Járműszerkezeti anyagok és megmunkálások II / I. félév. Fúrás. Dr. Szmejkál Attila Ozsváth Péter
|
|
|
- József Kocsis
- 5 évvel ezelőtt
- Látták:
Átírás
1 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép szmejkal@kgtt.bme.hu, ozsvath@kgtt.bme.hu :43 1
2 Gühring 2
3 FORGÁCSOLÓ Járműszerkezeti anyagok és megmunkálások II. -FŐMOZGÁS: FORGÓ (SZERSZÁM) KIVÉTEL: ESZTERGA MUNKADARAB - MELLÉKMOZGÁS: EGYENES VONALÚ HALADÓ (SZERSZÁM) ØD FURAT ELŐÁLLÍTOTT FELÜLETEK: -HENGERES -KÚPOS - SÍK (FORGÁSTENGELYRE MERŐLEGES) -MENET - KÜLÖNLEGES FÚRÁS, FURATMEGMUNKÁLÁS l ZSÁK ÁTMENŐ RÖVID: l/d 0,5 NORMÁL: 0,5 < l/d 3 HOSSZÚ: 3 < l/d 10 MÉLYFURAT: l/d >10 F: Dudás I. 3
4 Frischherz: Fémtechnológiai tábl. I. FÚRÁS, FURATMEGMUNKÁLÁS 4
5 FÚRÁS TELIBE FÚRÁS TÖMÖR ANYAGBA FELFÚRÁS MEGLÉVŐ FURAT BŐVÍTÉSE ÁTMENŐ ZSÁK FURATOK FÚRÓSZERSZÁMOK CSIGAFÚRÓK (Ø0,05 50mm) KÉTÉLŰ (HÁROMÉLŰ) - HENGERES SZÁRÚ - KÚPOS SZÁRÚ FÚRÁS RÖVID, NORMÁL, HOSSZABBÍTOTT SZÁRÚ 5
6 NORMÁL ACÉL δ=18º-30º KEMÉNY RIDEG δ=10º-15º ANYAG (ÖV.) CSÚCSSZÖG: 2 χ 118º PUHA ANYAG δ=18º- 30º (ALUMÍNIUM) δ HORONY EMELKEDÉSI SZÖG KIVITELE SZERINT: 130º- 140º MŰANYAG: 60º- 90º -TÖMÖR(HSS, HW, CN) - FORRASZTOTT LAPKÁS (HW) -CSERÉLHETŐ ÉLŰ FEJŰ BEVONATOS TiN TiCN, TiC TiAlN FÚRÁS 6
7 FÚRÁS 7
")
8 HÁROMÉLŰ FÚRÓ (KENNAMETAL) FÚRÁS 8

")
9 CSERÉLHETŐ ÉLŰ FÚRÓ (ARNO SHARK DRILL) FÚRÁS 9
 FÚRÁS")
10 CSERÉLHETŐ ÉLŰ FÚRÓ (KENNAMETAL) FÚRÁS 10




11 CSERÉLHETŐ FEJŰ FÚRÓ (SECO) FÚRÁS ISCAR CHAMDRILL VIDEO 11
12 A FÚRÁS TECHNOLÓGIÁJA FORGÁCSOLÁSI SEBESSÉG C v = n = 1000 v d π T m n [1/min] v [m/min] d [mm] ELŐTOLÁS f = C D x f (x f ~0,6) [mm/ford] ÉLTARTAM FÚRHATÓ FURATHOSSZ [m] BEN (2 5 m) ELŐFÚRÁS FÚRÓ KIEMELÉS VEZETÉS FÚRÓPERSELLYEL HŰTÉS -KÜLSŐ -BELSŐ! FÚRÁS 12
13 FORGÁCSOLÁSI ERŐ, NYOMATÉK F V1 F 1 F V1 =k S A A=b h F P2 F P1 F 2 F P2 F V2 F FORGÁCSOLÁSI ERŐ F V FŐFORGÁCSOLÁSI ERŐ F f ELŐTOLÁS IRÁNYÚ ERŐ F P PASSZÍV ERŐ F P1 D f A= = 2 z χ h= f sin κ z b= D 2 sinκ D f 4 χ A z élek száma általában 2 F v1 = k s D f 4 F 2 F F F 1 f2 f2 FÚRÁS F v össz = z F v1 = 2 F v1 D k M össz = 2 F v1 = s D 2 f
14 14 k s R k sköz SZALAG KERESZTÉL χ χ A F V1 =k S A A=b h sinκ 2 f sinκ z f h = = f 4 d D k F f 4 d D Α s v1 = = sin κ 2 d D b = v F v1 z F ÖSSZ = 8 d D f k 4 d D f 4 d D k 2 K F 2 M 2 2 s s v1 ÖSSZ = + = = ERŐKAR: 4 d D 4 d D 2 d + = +
15 A PASSZÍV ERŐK KIEGYENLÍTIK EGYMÁST, HA AZONOS AZ ÉLHOSSZ ÉS AZ ELHELYEZKEDÉSI SZÖG, HA NEM OLDALIRÁNYÚ ERŐ (F f1 -F f2 >0) FÚRÓ KIHAJLÁS, TÖRÉS. ÉLEZÉS!!! FÚRÁSI TELJESÍTMÉNY P V = M n = M M D 3000 n FORDULATSZÁM [ford/min] v C FORG. SEB. A KÜLSŐ ÁTMÉRŐN [m/min] D FÚRÓ ÁTMÉRŐJE [mm] v c = v C [kw] P V = F vössz v C [kw] P GÉP = P η V 15


