Gyors prototípusgyártás Rapid Prototyping (RP)
|
|
|
- Ildikó Patakiné
- 9 évvel ezelőtt
- Látták:
Átírás
1 1 Gyors prototípusgyártás Rapid Prototyping (RP) KF GAMF KAR GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK Készítette: Fülöp György tudományos segédmunkatárs Szerkeszti: Dr. Kodácsy János tanszékvezető főiskolai tanár

2 2 Az utóbbi időkben a gyártásfejlesztésben a következő kihívásokkal kell szembenézni: bizonytalan, gyorsan változó felhasználói igények, a formatervezés (design) jelentőségének megnövekedése, a gyártmány egyediségének igénye, környezetbarát gyártmányok térhódítása, gyorsan változó típusválaszték, versenyképes, csökkenő árak.

3 3 A felsorolt követelmények teljesítéséhez igen előnyös, ha már a tervezési folyamat kezdetén rendelkezünk olyan technikával és eljárással, mellyel a lehető leggyorsabban, legrugalmasabban és a lehető legkisebb költséggel alkalmas modellkészítésre, mellyel hatékonyan kiszűrhetők az egyes változatok gyengéi. A CAD-hez tartozó SE (Simultaneous Engineering) részeként, a legmodernebb számítógépes technika alkalmazásával, a célnak ma a gyors prototípusgyártás (RP) technológiája felel meg a leginkább.
 részeként, a legmodernebb számítógépes technika alkalmazásával, a célnak ma")
4 Modellkészítés a gyors prototípusgyártás elvén 4 CAD modell RP BERENDEZÉS A metszetek számítása és ábrázolása A metszetek összerakása A valóságos modell

5 5 A CAD technikával megalkotott modellből az RP számítógépe - célszerű rendszerben és sűrűséggel - metszeteket készít, majd ezeket a berendezés a valóságos modellé rakja össze. A modellek alkalmasak pl. szemrevételezésre, próbákra, szilárdsági ellenőrzésre, de a régészetben vagy az orvosi gyakorlatban csontprotézisekként, a szerszámgyártásban műanyag-alakító szerszámként (Rapid Tooling) is.

6 Anyaghozzáadásos modellalkotás 6
7 7 A gyártási módszer abban különbözik más automatizált megmunkálásoktól (pl. CNC), hogy leválasztó alakadás helyett additív, felépítő módon jön létre a kívánt forma. Ez azt jelenti, hogy a test előgyártmány nélkül, vékony rétegenként épül fel, általában valamilyen műanyagból, de alkalmaznak papír, fém és kerámia alapú technológiát is. A gyors prototípus gyártás (Rapid Prototyping, RP) olyan eljárás, amellyel fizikai értelemben vett tárgy hozható létre közvetlenül egy háromdimenziós CAD forrásból.

8 8 A rétegalkotási módszertől függően számos eljárás ismert. A legelterjedtebbek ezek közül: SLA (Stereolithography), SLS (Selective Laser Sintering), FDM (Fused Deposition Modeling), LOM (Laminated Object Manufacturing), 3DP (Three Dimensional Printing). A felsorolt térkitöltési elvek mindegyikének megvannak az előnyös és hátrányos tulajdonságai is.
.")
9 9 Az RP technológiák elvi vázlatai Fontos megjegyezni, hogy a RP nem minden esetben a leghatékonyabb mintakészítési módszer (drága a felszerelés, alapanyag)! Alkalmazhatóságát minden feladatnál az anyag - méret - pontosság szempontok szabják meg. Utolérhetetlen előnye viszont legtöbb esetben a gyorsaság és a megvalósítható tetszőleges bonyolultságú forma.

10 Sztereolitgráfia (SLA) lézerforrás, 2 a CAD adatok szerint vezérelt tükör, 3 lézersugár, 4 a polimerizálandó réteg, 5 a polimerizált modell, 6 fotomonomer, 7 asztal, 8 tartály

11 11 A sztereolitográfia elve azon alapszik, hogy a számítógéppel vezérelt lézersugár energiájának segítségével lehetőség van bizonyos folyadékhalmazállapotú monomerekből rétegenként szilárd, polimerizált anyagú, térbeli modellt létrehozni. A modell szilárdsága hőkezeléssel tovább növelhető. A folyamat során az asztal a rétegvastagságnak megfelelően, automatizált vezérléssel, fokozatosan süllyed.

12 3D-s extrudálás (FDM) 12

13 13 A 3D-s extrudálás (FMD) során szintén rétegekből épül fel a darab, olvadékból. A gép egy 3 vagy 5 tengely mentén mozgatható kisméretű extrudert tartalmaz, melyben a betáplált huzal megolvad, és a fúvókán kilépve az adott helyen ismét megszilárdul. A fúvóka megfelelő mozgatásával alakul ki a kívánt alakzat. Az ömledék a fúvókából viszonylag kis sebességgel, folyamatosan lép ki, a munkadarabtól kis távolságra ( mm ). FDM-mel viasz, hőre lágyuló polimerek vagy kis olvadáspontú fémek ( cinkötvözetek, forraszanyagok ) dolgozhatók fel. Az elérhető méretpontosság kb. 0.1 mm
.")
14 Főbb alkalmazási területek: 14 termékfejlesztés (pl. műanyagipar, szerszámgyártás), orvosi alkalmazások (pl. sebészet, ortopédia), képzőművészetek (pl. szobrászat, építészet).

15 Laminated Object Manufacturing (LOM) 15
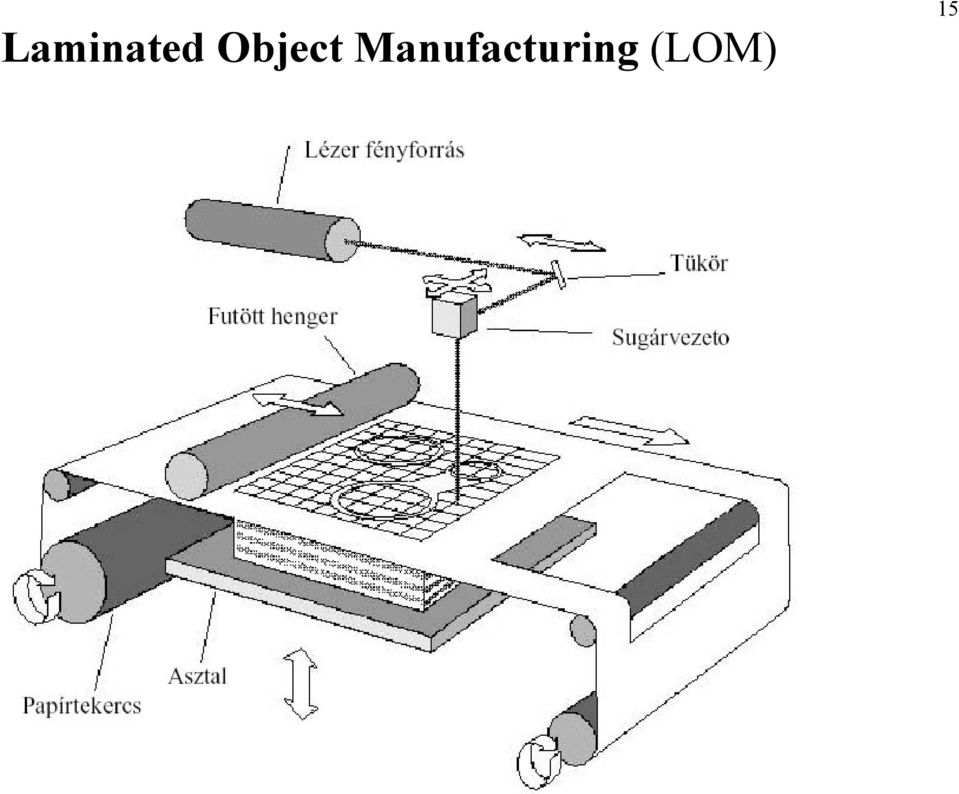
16 A LOM eljárás fóliát (papírt) használ kiinduló anyagként. A berendezés egy függőlegesesen mozgatható asztalból ( Z- tengely ), egy lézerfény-forrásból és a pásztázást végző optikai egységből áll, valamint a papír továbbítását és összeragasztását végző egységekből. Az elkészítés során először a legalsó réteget ragasztják a gép mozgatható asztalára. A fólia vagy papír egyik oldala hőre érzékeny ragasztóval van bevonva. A fóliát egy fűtött hengerrel simítják rá az előző rétegre, miközben a melegítés hatására odaragad. A munkadarab adott síkjában levő kontúrvonalakat a lézer a körbevágja, és a hulladékot négyszögekre vágja, a könnyebb eltávolítás végett. Ezután az asztal lejjebb süllyed, a papírt továbbcsévélik, majd a henger odaragasztja az előző réteghez, és a lézer kivágja a következő szint kontúrját. 16

17 3D nyomtatás (3D Printing, 3DP) 17

18 A 3DP módszer porból dolgozik. A port egy megfelelő pályán mozgatott fúvókából a felszínre juttatott ragasztó rögzíti. A porral szemben az abszorpció nem követelmény, viszont a ragasztó a port megfelelően kell, hogy nedvesítse. Az elkészült darabokat tisztítás után beitatják a megfelelő a kötőanyaggal vagy szinterelik. Az elérhető méretpontosság kb mm 18

19 Anyagleválasztásos modellalkotás 19
20 20 Az anyagleválasztásos RP elve A 3D-s virtuális számítógépes modellt párhuzamos síkokkal metszve, megadott maximális vastagságra feldaraboljuk, majd CNC-vezérelésű, kétoldalú gyorsmarással munkadarab részeket alakítunk ki. Ezeket utólag összeillesztve megkapjuk a prototípust. A nyersanyag szabadon választható, de előnyös, ha könnyen forgácsolható.

21 A modellalkotásra alkalmas CPM 4030 típusú CNC marógép 21
22 22 A modellalkotáshoz használt RapidMill szoftver A RapidMill számítógépes program, a *.stl vagy a *.3DS fájlokat képes fogadni. Fontosabb bemeneti paraméterek: a nyersanyag méretei a szerszám ill. jellemzői a megmunkálási mód, stratégiák, sebességek az elvárt pontosság, felületi minőség A RapidMill párhuzamos síkokkal feldarabolja a számítógépes modellt. A modell tartalmazhat üregeket és alámetszéseket is, elméletileg bármilyen bonyolult lehet.
23 Felszeletelés után lehetőség van minden szelet külön megtekintésére, és itt adható meg az illesztő csapszegek furatainak helyzete is. A darab illesztési párján automatikusan adódnak a furatok, ezt is szemlélteti a program. 23 Ugyanazon szelet ellentétes oldalai Szeletelési stratégiák: a részek maximális vastagsága a megadott nyersanyagvastagság, a lehető legkevesebb darabból álljon és a darabok kétoldali megmunkálással elkészíthetők legyenek.
24 Egy üreges test 3D-s számítógépes modellje 24
25 25 Szeletelt munkadarab modell Illesztő csapszeg Rendszer-furat Bekötő híd Nyers darab Az üreges test részeinek modellje, egyik oldalról A szerszámpályák számításához a darabokat egyenként vagy automatikusan kell keretekbe helyeznünk és meg kell adni a bekötőhidak geometriai jellemzőit. A rendszerfurat pontosságának a kétoldali megmunkálás miatt (fordítás) van különös szerepe.
26 A szerszámpályák számítása és grafikus ábrázolása a megmunkálás paramétereinek kiválasztása után 26
27 A fő munkapontok beállítása: parkolás, beállás és a munkadarab nullpontja 27
28 A szerszámgép Remote vezérlő programja 28
29 29 Minden szerszámpályára és mindkét oldalra külön NCP program készül. Az NCP program nem ugyanolyan formájú, mint a hagyományos CNC program, de szükség esetén ebből az is létrehozható. Előállított kísérleti modell részei, mindkét oldalról
30 30 Az összeillesztett prototípus Az összeillesztés csapszegekkel és ragasztással történik, ami sok kézimunkát, tapasztalatot igényel. A részek összeillesztésénél kis elmozdulásokból nagy pontatlanságok jöhetnek létre.
31 Az RP előnyei 31 A gyors prototípusgyártási technológia bevezetése - az ipar szinte minden területén - az alábbi előnyöket biztosítja: termékfejlesztési idő radikális csökkentése termék minőségének javulása a fejlesztés hatékonyságának növekedése a termék- és gyártási költségek csökkenése a megrendelő igényeinek pontosabb kielégítése egy új termék piacrajutási idejének csökkenése.
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09.
 2009.11.09.") Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
20. hét - A szimuláció, RP
 20. hét - A szimuláció, RP A szimuláció egy másik rendszerrel, amely bizonyos vonatkozásban hasonló az eredetihez, utánozzuk egy rendszer viselkedését, vagyis az eredeti rendszer modelljét kapjuk meg vele.
20. hét - A szimuláció, RP A szimuláció egy másik rendszerrel, amely bizonyos vonatkozásban hasonló az eredetihez, utánozzuk egy rendszer viselkedését, vagyis az eredeti rendszer modelljét kapjuk meg vele.
Gyors prototípusgyártás marással
 Gyors prototípusgyártás marással Fülöp György - Dr. Horváth Mátyás - Dr. Kodácsy János Abstract This paper presents a partial different rapid prototyping method, which contains also well-known technologies.
Gyors prototípusgyártás marással Fülöp György - Dr. Horváth Mátyás - Dr. Kodácsy János Abstract This paper presents a partial different rapid prototyping method, which contains also well-known technologies.
3D számítógépes geometria és alakzatrekonstrukció
 3D számítógépes geometria és alakzatrekonstrukció 3D nyomtatás http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiima01 Dr. Várady Tamás, Dr. Salvi Péter BME, Villamosmérnöki
3D számítógépes geometria és alakzatrekonstrukció 3D nyomtatás http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiima01 Dr. Várady Tamás, Dr. Salvi Péter BME, Villamosmérnöki
Anyagi modell előállítása virtuális modellből a gyorsprototípus készítés
 Anyagi modell előállítása virtuális modellből a gyorsprototípus készítés A modellek és prototípusok szerepe a termékfejlesztésben A generatív gyártási eljárások jellemzői A réteginformációk előállítása
Anyagi modell előállítása virtuális modellből a gyorsprototípus készítés A modellek és prototípusok szerepe a termékfejlesztésben A generatív gyártási eljárások jellemzői A réteginformációk előállítása
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
3D nyomtatás. Történelme és típusai
 3D nyomtatás Történelme és típusai Irányzatok additív szubtraktív Additív 3D nyomtatás - az első lépés A 3D nyomtatás 1955-ben érett meg gondolatként, az MIT két doktorandusza, Jim Bredt és Tim Anderson
3D nyomtatás Történelme és típusai Irányzatok additív szubtraktív Additív 3D nyomtatás - az első lépés A 3D nyomtatás 1955-ben érett meg gondolatként, az MIT két doktorandusza, Jim Bredt és Tim Anderson
6. Gyors prototípus készítés. 6.1 Történeti áttekintés
 6. Gyors prototípus készítés 6.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción
6. Gyors prototípus készítés 6.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción
3DVeled.hu 2016 ZOOPEDAGÓGIAI KONFERENCIA, MISKOLC
 3DVeled.hu 2016 ZOOPEDAGÓGIAI KONFERENCIA, MISKOLC Bemutatkozás 3DVeled.hu Géczi József mérnök informatikus Tóth Dénes műszaki menedzser, okleveles gépészmérnök u 3Dveled.hu bemutatkozás u 3D technológiák
3DVeled.hu 2016 ZOOPEDAGÓGIAI KONFERENCIA, MISKOLC Bemutatkozás 3DVeled.hu Géczi József mérnök informatikus Tóth Dénes műszaki menedzser, okleveles gépészmérnök u 3Dveled.hu bemutatkozás u 3D technológiák
3. Gyors prototípus készítés (rapid prototyping)
") 3. Gyors prototípus készítés (rapid prototyping) 3.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, Kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása
3. Gyors prototípus készítés (rapid prototyping) 3.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, Kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása
3. Gyors prototípus készítés. 3.1 Történeti áttekintés
 3. Gyors prototípus készítés 3.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción
3. Gyors prototípus készítés 3.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción
Rapid prototyping technológiák additív technikák Dr. habil Husi Géza, Dr. Szemes Péter Tamás
 Rapid prototyping technológiák additív technikák Dr. habil Husi Géza, Dr. Szemes Péter Tamás Készült: 2015.09.30. A tananyag elkészítését "Az élettudományi- klinikai felsőoktatás gyakorlatorientált és
Rapid prototyping technológiák additív technikák Dr. habil Husi Géza, Dr. Szemes Péter Tamás Készült: 2015.09.30. A tananyag elkészítését "Az élettudományi- klinikai felsőoktatás gyakorlatorientált és
Anyagok az energetikában
 Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Gyártástechnológiák Dr. Tamás-Bényei Péter 2018. október 17. Polimerek keverése 2 / 47 Keverés: száraz vagy nedves (folyadék/ömledék állapotú) Diszperzív
Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Gyártástechnológiák Dr. Tamás-Bényei Péter 2018. október 17. Polimerek keverése 2 / 47 Keverés: száraz vagy nedves (folyadék/ömledék állapotú) Diszperzív
10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész
 10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész Halász Gábor MAHEG szakmai ankét 2017.03. 30. Tartalom Mikro-megmunkálások (lézeres lökéshullám alkalmazások,
10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész Halász Gábor MAHEG szakmai ankét 2017.03. 30. Tartalom Mikro-megmunkálások (lézeres lökéshullám alkalmazások,
Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából. (CAD-CAM kapcsolat alapfogalmai)
") Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából (CAD-CAM kapcsolat alapfogalmai) NC/CNC megmunkálási lehetőségek 2D: esztergálás, (lemez)kivágás 2,5D: háromirányú relatív elmozdulás,
Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából (CAD-CAM kapcsolat alapfogalmai) NC/CNC megmunkálási lehetőségek 2D: esztergálás, (lemez)kivágás 2,5D: háromirányú relatív elmozdulás,
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 2004. március 26-27. GYÜTTŰKÖDÉS A KOLOZSVÁRI ÉS A ISKOLCI GYTK KÖZÖTT A GYORS PROTOTIPIZÁLÁS TRÜLTÉN IllésDudás 1, Petru Bérce 2, Csaba Gyenge 2, Gyula Varga
FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 2004. március 26-27. GYÜTTŰKÖDÉS A KOLOZSVÁRI ÉS A ISKOLCI GYTK KÖZÖTT A GYORS PROTOTIPIZÁLÁS TRÜLTÉN IllésDudás 1, Petru Bérce 2, Csaba Gyenge 2, Gyula Varga
CAD technikák Rapid prototyping történeti előzmények, RPT berendezések és technológiák.
 Rapid prototyping történeti előzmények, RPT berendezések és technológiák. XII. előadás 2008. május 5. Történeti előzmények Az 1890-es évek elején J.E. Blanther (1892) javasolt egy 3D-s formázó eljárást
Rapid prototyping történeti előzmények, RPT berendezések és technológiák. XII. előadás 2008. május 5. Történeti előzmények Az 1890-es évek elején J.E. Blanther (1892) javasolt egy 3D-s formázó eljárást
Bevezetés Prof. Dr. Hegedűs Csaba
 Bevezetés Prof. Dr. Hegedűs Csaba Készült: 2015.09.30. A tananyag elkészítését "Az élettudományi- klinikai felsőoktatás gyakorlatorientált és hallgatóbarát korszerűsítése a vidéki képzőhelyek nemzetközi
Bevezetés Prof. Dr. Hegedűs Csaba Készült: 2015.09.30. A tananyag elkészítését "Az élettudományi- klinikai felsőoktatás gyakorlatorientált és hallgatóbarát korszerűsítése a vidéki képzőhelyek nemzetközi
POLIMER TERMÉKEK KISSZÉRIÁS GYÁRTÁSA
 B4 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK POLIMER TERMÉKEK KISSZÉRIÁS GYÁRTÁSA (RPT/RT) A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B4 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK POLIMER TERMÉKEK KISSZÉRIÁS GYÁRTÁSA (RPT/RT) A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
Lézersugaras technológiák fóruma
 Lézersugaras technológiák fóruma Újdonságok a lézersugaras technológiáik területén: méréstechnika, hegesztés, additive manufacturing (szemelvények a fórum előadásaiból) Abaffy Károly Linde Gáz Magyarország
Lézersugaras technológiák fóruma Újdonságok a lézersugaras technológiáik területén: méréstechnika, hegesztés, additive manufacturing (szemelvények a fórum előadásaiból) Abaffy Károly Linde Gáz Magyarország
Messer Szakmai Nap. Messer Szakmai nap
 Messer Szakmai Nap Messer Innovációs Fórum Lézersugaras megmunkálások, újdonságok, fejlesztési trendek EUROBLECH és LAF 2016 érdekességei Halász Gábor Tartalom Újdonságok, fejlesztések a Lézersugaras vágás
Messer Szakmai Nap Messer Innovációs Fórum Lézersugaras megmunkálások, újdonságok, fejlesztési trendek EUROBLECH és LAF 2016 érdekességei Halász Gábor Tartalom Újdonságok, fejlesztések a Lézersugaras vágás
PROTOTÍPUS FRÖCCSÖNTŐ SZERSZÁMOZÁS TECHNOLÓGIÁJÁNAK FEJLESZTÉSE PHD ÉRTEKEZÉS
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK PROTOTÍPUS FRÖCCSÖNTŐ SZERSZÁMOZÁS TECHNOLÓGIÁJÁNAK FEJLESZTÉSE PHD ÉRTEKEZÉS KÉSZÍTETTE: KOVÁCS NORBERT KRISZTIÁN
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK PROTOTÍPUS FRÖCCSÖNTŐ SZERSZÁMOZÁS TECHNOLÓGIÁJÁNAK FEJLESZTÉSE PHD ÉRTEKEZÉS KÉSZÍTETTE: KOVÁCS NORBERT KRISZTIÁN
Corvus Aircraft Kft Tervezési, gyártási technológiák. Győr, 2008. április 16.
 Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2002. március 22-23. GYORS PROTOTÍPUS ELŐÁLLÍTÁSA LOM ELJÁRÁSSAL Dudás I.*, Gyenge Cs.**, Berce P***, Bâlc N.**** The Laminated Object Manufacturing" (LOM)
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2002. március 22-23. GYORS PROTOTÍPUS ELŐÁLLÍTÁSA LOM ELJÁRÁSSAL Dudás I.*, Gyenge Cs.**, Berce P***, Bâlc N.**** The Laminated Object Manufacturing" (LOM)
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
REVERSE ENGINEERING MÓDSZERREL ELŐÁLLÍTOTT FELÜLETEK MINŐSÉGE. Kecskeméti Főiskola GAMF Kar Gépgyártástechnológia Tanszék
 REVERSE ENGINEERING MÓDSZERREL ELŐÁLLÍTOTT FELÜLETEK MINŐSÉGE Dr. Kodácsy János Pintér Zsuzsanna Pokriva Péter tanszékvezető, főiskolai tanár főiskolai adjunktus tanszéki mérnök 1. BEVEZETÉS Kecskeméti
REVERSE ENGINEERING MÓDSZERREL ELŐÁLLÍTOTT FELÜLETEK MINŐSÉGE Dr. Kodácsy János Pintér Zsuzsanna Pokriva Péter tanszékvezető, főiskolai tanár főiskolai adjunktus tanszéki mérnök 1. BEVEZETÉS Kecskeméti
CAD-ART Kft. 1117 Budapest, Fehérvári út 35.
 CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Laser megmunkálás PEPS 4 laser megmunkálási
CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Laser megmunkálás PEPS 4 laser megmunkálási
7. Koordináta méréstechnika
 7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
3D Printing á la Carte PANAC
 3D Printing á la Carte PANAC Beszállítói Klub 2008. április 16-i Falk György Az alapítók és a csapat Mérfőldkövek 1991: FABICAD Kft. megalakulása(cad\cam\cae) 1992: Autodesk Partner szerződés 1996: IBM
3D Printing á la Carte PANAC Beszállítói Klub 2008. április 16-i Falk György Az alapítók és a csapat Mérfőldkövek 1991: FABICAD Kft. megalakulása(cad\cam\cae) 1992: Autodesk Partner szerződés 1996: IBM
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
E4/M4. AZ ADDITÍV GYÁRTÁSTECHNOLÓGIÁK ALAPJAI (3D nyomtatás) BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK") BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK AZ ADDITÍV GYÁRTÁSTECHNOLÓGIÁK ALAPJAI (3D nyomtatás) A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK AZ ADDITÍV GYÁRTÁSTECHNOLÓGIÁK ALAPJAI (3D nyomtatás) A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
Alphacam Router. Faipari megoldások
 Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása http://www.lib.uni-miskolc.hu/digital/
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása http://www.lib.uni-miskolc.hu/digital/
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Dr. Mikó Balázs
 Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Dr. Mikó Balázs BGRKG14NNM / NEC. miko.balazs@bgk.uni-obuda.hu
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
Alphacam Router. Faipari megoldások
 Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban
 Gyártás 08 konferenciára 2008. november 6-7. Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban Szerző: Varga Bernadett, okl. gépészmérnök, III. PhD hallgató a BME VIK ET Tanszékén
Gyártás 08 konferenciára 2008. november 6-7. Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban Szerző: Varga Bernadett, okl. gépészmérnök, III. PhD hallgató a BME VIK ET Tanszékén
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR GÉP- ÉS TERMÉKTERVEZÉSI INTÉZET. 3515 Miskolc- Egyetemváros SZAKDOLGOZAT.
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR GÉP- ÉS TERMÉKTERVEZÉSI INTÉZET 3515 Miskolc- Egyetemváros SZAKDOLGOZAT Feladat címe: 3D-s másoló maró tervezése Készítette: JUHÁSZ ÁDÁM Bsc. szintű,
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR GÉP- ÉS TERMÉKTERVEZÉSI INTÉZET 3515 Miskolc- Egyetemváros SZAKDOLGOZAT Feladat címe: 3D-s másoló maró tervezése Készítette: JUHÁSZ ÁDÁM Bsc. szintű,
KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT!
 Cromkontakt galvánipari kft Cromkontakt galvánipari kft. KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT! Az Ön megbízható partnere a galvanizálásban! KAPCSOLAT 1214 Budapest, II. Rákóczi Ferenc út 289-295. Tel: +36-20-450-7284
Cromkontakt galvánipari kft Cromkontakt galvánipari kft. KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT! Az Ön megbízható partnere a galvanizálásban! KAPCSOLAT 1214 Budapest, II. Rákóczi Ferenc út 289-295. Tel: +36-20-450-7284
3D számítógépes geometria és alakzatrekonstrukció
 3D számítógépes geometria és alakzatrekonstrukció 14. Digitális Alakzatrekonstrukció - Bevezetés http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiima01 Dr. Várady Tamás, Dr.
3D számítógépes geometria és alakzatrekonstrukció 14. Digitális Alakzatrekonstrukció - Bevezetés http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiima01 Dr. Várady Tamás, Dr.
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") 27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
T-M 4. Polimerek melegalakítása és prototípusgyártás
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Polimerek melegalakítása és prototípusgyártás A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Polimerek melegalakítása és prototípusgyártás A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
9. Üreges testek gyártása
 9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu MŰANYAG
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu MŰANYAG
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608)
") CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
3D-s szkennelés és CNC marás a fafaragás szolgálatában
 3D-s szkennelés és CNC marás a fafaragás szolgálatában A faipari tevékenységek során egyre gyakrabban jelentkezik speciális igény arra, hogy pl. egyes bútorok, belsőépítészeti létesítmények felújításánál
3D-s szkennelés és CNC marás a fafaragás szolgálatában A faipari tevékenységek során egyre gyakrabban jelentkezik speciális igény arra, hogy pl. egyes bútorok, belsőépítészeti létesítmények felújításánál
Modellek dokumentálása
 előadás CAD Rendszerek II AGC2 Piros Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Gép- és Terméktervezés Tanszék 1 / 18 DOKUMENTÁCIÓK FELOSZTÁSA I. Felosztás felhasználás szerint: gyártási dokumentáció
előadás CAD Rendszerek II AGC2 Piros Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Gép- és Terméktervezés Tanszék 1 / 18 DOKUMENTÁCIÓK FELOSZTÁSA I. Felosztás felhasználás szerint: gyártási dokumentáció
Melléklet MŰSZAKI PARAMÉTEREK. MVD ibend B / SZAKMAI JELLEMZŐK. Hidraulikus CNC vezérlésű élhajlító
 Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
NYOMTATOTT HUZALOZÁSÚ LAPOK GYÁRTÁSTECHNOLÓGIÁJA
 NYOMTATOTT HUZALOZÁSÚ LAPOK GYÁRTÁSTECHNOLÓGIÁJA Az elektronikai tervező általában nem gyárt nyomtatott lapokat, mégis kell, hogy legyen némi rálátása a gyártástechnológiára, hogy terve kivitelezhető legyen.
NYOMTATOTT HUZALOZÁSÚ LAPOK GYÁRTÁSTECHNOLÓGIÁJA Az elektronikai tervező általában nem gyárt nyomtatott lapokat, mégis kell, hogy legyen némi rálátása a gyártástechnológiára, hogy terve kivitelezhető legyen.
(Solid modeling, Geometric modeling) Testmodell: egy létező vagy elképzelt objektum digitális reprezentációja.
 Testmodell: egy létező vagy elképzelt objektum digitális reprezentációja.") Testmodellezés Testmodellezés (Solid modeling, Geometric modeling) Testmodell: egy létező vagy elképzelt objektum digitális reprezentációja. A tervezés (modellezés) során megadjuk a objektum geometria
Testmodellezés Testmodellezés (Solid modeling, Geometric modeling) Testmodell: egy létező vagy elképzelt objektum digitális reprezentációja. A tervezés (modellezés) során megadjuk a objektum geometria
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
EUREKA & EUROSTARS. Inkrementális Lemezalakítás. Egy sikeres EUREKA projekt az Észak-Magyarországi régióban
 EUREKA & EUROSTARS Inkrementális Lemezalakítás Egy sikeres EUREKA projekt az Észak-Magyarországi régióban Prof. Dr. Tisza Miklós Mechanikai Technológiai Tanszék Miskolc EUREKA & EUROSTARS projekt tájékoztató
EUREKA & EUROSTARS Inkrementális Lemezalakítás Egy sikeres EUREKA projekt az Észak-Magyarországi régióban Prof. Dr. Tisza Miklós Mechanikai Technológiai Tanszék Miskolc EUREKA & EUROSTARS projekt tájékoztató
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
SolutionsMetál Kft. Az Ön partnere egyedi forgácsoló szerszámtervezésben és gyártásban több, mint 30 éves szakmai tapasztalattal!
 Az Ön partnere egyedi forgácsoló szerszámtervezésben és gyártásban több, mint 30 éves szakmai tapasztalattal! - 1 - CÉGÜNK RÖVID BEMUTATÁSA: Vállalkozásunk CNC fémforgácsoló szerszámok gyártásra szakosodott.
Az Ön partnere egyedi forgácsoló szerszámtervezésben és gyártásban több, mint 30 éves szakmai tapasztalattal! - 1 - CÉGÜNK RÖVID BEMUTATÁSA: Vállalkozásunk CNC fémforgácsoló szerszámok gyártásra szakosodott.
Tudományos Diákköri Konferencia 2008. POLIMERTECHNIKA SZEKCIÓ
 POLIMERTECHNIKA SZEKCIÓ Helyszín: Polimertechnika Tanszék Laboratórium Kezdési időpont: 2008. november 19. 8 30 Elnök: Dr. Vas László Mihály egyetemi docens Titkár: Gombos Zoltán PhD hallgató Tagok: László
POLIMERTECHNIKA SZEKCIÓ Helyszín: Polimertechnika Tanszék Laboratórium Kezdési időpont: 2008. november 19. 8 30 Elnök: Dr. Vas László Mihály egyetemi docens Titkár: Gombos Zoltán PhD hallgató Tagok: László
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
FOGLALKOZÁSI TERV. Kósa Péter műszaki oktató. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
DENER Plazmavágók. Típus: Mitsubishi DNR-I 1530 CNC. Dener plazmavágás. Dener plazmavágók. http://www.dener.com/sayfa/89/plasma-cutting.
 DENER Plazmavágók Dener plazmavágás Dener plazmavágók http://www.dener.com/sayfa/89/plasma-cutting.html Típus: Mitsubishi DNR-I 1530 CNC A képek illusztrációk A képek illusztrációk A képek illusztrációk
DENER Plazmavágók Dener plazmavágás Dener plazmavágók http://www.dener.com/sayfa/89/plasma-cutting.html Típus: Mitsubishi DNR-I 1530 CNC A képek illusztrációk A képek illusztrációk A képek illusztrációk
9. SZERSZÁMOK POZÍCIONÁLÁSA
 9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
Innocity Kft. terméktervezés, szerszámtervezés öntészeti szimuláció készítés + 3 6 / 7 0 / 4 2 1 8-407. w w w. i n n o c i t y.
 terméktervezés, szerszámtervezés öntészeti szimuláció készítés I n n o c i t y K u t a t á s i é s I n n o v á c i ó s T a n á c s a d ó K f t 2 6 0 0 V á c, P e t ő f i S á n d o r u. 5 5 / A + 3 6 /
terméktervezés, szerszámtervezés öntészeti szimuláció készítés I n n o c i t y K u t a t á s i é s I n n o v á c i ó s T a n á c s a d ó K f t 2 6 0 0 V á c, P e t ő f i S á n d o r u. 5 5 / A + 3 6 /
CÉGÜNKRŐL CÉGÜNKRŐL CÉGÜNKRŐL
 CÉGÜNKRŐL Vállalkozásomat 1986-ban indítottam el, az akkori lehetőségek keretei között egyéni vállalkozóként, majd 1996-ban létrehoztam a kft-t. Folyamatosan építettük ki a fémtömegcikkek gyártásához szükséges
CÉGÜNKRŐL Vállalkozásomat 1986-ban indítottam el, az akkori lehetőségek keretei között egyéni vállalkozóként, majd 1996-ban létrehoztam a kft-t. Folyamatosan építettük ki a fémtömegcikkek gyártásához szükséges
A műanyagok szerves anyagok és aránylag kis hőmérsékleten felbomlanak. Hővel szembeni viselkedésük alapján két csoportba oszthatók:
 POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
A készítmény leírása
 A készítmény leírása Bevezetõ A sablon a postforming lapok eredményes összekapcsolására szolgál. Az áttetsző műanyag szerkezete, az egyes elemek egyértelmű leírása a sablonba vésve, több összefüggő ütköző,
A készítmény leírása Bevezetõ A sablon a postforming lapok eredményes összekapcsolására szolgál. Az áttetsző műanyag szerkezete, az egyes elemek egyértelmű leírása a sablonba vésve, több összefüggő ütköző,
Lézerrel színterelt vagy olvasztott gyorsprototípusok tulajdonságfejlesztése
 OTKA 48708 Lézerrel színterelt vagy olvasztott gyorsprototípusok p tulajdonságfejlesztése Zárójelentés OTKA - T048708 támogatásáért Vezető kutató: dr. Takács János tanszékvezető, egyetemi tanár Budapest,
OTKA 48708 Lézerrel színterelt vagy olvasztott gyorsprototípusok p tulajdonságfejlesztése Zárójelentés OTKA - T048708 támogatásáért Vezető kutató: dr. Takács János tanszékvezető, egyetemi tanár Budapest,
TANMENET. Tanév: 2014/2015. Szakképesítés száma: 34 521 03. Követelménymodul: Követelménymodul száma: 10176-12. Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
Gyors prototípusgyártás feltételrendszerének kidolgozása lézeres szinterezéshez és az Fe-Ni-Cu(P) alapú modellek tulajdonságainak vizsgálata
 alapú modellek tulajdonságainak vizsgálata") BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM KÖZLEKEDÉSMÉRNÖKI KAR Gyors prototípusgyártás feltételrendszerének kidolgozása lézeres szinterezéshez és az Fe-Ni-Cu(P) alapú modellek tulajdonságainak vizsgálata
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM KÖZLEKEDÉSMÉRNÖKI KAR Gyors prototípusgyártás feltételrendszerének kidolgozása lézeres szinterezéshez és az Fe-Ni-Cu(P) alapú modellek tulajdonságainak vizsgálata
Z Corp. ZBuilder gyors prototípusgyártó rendszer gyakran feltett kérdések - válaszok
 Digit Számítástechnikai és Kereskedelmi Betéti Társaság A L A P Í T VA : 1 9 8 1 1125 BUDAPEST, ISTENHEGYI ÚT 29. TEL.: (1) 224.5456 FAX: (1) 214.4167 ADÓSZÁM: 29823178-2-43 HONLAP: WWW.NAGYFORMATUMU.HU
Digit Számítástechnikai és Kereskedelmi Betéti Társaság A L A P Í T VA : 1 9 8 1 1125 BUDAPEST, ISTENHEGYI ÚT 29. TEL.: (1) 224.5456 FAX: (1) 214.4167 ADÓSZÁM: 29823178-2-43 HONLAP: WWW.NAGYFORMATUMU.HU
CNC programozás. Alap ismeretek. Készített: Hatos István
 CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
Házi feladat (c) Dr Mikó Balázs - Gyártástechnológia II.
 Dr Mikó Balázs - Gyártástechnológia II.") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
GYORS PROTOTÍPUSGYÁRTÁS, FORDÍTOTT MÉRNÖKI TEVÉKENYSÉG (REVERSE ENGINEERING), A FEGYVERALKATRÉSZ GYÁRTÁSBAN FORDÍTOTT MÉRNÖKI TEVÉKENYSÉG
, A FEGYVERALKATRÉSZ GYÁRTÁSBAN FORDÍTOTT MÉRNÖKI TEVÉKENYSÉG") Dr. Sipos Jenő Apostol Attila Molnár János GYORS PROTOTÍPUSGYÁRTÁS, FORDÍTOTT MÉRNÖKI TEVÉKENYSÉG (REVERSE ENGINEERING), A FEGYVERALKATRÉSZ GYÁRTÁSBAN Napjaink forgácsoló technikájában megszokott folyamatnak
Dr. Sipos Jenő Apostol Attila Molnár János GYORS PROTOTÍPUSGYÁRTÁS, FORDÍTOTT MÉRNÖKI TEVÉKENYSÉG (REVERSE ENGINEERING), A FEGYVERALKATRÉSZ GYÁRTÁSBAN Napjaink forgácsoló technikájában megszokott folyamatnak
Kiváló minőségű ragasztott kötés létrehozásának feltételei
 AKTUALITÁSOK A FARAGASZTÁSBAN Kiváló minőségű ragasztott kötés létrehozásának feltételei Dr. habil Csiha Csilla tanszékvezető, egyetemi docens Sopron 2014 szeptember 11. Faanyagok ragasztása a faipari
AKTUALITÁSOK A FARAGASZTÁSBAN Kiváló minőségű ragasztott kötés létrehozásának feltételei Dr. habil Csiha Csilla tanszékvezető, egyetemi docens Sopron 2014 szeptember 11. Faanyagok ragasztása a faipari
CAD- CAM informatikus képzés tematika oktatott modulok
 CAD- CAM informatikus képzés tematika oktatott modulok 1156-06 - Számjegyvezérlésű gépek működtetése, karbantartása, javítása, dokumentálása Új vezérlőberendezéseket üzembe helyez Ismerteti a vezérlő szolgáltatásait
CAD- CAM informatikus képzés tematika oktatott modulok 1156-06 - Számjegyvezérlésű gépek működtetése, karbantartása, javítása, dokumentálása Új vezérlőberendezéseket üzembe helyez Ismerteti a vezérlő szolgáltatásait
Szabad formájú mart felületek mikro és makro pontosságának vizsgálata
 2018. Január 25-26. 1034 Budapest, Doberdó u. 6. Varga Bálint Témavezető: Dr. Mikó Balázs Szabad formájú mart felületek mikro és makro pontosságának vizsgálata AZ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA UNKP-17-3
2018. Január 25-26. 1034 Budapest, Doberdó u. 6. Varga Bálint Témavezető: Dr. Mikó Balázs Szabad formájú mart felületek mikro és makro pontosságának vizsgálata AZ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA UNKP-17-3
SZABAD FORMÁJÚ MART FELÜLETEK
 SZABAD FORMÁJÚ MART FELÜLETEK MIKRO ÉS MAKRO PONTOSSÁGÁNAK VIZSGÁLATA DOKTORANDUSZOK IX. HÁZI KONFERENCIÁJA 2018. JÚNIUS 22. 1034 BUDAPEST, DOBERDÓ U. 6. TÉMAVEZETŐ: DR. MIKÓ BALÁZS Varga Bálint varga.balint@bgk.uni-obuda.hu
SZABAD FORMÁJÚ MART FELÜLETEK MIKRO ÉS MAKRO PONTOSSÁGÁNAK VIZSGÁLATA DOKTORANDUSZOK IX. HÁZI KONFERENCIÁJA 2018. JÚNIUS 22. 1034 BUDAPEST, DOBERDÓ U. 6. TÉMAVEZETŐ: DR. MIKÓ BALÁZS Varga Bálint varga.balint@bgk.uni-obuda.hu
Nagy pontosságú 3D szkenner
 Tartalom T-model Komponensek Előzmények Know-how Fejlesztés Pilot projektek Felhasználási lehetőségek 1 T-model: nagy pontosságú aktív triangulációs 3D lézerszkenner A 3D szkennert valóságos tárgyak 3D
Tartalom T-model Komponensek Előzmények Know-how Fejlesztés Pilot projektek Felhasználási lehetőségek 1 T-model: nagy pontosságú aktív triangulációs 3D lézerszkenner A 3D szkennert valóságos tárgyak 3D
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
FRÖCCSÖNTÉS SZIMULÁCIÓ A SZERKEZETI ANALÍZIS SZOLGÁLATÁBAN
 Moldex3D I2 FRÖCCSÖNTÉS SZIMULÁCIÓ A SZERKEZETI ANALÍZIS SZOLGÁLATÁBAN Készítette: Polyvás Péter peter.polyvas@econengineering.com econengineering Kft. www.econengineering.com 2010.04.28. Moldex3D Vezető
Moldex3D I2 FRÖCCSÖNTÉS SZIMULÁCIÓ A SZERKEZETI ANALÍZIS SZOLGÁLATÁBAN Készítette: Polyvás Péter peter.polyvas@econengineering.com econengineering Kft. www.econengineering.com 2010.04.28. Moldex3D Vezető
DURMA RP típusú stancoló gépek
 DURMA RP típusú stancoló gépek A DURMAZLAR CÉG BEMUTATÁSA A Durmazlar Machine Törökország vezető gépgyártó vállalata, mely éves termelését tekintve világelső a fémmegmunkáló gépek gyártásában. Napjainkban,
DURMA RP típusú stancoló gépek A DURMAZLAR CÉG BEMUTATÁSA A Durmazlar Machine Törökország vezető gépgyártó vállalata, mely éves termelését tekintve világelső a fémmegmunkáló gépek gyártásában. Napjainkban,
LEMEZMEGMUNKÁLÓ GÉPEINK
 LEMEZMEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.04.13. LÉZERVÁGÓ BERENDEZÉSEK TRUMPF TruLaser 5030 Classic TLF5000t Gyártás éve: 2008 Lézertípus: Optikás CO2 lézer ( TRUMPF TruFlow 5000 ) Lézerteljesítmény: 5000
LEMEZMEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.04.13. LÉZERVÁGÓ BERENDEZÉSEK TRUMPF TruLaser 5030 Classic TLF5000t Gyártás éve: 2008 Lézertípus: Optikás CO2 lézer ( TRUMPF TruFlow 5000 ) Lézerteljesítmény: 5000
Maximális pontosság a legapróbb részletekig
 Maximális pontosság a legapróbb részletekig 10 pontosabb! PÁRATLAN ÉRTÉKEK Lehetséges gyártási tűréshatár...+/- 10 μm Vágófelület-megmunkálás minősége... N6-ig ELŐ NYÖK A mikrorészecskék megmunkálására
Maximális pontosság a legapróbb részletekig 10 pontosabb! PÁRATLAN ÉRTÉKEK Lehetséges gyártási tűréshatár...+/- 10 μm Vágófelület-megmunkálás minősége... N6-ig ELŐ NYÖK A mikrorészecskék megmunkálására
Bemutatkozik a P.Max Technológia Kft.
 Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
2.4. ábra Alkalmazási területek
 Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
3D optikai méréstechnika a műszaki kerámia gyártásban
 II. Nemzetközi Interdiszciplináris 3D Konferencia 3D optikai méréstechnika a műszaki kerámia gyártásban Szász András 2016.10.08. Tartalom Bevezetés Bemutatkozás Háromdimenziós optikai méréstechnika a kerámia
II. Nemzetközi Interdiszciplináris 3D Konferencia 3D optikai méréstechnika a műszaki kerámia gyártásban Szász András 2016.10.08. Tartalom Bevezetés Bemutatkozás Háromdimenziós optikai méréstechnika a kerámia
NYÁK technológia 2 Többrétegű HDI
 NYÁK technológia 2 Többrétegű HDI 1 Többrétegű NYHL pre-preg Hatrétegű pakett rézfólia ónozatlan Cu huzalozás (fekete oxid) Pre-preg: preimpregnated material, félig kikeményített, üvegszövettel erősített
NYÁK technológia 2 Többrétegű HDI 1 Többrétegű NYHL pre-preg Hatrétegű pakett rézfólia ónozatlan Cu huzalozás (fekete oxid) Pre-preg: preimpregnated material, félig kikeményített, üvegszövettel erősített
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Kalanderezés és extrúzió
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Autodesk Inventor Suite
 1 / 5 Autodesk Inventor Suite 2 / 5 Autodesk Inventor Suite Az Autodesk Inventor Suite egy olyan parametrikus tervező - modellező szoftver, melynek segítségével hatékonyan hozhatjuk létre alkatrészeink
1 / 5 Autodesk Inventor Suite 2 / 5 Autodesk Inventor Suite Az Autodesk Inventor Suite egy olyan parametrikus tervező - modellező szoftver, melynek segítségével hatékonyan hozhatjuk létre alkatrészeink
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET
 Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
10. Az NC programozás alapjai. Az NC technika fejlődése. Az NC technika rugalmas automatizált. nagy termelékenység
 10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: