Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából. (CAD-CAM kapcsolat alapfogalmai)
|
|
|
- Flóra Takács
- 8 évvel ezelőtt
- Látták:
Átírás
1 Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából (CAD-CAM kapcsolat alapfogalmai)

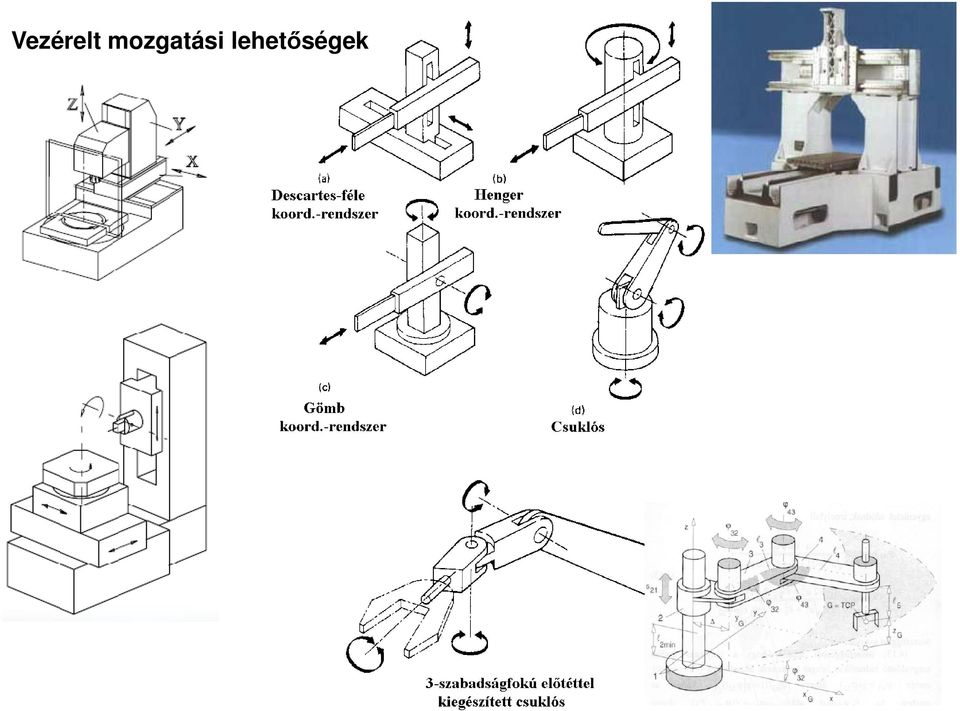
2 NC/CNC megmunkálási lehetőségek 2D: esztergálás, (lemez)kivágás 2,5D: háromirányú relatív elmozdulás, de ezek közül egyidőben csak kettő valósul meg 3D: egyidejű háromirányú relatív elmozdulás 5 tengelyű: egyidőben háromirányú relatív elmozdulás + kétirányú szerszám döntés


3 Vezérelt mozgatási lehetőségek
4 CAD adatkapcsolat 2D drótváz adatkapcsolat EdgeCAM 2D geometriakészítés DXF DWG DGN 2D IGES 3D felület adatkapcsolat EdgeCAM 3D felületmodellezés 3D IGES, VDA és SET SAT STL Catia felületek

5 Testmegmunkálás 3D Test adatkapcsolat natív adatok beolvasásához SolidWorks Autodesk Inventor EdgeCAM Part Modeler Solid Edge CATIA 5.0 Pro/Engineer Granite Parasolid ACIS Előnyei Nincs adatfordítás Automatikus alaksajátosság felismerés Szerszámpálya - Modell változáskövetés Automatizálás Stratégiakezelővel



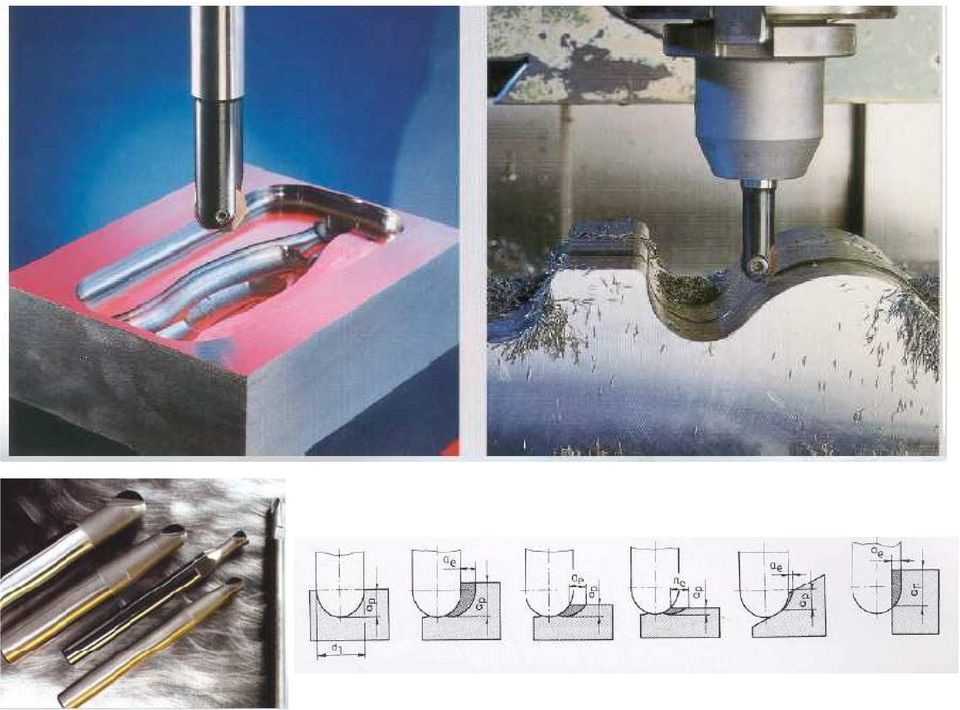
6 Marás Egyszerű 2.5-tengelyes marás Profilozás, Zsebmarás, Fúrás 3-tengelyes felületmarás Műanyag- és fémalakító- szerszámok Forgótengelyes pozícionálás és megmunkálás vízszintes főorsóval Egyidejű 4-tengelyes megmunkálás Egyidejű 5-tengelyes megmunkálás 3D 2,5D

7
8 2,5-tengelyes marás Test betöltése Alaksajátosság keresés Előgyártmány készítés Pályatervezés Szimuláció NC-kód generálás

9 Nagyoló ciklusok Nagyolás Marás ciklois mentén Előtolás módosítása Közbenső fogások Maradéknagyolás Nagysebességű opciók Nagyolás fúrómozgásokkal

10 Simító ciklusok Simítás Profilozás Síkfelület simítás Párhuzamosan láncolt Maradék simítás Belső élek marása

11 Marás Profilozás ciklus Síkbeli és spirális profilozási opció Síkfelületek érzékelése Alámetszések megmunkálása Maradék profilozás Érdességmagasság 3D maráshoz Biztonságos ráállások és összekötő mozgások

12
13 Egyidejű 4-5-tengelyes marás Egyidejű 4-tengelyes marás Egyidejű 5-tengelyes marás Asszociatív a testmodellhez Egyszerűen kezelhető műveletek Tejes szerszámgép szimuláció

14 Esztergálás Alapvető 2-tengelyes esztergálás Nagyolás, Simítás, Beszúrás, Fúrás, Menetvágás C/Y-tengelyes esztergálás 4-tengelyes, kétrevolveres esztergálás Segédorsós kétrevolveres esztergálás Segédorsós kétrevolveres, B-tengelyes esztergálás

15 Haladószintű esztergálás Esztergálás és marás B-tengelyes marás támogatása Segédorsós megmunkálás Két revolverfej Szimuláció NC-kód generálás

16
17 A 3D modell további felhasználási területei

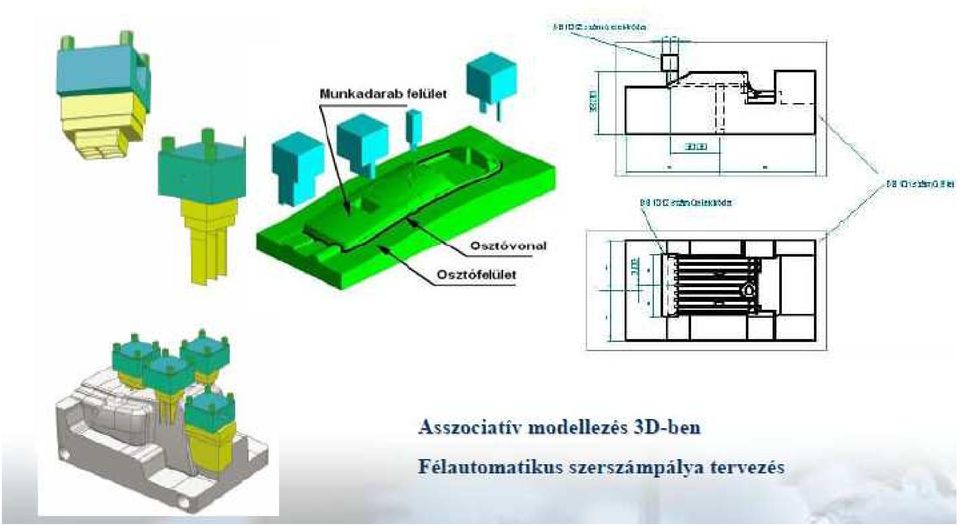
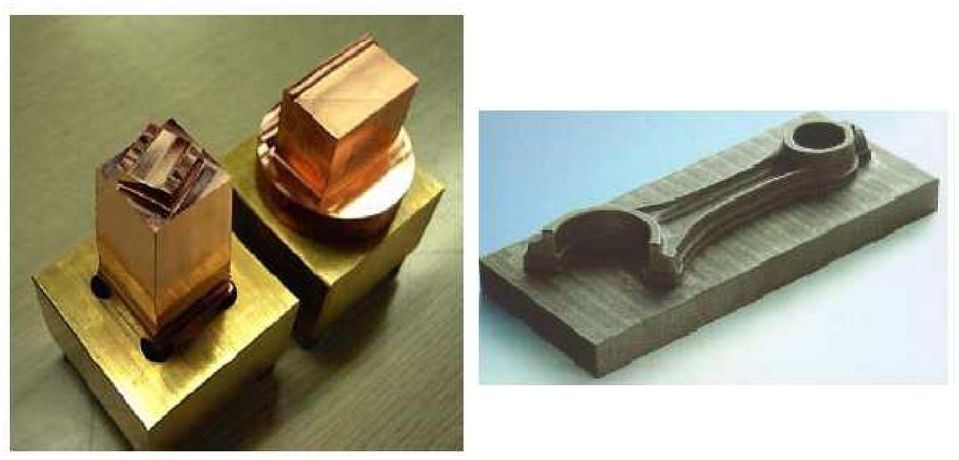
18 Szerszám- és készüléktervezés Fröccsöntő szerszám tervezése Öntőforma tervezése Szikraforgácsoló elektródák tervezése

19
20
21 Gyors prototípus gyártás
22 A gyors prototípus gyártás fejlődése
23 A gyors prototípus gyártás folyamata és felhasználási területe
24 A gyors prototípus gyártás technológiájának elve
25 A rétegképzés (Stereolythography) elve
26 RP-technológiák: Laminated Object Modeling (LOM)
27
28 3D nyomtatás (FDM=Fused Deposition Modelling) A Stratasys Inc. által szabadalmaztatott FDM (Fused Deposition Modeling) eljárást használó gyors prototípus rendszerek nagy pontosságú és tartós modelleket állítanak elő valós termoplasztikus műszaki műanyagokból: ABS, Polikarbonát, PC-ABS, egészségügyileg alkalmazható VI. osztályú polikarbonátból (PC-ISO), és polyphenylsulfone-ból. Az ABS lehetővé teszi tartós és funkcionális prototípusok készítését, amelyek ellenállnak a kemény tesztelésnek is, vetemedés, zsugorodás és egyéb deformációk nélkül, akár vizes közegben, vagy nagy nyomáson is. Az ABS alkatrészeket fúrni, vágni, csiszolni és festeni is lehet.
29
30
31 3D nyomtatás porból
32 Rétegképzés folyadékból
33 Szelektív lézeres szinterelés
34 Robotos megmunkálások
35 Vákuum öntészet A gyors prototípus gyártás gyűjtőfogalmán belüli egyik eljárás neve a vákuum öntészet. Az alkatrész mester darabját, amely készülhet 3D nyomtatással vagy akár a hagyományos eljárások valamelyikével, körbeöntik szilikon géllel. Ezután a megszilárdult zseléből kivéve a mesterdarabot egy úgynevezett szilikon szerszámot kapunk, amely tartalmazza az alkatrész formaüregét. Az így létrejött szilikon szerszámba a vákuum kamrában ( a tökéletes kitöltés és az öntés közben keletkező buborékképződés megszüntetése miatt) többkomponensű, tetszőleges mechanikai tulajdonságú és színű műgyanta önthető. Kb. 50 műanyag prototípus készíthető el így egy szerszám segítségével (a darabszám függ a geometriai komplexitástól) drága és bonyolult fém szerszám készítése nélkül. Az így gyártott alkatrészeket szinte lehetetlen megkülönböztetni a hagyományos sorozatgyártott termékektől.
36
37
38 Kis sorozat gyártás A precíziós öntészeti eljárás során egy viasz mintára több rétegben kerámia iszap majd tűzálló homok kerül, így jön létre egy úgynevezett kerámia héj amibe viasz eltávolítása után az olvasztott fémet öntik.
39 Reverse engineering
40 A Reverse Engineering elve
41 Miért van rá szükség, mi a célja és a felhasználási területe? - alkatrészről dokumentáció készítése, - a konkurencia termékének megismerése, - régészeti leletekből modell építése, - protézisek előállítása, stb.
42 A modell rekonstrukció elve
43 Digitalizáló eszközök
44 Görbék és felületek illesztése a szabályos vagy sztochasztikus sorrendben kapott pontokra (pontfelhőre). Letapogatás mérőgéppel
45 Letapogatás lézerrel
46 3D szkennelés
47
48 Pontosság és adatgyűjtési sebesség
49 Felületillesztés és hálóoptimálás
50 Orvosi felhasználás
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09.
 2009.11.09.") Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Anyagi modell előállítása virtuális modellből a gyorsprototípus készítés
 Anyagi modell előállítása virtuális modellből a gyorsprototípus készítés A modellek és prototípusok szerepe a termékfejlesztésben A generatív gyártási eljárások jellemzői A réteginformációk előállítása
Anyagi modell előállítása virtuális modellből a gyorsprototípus készítés A modellek és prototípusok szerepe a termékfejlesztésben A generatív gyártási eljárások jellemzői A réteginformációk előállítása
Dr. Mikó Balázs BGRKG14NNM / NEC. miko.balazs@bgk.uni-obuda.hu
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
Dr. Mikó Balázs
 Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
A fémipari szabvány CAD semleges alkatrészgyártó CAM rendszer
 Edgecam A fémipari szabvány CAD semleges alkatrészgyártó CAM rendszer Egyedülállóan egyszerű kezelhetőségével és kifinomult szerszámpálya generálási lehetőségeivel, az Edgecam az egyetlen CAM rendszer,
Edgecam A fémipari szabvány CAD semleges alkatrészgyártó CAM rendszer Egyedülállóan egyszerű kezelhetőségével és kifinomult szerszámpálya generálási lehetőségeivel, az Edgecam az egyetlen CAM rendszer,
6. Gyors prototípus készítés. 6.1 Történeti áttekintés
 6. Gyors prototípus készítés 6.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción
6. Gyors prototípus készítés 6.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción
 Cégbemutató smartsol Engineering Kft. - Magyarország 2014-01-22 1 Bemutatkozás Engedje meg, hogy bemutassuk 100%-ban magyar tulajdonú családi vállalkozásunkat, amelynek alapja a több évtizedes mérnöki
Cégbemutató smartsol Engineering Kft. - Magyarország 2014-01-22 1 Bemutatkozás Engedje meg, hogy bemutassuk 100%-ban magyar tulajdonú családi vállalkozásunkat, amelynek alapja a több évtizedes mérnöki
Intelligens megmunkálás
 Néhány egyszerű klikk Nagy teljesítményű alkatrész modellezés A műszaki adatlapon az alábbi speciális jelölések láthatók: = On line videó részletesebb információkkal Kék szöveg = részletesebb információ
Néhány egyszerű klikk Nagy teljesítményű alkatrész modellezés A műszaki adatlapon az alábbi speciális jelölések láthatók: = On line videó részletesebb információkkal Kék szöveg = részletesebb információ
cam-strategien Automatizált programozás és hatékony megmunkálás
 cam-strategien Automatizált programozás és hatékony megmunkálás hypermill lerövidíti a programozási és a megmunkálási időt Egyetlen CAM szoftver mindenre: a megmunkálási stratégiák széles spektruma és
cam-strategien Automatizált programozás és hatékony megmunkálás hypermill lerövidíti a programozási és a megmunkálási időt Egyetlen CAM szoftver mindenre: a megmunkálási stratégiák széles spektruma és
Nagy teljesítményű alkatrész modellezés. Intelligens megmunkálás. Építse be a megmunkálási tapasztalatait
 Marás Néhány egyszerű klikk Nagy teljesítményű alkatrész modellezés A Mastercam feladat orientált CAD motorja könnyebbé teszi a tervezési munkát, mint bármikor korábban. A fejlesztő által létrehozott geometriai
Marás Néhány egyszerű klikk Nagy teljesítményű alkatrész modellezés A Mastercam feladat orientált CAD motorja könnyebbé teszi a tervezési munkát, mint bármikor korábban. A fejlesztő által létrehozott geometriai
PEPS CAD/CAM Verzió 7.0 Újdonságok és változások
 PEPS CAD/CAM Verzió 7.0 Újdonságok és változások Bevezetés Jelen dokumentum áttekintést ad a PEPS CAD/CAM rendszer 7.0 verziójával kapcsolatos újdonságokról és változásokról. Operációs rendszerek A 7.0
PEPS CAD/CAM Verzió 7.0 Újdonságok és változások Bevezetés Jelen dokumentum áttekintést ad a PEPS CAD/CAM rendszer 7.0 verziójával kapcsolatos újdonságokról és változásokról. Operációs rendszerek A 7.0
Fém megmunkálás. Alapanyag. Térfogat- és lemezalakítások. Porkohászat. Öntészet homokba öntés, preciziós öntés kokilla öntés. fémporok feldolgozása
 Fém megmunkálás Alapanyag Öntészet homokba öntés, preciziós öntés kokilla öntés Térfogat- és lemezalakítások pl. kovácsolás, hidegfolyatás, mélyhúzás Porkohászat fémporok feldolgozása Példa: öntészet (1)
Fém megmunkálás Alapanyag Öntészet homokba öntés, preciziós öntés kokilla öntés Térfogat- és lemezalakítások pl. kovácsolás, hidegfolyatás, mélyhúzás Porkohászat fémporok feldolgozása Példa: öntészet (1)
Integrált CAD/CAM/CAE rendszer szerszám gyártók részére
 Visi Integrált CAD/CAM/CAE rendszer szerszám gyártók részére Egyedülálló szoftvermegoldásunk segítségével egyszerűen, gyorsan és hatékonyan oldhatja meg a szerszámgyártás teljes folyamatát mind a fröccsöntés,
Visi Integrált CAD/CAM/CAE rendszer szerszám gyártók részére Egyedülálló szoftvermegoldásunk segítségével egyszerűen, gyorsan és hatékonyan oldhatja meg a szerszámgyártás teljes folyamatát mind a fröccsöntés,
A PowerMill egy hatékony alámarásmentes CAM rendszer, amellyel 3D-s szerszámpályákat tudunk generálni, importált CAD modellek alapján.
 PowerMill 1. Bevezetés 1. BEVEZETÉS A PowerMill egy hatékony alámarásmentes CAM rendszer, amellyel 3D-s szerszámpályákat tudunk generálni, importált CAD modellek alapján. Bementeti fájlformátumok DELCAM
PowerMill 1. Bevezetés 1. BEVEZETÉS A PowerMill egy hatékony alámarásmentes CAM rendszer, amellyel 3D-s szerszámpályákat tudunk generálni, importált CAD modellek alapján. Bementeti fájlformátumok DELCAM
visi Visi_8oldalas_A4.indd :57:42
 visi Integrált CAD/CAM/CAe rendszer szerszámgyártók részére Egyedülálló szoftvermegoldásunk segítségével egyszerűen, gyorsan és hatékonyan oldhatja meg a szerszámgyártás teljes folyamatát mind a fröccsöntés,
visi Integrált CAD/CAM/CAe rendszer szerszámgyártók részére Egyedülálló szoftvermegoldásunk segítségével egyszerűen, gyorsan és hatékonyan oldhatja meg a szerszámgyártás teljes folyamatát mind a fröccsöntés,
Corvus Aircraft Kft Tervezési, gyártási technológiák. Győr, 2008. április 16.
 Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Csésze nevű alkatrész megmunkálása
 Csésze nevű alkatrész megmunkálása 1. Alkatrész megnyitása: Nyissa meg a Csésze.par alkatrész-fájlt a Fájl menü Megnyitás pontjával. 2. Alkatrész elmozgatása a megmunkálási pozícióba Amennyiben a megmunkálás
Csésze nevű alkatrész megmunkálása 1. Alkatrész megnyitása: Nyissa meg a Csésze.par alkatrész-fájlt a Fájl menü Megnyitás pontjával. 2. Alkatrész elmozgatása a megmunkálási pozícióba Amennyiben a megmunkálás
9. SZERSZÁMOK POZÍCIONÁLÁSA
 9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
3. Gyors prototípus készítés. 3.1 Történeti áttekintés
 3. Gyors prototípus készítés 3.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción
3. Gyors prototípus készítés 3.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
3D optikai méréstechnika a műszaki kerámia gyártásban
 II. Nemzetközi Interdiszciplináris 3D Konferencia 3D optikai méréstechnika a műszaki kerámia gyártásban Szász András 2016.10.08. Tartalom Bevezetés Bemutatkozás Háromdimenziós optikai méréstechnika a kerámia
II. Nemzetközi Interdiszciplináris 3D Konferencia 3D optikai méréstechnika a műszaki kerámia gyártásban Szász András 2016.10.08. Tartalom Bevezetés Bemutatkozás Háromdimenziós optikai méréstechnika a kerámia
Rapid prototyping technológiák additív technikák Dr. habil Husi Géza, Dr. Szemes Péter Tamás
 Rapid prototyping technológiák additív technikák Dr. habil Husi Géza, Dr. Szemes Péter Tamás Készült: 2015.09.30. A tananyag elkészítését "Az élettudományi- klinikai felsőoktatás gyakorlatorientált és
Rapid prototyping technológiák additív technikák Dr. habil Husi Géza, Dr. Szemes Péter Tamás Készült: 2015.09.30. A tananyag elkészítését "Az élettudományi- klinikai felsőoktatás gyakorlatorientált és
Házi feladat (c) Dr Mikó Balázs - Gyártástechnológia II.
 Dr Mikó Balázs - Gyártástechnológia II.") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
3DVeled.hu 2016 ZOOPEDAGÓGIAI KONFERENCIA, MISKOLC
 3DVeled.hu 2016 ZOOPEDAGÓGIAI KONFERENCIA, MISKOLC Bemutatkozás 3DVeled.hu Géczi József mérnök informatikus Tóth Dénes műszaki menedzser, okleveles gépészmérnök u 3Dveled.hu bemutatkozás u 3D technológiák
3DVeled.hu 2016 ZOOPEDAGÓGIAI KONFERENCIA, MISKOLC Bemutatkozás 3DVeled.hu Géczi József mérnök informatikus Tóth Dénes műszaki menedzser, okleveles gépészmérnök u 3Dveled.hu bemutatkozás u 3D technológiák
Innocity Kft. terméktervezés, szerszámtervezés öntészeti szimuláció készítés + 3 6 / 7 0 / 4 2 1 8-407. w w w. i n n o c i t y.
 terméktervezés, szerszámtervezés öntészeti szimuláció készítés I n n o c i t y K u t a t á s i é s I n n o v á c i ó s T a n á c s a d ó K f t 2 6 0 0 V á c, P e t ő f i S á n d o r u. 5 5 / A + 3 6 /
terméktervezés, szerszámtervezés öntészeti szimuláció készítés I n n o c i t y K u t a t á s i é s I n n o v á c i ó s T a n á c s a d ó K f t 2 6 0 0 V á c, P e t ő f i S á n d o r u. 5 5 / A + 3 6 /
Technológiai sorrend
 Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
3D számítógépes geometria és alakzatrekonstrukció
 3D számítógépes geometria és alakzatrekonstrukció 3D nyomtatás http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiima01 Dr. Várady Tamás, Dr. Salvi Péter BME, Villamosmérnöki
3D számítógépes geometria és alakzatrekonstrukció 3D nyomtatás http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiima01 Dr. Várady Tamás, Dr. Salvi Péter BME, Villamosmérnöki
3. Gyors prototípus készítés (rapid prototyping)
") 3. Gyors prototípus készítés (rapid prototyping) 3.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, Kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása
3. Gyors prototípus készítés (rapid prototyping) 3.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, Kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása
Műanyag alkatrész- és fröccsszerszám tervezés
 Műanyag alkatrész- és fröccsszerszám tervezés Autodesk Inventor Tooling & Autodesk Moldflow Sebők Róbert okl. gépészmérnök Varinex Zrt. bemutatkozás 1989. A hőskor: FABI Kft. 1990. Hivatalos Autodesk partner
Műanyag alkatrész- és fröccsszerszám tervezés Autodesk Inventor Tooling & Autodesk Moldflow Sebők Róbert okl. gépészmérnök Varinex Zrt. bemutatkozás 1989. A hőskor: FABI Kft. 1990. Hivatalos Autodesk partner
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
2011.03.11. Computer Aided Manufacturing Feladatai: CAM rendszerek elemei: NX Alkalmazott technológia. Dimenzió szám. 1D egy tengely menti elmozdulás
 011.03.11. Óbudai Egyetem Bánki onát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes tervezése II. CAM rendszerek alapjai r.
011.03.11. Óbudai Egyetem Bánki onát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes tervezése II. CAM rendszerek alapjai r.
Gyártástechnológia III. 1.előadás: Gépgyártástechnológia alapfogalmai. előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Gyors prototípusgyártás Rapid Prototyping (RP)
") 1 Gyors prototípusgyártás Rapid Prototyping (RP) KF GAMF KAR GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK Készítette: Fülöp György tudományos segédmunkatárs Szerkeszti: Dr. Kodácsy János tanszékvezető főiskolai tanár
1 Gyors prototípusgyártás Rapid Prototyping (RP) KF GAMF KAR GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK Készítette: Fülöp György tudományos segédmunkatárs Szerkeszti: Dr. Kodácsy János tanszékvezető főiskolai tanár
MUNKAANYAG. Dabi Ágnes. CNC és szimulációs program kezelése. A követelménymodul megnevezése: A próbagyártás technológiája
 Dabi Ágnes CNC és szimulációs program kezelése A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-005-30
Dabi Ágnes CNC és szimulációs program kezelése A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-005-30
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
REVERSE ENGINEERING MÓDSZERREL ELŐÁLLÍTOTT FELÜLETEK MINŐSÉGE. Kecskeméti Főiskola GAMF Kar Gépgyártástechnológia Tanszék
 REVERSE ENGINEERING MÓDSZERREL ELŐÁLLÍTOTT FELÜLETEK MINŐSÉGE Dr. Kodácsy János Pintér Zsuzsanna Pokriva Péter tanszékvezető, főiskolai tanár főiskolai adjunktus tanszéki mérnök 1. BEVEZETÉS Kecskeméti
REVERSE ENGINEERING MÓDSZERREL ELŐÁLLÍTOTT FELÜLETEK MINŐSÉGE Dr. Kodácsy János Pintér Zsuzsanna Pokriva Péter tanszékvezető, főiskolai tanár főiskolai adjunktus tanszéki mérnök 1. BEVEZETÉS Kecskeméti
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
TDK FELHÍVÁS. 5. Lemezalakítás modellezése és szimulációja (Modellezés, programozás)
") TDK FELHÍVÁS A Gyártástudomány és -technológia Tanszék a 2010/2011-es tanévre az alábbi szakmaterületeken hirdet meg feladatokat TDK, szakdolgozat és diplomaterv kidolgozására: 1. Gyártásoptimálás. Ciklusidő
TDK FELHÍVÁS A Gyártástudomány és -technológia Tanszék a 2010/2011-es tanévre az alábbi szakmaterületeken hirdet meg feladatokat TDK, szakdolgozat és diplomaterv kidolgozására: 1. Gyártásoptimálás. Ciklusidő
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
12. PÉLDÁK Példa komplex megmunkálásra
 PowerMill 12. Példák 12. PÉLDÁK 12.1 Példa komplex megmunkálásra Töltsük be a Modell-A.dgk modellt. A munkadarabot két részletben bontjuk ki. A hullámos felület feletti részt raszter nagyolással, míg magát
PowerMill 12. Példák 12. PÉLDÁK 12.1 Példa komplex megmunkálásra Töltsük be a Modell-A.dgk modellt. A munkadarabot két részletben bontjuk ki. A hullámos felület feletti részt raszter nagyolással, míg magát
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Az NC programozás alapjai. Az NC technika fejlődése. Az NC technika rugalmas automatizált. nagy termelékenység
 10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
20. hét - A szimuláció, RP
 20. hét - A szimuláció, RP A szimuláció egy másik rendszerrel, amely bizonyos vonatkozásban hasonló az eredetihez, utánozzuk egy rendszer viselkedését, vagyis az eredeti rendszer modelljét kapjuk meg vele.
20. hét - A szimuláció, RP A szimuláció egy másik rendszerrel, amely bizonyos vonatkozásban hasonló az eredetihez, utánozzuk egy rendszer viselkedését, vagyis az eredeti rendszer modelljét kapjuk meg vele.
Szabad formájú mart felületek mikro és makro pontosságának vizsgálata
 2018. Január 25-26. 1034 Budapest, Doberdó u. 6. Varga Bálint Témavezető: Dr. Mikó Balázs Szabad formájú mart felületek mikro és makro pontosságának vizsgálata AZ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA UNKP-17-3
2018. Január 25-26. 1034 Budapest, Doberdó u. 6. Varga Bálint Témavezető: Dr. Mikó Balázs Szabad formájú mart felületek mikro és makro pontosságának vizsgálata AZ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA UNKP-17-3
VECTOR CAD/CAM (2. fokozat) 3D CAD 2,5D NC PROGRAMOZÁS
 3D CAD 2,5D NC PROGRAMOZÁS") VECTOR CAD/CAM (2. fokozat) 3D CAD 2,5D NC PROGRAMOZÁS A VECTOR egy zseniálisan egyszerű, gyors és sokoldalú eszköz, tervezésre és megmunkálásra egyaránt. A VECTOR birtokában Önnek könnyű dolga van, ha
VECTOR CAD/CAM (2. fokozat) 3D CAD 2,5D NC PROGRAMOZÁS A VECTOR egy zseniálisan egyszerű, gyors és sokoldalú eszköz, tervezésre és megmunkálásra egyaránt. A VECTOR birtokában Önnek könnyű dolga van, ha
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu MŰANYAG
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu MŰANYAG
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
3D számítógépes geometria és alakzatrekonstrukció
 3D számítógépes geometria és alakzatrekonstrukció 14. Digitális Alakzatrekonstrukció - Bevezetés http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiima01 Dr. Várady Tamás, Dr.
3D számítógépes geometria és alakzatrekonstrukció 14. Digitális Alakzatrekonstrukció - Bevezetés http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiima01 Dr. Várady Tamás, Dr.
Alphacam Router. Faipari megoldások
 Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
CFS Hungária Kft
 CFS Hungária Kft. H-8000 Székesfehérvár, Kolozsvári u. 58. Telephely: H-8000 Székesfehérvár, Seregélyesi út 100. Tel: +36 22 508 076 / 078 / 079 Fax: +36 22 508 077 Web: www.cfsh.hu E-mail: cfsh@cfsh.hu
CFS Hungária Kft. H-8000 Székesfehérvár, Kolozsvári u. 58. Telephely: H-8000 Székesfehérvár, Seregélyesi út 100. Tel: +36 22 508 076 / 078 / 079 Fax: +36 22 508 077 Web: www.cfsh.hu E-mail: cfsh@cfsh.hu
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Kövesse végig a leckéket, hogy maximálisan elsajátítsa a szoftver újdonságait. 1. gyakorlat Megjelenítés oldalferdeség szerint
 V1075U 10.75 verzió, frissítési tanfolyam Tematika Ezen leckék célja az, hogy bemutassa a felhasználóknak, hogy hogyan alkalmazhatóak leghatékonyabban az EdgeCAM 10.50 és 10.75 verziójában található fejlesztések.
V1075U 10.75 verzió, frissítési tanfolyam Tematika Ezen leckék célja az, hogy bemutassa a felhasználóknak, hogy hogyan alkalmazhatóak leghatékonyabban az EdgeCAM 10.50 és 10.75 verziójában található fejlesztések.
3D-s szkennelés és CNC marás a fafaragás szolgálatában
 3D-s szkennelés és CNC marás a fafaragás szolgálatában A faipari tevékenységek során egyre gyakrabban jelentkezik speciális igény arra, hogy pl. egyes bútorok, belsőépítészeti létesítmények felújításánál
3D-s szkennelés és CNC marás a fafaragás szolgálatában A faipari tevékenységek során egyre gyakrabban jelentkezik speciális igény arra, hogy pl. egyes bútorok, belsőépítészeti létesítmények felújításánál
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06
 MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Nagy pontosságú 3D szkenner
 Tartalom T-model Komponensek Előzmények Know-how Fejlesztés Pilot projektek Felhasználási lehetőségek 1 T-model: nagy pontosságú aktív triangulációs 3D lézerszkenner A 3D szkennert valóságos tárgyak 3D
Tartalom T-model Komponensek Előzmények Know-how Fejlesztés Pilot projektek Felhasználási lehetőségek 1 T-model: nagy pontosságú aktív triangulációs 3D lézerszkenner A 3D szkennert valóságos tárgyak 3D
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
3D nyomtatás. Történelme és típusai
 3D nyomtatás Történelme és típusai Irányzatok additív szubtraktív Additív 3D nyomtatás - az első lépés A 3D nyomtatás 1955-ben érett meg gondolatként, az MIT két doktorandusza, Jim Bredt és Tim Anderson
3D nyomtatás Történelme és típusai Irányzatok additív szubtraktív Additív 3D nyomtatás - az első lépés A 3D nyomtatás 1955-ben érett meg gondolatként, az MIT két doktorandusza, Jim Bredt és Tim Anderson
SZABAD FORMÁJÚ MART FELÜLETEK
 SZABAD FORMÁJÚ MART FELÜLETEK MIKRO ÉS MAKRO PONTOSSÁGÁNAK VIZSGÁLATA DOKTORANDUSZOK IX. HÁZI KONFERENCIÁJA 2018. JÚNIUS 22. 1034 BUDAPEST, DOBERDÓ U. 6. TÉMAVEZETŐ: DR. MIKÓ BALÁZS Varga Bálint varga.balint@bgk.uni-obuda.hu
SZABAD FORMÁJÚ MART FELÜLETEK MIKRO ÉS MAKRO PONTOSSÁGÁNAK VIZSGÁLATA DOKTORANDUSZOK IX. HÁZI KONFERENCIÁJA 2018. JÚNIUS 22. 1034 BUDAPEST, DOBERDÓ U. 6. TÉMAVEZETŐ: DR. MIKÓ BALÁZS Varga Bálint varga.balint@bgk.uni-obuda.hu
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
3D számítógépes geometria és alakzatrekonstrukció
 3D számítógépes geometria és alakzatrekonstrukció 1a. Bevezetés http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiima01 Dr. Várady Tamás, Dr. Salvi Péter BME, Villamosmérnöki
3D számítógépes geometria és alakzatrekonstrukció 1a. Bevezetés http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiima01 Dr. Várady Tamás, Dr. Salvi Péter BME, Villamosmérnöki
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET
 Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
3D-s számítógépes geometria és alakzatrekonstrukció
 3D-s számítógépes geometria és alakzatrekonstrukció 14. Digitális Alakzatrekonstrukció - Bevezetés http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiiav08 Dr. Várady Tamás,
3D-s számítógépes geometria és alakzatrekonstrukció 14. Digitális Alakzatrekonstrukció - Bevezetés http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiiav08 Dr. Várady Tamás,
Innovatív vállalkozásként minden tudásunkat, tapasztalatunkat és a pontos tervezési szolgáltatásaink iránti szenvedélyünket felhasználjuk a siker
 Innovatív vállalkozásként minden tudásunkat, tapasztalatunkat és a pontos tervezési szolgáltatásaink iránti szenvedélyünket felhasználjuk a siker érdekében. Döntően a nemzetközi piacra dolgozunk elsősorban
Innovatív vállalkozásként minden tudásunkat, tapasztalatunkat és a pontos tervezési szolgáltatásaink iránti szenvedélyünket felhasználjuk a siker érdekében. Döntően a nemzetközi piacra dolgozunk elsősorban
Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány
 FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
CNC gépek szerszámellátása
 CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA. MTS-eszterga programozási feladatok. MTS GmbH GO98 Bt. 1-85
 Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-eszterga programozási feladatok MTS GmbH GO98 Bt. 1-85 MTS eszterga programozási feladatok MTS Mathematisch Technische Software-Entwicklung
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-eszterga programozási feladatok MTS GmbH GO98 Bt. 1-85 MTS eszterga programozási feladatok MTS Mathematisch Technische Software-Entwicklung
SOLIDWORKS PREMIUM KÉSZÍTSEN NAGYSZERŰ TERVEKET A SOLIDWORKS 2016-TAL
 SOLIDWORKS PREMIUM KÉSZÍTSEN NAGYSZERŰ TERVEKET A SOLIDWORKS 2016-TAL 3D-S TERVEZÉSI MEGOLDÁSOK A SOLIDWORKS Premium tökéletesen integrálja a hatékony tervezőeszközöket beleértve az iparág vezető alkatrész-
SOLIDWORKS PREMIUM KÉSZÍTSEN NAGYSZERŰ TERVEKET A SOLIDWORKS 2016-TAL 3D-S TERVEZÉSI MEGOLDÁSOK A SOLIDWORKS Premium tökéletesen integrálja a hatékony tervezőeszközöket beleértve az iparág vezető alkatrész-
Parametrikus tervezés
 2012.03.31. Statikus modell Dinamikus modell Parametrikus tervezés Módosítások a tervezés folyamán Konstrukciós variánsok (termékcsaládok) Parametrikus Modell Parametrikus tervezés Paraméterek (változók
2012.03.31. Statikus modell Dinamikus modell Parametrikus tervezés Módosítások a tervezés folyamán Konstrukciós variánsok (termékcsaládok) Parametrikus Modell Parametrikus tervezés Paraméterek (változók
Házi feladat Dr Mikó Balázs - Gyártástechnológia II. 5
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
03 Előgyártmány választás
 Y Forgácsolástechnológia alapjai 03 lőgyártmány választás r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 z előgyártmány választás lépései Y lőgyártmány típus meghatározása Ráhagyás meghatározása
Y Forgácsolástechnológia alapjai 03 lőgyártmány választás r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 z előgyártmány választás lépései Y lőgyártmány típus meghatározása Ráhagyás meghatározása
MEGFIZETHETŐ CAD/CAM MINDEN EGYBEN. Overview. A ZW3D egyedi értékei
 Mold CAM CAD MINDEN EGYBEN MEGFIZETHETŐ CAD/CAM A ZWD egy intergált CAD/CAM megoldás mely a teljes termékfejlesztési folyamathoz lett tervezve. Nagyszerű funkciói a gyors és robosztus OverDrive kernelre
Mold CAM CAD MINDEN EGYBEN MEGFIZETHETŐ CAD/CAM A ZWD egy intergált CAD/CAM megoldás mely a teljes termékfejlesztési folyamathoz lett tervezve. Nagyszerű funkciói a gyors és robosztus OverDrive kernelre
FOGLALKOZÁSI TERV. Kósa Péter műszaki oktató. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
CAD/CAM ÉS CNC PROGRAMOK ALKALMAZÁSA A FEGYVERALKATRÉSZ GYÁRTÁSBAN
 Dr. Sipos Jenő Mirc Attila CAD/CAM ÉS CNC PROGRAMOK ALKALMAZÁSA A FEGYVERALKATRÉSZ GYÁRTÁSBAN A CAD/CAM1, a végeselem analízis, a CNC2 technikák a korszerű fegyvergyártás tervezésének, a tervező asztalon
Dr. Sipos Jenő Mirc Attila CAD/CAM ÉS CNC PROGRAMOK ALKALMAZÁSA A FEGYVERALKATRÉSZ GYÁRTÁSBAN A CAD/CAM1, a végeselem analízis, a CNC2 technikák a korszerű fegyvergyártás tervezésének, a tervező asztalon
B) Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!
 Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!") 1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
A gyártástervezés modelljei. Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet ermelési folyamatok II. A gyártástervezés modelljei Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet ermelési folyamatok II. A gyártástervezés modelljei Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány
 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. miko.balazs@bgk.uni-obuda.hu
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. miko.balazs@bgk.uni-obuda.hu
Autodesk Inventor Suite
 1 / 5 Autodesk Inventor Suite 2 / 5 Autodesk Inventor Suite Az Autodesk Inventor Suite egy olyan parametrikus tervező - modellező szoftver, melynek segítségével hatékonyan hozhatjuk létre alkatrészeink
1 / 5 Autodesk Inventor Suite 2 / 5 Autodesk Inventor Suite Az Autodesk Inventor Suite egy olyan parametrikus tervező - modellező szoftver, melynek segítségével hatékonyan hozhatjuk létre alkatrészeink
Alphacam Router. Faipari megoldások
 Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 2. EGYÉB ADATOK
 A 80. sorszámú Gépgyártástechnológiai technikus megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 54 521 03
A 80. sorszámú Gépgyártástechnológiai technikus megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 54 521 03
FANUC Robotics Roboguide
 FANUC Robotics Roboguide 2010. február 9. Mi Mi az az a ROBOGUIDE Robot rendszer animációs eszköz ROBOGUIDE is an off-line eszköz a robot rendszer beállításához és karbantartásához ROBOGUIDE is an on-line
FANUC Robotics Roboguide 2010. február 9. Mi Mi az az a ROBOGUIDE Robot rendszer animációs eszköz ROBOGUIDE is an off-line eszköz a robot rendszer beállításához és karbantartásához ROBOGUIDE is an on-line
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608)
") CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
CNC forgácsolás - Alkatrészgyártás - CAD - CAM - CAE - Automatizálás
 Az Ön partnere: MAGYARORSZÁG smartsol Engineering Kft., Kapos u. 5. Tel: +36 (22) 503960; Fax:+36 (22) 503962 production@smartsol.hu engineering@smartsol.hu Vállalkozásunk - amely 100%-ban magyar tulajdonú,
Az Ön partnere: MAGYARORSZÁG smartsol Engineering Kft., Kapos u. 5. Tel: +36 (22) 503960; Fax:+36 (22) 503962 production@smartsol.hu engineering@smartsol.hu Vállalkozásunk - amely 100%-ban magyar tulajdonú,
Elıgyártmány típusok Hengerelt Húzott Kovácsolt Öntött Hegesztett
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom