Alkatrész modellezés és megmunkálás tervezése az EDGECAM rendszerben
|
|
|
- Ottó Tamás
- 5 évvel ezelőtt
- Látták:
Átírás


1 Budapesti Műszaki és Gazdaságtudományi Egyetem Gépgyártástechnológia Tanszék Alkatrész modellezés és megmunkálás tervezése az EDGECAM rendszerben Készítette: Ellenőrizte: Gál László Dr. Boór Ferenc Dr. Markos Sándor
2 EDGECAM ALRENDSZEREI Posztprocesszor generálás Codewiz.exe Szerszámkönyvtár Edgetool.exe Szerszámpálya generálás Edgecam.exe Programellenőrzés Ncverify.exe Posztprocesszálás NC editor Edgempp.exe Edgenc.exe DNC (programellátás) Szerszámgép Edgecomm.exe Edgermt.exe Hálózati alkalmazás Camnode.exe 2

3 MODELLEZÉS Az EDGE CAM rendszer egy Windows alapú felületmodellezésre alapozott CAD/CAM. A kidolgozott mintapélda bonyolult felületű héjszerkezet, melyet testmodellező rendszerrel nem, esetlegesen nehézségek árán lehetett volna előállítani. A Start Program files Edge Cam menüből válasszuk az EdgeCAM parancsot. A program ikon rendszere hasonló a legtöbb windows-os alkalmazáséhoz. A View menüből a Toolbars-t kiválasztva állítsuk be a számunkra szükséges ikon csoportokat. Ezek a következők: Az ikonokat megjeleníthetjük kisebb és nagyobb méretben a Large Buttons kiilletve nem kijelölésével. OK. A színbeállítást az Option menü Colours parancsával tudjuk megvalósítani. Rajzolni, szerkeszteni mindig egy síkra tudunk, melyet a piros nyíllal jelzett helyen választhatunk ki. A sík távolságának beállítása a koordinátarendszer nullpontjától a kék nyíllal jelzett helyen végezhető el. A rajzolás színe a zöld nyíllal jelzett ikonnal állítható be. Az aktuális rajzolási Layer (fólia) a sárga nyíllal jelzett ikonnal választható ki. Az üres nyíllal jelzett ikonnal tudunk rajzelemet törölni. A képernyőn a megfelelő nézetek (nézőpontok) kiválasztása az alábbi ikoncsoportból a megfelelő választásával lehetséges. A számozott ikonok az egyes nézetek. A kurzort az ikonra állítva, megjelenik a nézet neve. Tetszőleges 3
4 nézőpont létrehozható, de rugalmasan nem változtatható a nézet. Válasszuk ki a 3-as (Right) és a 7-es (Isometric) nézőpontokat. A létrehozandó modell: 4
. A koordináták megadhatók abszolút és növekményes formában, de a képernyőről is felszedhetjük.")
5 A modell építés folyamata: 1. Az első elem egy körív: Aktivizáljuk a zöld nyíllal jelzett ikont. Adjuk meg az ív kezdő (90Υ )Υés végszögét (-92.53Υ ) és sugarát (11.725). OK. A kör középpontja a kék nyíllal jelzett ikon kiválasztása után beírható (183, ). A koordináták megadhatók abszolút és növekményes formában, de a képernyőről is felszedhetjük. Választható a koordinátarendszer típusa: Derékszögű, Hengerkoordinátás vagy Szög. A henger koordinátásnál lehetőségünk van a sugár és a szög megadására, míg az utóbbi esetben a forgótengelyt és a körülötte értelmezett szögelfordulást adhatjuk meg. 2. Érintőleges egyenes rajzolása a sárga nyíllal jelzett ikonnal történik: Megadandó a szög (2.53Υ ) és a végpont x irányú távolsága ( ) a nullponttól. OK. A képernyőn az ív végpontjára kell kattintanunk az egér jobb gombjával, ha korábban megszerkesztett elem végpontjára van szükségünk. A világoskék nyíltól lefelé található ikonok a különböző egyenes rajzolási lehetőségeket takarják. A fehér nyíltól lefelé található ikonok különböző spline szerkesztéseket tesznek lehetővé. A barna nyíltól lefelé található ikonokkal a geometriai elemek jellegzetes pontjait (metszéspont, körközéppont stb.) tudjuk digitalizálni. 3. A kör szerkesztése: Húzzunk egy olyan merőleges egyenest az előbbi egyenes végpontjába, melynek hossza a kör sugara. Kattintsunk a sárga nyíllal jelzett ikonra. Adjuk meg a szöget (183,53Υ ) és a hosszat (49.493). OK. Kattintsunk az egér jobb gombjával az egyenes végpontjára. Rajzoljunk meg a kört. Kattintsunk a piros nyíllal jelzett ikonra és adjuk meg a kör sugarát (49.493). Kattintsuk az előbb húzott vonal végpontjára a jobb gombbal. 5
. 5. Elkészült a szükséges körív.")
6 4. A utolsó elem egy újabb érintőleges egyenes: Kattintsunk a sárga nyíllal jelzett ikonra és tegyünk egy aktivizáló jelet a Tangent to Point címkéhez. OK. Kattintsuk a körre, oda, ahová körülbelül az érintő be fog futni. Kattintsunk a kék nyílra, és adjuk meg a másik végpont koordinátáit (35,- 190). 5. Elkészült a szükséges körív. Következő feladatunk az ívek és vonalak egy vonallánccá alakítása. Jelöljünk ki egy az eddigiek során nem használt szint. A Geometry menüből válasszuk ki a Cotinuoues parancsot. Kattintsunk a kék nyíllal jelzett ikonra (Limited Chain) Kattintsunk a leendő vonal láncunk első elemének, majd az utolsó elemének a végpontjára a jobb gombbal. Töröljük le a régi vonalakat és íveket. 6. A következő feladatunk a többi vonallánc létrehozása a fent bemutatott módszer alapján. Összesen három vonalláncnak és egy ívnek kell lenni. A további elemláncolási módok (teljes körű, elágazásos,.) megismeréséhez egyéni gyakorlatokat kell végezni. 6

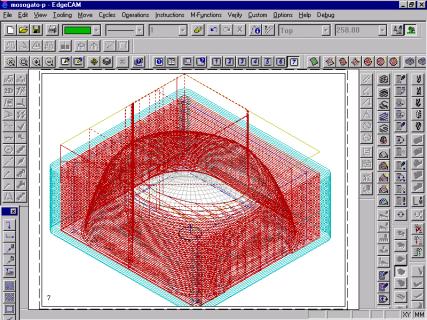
7 7. A felület létrehozása a kék nyíllal jelzett ikonnal történik. Az általunk létrehozandó felületet a rendszer négy görbére illeszti rá: A General fülben kiválaszthatjuk a kapcsolódás típusát: lineáris vagy négyzetes A Display fülben beállíthatjuk a paramétervonalak számát. Kattintsunk rá a négy vonalláncra. 7
, és írjuk be a sík távolságát a nullponttól. OK. Válasszuk ki a tükrözni kívánt felületet.")
8 8. A következő lépés a felület tükrözése. Adjuk ki Mirror parancsot a kék nyíllal jelzett ikont aktivizálva. Pipáljuk ki a Copy t Válasszuk ki azt a síkot, amelyikre tükrözni szeretnénk (normálisával), és írjuk be a sík távolságát a nullponttól. OK. Válasszuk ki a tükrözni kívánt felületet. Ismételjük meg a parancsot, de most már két felületet választhatunk ki a tükrözéshez. 8
9 9. A létrehozandó felület a lefolyónyílást takaró síkfelület. Válasszuk a 7. Pontban használt ikont Állítsuk be a felületet Lineárisra, és állítsuk be a paramétervonalak számát. OK. Válasszuk ki a 35 mm sugarú íveket (4db). 10. Következő lépés a sík rész generálása Válasszuk ki a rajzoló síknak a felülnézetet Húzzuk vonalakat: -300, , , , ,-250 A kezdő koordináták megadása helyett a jobb gombbal az előző vonal végét is digitalizálhatjuk. Válasszuk a 7. pontban használt ikont Kattintsunk a vonalakra (4db). 9

10 11. Trim-meljük a létrehozott síkot a tálca felületekkel (4db) Válasszuk a kék nyíllal jelzett ikont. Válasszuk a síkot, majd a tálcafelületeket 12. Az lépések eredményeként létrejött felületeket fűzzük össze egy felületté. Válasszuk az Edit Surface group parancsot Jelöljük ki a felületeket (6db) 10

11 13. A felületet megforgatni a Rotate ikonnal tudjuk Válaszuk ki, hogy melyik tengely körül szeretnénk forgatni, és írjuk be az elforgatás szögét. Válasszuk ki az elforgatandó felületet. 14. A felület Render-elését a következő ikonnal tudjuk elérni: 11

12 MEGMUNKÁLÁS Mielőtt a megmunkálás tervezésére (NC programozás) rátérnénk érdemes a tálcáról a síkfelületet eltávolítani, mivel a megmunkálás során nincs szerepe, és így a modellünk is egyszerűsödik. Ahhoz, hogy a síkot el tudjuk távolítani, szét kell robbantanunk a korábban összefűzött modellt. Edit Explode; OK. Válasszuk ki a felületet. OK. Ennek eredményeként a modellünk ísmét több felületből áll. Töröljük le a síkfelületet, majd a többit ismét egyesítsük. /12. pont / A design alrendszerből a manufacture alrendszerbe a következő kapcsolóval tudunk áttérni. Design piros nyíl Manufacture kék nyíl Mielőtt a megmunkáló alrendszerbe belépnénk, célszerű megadni a megmunkálandó alkatrész előgyártmányát, illetve a munkadarab anyagát. 1. Előgyártmány definiálása Válasszuk Geometry Stock/Fixture parancsot. Pipáljuk ki a Create Goemetry t Válasszuk ki az előgyártmány típusát: Boksz Cilinder Profil Adjuk meg a magasságát (előjelesen). OK. Adjuk meg koordinátákkal az előgyártmány két pontját. /-310,-185; 310,185/ OK. Rajzoljuk meg a megmunkálás határgörbéit: A görbék jelentőségére a nagyolásnál térünk vissza! TOP 250 /-(207+szerszámátmérő/2), -(183+szerszámátmérő/2),-8; 207+szerszámátmérő/2, 183+szerszámátmérő/2,-8) / A munkadarab anyagát, illetve az előgyártmány relatív merevségét az Option- Modell Material Rigidity ikonok nyomán adhatjuk meg. A munkadarab anyaga a felkínált technológiai adatokat befolyásolja. 12

 Machine Tool posztprocesszor (szerszámgép) választás Datum Type koordinátarendszer választás /abszolút vagy növekményes / Írjuk be az első műveletelem nevét")
13 2. Lépjünk át a megmunkálásba (lásd korábbiak szerint) 3. A rendszer a következő paraméterlista definiálását kéri: Machine datum A műveletelem során használt felfogási bázis kijelölése. Description műveletelem neve /pl. nagyolás / Kit Name a szerszámkészlet neve /a browse sal előre összeállított szerszámkészletek közül választhatunk / Discipline a megmunkálás típusa /marás, esztergálás, CNC mérés, EDM/ Initial CPL kiinduló nézet (konstrukciós sík) Machine Tool posztprocesszor (szerszámgép) választás Datum Type koordinátarendszer választás /abszolút vagy növekményes / Írjuk be az első műveletelem nevét (nagyolás), válasszuk ki a megmunkálás típusát és a posztprocesszort (maho18m). OK. /A korábban létrehozott maho18m posztprocesszornak az EdgeCam/Cam/Machdef könyvtárban kell lennie. / 13



14 4. Következő lépés a szerszámválasztás vagy szerszámdefiniálás. A következő szerszámfajták közül válogathatunk marásnál: gömbmaró szármaró fúró menetfúró kúpos maró Válasszuk a szármarót Választhatunk könyvtárból, de magunk is megadhatjuk a szükséges adatokat. Válasszunk a könyvtárból a Browse -sal: OK. OK. 14
15 A képernyőre, a gépadatok között definiált szerszámnullpontban felrajzolásra kerül a szerszám drótváz modellje. 5. A megmunkálási stratégia kiválasztása következik: Z tengelyre merőleges szelvények menti nagyolást (teraszolás) használjunk. / Z Level Roughing / A szerszám szintenként dolgozik. Ha befejezett egy szintet, eggyel lejjebb lép. Az egy síkban lévő anyag eltávolítása kétféle módon valósítható meg: Areaclear: körkörösen mozog a szerszám 15

![A megadandó értékek: General - Forgácsolási paraméterek megadása Feedrate előtolási sebesség [mm/min] Plunge Feed előtolás](/docs-images/98/138553994/images/16-1.jpg "fogásvételkor, (tengely irányú mozgás) általában az előtolás fele.")
![Speed főorsó forgási sebessége, valójában fordulatszám [1/min] Offset egy következő műveletelem ráhagyása mm-ben.](/docs-images/98/138553994/images/16-3.jpg "Stepover a szerszámpályák közötti távolsága a szerszámátmérő százalékában Cut increment z irányú maximális fogásvétel mm-ben")
16 Lace: oda-vissza (zig-zag) mozog a szerszám Válasszuk a Lace-t, mert a mi esetünkben a másik stratégiát használva jóval több lenne az üresjárat és a forgácsolási idő. A megadandó értékek: General - Forgácsolási paraméterek megadása Feedrate előtolási sebesség [mm/min] Plunge Feed előtolás fogásvételkor, (tengely irányú mozgás) általában az előtolás fele. Speed főorsó forgási sebessége, valójában fordulatszám [1/min] Offset egy következő műveletelem ráhagyása mm-ben. Stepover a szerszámpályák közötti távolsága a szerszámátmérő százalékában Cut increment z irányú maximális fogásvétel mm-ben Tolerance a felület tűrése előtoló mozgás irányú húrhiba Approach megközelítési, fogásvételi stratégia Plunge start furatban vagy startpontban Ramp - 16

 munkál meg a szerszám.")
17 A Plunge vagy Ramp használata üreg megmunkálásánál elengedhetetlen. Ebben az esetben nem használjuk. Depth mozgáshatároló síkok Clearance e sík felett a szerszám gyorsmenetben mozog. Retract a Clearance-től a Retract-ig a szerszám gyorsmenetben mozog, de már csak egy irányban, a fogásvétel irányában. Egy szerszámpálya szakaszról egy másikra való áttérés esetén a szerszám kiemelése eddig a síkig történik. Level viszonyítási kontúrdefiniálási sík, általában az előgyártmány felső síkját tetejét érdemes megadni. Depth eddig a síkig (mélységig) munkál meg a szerszám. Safe Distance biztonsági távolság, a szerszám még munkamenetben ennyit elmozog a felülettől, ebből a távolságból biztosan munkamenetben közelít meg minden célkoordinátát. Finish At a műveletelem befejezése után a szerszám hol maradjon. Ki kell választanunk a megmunkálandó felületet. Finish. Ki kell választanunk azt a határgörbét (Boundary), amin belül dolgozni kell a szerszámnak. Jelöljük ki az 1. Pontban létrehozott vonalakat. Finish. Ki kell választanunk azt a szigetet(eket) (Islands), amin belül a szerszámnak nem szabad megmunkálnia. Ez a mi esetünkben nincs. Finish. 17

18 A létrehozott szerszámpályák: A megmunkált felület: 18

19 6. Szerszámpályák ellenőrzése anyagleválasztás megjelenítésével: Az ellenőrzést /NC Verify/ a nyíllal jelölt ikon segítségével végezhetjük. Ki kell választanunk az ellenőrizni kívánt műveletelemeket, a megmunkálás sorrendjében. OK. Az egér gombjaival tudjuk mozgatni és forgatni a darabot, nagyítani a Toolbar-on tudunk. A szimulációs módba való áttérés a kék nyíllal jelzett ikonnal történik A marás lejátszása a Play gomb lenyomására indul. 7. A felület simítása File New Sequence. /új műveletelem/ Állítsuk be a posztprocesszort és a műveletelem nevét. Válasszuk szerszámként a gömbmarók közül az 1 os 2 élű szerszámot. Válasszuk a Z Finish stratégiát. / kék nyíl Z Level Finishing / Állítsuk be a forgácsolási paramétereket és a síkok helyzetét. További beállítási lehetőségek: Cups height: Cut increment: Függőlegesen egymást követő pályasíkok távolsága, illetve az egy lépésben leválasztható fogásmélység. A Stepover t a Cups Height ból (barázdamagasságból) számolja az alrendszer, ha értéke meg van adva. 19


20 A simító szerszámpályák: 8. A simítás és egyben a végeredmény: 20
NC programozás 3D-ben Pecsétnyomó készítése
 NC programozás 3D-ben Pecsétnyomó készítése Oktatási segédanyag: Budapesti Mûszaki Egyetem Gépgyártástechnológia Tanszék Az EdgeCAM szoftver magyarországi forgalmazója: Intergraph Magyarország 1022 Budapest,
NC programozás 3D-ben Pecsétnyomó készítése Oktatási segédanyag: Budapesti Mûszaki Egyetem Gépgyártástechnológia Tanszék Az EdgeCAM szoftver magyarországi forgalmazója: Intergraph Magyarország 1022 Budapest,
NC programozás 2.5D-ben Egyszerû zsebmarási feladat
 NC programozás 2.5D-ben Egyszerû zsebmarási feladat Oktatási segédanyag: Budapesti Mûszaki Egyetem Gépgyártástechnológia Tanszék Az EdgeCAM szoftver magyarországi forgalmazója: Intergraph Magyarország
NC programozás 2.5D-ben Egyszerû zsebmarási feladat Oktatási segédanyag: Budapesti Mûszaki Egyetem Gépgyártástechnológia Tanszék Az EdgeCAM szoftver magyarországi forgalmazója: Intergraph Magyarország
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D-s CAM marási feladat ÓE-A19 alap közepes haladó CATIA
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D-s CAM marási feladat ÓE-A19 alap közepes haladó CATIA
Csésze nevű alkatrész megmunkálása
 Csésze nevű alkatrész megmunkálása 1. Alkatrész megnyitása: Nyissa meg a Csésze.par alkatrész-fájlt a Fájl menü Megnyitás pontjával. 2. Alkatrész elmozgatása a megmunkálási pozícióba Amennyiben a megmunkálás
Csésze nevű alkatrész megmunkálása 1. Alkatrész megnyitása: Nyissa meg a Csésze.par alkatrész-fájlt a Fájl menü Megnyitás pontjával. 2. Alkatrész elmozgatása a megmunkálási pozícióba Amennyiben a megmunkálás
9. SZERSZÁMOK POZÍCIONÁLÁSA
 9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
A Vonallánc készlet parancsai lehetővé teszik vonalláncok és sokszögek rajzolását.
 11. Geometriai elemek 883 11.3. Vonallánc A Vonallánc készlet parancsai lehetővé teszik vonalláncok és sokszögek rajzolását. A vonallánc egy olyan alapelem, amely szakaszok láncolatából áll. A sokszög
11. Geometriai elemek 883 11.3. Vonallánc A Vonallánc készlet parancsai lehetővé teszik vonalláncok és sokszögek rajzolását. A vonallánc egy olyan alapelem, amely szakaszok láncolatából áll. A sokszög
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
TENGELYES NAGYOLÁS
 PowerMill Öttengelyes megmunkálás 2. 3+2 Tengelyes nagyolás 2. 3+2 TENGELYES NAGYOLÁS Meghatározás Többtengelyes licensz nélkül: Valamely ferde síkban történő megmunkálás megkezdése előtt a fejet és/vagy
PowerMill Öttengelyes megmunkálás 2. 3+2 Tengelyes nagyolás 2. 3+2 TENGELYES NAGYOLÁS Meghatározás Többtengelyes licensz nélkül: Valamely ferde síkban történő megmunkálás megkezdése előtt a fejet és/vagy
CAD-ART Kft. 1117 Budapest, Fehérvári út 35.
 CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Laser megmunkálás PEPS 4 laser megmunkálási
CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Laser megmunkálás PEPS 4 laser megmunkálási
Mechatronika segédlet 1. gyakorlat
 Mechatronika segédlet 1. gyakorlat 2017. február 6. Tartalom Vadai Gergely, Faragó Dénes Indítás, kezelőfelület... 2 Négyzet... 4 Négyzet rajzolásának lépései abszolút koordinátákkal... 4 Kocka, 3D eszközök...
Mechatronika segédlet 1. gyakorlat 2017. február 6. Tartalom Vadai Gergely, Faragó Dénes Indítás, kezelőfelület... 2 Négyzet... 4 Négyzet rajzolásának lépései abszolút koordinátákkal... 4 Kocka, 3D eszközök...
A PowerMill egy hatékony alámarásmentes CAM rendszer, amellyel 3D-s szerszámpályákat tudunk generálni, importált CAD modellek alapján.
 PowerMill 1. Bevezetés 1. BEVEZETÉS A PowerMill egy hatékony alámarásmentes CAM rendszer, amellyel 3D-s szerszámpályákat tudunk generálni, importált CAD modellek alapján. Bementeti fájlformátumok DELCAM
PowerMill 1. Bevezetés 1. BEVEZETÉS A PowerMill egy hatékony alámarásmentes CAM rendszer, amellyel 3D-s szerszámpályákat tudunk generálni, importált CAD modellek alapján. Bementeti fájlformátumok DELCAM
3. 5 TENGELYES SWARF SIMITAS
 3. 5 TENGELYES SWARF SIMITAS Meghatározás Ennél az eljárásnál a kiválasztott felületet a szerszám palástfelületével munkáljuk meg, amelyhez a szerszámtengely orientációt automatikusra kell állítanunk.
3. 5 TENGELYES SWARF SIMITAS Meghatározás Ennél az eljárásnál a kiválasztott felületet a szerszám palástfelületével munkáljuk meg, amelyhez a szerszámtengely orientációt automatikusra kell állítanunk.
8. SZERSZÁMGÉP ANIMÁCIÓ
 8. SZERSZÁMGÉP ANIMÁCIÓ Meghatározás Az öttengelyes megmunkálások elengedhetetlen kelléke a szerszámgép különböző egységeinek megmunkálás közbeni ütközés ellenőrzése. A PowerMill, ütközés észlelés esetén
8. SZERSZÁMGÉP ANIMÁCIÓ Meghatározás Az öttengelyes megmunkálások elengedhetetlen kelléke a szerszámgép különböző egységeinek megmunkálás közbeni ütközés ellenőrzése. A PowerMill, ütközés észlelés esetén
Dr. Mikó Balázs
 Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
11.5. Ellipszis és ellipszisív
 11. Geometriai elemek 907 11.5. Ellipszis és ellipszisív Egy ellipszist geometriailag a fókuszpontjaival, valamint a nagy- és kistengelyei hosszának és irányának megadásával, egy ellipszisívet pedig ugyanezekkel
11. Geometriai elemek 907 11.5. Ellipszis és ellipszisív Egy ellipszist geometriailag a fókuszpontjaival, valamint a nagy- és kistengelyei hosszának és irányának megadásával, egy ellipszisívet pedig ugyanezekkel
A program a köröket és köríveket az óramutató járásával ellentétes irányban rajzolja meg.
 894 11.4. Kör és körív 11.4. Kör és körív A program a köröket és köríveket az óramutató járásával ellentétes irányban rajzolja meg. 11.4.1. Kör/Körív tulajdonságai A kör vagy körív létrehozása előtt állítsa
894 11.4. Kör és körív 11.4. Kör és körív A program a köröket és köríveket az óramutató járásával ellentétes irányban rajzolja meg. 11.4.1. Kör/Körív tulajdonságai A kör vagy körív létrehozása előtt állítsa
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
12. PÉLDÁK Példa komplex megmunkálásra
 PowerMill 12. Példák 12. PÉLDÁK 12.1 Példa komplex megmunkálásra Töltsük be a Modell-A.dgk modellt. A munkadarabot két részletben bontjuk ki. A hullámos felület feletti részt raszter nagyolással, míg magát
PowerMill 12. Példák 12. PÉLDÁK 12.1 Példa komplex megmunkálásra Töltsük be a Modell-A.dgk modellt. A munkadarabot két részletben bontjuk ki. A hullámos felület feletti részt raszter nagyolással, míg magát
CAD-ART Kft Budapest, Fehérvári út 35.
 CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Marás PEPS 5 marási példa A feladatban
CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Marás PEPS 5 marási példa A feladatban
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
Rajz 02 gyakorló feladat
 Rajz 02 gyakorló feladat Alkatrészrajz készítése A feladat megoldásához szükséges fájlok: Rjz02k.ipt Feladat: Készítse el az alábbi ábrán látható tengely alkatrészrajzát! A feladat célja: Az alkatrész
Rajz 02 gyakorló feladat Alkatrészrajz készítése A feladat megoldásához szükséges fájlok: Rjz02k.ipt Feladat: Készítse el az alábbi ábrán látható tengely alkatrészrajzát! A feladat célja: Az alkatrész
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Mechatronika segédlet 2. gyakorlat
 Mechatronika segédlet 2. gyakorlat 2017. február 13. Tartalom Vadai Gergely, Faragó Dénes Feladatleírás... 3 Y-forma kialakítása... 3 Nagyítás... 3 Y forma kialakítása abszolút koordinátákkal... 4 Dinamikus
Mechatronika segédlet 2. gyakorlat 2017. február 13. Tartalom Vadai Gergely, Faragó Dénes Feladatleírás... 3 Y-forma kialakítása... 3 Nagyítás... 3 Y forma kialakítása abszolút koordinátákkal... 4 Dinamikus
Példák 04 4a Négyzet megmunkálása kontúrkövetéssel
 4a Négyzet megmunkálása kontúrkövetéssel 0 BEGIN PGM 4a MM program kezdete 3 TOOL CALL 10 Z S1500 F500 szerszám hívása (T10), fõorsó tengelyének kijelölése (Z) fordulatszám és elõtolás megadása 4 L Z+50
4a Négyzet megmunkálása kontúrkövetéssel 0 BEGIN PGM 4a MM program kezdete 3 TOOL CALL 10 Z S1500 F500 szerszám hívása (T10), fõorsó tengelyének kijelölése (Z) fordulatszám és elõtolás megadása 4 L Z+50
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D CAM marási feladat ÓE-A19 alap közepes haladó CATIA V5
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D CAM marási feladat ÓE-A19 alap közepes haladó CATIA V5
NC gyakorlat. 1. CNC gépek jellegzetes pozícionálási módjai
 NC gyakorlat 1. CNC gépek jellegzetes pozícionálási módjai A CNC gépek talán legfontosabb funkciója a pozícionálás. A hagyományos szerszámgépek előtoló rendszereinek a feladata az előírt illetve beállított
NC gyakorlat 1. CNC gépek jellegzetes pozícionálási módjai A CNC gépek talán legfontosabb funkciója a pozícionálás. A hagyományos szerszámgépek előtoló rendszereinek a feladata az előírt illetve beállított
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
Dr. Mikó Balázs BGRKG14NNM / NEC. miko.balazs@bgk.uni-obuda.hu
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
Mechatronika segédlet 3. gyakorlat
 Mechatronika segédlet 3. gyakorlat 2017. február 20. Tartalom Vadai Gergely, Faragó Dénes Feladatleírás... 2 Fogaskerék... 2 Nézetváltás 3D modellezéshez... 2 Könnyítés megvalósítása... 2 A fogaskerék
Mechatronika segédlet 3. gyakorlat 2017. február 20. Tartalom Vadai Gergely, Faragó Dénes Feladatleírás... 2 Fogaskerék... 2 Nézetváltás 3D modellezéshez... 2 Könnyítés megvalósítása... 2 A fogaskerék
2005.11.07. CAM alapjai 1 CAM ALAPJAI. Dr. Markos Sándor & Dr. Boór Ferenc BME GTT
 2005.11.07. CAM alapjai 1 CAM ALAPJAI Dr. Markos Sándor & Dr. Boór Ferenc 2005.11.07. CAM alapjai 2 Megmunkálási igények Marás (sík, zseb, horony, kontúr, felület, menet, maradék ) Szikraforg aforgácsolás
2005.11.07. CAM alapjai 1 CAM ALAPJAI Dr. Markos Sándor & Dr. Boór Ferenc 2005.11.07. CAM alapjai 2 Megmunkálási igények Marás (sík, zseb, horony, kontúr, felület, menet, maradék ) Szikraforg aforgácsolás
Rajz 01 gyakorló feladat
 Rajz 01 gyakorló feladat Alkatrészrajz készítése Feladat: Készítse el az alábbi ábrán látható kézi működtetésű szelepház alkatrészrajzát! A feladat megoldásához szükséges fájlok: Rjz01k.ipt A feladat célja:
Rajz 01 gyakorló feladat Alkatrészrajz készítése Feladat: Készítse el az alábbi ábrán látható kézi működtetésű szelepház alkatrészrajzát! A feladat megoldásához szükséges fájlok: Rjz01k.ipt A feladat célja:
4. SZERSZÁMTENGELY IRÁNYULTSÁGOK
 PowerMill Öttengelyes megmunkálás 4. Szerszámtengely irányultságok 4. SZERSZÁMTENGELY IRÁNYULTSÁGOK Meghatározás Folyamatos 5 tengelyes megmunkálás esetén, ahol a fej vagy/és asztal egyidejűleg forog a
PowerMill Öttengelyes megmunkálás 4. Szerszámtengely irányultságok 4. SZERSZÁMTENGELY IRÁNYULTSÁGOK Meghatározás Folyamatos 5 tengelyes megmunkálás esetén, ahol a fej vagy/és asztal egyidejűleg forog a
Tervezési feladat. Komplex tervezés c. tárgyból. Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés c. tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Kódjel: d8 1 Tartalomjegyzék: 1.aaAz alkatrész
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés c. tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Kódjel: d8 1 Tartalomjegyzék: 1.aaAz alkatrész
RAJZ1. vezetett gyakorlat
 Inventor R4 1 Rajz1. vezetett gyakorlat RAJZ1. vezetett gyakorlat Műhelyrajz készítés A feladat megoldásához szükséges fájlok: Tutorial Files\body1 Feladat: Készítse el a szelepház műhelyrajzát! 1) Indítson
Inventor R4 1 Rajz1. vezetett gyakorlat RAJZ1. vezetett gyakorlat Műhelyrajz készítés A feladat megoldásához szükséges fájlok: Tutorial Files\body1 Feladat: Készítse el a szelepház műhelyrajzát! 1) Indítson
DIN GÉP TIPUS MARÓ ESZTERGA MONDAT FORMÁTUM, MEGJEGYZÉSEK KÓD JELENTÉSE. Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben G00
 DIN 66025 KÓD G00 G01 G02 G03 Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben Körinterpoláció (OMJM ) Körinterpoláció (OMJE ) G04 Várakozási idő G09 Pontos méretre állás G10 G11 G12 G13 G17
DIN 66025 KÓD G00 G01 G02 G03 Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben Körinterpoláció (OMJM ) Körinterpoláció (OMJE ) G04 Várakozási idő G09 Pontos méretre állás G10 G11 G12 G13 G17
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Lakóház tervezés ADT 3.3-al. Segédlet
 Lakóház tervezés ADT 3.3-al Segédlet A lakóház tervezési gyakorlathoz főleg a Tervezés és a Dokumentáció menüket fogjuk használni az AutoDesk Architectural Desktop programból. A program centiméterben dolgozik!!!
Lakóház tervezés ADT 3.3-al Segédlet A lakóház tervezési gyakorlathoz főleg a Tervezés és a Dokumentáció menüket fogjuk használni az AutoDesk Architectural Desktop programból. A program centiméterben dolgozik!!!
D-S MEGMUNKÁLÁSOK
 10. 2.5D-S MEGMUNKÁLÁSOK Meghatározás A PowerMill számos olyan 2.5D-stratégiával rendelkezik, amelyek speciális függőlegesen kihúzott alakzatokra (alaksajátosság) alkalmazhatunk. A beolvasott modell lehet
10. 2.5D-S MEGMUNKÁLÁSOK Meghatározás A PowerMill számos olyan 2.5D-stratégiával rendelkezik, amelyek speciális függőlegesen kihúzott alakzatokra (alaksajátosság) alkalmazhatunk. A beolvasott modell lehet
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék. Tervezési feladat. Komplex tervezés. Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ 1 Tartalomjegyzék: 1.Az alkatrész geometriai modellje
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ 1 Tartalomjegyzék: 1.Az alkatrész geometriai modellje
munkamenetben x x G01 [X...] [Y...] [Z...] [F...] [S...] [T...] [M...]
![munkamenetben x x G01 [X...] [Y...] [Z...] [F...] [S...] [T...] [M...]](/thumbs/60/44621925.jpg "munkamenetben x x G01 [X...] [Y...] [Z...] [F...] [S...] [T...] [M...]") KÓD G00 G01 KÓD JELENTÉSE GÉP TIPUS MARÓ ESZT. MONDAT FORMÁTUM, MEGJEGYZÉSEK Elmozdulás gyorsmenetben G00 [X...] [Y...] [Z...] [S...] [T...] [M...] Egyenes interpoláció munkamenetben G01 [X...] [Y...]
KÓD G00 G01 KÓD JELENTÉSE GÉP TIPUS MARÓ ESZT. MONDAT FORMÁTUM, MEGJEGYZÉSEK Elmozdulás gyorsmenetben G00 [X...] [Y...] [Z...] [S...] [T...] [M...] Egyenes interpoláció munkamenetben G01 [X...] [Y...]
10. Az NC programozás alapjai. Az NC technika fejlődése. Az NC technika rugalmas automatizált. nagy termelékenység
 10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Technológiai sorrend
 Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
2. MEGMUNKÁLÁSI KÖRNYEZET BEÁL- LÍTÁSA
 PowerMill 2. Megmunkálási környezet beállítása 2. MEGMUNKÁLÁSI KÖRNYEZET BEÁL- LÍTÁSA Mielőtt hozzákezdenénk az aktuális szerszámpálya generáláshoz, a PowerMill adta lehetőségek segítségével a lehető legtöbb
PowerMill 2. Megmunkálási környezet beállítása 2. MEGMUNKÁLÁSI KÖRNYEZET BEÁL- LÍTÁSA Mielőtt hozzákezdenénk az aktuális szerszámpálya generáláshoz, a PowerMill adta lehetőségek segítségével a lehető legtöbb
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait: a)
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait: a)
MUNKAANYAG. Dabi Ágnes. CNC és szimulációs program kezelése. A követelménymodul megnevezése: A próbagyártás technológiája
 Dabi Ágnes CNC és szimulációs program kezelése A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-005-30
Dabi Ágnes CNC és szimulációs program kezelése A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-005-30
Lemez 05 gyakorló feladat
 Lemez 05 gyakorló feladat Kivágó (mélyhúzó) szerszám készítése, alkalmazása Feladat: Készítse el az ábrán látható doboz modelljét a mélyhúzással és kivágásokkal! A feladat megoldásához a mélyhúzó szerszámot
Lemez 05 gyakorló feladat Kivágó (mélyhúzó) szerszám készítése, alkalmazása Feladat: Készítse el az ábrán látható doboz modelljét a mélyhúzással és kivágásokkal! A feladat megoldásához a mélyhúzó szerszámot
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Tengely jellegű alkatrész CAD modellezése ÓE-A06a alap közepes
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Tengely jellegű alkatrész CAD modellezése ÓE-A06a alap közepes
New Default Standard.ipt
 Adaptív modellezési technika használata Feladat: Készítse el az alábbi ábrán látható fejes szeg parametrikus modelljét! A kidolgozáshoz használja az MSZ EN 22341-es szabványban megadott értékeket! 1 1.
Adaptív modellezési technika használata Feladat: Készítse el az alábbi ábrán látható fejes szeg parametrikus modelljét! A kidolgozáshoz használja az MSZ EN 22341-es szabványban megadott értékeket! 1 1.
Autodesk Inventor Professional New Default Standard.ipt
 Adaptív modellezési technika használata Feladat: Készítse el az alábbi ábrán látható munkahenger összeállítási modelljét adaptív technikával! 1. Indítson egy új feladatot! New Default Standard.ipt 2. A
Adaptív modellezési technika használata Feladat: Készítse el az alábbi ábrán látható munkahenger összeállítási modelljét adaptív technikával! 1. Indítson egy új feladatot! New Default Standard.ipt 2. A
A Paint program használata
 A Paint program használata A Windows rendszerbe épített Paint program segítségével képeket rajzolhat, színezhet és szerkeszthet. A Paint használható digitális rajztáblaként. Egyszerű képek és kreatív projektek
A Paint program használata A Windows rendszerbe épített Paint program segítségével képeket rajzolhat, színezhet és szerkeszthet. A Paint használható digitális rajztáblaként. Egyszerű képek és kreatív projektek
Szabadformájú felületek. 3D felületek megmunkálása gömbmaróval. Dr. Mikó Balázs FRAISA ToolSchool Október
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
A LOGO MOTION TANÍTÁSA
 A LOGO MOTION TANÍTÁSA ÍRTA: SZABÓ JÁNOS TANÍTÓ 2010, KECEL LOGO MOTION TANÍTÁSA KÉSZÍTETTE: SZABÓ JÁNOS TANÍTÓ 2010. 1 1. FOGLALKOZÁS Kattintsunk a Logo motion ikonjára. A Színes teki. Ez a program ablaka.
A LOGO MOTION TANÍTÁSA ÍRTA: SZABÓ JÁNOS TANÍTÓ 2010, KECEL LOGO MOTION TANÍTÁSA KÉSZÍTETTE: SZABÓ JÁNOS TANÍTÓ 2010. 1 1. FOGLALKOZÁS Kattintsunk a Logo motion ikonjára. A Színes teki. Ez a program ablaka.
Regresszió számítás. Tartalomjegyzék: GeoEasy V2.05+ Geodéziai Kommunikációs Program
 Regresszió számítás GeoEasy V2.05+ Geodéziai Kommunikációs Program DigiKom Kft. 2006-2010 Tartalomjegyzék: Egyenes x változik Egyenes y változik Egyenes y és x változik Kör Sík z változik Sík y, x és z
Regresszió számítás GeoEasy V2.05+ Geodéziai Kommunikációs Program DigiKom Kft. 2006-2010 Tartalomjegyzék: Egyenes x változik Egyenes y változik Egyenes y és x változik Kör Sík z változik Sík y, x és z
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Alphacam Router. Faipari megoldások
 Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Lemezalkatrész modellezés SolidWorks-szel
 Lemezalkatrész modellezés SolidWorks-szel Hozzunk létre egy új alkatrész file-t (Part). Válasszuk a Sheet Metal környezetet (1. ábra). (Amennyiben ez nem látható a program elindulása után, a Features fülön
Lemezalkatrész modellezés SolidWorks-szel Hozzunk létre egy új alkatrész file-t (Part). Válasszuk a Sheet Metal környezetet (1. ábra). (Amennyiben ez nem látható a program elindulása után, a Features fülön
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
MASTERCAM. Készítette: Dr. Csáki Tibor Dr. Szabó Szilárdné Dr. Makó Ildikó december
 MASTERCAM Készítette: Dr. Csáki Tibor Dr. Szabó Szilárdné Dr. Makó Ildikó 2003. december MASTERCAM A program felépítése Főbb funkciók Menürendszer Geometriai modulok Szerszámpályák Technológia segítés
MASTERCAM Készítette: Dr. Csáki Tibor Dr. Szabó Szilárdné Dr. Makó Ildikó 2003. december MASTERCAM A program felépítése Főbb funkciók Menürendszer Geometriai modulok Szerszámpályák Technológia segítés
VECTOR CAD/CAM (2. fokozat) 3D CAD 2,5D NC PROGRAMOZÁS
 3D CAD 2,5D NC PROGRAMOZÁS") VECTOR CAD/CAM (2. fokozat) 3D CAD 2,5D NC PROGRAMOZÁS A VECTOR egy zseniálisan egyszerű, gyors és sokoldalú eszköz, tervezésre és megmunkálásra egyaránt. A VECTOR birtokában Önnek könnyű dolga van, ha
VECTOR CAD/CAM (2. fokozat) 3D CAD 2,5D NC PROGRAMOZÁS A VECTOR egy zseniálisan egyszerű, gyors és sokoldalú eszköz, tervezésre és megmunkálásra egyaránt. A VECTOR birtokában Önnek könnyű dolga van, ha
Gyártástechnológia III. 1.előadás: Gépgyártástechnológia alapfogalmai. előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
Alphacam Router. Faipari megoldások
 Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
PEPS CAD/CAM Verzió 7.0 Újdonságok és változások
 PEPS CAD/CAM Verzió 7.0 Újdonságok és változások Bevezetés Jelen dokumentum áttekintést ad a PEPS CAD/CAM rendszer 7.0 verziójával kapcsolatos újdonságokról és változásokról. Operációs rendszerek A 7.0
PEPS CAD/CAM Verzió 7.0 Újdonságok és változások Bevezetés Jelen dokumentum áttekintést ad a PEPS CAD/CAM rendszer 7.0 verziójával kapcsolatos újdonságokról és változásokról. Operációs rendszerek A 7.0
Alkatrész modellezés SolidWorks-szel - ismétlés
 Alkatrész modellezés SolidWorks-szel - ismétlés Feladat: Készítse el az ábrán látható szenzorház geometriai modelljét a megadott lépések segítségével! (1. ábra) 1. ábra 1. Feladat 1. Vázlat készítés Készítsen
Alkatrész modellezés SolidWorks-szel - ismétlés Feladat: Készítse el az ábrán látható szenzorház geometriai modelljét a megadott lépések segítségével! (1. ábra) 1. ábra 1. Feladat 1. Vázlat készítés Készítsen
ArcGIS 8.3 segédlet 4. Dr. Iványi Péter
 ArcGIS 8.3 segédlet 4. Dr. Iványi Péter Tartalomjegyzék Szerkesztés Eddig adatokat nem módosítottunk. Minden esetben csak a hivatkozás színét, szimbólumát, elrendezését változtattuk. Ugyanakkor szükség
ArcGIS 8.3 segédlet 4. Dr. Iványi Péter Tartalomjegyzék Szerkesztés Eddig adatokat nem módosítottunk. Minden esetben csak a hivatkozás színét, szimbólumát, elrendezését változtattuk. Ugyanakkor szükség
Gépi forgácsoló 4 Gépi forgácsoló 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
QGIS szerkesztések ( verzió) Összeállította: dr. Siki Zoltán verzióra aktualizálta: Jáky András
 Összeállította: dr. Siki Zoltán verzióra aktualizálta: Jáky András") QGIS szerkesztések (2.18.3 verzió) Összeállította: dr. Siki Zoltán 2.18.3. verzióra aktualizálta: Jáky András (jakyandras@gmail.com) A QGIS számtalan vektorszerkesztési műveletet biztosít. Tolerancia beállítások
QGIS szerkesztések (2.18.3 verzió) Összeállította: dr. Siki Zoltán 2.18.3. verzióra aktualizálta: Jáky András (jakyandras@gmail.com) A QGIS számtalan vektorszerkesztési műveletet biztosít. Tolerancia beállítások
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
Akciók, diavetítés. 1. ábra Akciógombok. A lap két regiszterfülből áll, ezek a Kattintásra és az Áthaladáskor. Nézzük meg először az elsőt!
 Akciók Az akciógombok alkalmazásával beállíthatjuk, hogy az objektumra kattintva végrehajtsa a hozzárendelt hiperhivatkozást. Jól láttuk, hogy az objektumokhoz, diákhoz rendelhettünk akciókat, de az akciógombokkal
Akciók Az akciógombok alkalmazásával beállíthatjuk, hogy az objektumra kattintva végrehajtsa a hozzárendelt hiperhivatkozást. Jól láttuk, hogy az objektumokhoz, diákhoz rendelhettünk akciókat, de az akciógombokkal
Mesh generálás. IványiPéter
 Mesh generálás IványiPéter drview Grafikus program MDF file-ok szerkesztéséhez. A mesh generáló program bemenetét itt szerkesztjük meg. http://www.hexahedron.hu/personal/peteri/sx/index.html Pont létrehozásához
Mesh generálás IványiPéter drview Grafikus program MDF file-ok szerkesztéséhez. A mesh generáló program bemenetét itt szerkesztjük meg. http://www.hexahedron.hu/personal/peteri/sx/index.html Pont létrehozásához
Gyártandó alkatrész műhelyrajza és 3D test modellje
 Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Hossz- és keresztszelvények előállítása
 Hossz- és keresztszelvények előállítása Pontok betöltése Első lépésben, a három dimenzióban felmért pontokat kell betölteni egy új, üres állományba. Ehhez a Munka/Térképek ablakot nyissuk meg, itt a Térkép/Koordinátajegyzék
Hossz- és keresztszelvények előállítása Pontok betöltése Első lépésben, a három dimenzióban felmért pontokat kell betölteni egy új, üres állományba. Ehhez a Munka/Térképek ablakot nyissuk meg, itt a Térkép/Koordinátajegyzék
FOGLALKOZÁSI TERV. Kósa Péter műszaki oktató. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Ossz1. vezetett gyakorlat
 Inventor R4 1 Ossz1. vezetett gyakorlat Ossz1. vezetett gyakorlat Az összeállítás-modellezés használata Feladat: Készítse el az alábbi ábrán látható összeállítási modellt! A feladat megoldásához szükséges
Inventor R4 1 Ossz1. vezetett gyakorlat Ossz1. vezetett gyakorlat Az összeállítás-modellezés használata Feladat: Készítse el az alábbi ábrán látható összeállítási modellt! A feladat megoldásához szükséges
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Forgattyús mechanizmus modelljének. Adams. elkészítése, kinematikai vizsgálata,
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Forgattyús mechanizmus modellezése SZIE-K1 alap közepes - haladó Adams
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Forgattyús mechanizmus modellezése SZIE-K1 alap közepes - haladó Adams
A lecke gyakorlatainak végrehajtása útján a következő ismereteket szerezheti meg:
 D1 Prizmatikus tervezés Tematika A lecke gyakorlatainak végrehajtása útján a következő ismereteket szerezheti meg: Feladat Egyszerű 2D-s modell készítése 1. gyakorlat A vonallánc parancs és a koordináták
D1 Prizmatikus tervezés Tematika A lecke gyakorlatainak végrehajtása útján a következő ismereteket szerezheti meg: Feladat Egyszerű 2D-s modell készítése 1. gyakorlat A vonallánc parancs és a koordináták
Alapvető beállítások elvégzése Normál nézet
 Alapvető beállítások elvégzése Normál nézet A Normál nézet egy egyszerűsített oldalképet mutat. Ez a nézet a legalkalmasabb a szöveg beírására, szerkesztésére és az egyszerűbb formázásokra. Ebben a nézetben
Alapvető beállítások elvégzése Normál nézet A Normál nézet egy egyszerűsített oldalképet mutat. Ez a nézet a legalkalmasabb a szöveg beírására, szerkesztésére és az egyszerűbb formázásokra. Ebben a nézetben
Effect of the different parameters to the surface roughness in freeform surface milling
 19 November 0, Budapest Effect of the different parameters to the surface roughness in freeform surface milling Balázs MIKÓ Óbuda University 1 Abstract Effect of the different parameters to the surface
19 November 0, Budapest Effect of the different parameters to the surface roughness in freeform surface milling Balázs MIKÓ Óbuda University 1 Abstract Effect of the different parameters to the surface
Cella létrehozása. A roboguide programot elindítva az 1.ábra szerinti bejelentkező ablakot kapjuk.
 Roboguide kézikönyv Cella létrehozása A roboguide programot elindítva az 1.ábra szerinti bejelentkező ablakot kapjuk. 1. ábra 1. Új cella létrehozásához kattintson a Start New Cell-re. 2. Adja meg a cella
Roboguide kézikönyv Cella létrehozása A roboguide programot elindítva az 1.ábra szerinti bejelentkező ablakot kapjuk. 1. ábra 1. Új cella létrehozásához kattintson a Start New Cell-re. 2. Adja meg a cella
3. 3D-S NAGYOLÓPÁLYÁK KÉSZÍTÉSE
 PowerMill 3. 3D-s Nagyolópályák készítése 3. 3D-S NAGYOLÓPÁLYÁK KÉSZÍTÉSE Alkalmazás A különböző nagyolási stratégiák segítségével, a fogásmélység alapján előre meghatározott Z szinteken keletkezett zárt
PowerMill 3. 3D-s Nagyolópályák készítése 3. 3D-S NAGYOLÓPÁLYÁK KÉSZÍTÉSE Alkalmazás A különböző nagyolási stratégiák segítségével, a fogásmélység alapján előre meghatározott Z szinteken keletkezett zárt
passion for precision ArCut X okos választás ahhoz, hogy a legrövidebb időn belül briliáns felületeket hozzon létre
 passion for precision ArCut X okos választás ahhoz, hogy a legrövidebb időn belül briliáns felületeket hozzon létre Az ArCut X egy termelékenység-fokozó a kiváló felületminőséget megkívánó simítási megmunkálásokhoz
passion for precision ArCut X okos választás ahhoz, hogy a legrövidebb időn belül briliáns felületeket hozzon létre Az ArCut X egy termelékenység-fokozó a kiváló felületminőséget megkívánó simítási megmunkálásokhoz
REVERSE ENGINEERING MÓDSZERREL ELŐÁLLÍTOTT FELÜLETEK MINŐSÉGE. Kecskeméti Főiskola GAMF Kar Gépgyártástechnológia Tanszék
 REVERSE ENGINEERING MÓDSZERREL ELŐÁLLÍTOTT FELÜLETEK MINŐSÉGE Dr. Kodácsy János Pintér Zsuzsanna Pokriva Péter tanszékvezető, főiskolai tanár főiskolai adjunktus tanszéki mérnök 1. BEVEZETÉS Kecskeméti
REVERSE ENGINEERING MÓDSZERREL ELŐÁLLÍTOTT FELÜLETEK MINŐSÉGE Dr. Kodácsy János Pintér Zsuzsanna Pokriva Péter tanszékvezető, főiskolai tanár főiskolai adjunktus tanszéki mérnök 1. BEVEZETÉS Kecskeméti
Geometria megadása DXF fájl importálásából
 30. sz. Mérnöki kézikönyv Frissítve: 2016. március Geometria megadása DXF fájl importálásából Program: GEO5 FEM GEO5 Fájl: Demo_manual_30.gmk DXF Fájlok: - model201.dxf eredeti fájl, amit bonyolultsága
30. sz. Mérnöki kézikönyv Frissítve: 2016. március Geometria megadása DXF fájl importálásából Program: GEO5 FEM GEO5 Fájl: Demo_manual_30.gmk DXF Fájlok: - model201.dxf eredeti fájl, amit bonyolultsága
GIRO GSM MODEM/VPN KAPCSOLAT TELEPÍTÉSI ÚTMUTATÓ
 GIRO GSM MODEM/VPN KAPCSOLAT TELEPÍTÉSI ÚTMUTATÓ Készítette A jelen dokumentum tartalma szerzői jogi védelem alatt áll, a mű felhasználói jogai a -t illetik. A dokumentumot az Ügyfél korlátlan számban
GIRO GSM MODEM/VPN KAPCSOLAT TELEPÍTÉSI ÚTMUTATÓ Készítette A jelen dokumentum tartalma szerzői jogi védelem alatt áll, a mű felhasználói jogai a -t illetik. A dokumentumot az Ügyfél korlátlan számban
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A5 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A5 alap közepes - haladó SolidEdge CAD 3D