A forgácsolás alapjai
|
|
|
- Bertalan Kovács
- 9 évvel ezelőtt
- Látták:
Átírás
1 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/ oldal és oldal

2 FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT KIEGÉSZITI A TANKÖNYVBEN LEÍRTAKAT! FONTOS ÉS ELENGEDHETETLEN A KÖNYV HASZNÁLATA!

3 Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag ) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz Jenő: Forgácsoló megmunkálás II.1 SZE, Győr Dr Kodácsy János: Forgácsolás szerszámai (E-jegyzet 2011 SANDVIK Coromant: Forgácsolási műszaki kézikönyv 3

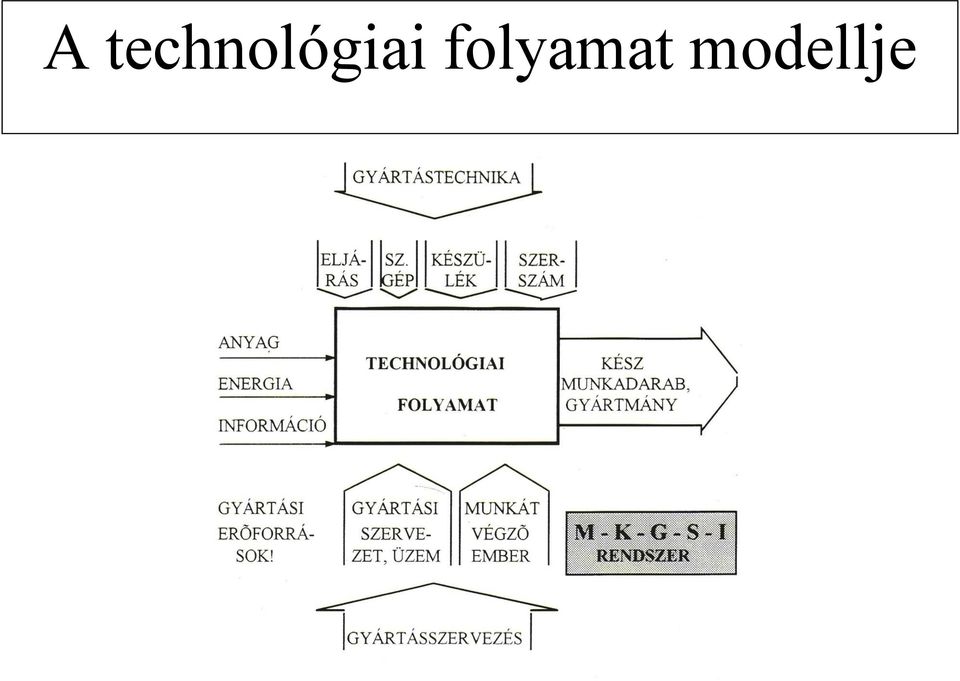
4 A technológiai folyamat modellje
5 Alakadó technológiák Elsődleges: (melegalakítás) - nyersvas gyártás - öntöttvas gyártás - acél gyártás Másodlagos: (melegalakítás) - öntés - kovácsolás - meleg hengerlés - melegen húzás Harmadlagos: (hidegalakítás) - hideg hengerlés - folyatás - redukálás - zömítés Negyedleges: - forgácsolás
 - hideg hengerlés - folyatás - redukálás - zömítés")
6 A forgácsolás folyamata és jellemzői Definíció: Éllel vagy élekkel mechanikai úton végzett forgács leválasztásával a nyers munkadarab előírt méretűre, alakúra, felületi érdességűre készítése. Anyag Energia A FORG. FOLYAMAT Információ

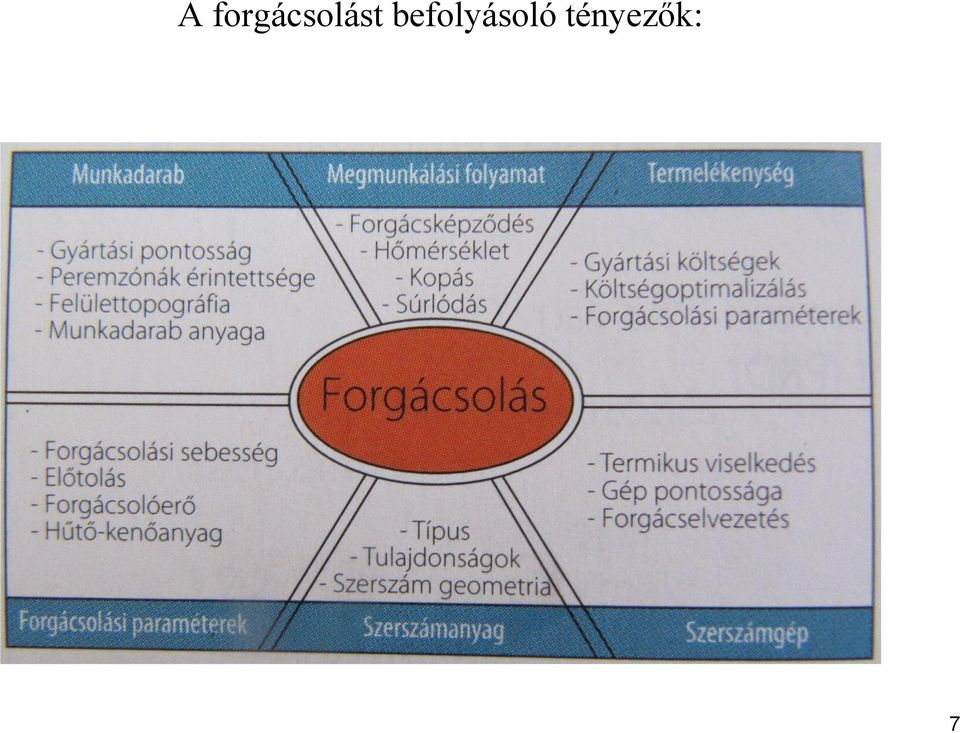
7 A forgácsolást befolyásoló tényezők: 7
8 A forgácsolás folyamata és jellemzői Bemenő jellemzők A FORG. FOLYAMAT Kimenő jellemzők Rendszer jellemzők -gép -szerszám -készülék -nyersdarab -anyag -geom. Beállítási értékek -sebesség -előtolás -fogásmélység -hűtés útinformációk Folyamat jellemzők -erő, teljesítmény -hőmérséklet -rezgések -akusztikus emisszió Folyamat eredménye -mdb. méret, alak -érdesség -felületi réteg -szerszám Kopás -szerszám -gép, készülék

9 Forgácsolási alapfogalmak 9

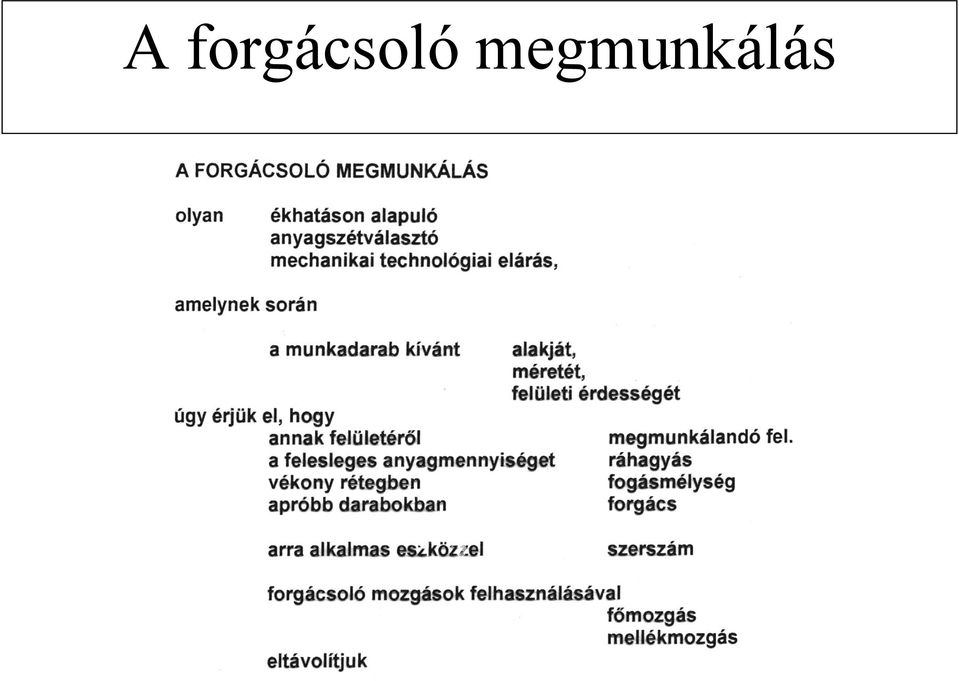
10 A forgácsoló megmunkálás
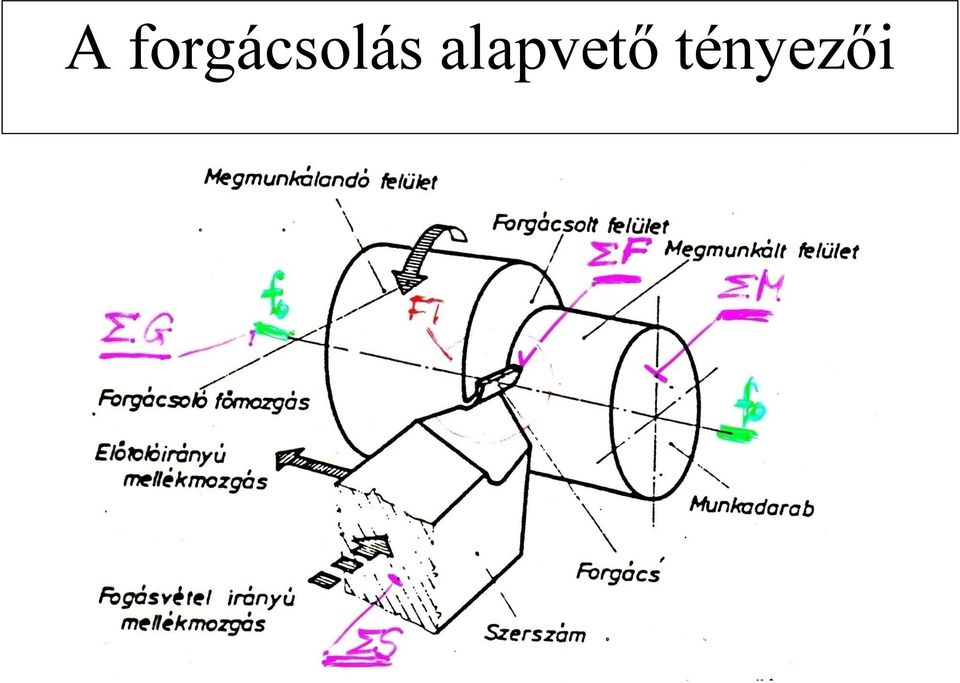
11 A forgácsolás alapvető tényezői
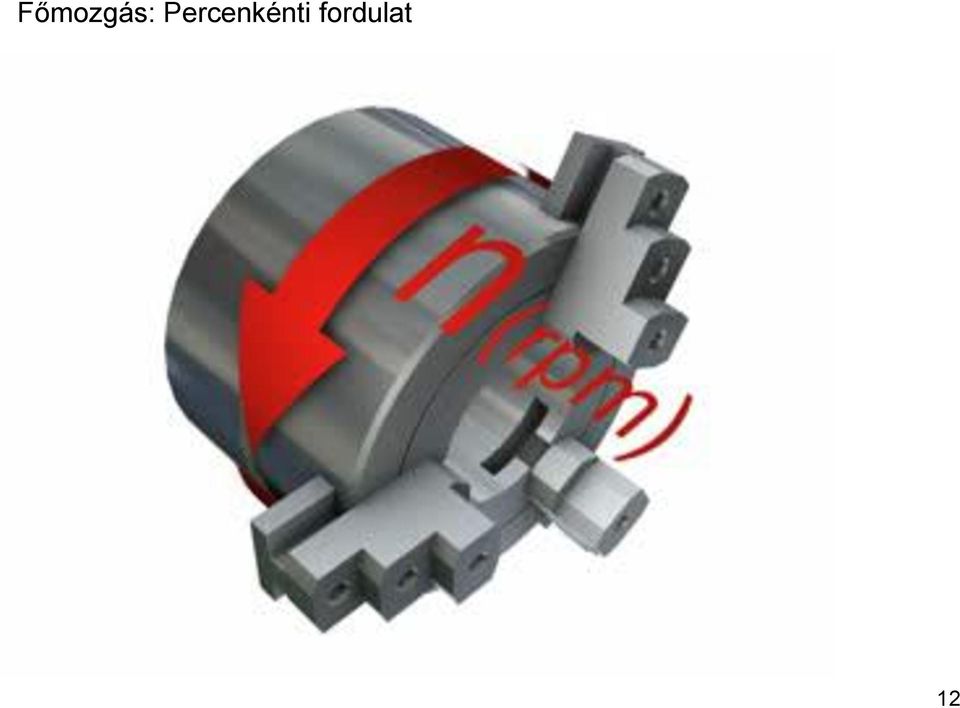
12 Főmozgás: Percenkénti fordulat 12
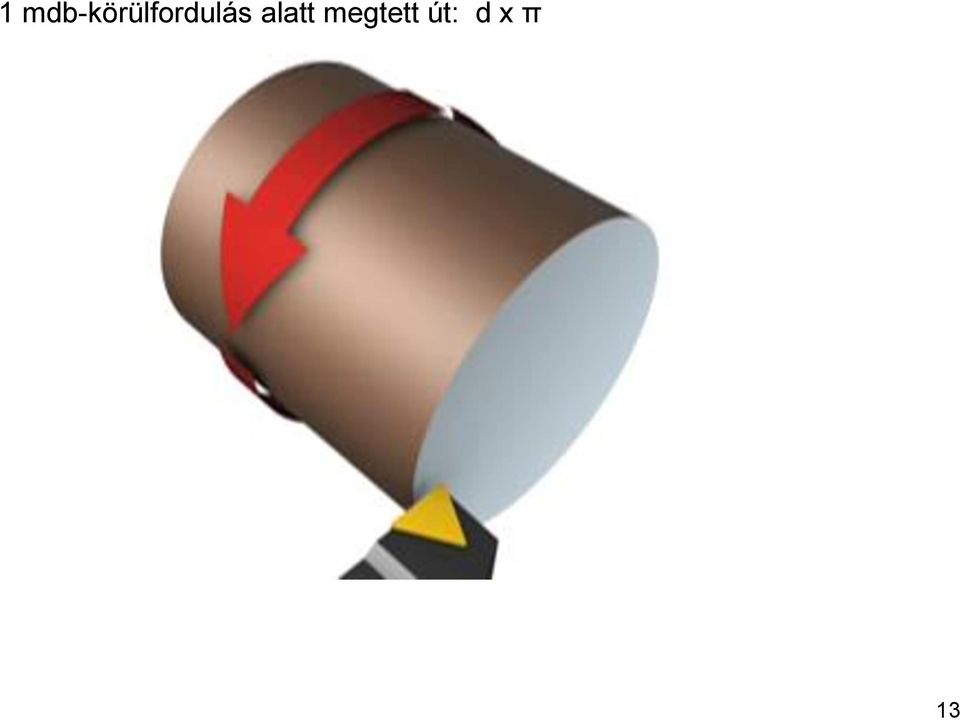
13 1 mdb-körülfordulás alatt megtett út: d x π 13
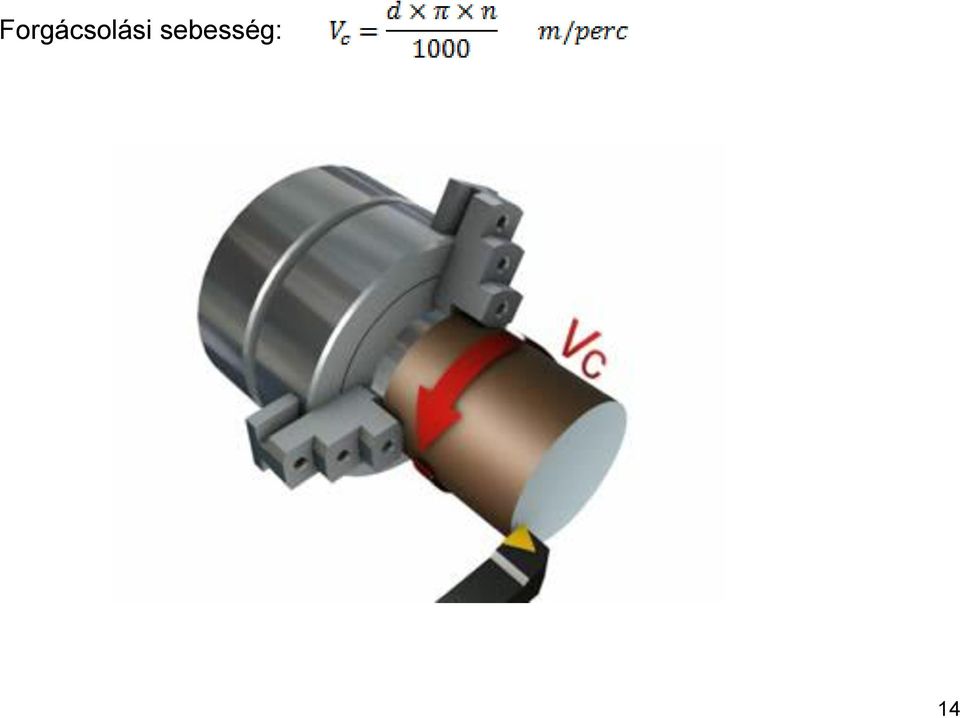
14 Forgácsolási sebesség: 14
15 Fogásmélység, Előtolás, Dolgozó élhossz 15

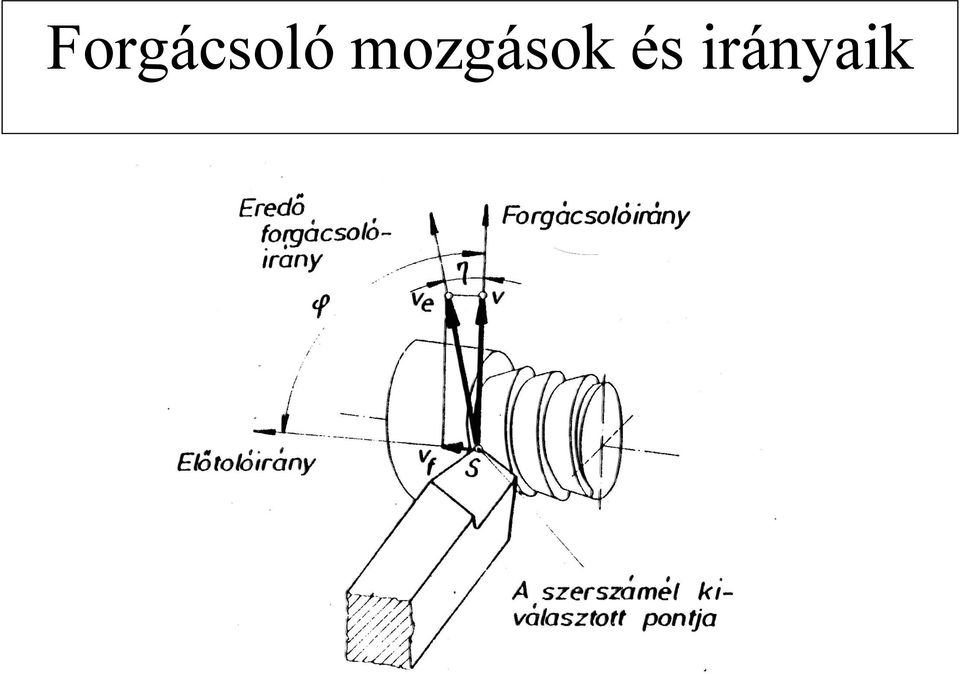
16 Forgácsoló mozgások és irányaik
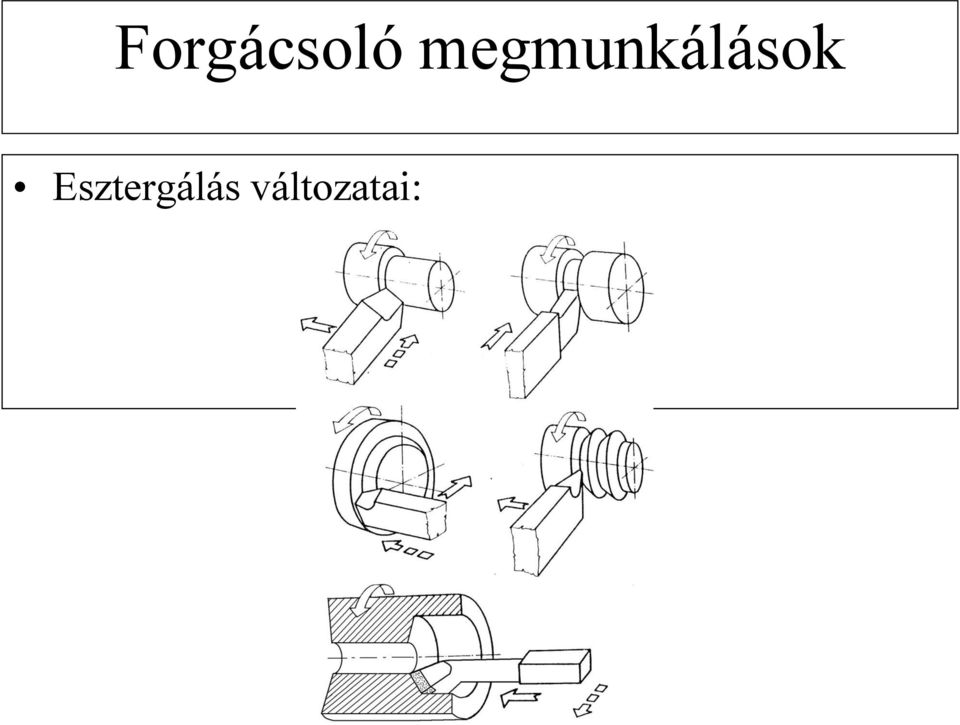
17 Forgácsoló megmunkálások Esztergálás változatai:
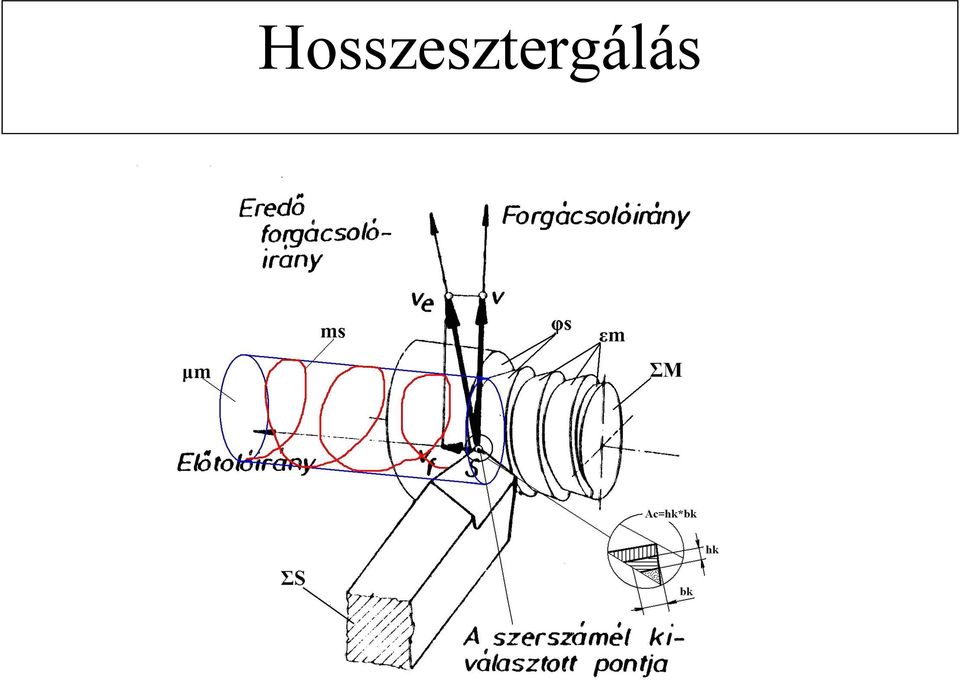
18 Hosszesztergálás
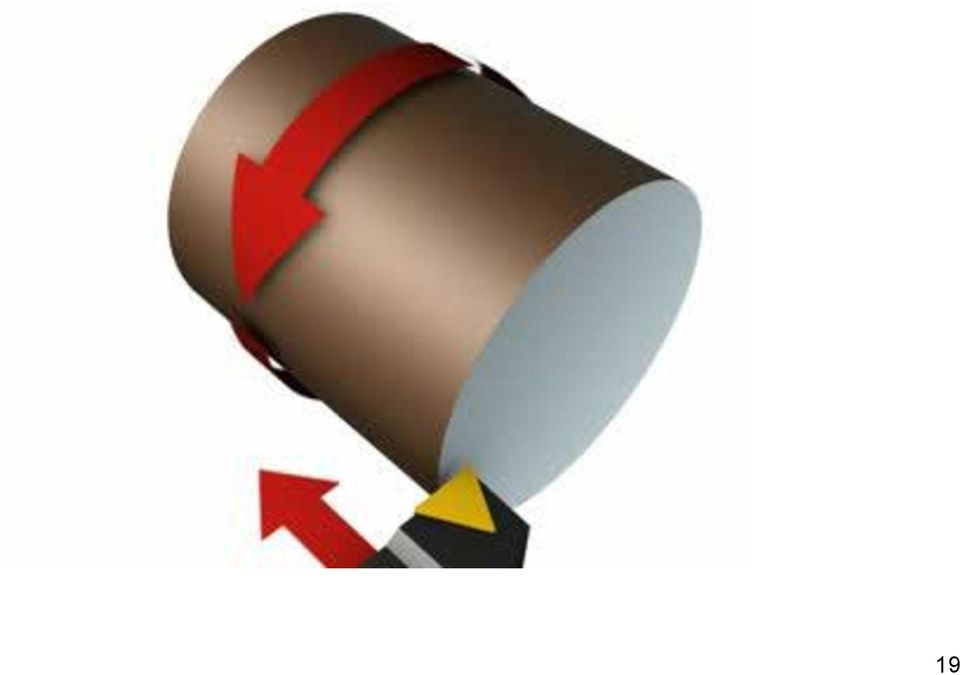
19 19
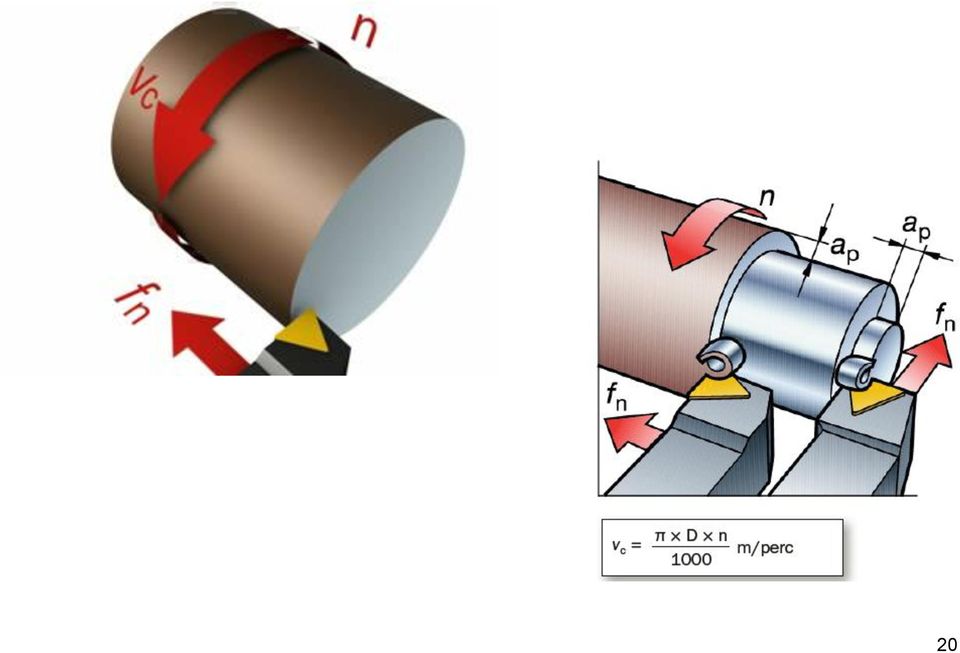
20 20
21 Elméleti forgácskeresztmetszet

22 A forgácsvastagság hex egyenlő fn ha olyan szerszámtartót használ, amelynek az elhelyezési szöge Kr 90. Kisebb elhelyezési szög esetén a hex csökken. 22
23 23
24 24
25 Beszúrás- leszúrás 25
26 26
27 27
28 Forgácsoló megmunkálások Marás változatai:
29 A súrolt és burkolt forgácsolt felület fogalma marásnál
30 30
31 31
32 32
33 Forgácsolási szélesség Fogásmélység 33
34 34
35 35
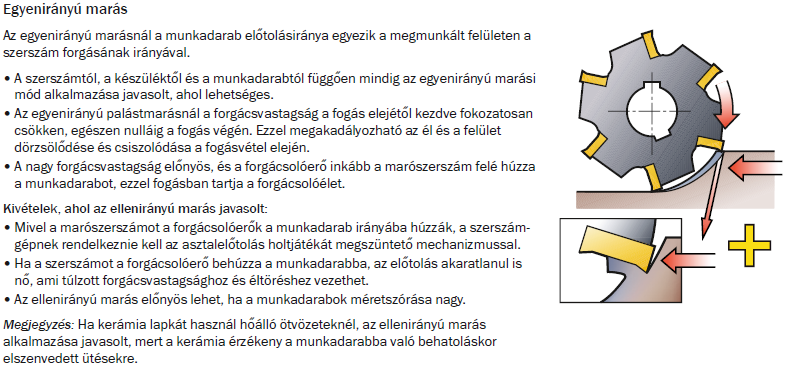
36 EGYENIRÁNYÚ marás 36
37 37
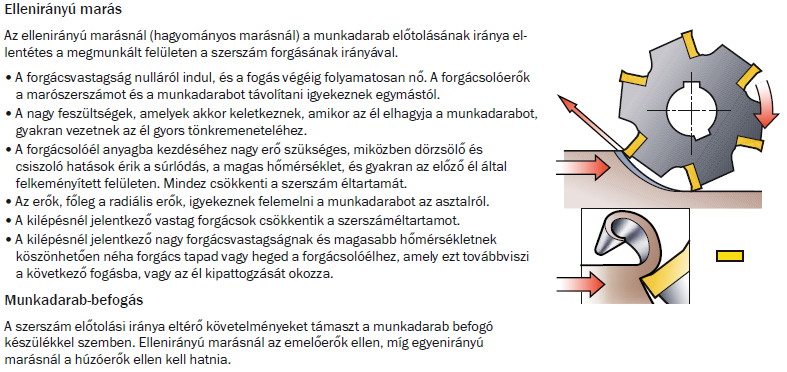
38 ELLENIRÁNYÚ marás 38
39 39
40 Fúrás Forgácsoló megmunkálások
41 41
42 42
43 43
44 44
45 Forgácsoló megmunkálások Gyalulás, Vésés
46 A munkadarab felületeinek gyártásgeometriai értelmezése
47 47
48 48
49 Forgácsoló megmunkálások Síkköszörülés változatai
50 50
51 51
52 Forgácsoló megmunkálások Palástköszörülés változatai
53 Forgácsoló megmunkálások Furatköszörülés változatai
54 Üregelés Forgácsoló megmunkálások
55 Fogazás
56 A FORGÁCSKÉPZŐDÉS FOLYAMATA
57 A FORGÁCSKÉPZŐDÉS EGY KÉPLÉKENY- ALAKÍTÁSI FOLYAMAT, AMELY ANYAGSZAKADÁSSAL ZÁRUL. AZ ANYAGRÉSZECSKÉK EGY MEGHATÁROZOTT SÍKBAN EGYMÁSON ELCSÚSZNAK, AZ ANYAG NYÍRÓDIK.
58 Szabadforgácsolási modellek
59 A forgácstő vizsgálata A forgácstőnél lezajló folyamatok: 1: elsődleges nyírási zóna 2: szekunder nyírási zóna 3: szakadás 4: súrlódás háton 5: rugalmas alakváltozás
60 forrás: König-Klocke
61 A FORGÁCSKÉPZŐDÉS FORGÁCS- KÉPZŐDÉS FÁZISAI SZÍVÓS MDB ANYAG ESETÉN 1 2 forrás: Dudás I.: Gépgyártástechnológia I.
62 3 4 5 forrás: Dudás I.: Gépgyártástechnológia I. A FORGÁCSKÉPZŐDÉS
63 A MUNKADARAB ELEMI RÉSZEINEK EGYMÁSTÓL VALÓ ELCSÚSZÁSA A FORGÁCSBAN A FORGÁCSKÉPZŐDÉS
64 Forgácstő alakváltozásai h1 leváló forgács vastagsága h leválasztandó forg. Vast. Irányvonal hajlásszöge A forgácsképződési zóna legyezőszerű elhelyezkedése
65 A FORGÁCSKÉPZŐDÉS (szabadforgácsolás) V Φ ELCSÚSZÁSI SÍK SZÖGE tg Φ = h h 1
66 h tg Φ = b-a γ b = h 1 cosγ a=h tgγ ALAKVÁLTOZÁSI TÉNYEZŐ: ξ = ξ>1 h 1 h ξ=1 BELSŐ ALAKVÁLTOZÁS h h h cosγ tg Φ = = = b-a h 1 - h tgγ h 1 - h sinγ cosγ cosγ tg Φ = h = 1 - sinγ h A FORGÁCSKÉPZŐDÉS (szabadforgácsolás) cosγ ξ - sinγ
67 Forgács rétegeinek sebességei
68 A FORGÁCSKÉPZŐDÉS FORGÁCSOLÓERŐ SZÁMÍTÓGÉPES SZIMULÁCIÓ
69 69
70 A FORGÁCSKÉPZŐDÉS
71 MAGYARÁZAT A videón a forgácsleválasztás folyamata látható szabadforgácsolással. A szerszám bevonatos és bevonat nélküli gyorsacél. A munkadarab anyaga ötvözetlen szerkezeti acél. A bevonat nélküli szerszámra a forgács feltapad, élrátét képződik. A bevonatos szerszám alkalmazásakor ez a jelenség nem tapasztalható. A forgácsleválasztás folyamata Film10- A_forgacslevalasztas_fo lyamata.wmv Forrás: Balzers GmbH
72 Forgácsfajták, forgácstörés Fő forgácsfajták pl.: öntöttvas pl.: rozsdamentes acél pl.: szerkezeti acél, alumínium
73 FORGÁCSKÉPZŐDÉS RIDEG ANYAGNÁL REPEDÉS
74 74
75 75
76 76
77 77
78 Élsisak keletkezése A szerszám éle előtt a forgácstő anyagából egy kemény anyagrész képződik.
79 Befolyásoló tényezők: Erő nagysága Erőhatás sebessége Terhelés időtartama Hőmérséklet
80 Élsisak keletkezése Oka: a szerszám élénél fellépő nagy nyomóerő, jelentős súrlódás és a keletkező hő. Keletkezése megváltoztatja a forgácsolási viszonyokat Elkerülhető : - deformáció - súrlódás - hőmérséklet } csökkentése
81 ÉLRÁTÉT Az élrátét növekszik és a forgácsolt felület felé terjed. Alakja, nagysága folyamatosan változik.
82 Élrátét - élsisak 82
83 Élsisak keletkezésének kapcsolata a forgácsolási sebességgel
84 Élrátét mikroszkópi képe ÉLRÁTÉT
85 Köszönöm a figyelmet!!!
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
BEVEZETŐ Tantárgyi követelmények
 BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2018-2019. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2018-2019. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
BEVEZETŐ Tantárgyi követelmények
 BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2016-2017. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2016-2017. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS ALAPJAI
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2012/13 I. félév
 Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
2011/12 I. félév. (www.uni miskolc.hu/~ggytmazs)
") Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Jármőszerkezeti anyagok és megmunkálások II. Kopás, éltartam. Dr. Szmejkál Attila Dr. Ozsváth Péter
 Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
ANYAG- ÉS GYÁRTÁSISMERET II. FORGÁCSOLÁSELMÉLET
 - 1 - ZRÍNYI MIKLÓS NEMZETVÉDELMI EGYETEM BOLYAI JÁNOS KATONAI MŰSZAKI FŐISKOLAI KAR FEGYVERZETTECHNIKAI TANSZÉK CSEH BÉLA főiskolai adjunktus ANYAG- ÉS GYÁRTÁSISMERET II. FORGÁCSOLÁSELMÉLET JEGYZET -
- 1 - ZRÍNYI MIKLÓS NEMZETVÉDELMI EGYETEM BOLYAI JÁNOS KATONAI MŰSZAKI FŐISKOLAI KAR FEGYVERZETTECHNIKAI TANSZÉK CSEH BÉLA főiskolai adjunktus ANYAG- ÉS GYÁRTÁSISMERET II. FORGÁCSOLÁSELMÉLET JEGYZET -
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás. 2013/14 2. félév Dr. Kulcsár Gyula
 A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
EcoCut ProfileMaster az új generáció
 New 2017. január Új termékek forgácsoló szakemberek számára ProfileMaster az új generáció Továbbfejlesztettük, hogy még jobb legyen! TOTAL TOOLING = MINŐSÉG x SZOLGÁLTATÁS 2 WNT Magyarország Kft. Madarász
New 2017. január Új termékek forgácsoló szakemberek számára ProfileMaster az új generáció Továbbfejlesztettük, hogy még jobb legyen! TOTAL TOOLING = MINŐSÉG x SZOLGÁLTATÁS 2 WNT Magyarország Kft. Madarász
MUNKAANYAG. Rozovits Zoltán. Esztergálás műveletei. A követelménymodul megnevezése: Javítástechnológiai feladatok
 Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Autóipari megmunkálási eljárások
 Tantárgyi dosszié Autóipari megmunkálási eljárások GEGTT602-B TÁJÉKOZTATÓ az "Autóipari megmunkálási eljárások " c. tárgy oktatásáról (GEGTT602-B) Szak: Járműmérnöki (BSc) alapszak (G 2BJ) Előadó: Dr.
Tantárgyi dosszié Autóipari megmunkálási eljárások GEGTT602-B TÁJÉKOZTATÓ az "Autóipari megmunkálási eljárások " c. tárgy oktatásáról (GEGTT602-B) Szak: Járműmérnöki (BSc) alapszak (G 2BJ) Előadó: Dr.
A nagysebességű marás technológiai alapjai és szerszámai
 A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
Mechanikai megmunkálás
 Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Gépműhelygyakorlat I.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépműhelygyakorlat I. 3. Forgácsolástechnológiai alapfogalmak
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépműhelygyakorlat I. 3. Forgácsolástechnológiai alapfogalmak
Fejlődés a trochoidális marás területén
 New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 2. Előadás Alapjelenségek-II. Szerszámkopás, éltartam A kopás mikrojelenségei: Makrojelenségek: kopásformák atomi- vagy kis méretekben játszódnak le
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 2. Előadás Alapjelenségek-II. Szerszámkopás, éltartam A kopás mikrojelenségei: Makrojelenségek: kopásformák atomi- vagy kis méretekben játszódnak le
Esztergálás műveletei
 Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Járműszerkezeti anyagok és megmunkálások II / I. félév. Fúrás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
Szóbeli vizsgatantárgyak. Szakmai ismeretek Anyag- és gyártásismeret Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek /V
 Szóbeli vizsgatantárgyak Szakmai ismeretek Anyag- és gyártásismeret Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Szakmai ismeretek tantárgy szóbeli vizsgatételei 1. a. Jellemeze az alábbi
Szóbeli vizsgatantárgyak Szakmai ismeretek Anyag- és gyártásismeret Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Szakmai ismeretek tantárgy szóbeli vizsgatételei 1. a. Jellemeze az alábbi
Tájékoztató. a Gépgyártástechnológia alapjai című tárgy oktatásához
 Tájékoztató a Gépgyártástechnológia alapjai című tárgy oktatásához Neptun kód: GEGTT500-B Szak: Műszaki menedzser BSc, Mechatronikai mérnök BSc, Logisztikai mérnök Formatervező BSc. Járműmérnök BSc Évfolyam:
Tájékoztató a Gépgyártástechnológia alapjai című tárgy oktatásához Neptun kód: GEGTT500-B Szak: Műszaki menedzser BSc, Mechatronikai mérnök BSc, Logisztikai mérnök Formatervező BSc. Járműmérnök BSc Évfolyam:
1. FORGÁCSOLÁS Általános kérdések. Egy késztermék gyártási folyamata három részfolyamatra bontható:
 1. oldal, összesen: 14 1. FORGÁCSOLÁS 1.1. Általános kérdések Egy késztermék gyártási folyamata három részfolyamatra bontható: elıtermék-gyártás, alkatrészgyártás, szerelés. Az elıterméket sok módszerrel
1. oldal, összesen: 14 1. FORGÁCSOLÁS 1.1. Általános kérdések Egy késztermék gyártási folyamata három részfolyamatra bontható: elıtermék-gyártás, alkatrészgyártás, szerelés. Az elıterméket sok módszerrel
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
TANMENET. Tanév: 2014/2015. Szakképesítés száma: 34 521 03. Követelménymodul: Követelménymodul száma: 10176-12. Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Melegalakítás labor Melegalakítás labor. fajlagosan nagyobb szép felület,
 Melegalakítás labor 1. Az alakítási technológiák felosztása fémfizikai alapokon Hidegalakítás: Pl.: lemezalakítási technológiák (mélyhúzás, hajlítás ), redukálás, húzás, előre- v. hátrafolyatás, zömítés
Melegalakítás labor 1. Az alakítási technológiák felosztása fémfizikai alapokon Hidegalakítás: Pl.: lemezalakítási technológiák (mélyhúzás, hajlítás ), redukálás, húzás, előre- v. hátrafolyatás, zömítés
Lépcsős fúró 1.04. Ezzel a robusztus szerszámmal a lemezek egy műveletben központosíthatóak, megfúrhatóak, kifúrhatóak és sorjázhatóak.
 » LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
» LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
LÉPCSŐS FÚRÓ. profiline
 LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Autógyártó szakma gyakorlati oktatásához OKJ száma: 34 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Autógyártó szakma gyakorlati oktatásához OKJ száma: 34 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Gyártástechnológiai III 5. előadás: Forgácsoló szerszámok kopása és éltartama Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 5. előadás: Forgácsoló szerszámok kopása és éltartama Előadó: Dr. Szigeti Ferenc főiskolai tanár Szerszám kopás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 5. előadás: Forgácsoló szerszámok kopása és éltartama Előadó: Dr. Szigeti Ferenc főiskolai tanár Szerszám kopás
2011. tavaszi félév. CNC forgácsolás. Balla Sándor
 2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
Járműszerkezeti anyagok és megmunkálások II / II. félév 2. előadás ÉLANYAGOK. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL
 13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával
 Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával") 10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom
10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom
2011. tavaszi félév. Élanyagok. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
A felület összes jellemzői együtt határozzák meg a felületminőséget. Jelentősége a kapcsolódó felületeknél játszik nagy szerepet.
 FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Hatékonyság a gyorsacél tartományában
 New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
FORGÁCSOLÁS SZERSZÁMAI. előadás
 FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
SZERSZÁMACÉL ISMERTETÕ. UHB 11 Keretacél. Überall, wo Werkzeuge hergestellt und verwendet werden
 SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Új homlokfelület geometria szuper-kemény szerszámanyagokra. New rake surface geometrie for ultra hard tool materials
 Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Homlokmaró szerszám kopásának meghatározása akusztikus emisszió alapján
 JELLEGZETES ÜZEMFENNTARTÁSI OBJEKTUMOK ÉS SZAKTERÜLETEK 3.08 3.09 5.16 Homlokmaró szerszám kopásának meghatározása akusztikus emisszió alapján Tárgyszavak: állapot-ellenőrzés; akusztikus emisszió; kopás;
JELLEGZETES ÜZEMFENNTARTÁSI OBJEKTUMOK ÉS SZAKTERÜLETEK 3.08 3.09 5.16 Homlokmaró szerszám kopásának meghatározása akusztikus emisszió alapján Tárgyszavak: állapot-ellenőrzés; akusztikus emisszió; kopás;
KÖSZÖRÜLÉS FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS KÖSZÖRÜLÉS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
Záróvizsga kérdések a Gépek és berendezések biztonságtechnikája c. tantárgyból
 Záróvizsga kérdések a Gépek és berendezések biztonságtechnikája c. tantárgyból 1. A munkaeszközök, illetve gépek biztonságával foglalkozó fontosabb jogszabályok és szabványok. A nemzeti szabvány és a honosított
Záróvizsga kérdések a Gépek és berendezések biztonságtechnikája c. tantárgyból 1. A munkaeszközök, illetve gépek biztonságával foglalkozó fontosabb jogszabályok és szabványok. A nemzeti szabvány és a honosított
CNC MARÁSI FELADATOK ANYAGALAKÍTÁSI TECHNOLÓGIÁK FORGÁCSOLÓ ELJÁRÁSOK
 CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók