beállított
CAD-ART Kft. 1117 Budapest, Fehérvári út 35.
 CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Laser megmunkálás PEPS 4 laser megmunkálási
CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Laser megmunkálás PEPS 4 laser megmunkálási
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
2005.11.07. CAM alapjai 1 CAM ALAPJAI. Dr. Markos Sándor & Dr. Boór Ferenc BME GTT
 2005.11.07. CAM alapjai 1 CAM ALAPJAI Dr. Markos Sándor & Dr. Boór Ferenc 2005.11.07. CAM alapjai 2 Megmunkálási igények Marás (sík, zseb, horony, kontúr, felület, menet, maradék ) Szikraforg aforgácsolás
2005.11.07. CAM alapjai 1 CAM ALAPJAI Dr. Markos Sándor & Dr. Boór Ferenc 2005.11.07. CAM alapjai 2 Megmunkálási igények Marás (sík, zseb, horony, kontúr, felület, menet, maradék ) Szikraforg aforgácsolás
Mechanikai megmunkálás
 Mechanikai megmunkálás VII.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás VII.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Forgácsolási folyamatok számítógépes tervezése I.
 Forgácsolási folyamatok számítógépes tervezése I. Az alkatrészprogram szintaktikája Program szám Mindig 4 karakter Program név Maximum 16 karakter NCT 2000T Dr. Mikó Balázs %O1234(programnév) N0005 (megjegyzés)
Forgácsolási folyamatok számítógépes tervezése I. Az alkatrészprogram szintaktikája Program szám Mindig 4 karakter Program név Maximum 16 karakter NCT 2000T Dr. Mikó Balázs %O1234(programnév) N0005 (megjegyzés)
Alphacam Router. Faipari megoldások
 Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
a.) b.) a.) b.) a.) b.)
 b.) a.) b.) a.) b.)") 1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
TDK FELHÍVÁS. 5. Lemezalakítás modellezése és szimulációja (Modellezés, programozás)
") TDK FELHÍVÁS A Gyártástudomány és -technológia Tanszék a 2010/2011-es tanévre az alábbi szakmaterületeken hirdet meg feladatokat TDK, szakdolgozat és diplomaterv kidolgozására: 1. Gyártásoptimálás. Ciklusidő
TDK FELHÍVÁS A Gyártástudomány és -technológia Tanszék a 2010/2011-es tanévre az alábbi szakmaterületeken hirdet meg feladatokat TDK, szakdolgozat és diplomaterv kidolgozására: 1. Gyártásoptimálás. Ciklusidő
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Gyártandó alkatrész műhelyrajza és 3D test modellje
 Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
A CAM PROGRAMOZÁS ALAPJAI SURFCAM
 TERVEZÉS-INFORMATIKAI FÜZETEK TAKÁCS GYÖRGY A CAM PROGRAMOZÁS ALAPJAI SURFCAM MISKOLCI EGYETEM 2003 1/1 Készült az Oktatási Minisztérium megbízásából. Szerzõdéskötõ Hatóság: VÁTI Területfejlesztési Igazgatóság
TERVEZÉS-INFORMATIKAI FÜZETEK TAKÁCS GYÖRGY A CAM PROGRAMOZÁS ALAPJAI SURFCAM MISKOLCI EGYETEM 2003 1/1 Készült az Oktatási Minisztérium megbízásából. Szerzõdéskötõ Hatóság: VÁTI Területfejlesztési Igazgatóság
Csésze nevű alkatrész megmunkálása
 Csésze nevű alkatrész megmunkálása 1. Alkatrész megnyitása: Nyissa meg a Csésze.par alkatrész-fájlt a Fájl menü Megnyitás pontjával. 2. Alkatrész elmozgatása a megmunkálási pozícióba Amennyiben a megmunkálás
Csésze nevű alkatrész megmunkálása 1. Alkatrész megnyitása: Nyissa meg a Csésze.par alkatrész-fájlt a Fájl menü Megnyitás pontjával. 2. Alkatrész elmozgatása a megmunkálási pozícióba Amennyiben a megmunkálás
Termék modell. Definíció:
 Definíció: Termék modell Összetett, többfunkciós, integrált modell (számítógépes reprezentáció) amely leír egy műszaki objektumot annak különböző életfázis szakaszaiban: tervezés, gyártás, szerelés, szervízelés,
Definíció: Termék modell Összetett, többfunkciós, integrált modell (számítógépes reprezentáció) amely leír egy műszaki objektumot annak különböző életfázis szakaszaiban: tervezés, gyártás, szerelés, szervízelés,
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
2010.08.29. Anyagellátás biztosítása Szerelvény továbbítás Válogatás, rendezés Szerelési mővelet végrehajtása. Kézi Gépesített Automatizált
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 11 - A szerelés automatizálása Dr.
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 11 - A szerelés automatizálása Dr.
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D CAM marási feladat ÓE-A19 alap közepes haladó CATIA V5
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D CAM marási feladat ÓE-A19 alap közepes haladó CATIA V5
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
CAD/CAM, CNC TECHNIKA A HAD- ÉS BIZTONSÁGTECHNIKAI-, VALAMINT A GÉPÉSZMÉRNÖK KÉPZÉSBEN II.
 IV. Évfolyam 2. szám - 2009. június Sipos Jenő Zrínyi Miklós Nemzetvédelmi Egyetem sipos.jeno@zmne.hu Apostol Attila Zrínyi Miklós Nemzetvédelmi Egyetem apostol.attila@gmail.com CAD/CAM, CNC TECHNIKA A
IV. Évfolyam 2. szám - 2009. június Sipos Jenő Zrínyi Miklós Nemzetvédelmi Egyetem sipos.jeno@zmne.hu Apostol Attila Zrínyi Miklós Nemzetvédelmi Egyetem apostol.attila@gmail.com CAD/CAM, CNC TECHNIKA A
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu MŰANYAG
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu MŰANYAG
9. SZERSZÁMOK POZÍCIONÁLÁSA
 9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
10. Az NC programozás alapjai. Az NC technika fejlődése. Az NC technika rugalmas automatizált. nagy termelékenység
 10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
VECTOR CAD/CAM (2. fokozat) 3D CAD 2,5D NC PROGRAMOZÁS
 3D CAD 2,5D NC PROGRAMOZÁS") VECTOR CAD/CAM (2. fokozat) 3D CAD 2,5D NC PROGRAMOZÁS A VECTOR egy zseniálisan egyszerű, gyors és sokoldalú eszköz, tervezésre és megmunkálásra egyaránt. A VECTOR birtokában Önnek könnyű dolga van, ha
VECTOR CAD/CAM (2. fokozat) 3D CAD 2,5D NC PROGRAMOZÁS A VECTOR egy zseniálisan egyszerű, gyors és sokoldalú eszköz, tervezésre és megmunkálásra egyaránt. A VECTOR birtokában Önnek könnyű dolga van, ha
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
SZÉCHENYI ISTVÁN EGYETEM GYŐR GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2. Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA. Összeállította: Dr.
 szak NC, CNC TECHNOLÓGIA. Összeállította: Dr.") GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2 Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA Összeállította: Dr. Pintér József 1. NC-technika alapfogalmak 2. NC-technika fejlődéstörténete 3. NC, CNC szerszámgépek
GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2 Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA Összeállította: Dr. Pintér József 1. NC-technika alapfogalmak 2. NC-technika fejlődéstörténete 3. NC, CNC szerszámgépek
A profit kulcsa UMILL 1500 / tengelyes maró-eszterga központ komplett megmunkáláshoz MILLING EMCO-WORLD.COM
 A profit kulcsa UMILL 1500 / 1800 5-tengelyes maró-eszterga központ komplett megmunkáláshoz MILLING EMCO-WORLD.COM Umill gépek 5-tengely 1 KOMPAKT KONSTRUKCIÓ Maximális pontosság és dinamika a rendkívül
A profit kulcsa UMILL 1500 / 1800 5-tengelyes maró-eszterga központ komplett megmunkáláshoz MILLING EMCO-WORLD.COM Umill gépek 5-tengely 1 KOMPAKT KONSTRUKCIÓ Maximális pontosság és dinamika a rendkívül
Elıgyártmány típusok Hengerelt Húzott Kovácsolt Öntött Hegesztett
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
MUNKAANYAG. Dabi Ágnes. CNC és szimulációs program kezelése. A követelménymodul megnevezése: A próbagyártás technológiája
 Dabi Ágnes CNC és szimulációs program kezelése A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-005-30
Dabi Ágnes CNC és szimulációs program kezelése A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-005-30
Mechanikai megmunkálás
 Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
CAD/CAM ÉS CNC PROGRAMOK ALKALMAZÁSA A FEGYVERALKATRÉSZ GYÁRTÁSBAN
 Dr. Sipos Jenő Mirc Attila CAD/CAM ÉS CNC PROGRAMOK ALKALMAZÁSA A FEGYVERALKATRÉSZ GYÁRTÁSBAN A CAD/CAM1, a végeselem analízis, a CNC2 technikák a korszerű fegyvergyártás tervezésének, a tervező asztalon
Dr. Sipos Jenő Mirc Attila CAD/CAM ÉS CNC PROGRAMOK ALKALMAZÁSA A FEGYVERALKATRÉSZ GYÁRTÁSBAN A CAD/CAM1, a végeselem analízis, a CNC2 technikák a korszerű fegyvergyártás tervezésének, a tervező asztalon
A fémipari szabvány CAD semleges alkatrészgyártó CAM rendszer
 Edgecam A fémipari szabvány CAD semleges alkatrészgyártó CAM rendszer Egyedülállóan egyszerű kezelhetőségével és kifinomult szerszámpálya generálási lehetőségeivel, az Edgecam az egyetlen CAM rendszer,
Edgecam A fémipari szabvány CAD semleges alkatrészgyártó CAM rendszer Egyedülállóan egyszerű kezelhetőségével és kifinomult szerszámpálya generálási lehetőségeivel, az Edgecam az egyetlen CAM rendszer,
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
2011. tavaszi félév. CNC forgácsolás. Balla Sándor
 2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
B) Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!
 Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!") 1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
Tájékoztató az eljárás eredményéről/2015 KÉ
 Tájékoztató az eljárás eredményéről Közbeszerzési Értesítő száma: 2018/222 Beszerzés tárgya: Árubeszerzés Hirdetmény típusa: Tájékoztató az eljárás eredményéről/2015 KÉ Eljárást megindító felhívás Közbeszerzési
Tájékoztató az eljárás eredményéről Közbeszerzési Értesítő száma: 2018/222 Beszerzés tárgya: Árubeszerzés Hirdetmény típusa: Tájékoztató az eljárás eredményéről/2015 KÉ Eljárást megindító felhívás Közbeszerzési
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
hypermill CNC alkatrészprogramozó rendszer
 CNC alkatrészprogramozó rendszer Professzionális módszer marási programok előállítására A OPEN MIND Technologies AG által fejlesztett egy nagyteljesítményű, geometria alapú CAM szoftver. 2.5 D, 3 D, HSC
CNC alkatrészprogramozó rendszer Professzionális módszer marási programok előállítására A OPEN MIND Technologies AG által fejlesztett egy nagyteljesítményű, geometria alapú CAM szoftver. 2.5 D, 3 D, HSC
Alphacam Router. Faipari megoldások
 Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia. Dr. Pintér József 2016.
 NC, CNC technológia. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia Dr. Pintér József 2016. 1 Felhasznált irodalom Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia Dr. Pintér József 2016. 1 Felhasznált irodalom Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
Gyártástechnológia II. BAGGT23NNB Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
MEGFIZETHETŐ CAD/CAM MINDEN EGYBEN. Overview. A ZW3D egyedi értékei
 Mold CAM CAD MINDEN EGYBEN MEGFIZETHETŐ CAD/CAM A ZWD egy intergált CAD/CAM megoldás mely a teljes termékfejlesztési folyamathoz lett tervezve. Nagyszerű funkciói a gyors és robosztus OverDrive kernelre
Mold CAM CAD MINDEN EGYBEN MEGFIZETHETŐ CAD/CAM A ZWD egy intergált CAD/CAM megoldás mely a teljes termékfejlesztési folyamathoz lett tervezve. Nagyszerű funkciói a gyors és robosztus OverDrive kernelre
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A4 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A4 alap közepes - haladó SolidEdge CAD 3D
Szerszámgépek, méretellenőrzés CNC szerszámgépen
 Mérés CNC szerszámgépen Szerszámgépek, méretellenőrzés CNC szerszámgépen Dr. Markos Sándor BME GTT, SZMSZ Geometriai mérés CNC szerszámgépen? Nagy méretű munkadarabok. Szerszámbefogási hibák Szerszámgépmérés
Mérés CNC szerszámgépen Szerszámgépek, méretellenőrzés CNC szerszámgépen Dr. Markos Sándor BME GTT, SZMSZ Geometriai mérés CNC szerszámgépen? Nagy méretű munkadarabok. Szerszámbefogási hibák Szerszámgépmérés
Alkatrész modellezés és megmunkálás tervezése az EDGECAM rendszerben
 Budapesti Műszaki és Gazdaságtudományi Egyetem Gépgyártástechnológia Tanszék Alkatrész modellezés és megmunkálás tervezése az EDGECAM rendszerben Készítette: Ellenőrizte: Gál László Dr. Boór Ferenc Dr.
Budapesti Műszaki és Gazdaságtudományi Egyetem Gépgyártástechnológia Tanszék Alkatrész modellezés és megmunkálás tervezése az EDGECAM rendszerben Készítette: Ellenőrizte: Gál László Dr. Boór Ferenc Dr.
CNC gépek szerszámellátása
 CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
Intelligens megmunkálás
 Néhány egyszerű klikk Nagy teljesítményű alkatrész modellezés A műszaki adatlapon az alábbi speciális jelölések láthatók: = On line videó részletesebb információkkal Kék szöveg = részletesebb információ
Néhány egyszerű klikk Nagy teljesítményű alkatrész modellezés A műszaki adatlapon az alábbi speciális jelölések láthatók: = On line videó részletesebb információkkal Kék szöveg = részletesebb információ
A nagysebességű marás technológiai alapjai és szerszámai
 A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
Nagy teljesítményű alkatrész modellezés. Intelligens megmunkálás. Építse be a megmunkálási tapasztalatait
 Marás Néhány egyszerű klikk Nagy teljesítményű alkatrész modellezés A Mastercam feladat orientált CAD motorja könnyebbé teszi a tervezési munkát, mint bármikor korábban. A fejlesztő által létrehozott geometriai
Marás Néhány egyszerű klikk Nagy teljesítményű alkatrész modellezés A Mastercam feladat orientált CAD motorja könnyebbé teszi a tervezési munkát, mint bármikor korábban. A fejlesztő által létrehozott geometriai
DIN GÉP TIPUS MARÓ ESZTERGA MONDAT FORMÁTUM, MEGJEGYZÉSEK KÓD JELENTÉSE. Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben G00
 DIN 66025 KÓD G00 G01 G02 G03 Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben Körinterpoláció (OMJM ) Körinterpoláció (OMJE ) G04 Várakozási idő G09 Pontos méretre állás G10 G11 G12 G13 G17
DIN 66025 KÓD G00 G01 G02 G03 Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben Körinterpoláció (OMJM ) Körinterpoláció (OMJE ) G04 Várakozási idő G09 Pontos méretre állás G10 G11 G12 G13 G17
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: VEM Rúdszerkezet sajátfrekvenciája ÓE-A05 alap közepes haladó
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: VEM Rúdszerkezet sajátfrekvenciája ÓE-A05 alap közepes haladó
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
Tervezési feladat. Komplex tervezés c. tárgyból. Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés c. tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Kódjel: d8 1 Tartalomjegyzék: 1.aaAz alkatrész
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés c. tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Kódjel: d8 1 Tartalomjegyzék: 1.aaAz alkatrész