16 FÚRÁS VÁLTÓLAPKÁS TELIBEFÚRÓ VAL RÖVID FURATOK: L = 3-5D NAGY FORGÁCS TELJESÍTMÉNY FORGÓ SZERSZÁM ÁLLÓ SZERSZÁM VÁLTÓLAPKÁS TELIBEFÚRÓ FORRÁS: COROMANT 16
17 VÁLTÓLAPKÁS TELIBEFÚRÓ 17


18 Ø17-41 Ø60-80 Ø14-29 Ø27-59 Ø VÁLTÓLAPKÁS FÚRÓKKAL VÉGEZHETŐ MŰVELETEK VÁLTÓLAPKÁS FÚRÓK FORRÁS: COROMANT 18


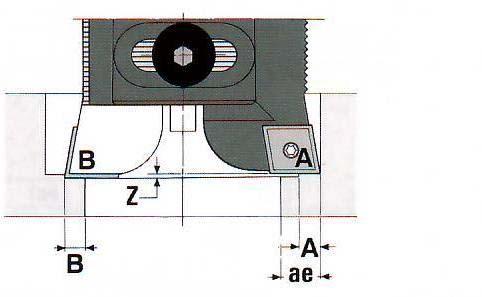
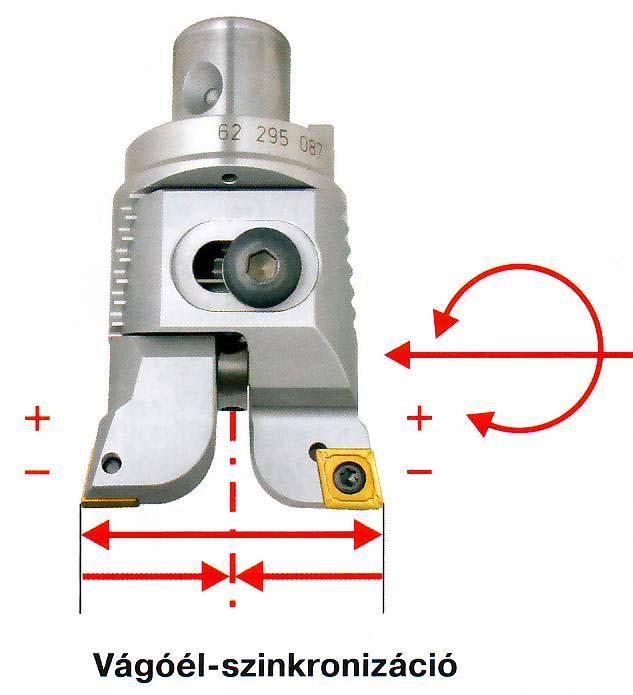
19 FOGÁS FELOSZTÁS KÜLSŐ LAPKA A FOGÁSBÓL A KÜLSŐ LAPKA LÉP KI ELŐSZÖR ÍGY EGY ÉLES KORONG KELETKEZIK KILÉPÉSKOR, AMELY ELREPÜL. BALESETVESZÉLY! BELSŐ LAPKA FORGÁCS ALAKJA, SZÉLESSÉGE A LAPKÁTÓL FÜGG! INTENZÍV HŰTÉS Q [l/min] ØD [mm] FORGÁCS ELTÁVOLÍTÁS! VÁLTÓLAPKÁS FÚRÁS FORRÁS: GARANT, COROMANT 19
20 MÉLYFÚRÁS L L= x D D >20 MEGMUNKÁLÁSI PONTOSSÁGA IT 8-10 ÉRDESSÉG Ra 0,1-3μm TELIBE FÚRÁS MAGFÚRÁS FELFÚRÁS SZERSZÁM -EGYÉLŰ -BTA -EJEKTOROS FORGÁCSOLÁS FŐMOZGÁS: FORGÓ - MUKADARAB -SZERSZÁM - MINDKETTŐ ELLENTÉTES IRÁNYBAN MELLÉKMOZGÁS: EGYENES HALADÓ SZERSZÁM VÉGZI MÉLYFÚRÁS 20

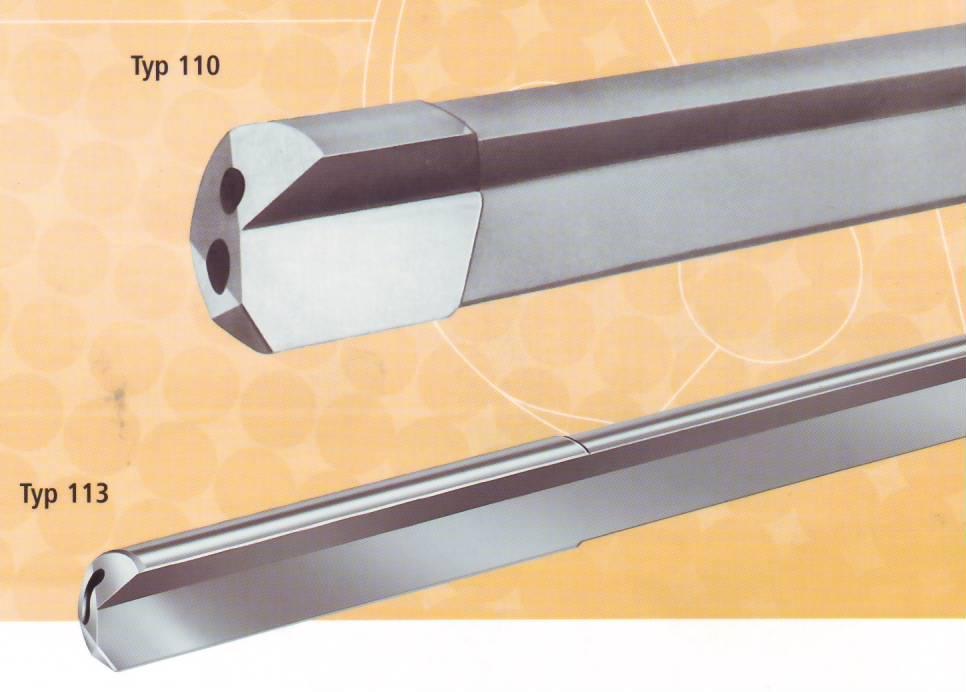
21 EGYÉLŰ MÉLYFÚRÁS SZERSZÁMAI 21

22 MEGMUNKÁLÁS EGYÉLŰ MÉLYFÚRÓVAL FÚRÓFEJ FORGÁCS ÉS HŰTŐ- KENŐ A. KIVEZETÉS TÖMÍTÉS TÁMASZOK HAJTÁS MDB. FÚRÓPERSELY HÁZ HŰTŐ-K. HOZZÁVEZETÉS MÉLYFÚRÁS 22

23 MEGFELELŐ BEKEZDÉS BIZTOSÍTÁSA FÚRÓPERSELY BEKEZDŐ FURAT MÉLYFÚRÁS 23

24 BTA Járműszerkezeti anyagok és megmunkálások II. MÉLYFÚRÁS EJEKTOROS FORRÁS: KÖNIG 24
25 FORGATTYÚS TENGELY MÉLYFÚRÁSA FORRÁS: GÜHRING 25

26 MAGFÚRÁS Járműszerkezeti anyagok és megmunkálások II. VÁLTÓLAPKÁS ÖNSZORÍTÁSÚ MAGFÚRÁS 26

27 SÜLLYESZTÉS Járműszerkezeti anyagok és megmunkálások II. MEGLÉVŐ FURAT BŐVÍTÉSE, ILL. ALAKJÁNAK MEGVÁLTOZTATÁSA SÜLLYESZTÉS 27


28 FURAT BŐVÍTÉS SZERSZÁM ELŐFURAT CSIGAFÚRÓ SÜLLYESZTŐ FELTŰZHETŐ SÜLLYESZTŐ 0,3 x D 0,75 x D 0,8 x D D: KÉSZ FURAT ÁTMÉRŐJE 3 ÉLŰ CSIGASÜLLYESZTŐ 4 ÉLŰ FELTŰZHETŐ SÜLLYESZTŐ Ø30 220mm F 1 =k S A SÜLLYESZTÉS SÜLLYESZTÉS HOMLOKSÜLLYESZTÉS F: TSCHÄTSCH 28
 FORGÁCSOLÓ FŐMOZGÁS: FORGÓ MELLÉKMOZGÁS: EGYENES, HALADÓ SZERSZÁM KÉZI GÉPI SZERSZÁM VÉGZI RÁHAGYÁS DÖRZSÖLÉSRE (König) ÁTMÉRŐ (mm) 2 2-12 100 (Frischherz) DÖRZSÖLÉS RÁHAGYÁS (mm) 0,05")
29 DÖRZSÖLÉS Járműszerkezeti anyagok és megmunkálások II. BEFEJEZŐ FINOM MEGMUNKÁLÁS A FURAT MÉRET-, ALAK PONTOSSÁGÁNAK (IT7, IT6-IT9) (HW-NÉL IT5) NÖVELÉSE, ÉRDESSÉGÉNEK CSÖKKENTÉSÉRE. (Rz 3-15μm) FORGÁCSOLÓ FŐMOZGÁS: FORGÓ MELLÉKMOZGÁS: EGYENES, HALADÓ SZERSZÁM KÉZI GÉPI SZERSZÁM VÉGZI RÁHAGYÁS DÖRZSÖLÉSRE (König) ÁTMÉRŐ (mm) (Frischherz) DÖRZSÖLÉS RÁHAGYÁS (mm) 0,05 0,1-0,2 0,5 29
30 DÖRZSÖLÉS Járműszerkezeti anyagok és megmunkálások II. SZERSZÁM: TÖBBÉLŰ ÉLEK SZÁMA PÁROS EGYMÁSSAL SZEMBEN, DE EGYENLŐTLEN OSZTÁSBAN REZGÉS ELKERÜLÉSE!! KÉZI GÉPI EGYÉLŰ VÁLTÓ ÉLŰ (HW, HT, HC, PKD!), VEZETŐLÉCEK (3) F: TSCHÄTSCH KÉZI GÉPI I A ÉLHOSSZ I E FOGÁSBAN LÉVŐ ÉLHOSSZ TÖBBÉLŰ -TÖMÖR -FELTŰZHETŐ - EGYENES ÉLŰ HSS - SPIRÁL ÉLŰ FORRASZTOTT - ÁLLÍTHATÓ DEFORMÁCIÓS ÁLLÍTÁS (KÉZI) KÚPOS ÁLLÍTÁS, CSERÉLHETŐ KÉSEK FURAT SZERINT -ÁTMENŐFURATHOZ - ZSÁKFURATHOZ HOMLOKFELÜLETEN IS FORGÁCSOL! - ALAKOS DÖRZSÁRAK (KÚPOS) 30


31 DÖRZSÖLÉS F: FRISCHHERZ A DÖRZSÁRAK ÖNVEZETŐK!!! FELFOGÁSUK A GÉPRE ÚSZÓ-LENGŐ BEFOGÁS! 31
 GÉPI f: GARANT HOSSZ KIEGYENLÍTŐS BEFOGÁS SZINKRON BEFOGÁS f: KÖNIG MENETFÚRÁS FORGÁCS ELVEZETÉS - ZSÁKFURATNÁL AZ")
32 MENETFÚRÁS FORGÁCSOLÓ Járműszerkezeti anyagok és megmunkálások II. FŐMOZGÁS: FORGÓ MELLÉKMOZGÁS: EGYENES VON. ELŐTOLÁS MENETEMELKEDÉS KÉZI KÉSZLET (3DB-OS) GÉPI f: GARANT HOSSZ KIEGYENLÍTŐS BEFOGÁS SZINKRON BEFOGÁS f: KÖNIG MENETFÚRÁS FORGÁCS ELVEZETÉS - ZSÁKFURATNÁL AZ ELŐTOLÁSSAL ELLENTÉTESEN -ÁTMENŐ FURATNÁL ELŐTOLÁSSAL EGYEZŐEN 32
33 SZERSZÁM HSS HSS-PM HW, HC BEVONATOS TiN TiAlN EGYENES VAGY SPIRÁLHORNYÚ. MENETFÚRÁS 33

34 MENETFÚRÁS TITEX VIDEO 34

35 MENETFÚRÁS TITEX VIDEO 35

36 FURATBŐVÍTÉS KIESZTERGÁLÁSSAL V C V f FURATESZTERGÁLÁS 36


37 FURATESZTERGÁLÁS 37

38 FURATESZTERGÁLÁS FORRÁS: WNT 38
39 KIESZTERGÁLÁSSAL VÉGEZHETŐ MŰVELETEK FURATESZTERGÁLÁS 39
40 FURÓGÉPEK 40
41 OSZLOPOS FÚRÓGÉP ÁLLVÁNYOS FÚRÓGÉP FURÓGÉPEK 41


42 TÖBBORSÓS FÚRÓGÉP REVOLVERFEJES FÚRÓGÉP (Utólag felszerelhető orsó és revolverfej látható az ábrákon.) FURÓGÉPEK 42

43 SUGÁRFÚRÓGÉP FURÓGÉPEK 43

44 VÍZSZINTES FÚRÓ-MARÓMŰ FURÓGÉPEK 44
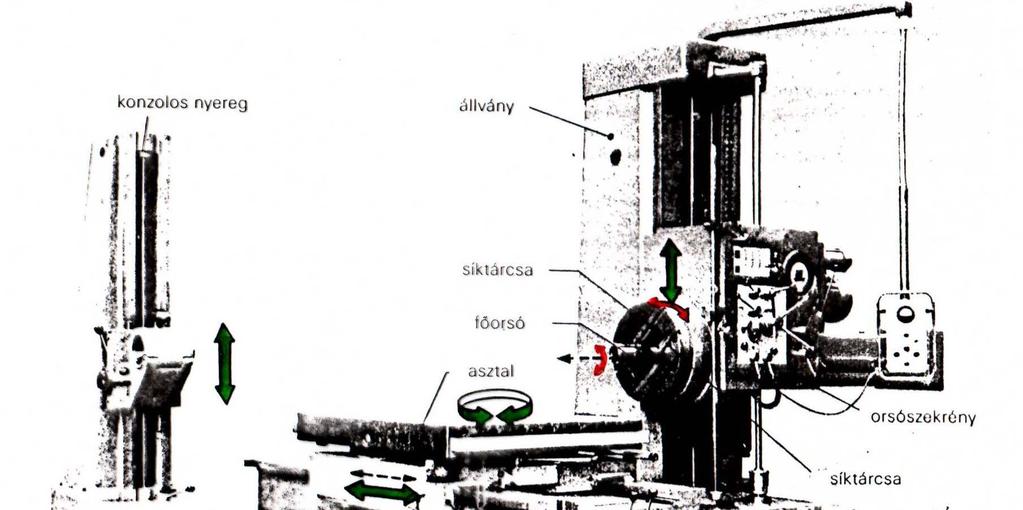
45 VÍZSZINTES FÚRÓ-MARÓMŰ MOZGÁSAI FURÓGÉPEK 45
46 VÍZSZINTES FÚRÓ-MARÓMŰ FURÓGÉPEK 46


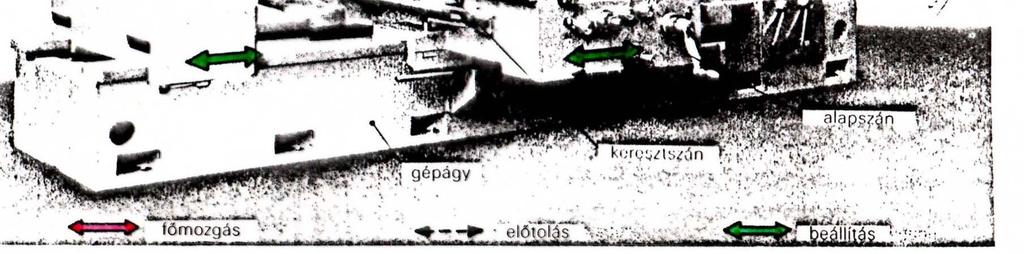
47 FÚRÓAGGREGÁT Járműszerkezeti anyagok és megmunkálások II. FURÓGÉPEK 47

48 TÖBBORSÓS CNC FÚRÓAGGREGÁT FURÓGÉPEK 48

49 RADIÁL FÚRÓGÉP ELŐNYE: NAGY MUNKATÉR FURÓGÉPEK 49
50 50
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS. Dr. Pintér József 2016.
 FÚRÁS. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
Gyártástechnológiai III. 7. előadás Fúrás, furatbővítés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 7. előadás Fúrás, furatbővítés Előadó: Dr. Szigeti Ferenc főiskolai tanár Fúrás, furatbővítés - Fúrással, furatbővítéssel
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 7. előadás Fúrás, furatbővítés Előadó: Dr. Szigeti Ferenc főiskolai tanár Fúrás, furatbővítés - Fúrással, furatbővítéssel
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
MARÁS MARÁS MARÁS MARÁS. Dr. Szmejkál Attila Ozsváth Péter. Járműszerkezeti anyagok és megmunkálások II / I. félév
 2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
Új termékek forgácsoló szakemberek számára
 Új termékek forgácsoló szakemberek számára HSS kúpos süllyesztő, 90, DIN 335-C, rendkívül egyenlőtlen fogosztással HSS süllyesztő rendkívül egyenlőtlen fogosztással és Ti 50 bevonattal oldal: 35 Készletben
Új termékek forgácsoló szakemberek számára HSS kúpos süllyesztő, 90, DIN 335-C, rendkívül egyenlőtlen fogosztással HSS süllyesztő rendkívül egyenlőtlen fogosztással és Ti 50 bevonattal oldal: 35 Készletben
Jármőszerkezeti anyagok és megmunkálások II. Kopás, éltartam. Dr. Szmejkál Attila Dr. Ozsváth Péter
 Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
FOGASKERÉKGYÁRTÁS FOGASKEREKEK FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
1 HSS fúrók 1. 2 Tömör keményfém fúrók Fúrás. 3 Váltólapkás fúrók. 4 Dörzsárak és süllyesztő szerszámok. 5 Menetfúrók és menetmetszők
 1 fúrók 1 2 Tömör keményfém fúrók úrás 3 Váltólapkás fúrók 4 Dörzsárak és süllyesztő szerszámok 5 Menetfúrók és menetmetszők Menet 6 Cirkulár- és menetmarók 7 Menetvágó szerszámok 8 Váltólapkás esztergaszerszámok
1 fúrók 1 2 Tömör keményfém fúrók úrás 3 Váltólapkás fúrók 4 Dörzsárak és süllyesztő szerszámok 5 Menetfúrók és menetmetszők Menet 6 Cirkulár- és menetmarók 7 Menetvágó szerszámok 8 Váltólapkás esztergaszerszámok
PERFOR Szerszámkereskedelmi Kft.
 PERFOR Szerszámkereskedelmi Kft. Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 212 Mőszaki információ Forgácsolási adatok Perfor Kft 212 Tartalomjegyzék Elsı
PERFOR Szerszámkereskedelmi Kft. Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 212 Mőszaki információ Forgácsolási adatok Perfor Kft 212 Tartalomjegyzék Elsı
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Száras maró, keményfém
 záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
CNC MARÁSI FELADATOK. Furatok készítése. Furatkészítés
 CNC MARÁSI FELADATOK PONTVEZÉRLÉS (FÚRÁSI FELADATOK VÉGREHAJTÁSA) Furatok készítése Fúrás Hagyományos és leggyorsabb módszer Forgácstörés kihívást jelenthet néhány anyag esetén Hiányzik a rugalmasság (változó
CNC MARÁSI FELADATOK PONTVEZÉRLÉS (FÚRÁSI FELADATOK VÉGREHAJTÁSA) Furatok készítése Fúrás Hagyományos és leggyorsabb módszer Forgácstörés kihívást jelenthet néhány anyag esetén Hiányzik a rugalmasság (változó
MUNKAANYAG. Magyarkúti József. Fúrás, dörzsárazás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I.
 Magyarkúti József Fúrás, dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja:
Magyarkúti József Fúrás, dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja:
KÖSZÖRÜLÉS FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS KÖSZÖRÜLÉS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
Járműszerkezeti anyagok és megmunkálások II / II. félév 2. előadás ÉLANYAGOK. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
Gyártástechnológiai III. 6. előadás Esztergálás, gyalulás, vésés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
bevezetőkúp a szerszámnak a furatba való ütközésmentes behatolását biztosítja, s ezzel óvja a dörzsárat a rongálódástól.
 Dörzsár Csigafúróval nem lehet pontos és sima felületű furatokat készíteni. Ha a furatnak pontosnak és a felületnek simának kell lennie, akkor a furatot dörzsölési ráhagyással kell elkészíteni, és utána
Dörzsár Csigafúróval nem lehet pontos és sima felületű furatokat készíteni. Ha a furatnak pontosnak és a felületnek simának kell lennie, akkor a furatot dörzsölési ráhagyással kell elkészíteni, és utána
Hatékonyság a gyorsacél tartományában
 New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
2. FURATMEGMUNKÁLÓ SZERSZÁMOK TERVEZÉSE. Jellegzetes furatmegmunkáló szerszámok:
 2. FURATMEGMUNKÁLÓ SZERSZÁMOK TERVEZÉSE Jellegzetes furatmegmunkáló szerszámok: Itt nem tárgyaljuk a fúrórúddal, a húzótüskével végzett furatmegmunkálás és furatmarás szerszámait. központfúrók, csigafúrók,
2. FURATMEGMUNKÁLÓ SZERSZÁMOK TERVEZÉSE Jellegzetes furatmegmunkáló szerszámok: Itt nem tárgyaljuk a fúrórúddal, a húzótüskével végzett furatmegmunkálás és furatmarás szerszámait. központfúrók, csigafúrók,
FORGÁCSOLÁS SZERSZÁMAI. előadás
 FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
FORGÁCSOLÁS SZERSZÁMAI
 FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
016 menetvágó. 021 hengeres. 055 kõzetfúrók. 072 FŰrésztárcsák
 csoport 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal...........................32 Oldal...........................33 Oldal...........................33
csoport 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal...........................32 Oldal...........................33 Oldal...........................33
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
ÉRVÉNYES: ÁRFORGÁCSOLÓ FÚRÓSZERSZÁMOK SÜLLYESZTŐSZERSZÁMOK MENETSZERSZÁMOK MARÓK
 ÉRVÉNYES: 2019.02.11-2019.06.30. 2019 ÁRFORGÁCSOLÓ FÚRÓSZERSZÁMOK SÜLLYESZTŐSZERSZÁMOK MENETSZERSZÁMOK MARÓK A VÁLASZTÁS SZABADSÁGA 70.000 PRÉMIUM MINŐSÉGŰ SZERSZÁM EGY HELYEN A BESZERZÉS ÚJ VILÁGA: www.hahn-kolb.hu
ÉRVÉNYES: 2019.02.11-2019.06.30. 2019 ÁRFORGÁCSOLÓ FÚRÓSZERSZÁMOK SÜLLYESZTŐSZERSZÁMOK MENETSZERSZÁMOK MARÓK A VÁLASZTÁS SZABADSÁGA 70.000 PRÉMIUM MINŐSÉGŰ SZERSZÁM EGY HELYEN A BESZERZÉS ÚJ VILÁGA: www.hahn-kolb.hu
Dudás Illés GÉPGYÁRTÁS-TECHNOLÓGIA III. A.Megmunkáló eljárások és szerszámaik B.Fogazott alkatrészek gyártása és szerszámaik
 Dudás Illés GÉPGYÁRTÁS-TECHNOLÓGIA III. A.Megmunkáló eljárások és szerszámaik B.Fogazott alkatrészek gyártása és szerszámaik Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés 1. BELSŐ HENGERES
Dudás Illés GÉPGYÁRTÁS-TECHNOLÓGIA III. A.Megmunkáló eljárások és szerszámaik B.Fogazott alkatrészek gyártása és szerszámaik Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés 1. BELSŐ HENGERES
MENETVÁGÓ SZERSZÁMOK. profiline
 MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Magyarkúti József. Fúrás, dörzsárazás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Magyarkúti József Fúrás, dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja:
Magyarkúti József Fúrás, dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja:
univerzális fúrók, vágóolajak
 a sandvik csoport tagja Univerzális csigafúró 8% Co tartalommal univerzális fúrók, vágóolajak A002 Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész
a sandvik csoport tagja Univerzális csigafúró 8% Co tartalommal univerzális fúrók, vágóolajak A002 Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész
Réz Bronz Co-Ni Ti Mőa. Vc P029, P Vc P391F, P392F f D 2 D 5 D10 D15
 P029 - Phoenix extra rövid P391F - Phoenix-Futura extra rövid DIN1897, HSSE5, horony: S-38, csúcs: 130, fényes, élezés: 1/3-2/3, átmérı tőrés: h8. NC gépekre: erısített lélekvastagság, széles horony, biztonságos
P029 - Phoenix extra rövid P391F - Phoenix-Futura extra rövid DIN1897, HSSE5, horony: S-38, csúcs: 130, fényes, élezés: 1/3-2/3, átmérı tőrés: h8. NC gépekre: erısített lélekvastagság, széles horony, biztonságos
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
Mélyfúró szerszámok Toolex
 MÉLYFÚRÓ RENDSZEREK KEMÉNYFÉM SZERSZÁMOK Mélyfúró szerszámok Toolex 01, 02, 07 Típus ÚJ: 01 Típus elérhető 12,00 mm átmérőtől 2 Toolex tanúsítási okirat Toolex az Ön partnere a pontos furatokat illetően
MÉLYFÚRÓ RENDSZEREK KEMÉNYFÉM SZERSZÁMOK Mélyfúró szerszámok Toolex 01, 02, 07 Típus ÚJ: 01 Típus elérhető 12,00 mm átmérőtől 2 Toolex tanúsítási okirat Toolex az Ön partnere a pontos furatokat illetően
Katalógus FÚRÓSZERSZÁMOK
 Katalógus FÚRÓSZERSZÁMOK KATALÓGUS TARTALOM Oldal CSIGAFÚRÓK CSIGAFÚRÓK - EXTRA RÖVID TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 3xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 5xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 8xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK
Katalógus FÚRÓSZERSZÁMOK KATALÓGUS TARTALOM Oldal CSIGAFÚRÓK CSIGAFÚRÓK - EXTRA RÖVID TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 3xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 5xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 8xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK
ISO 010 016 017 019 020 021 025 030 031 032 033 040 050 055 057 061 065 072 075 085 085 090 100 106 109 120 121 MENET-
 CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
Gépi menetfúró Nagyteljesítményő menetfúrók M és MF
 Gépi menetfúró Nagyteljesítményő menetfúrók M és MF (60 ) ST2 - STEEL (piros) IT2 - INOX (kék) AT2 - ALU (zöld) BT1 - BRONZ (sárga) DIN31/DIN36/DIN34-B. Tőrés: 6H. HSSE+TiN. Egyenes hornyú menetfúró forgácsterelıvel.
Gépi menetfúró Nagyteljesítményő menetfúrók M és MF (60 ) ST2 - STEEL (piros) IT2 - INOX (kék) AT2 - ALU (zöld) BT1 - BRONZ (sárga) DIN31/DIN36/DIN34-B. Tőrés: 6H. HSSE+TiN. Egyenes hornyú menetfúró forgácsterelıvel.
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
TERMÉKÚJDONSÁGOK MŰHELYFELSZERELÉSEK II / MAU 5000 Innovatív mérőóra tartó. Rendeljen Ön is azonnal a Webáruházból!
 TERMÉKÚJDONSÁGOK MŰHELYFELSZERELÉSEK II / 2017 Rendeljen Ön is azonnal a Webáruházból! www.meusburger.com MAU 5000 Innovatív mérőóra tartó MÉRŐESZKÖZÖK Ideális a fröccsöntőgépek záróerejének ellenőrzésére
TERMÉKÚJDONSÁGOK MŰHELYFELSZERELÉSEK II / 2017 Rendeljen Ön is azonnal a Webáruházból! www.meusburger.com MAU 5000 Innovatív mérőóra tartó MÉRŐESZKÖZÖK Ideális a fröccsöntőgépek záróerejének ellenőrzésére
szerszámkészletek 2011. év végéig kedvezményes áron
 46 részes 35 részes készlet. 7 fémfúró TiN 2-2,5-3-4-5-6-8 mm 5 betonfúró 4-5-6-7-8 mm 5 fafúró 3-4-5-6-8 mm 12 csavarozó bit, 4 dugókulcs 1 hexa szerszámtartó, 1 teleszkopos mágnes Minden fúrón lézeres
46 részes 35 részes készlet. 7 fémfúró TiN 2-2,5-3-4-5-6-8 mm 5 betonfúró 4-5-6-7-8 mm 5 fafúró 3-4-5-6-8 mm 12 csavarozó bit, 4 dugókulcs 1 hexa szerszámtartó, 1 teleszkopos mágnes Minden fúrón lézeres
a.) b.) a.) b.) a.) b.)
 b.) a.) b.) a.) b.)") 1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Árucikkek és alkalmazások áttekintése:
 LÉPSŐS FÚRÓ Árucikkek és alkalmazások áttekintése: 10,0 6,0 1,0 6,0 7,0 101 08 P 101 084 P 9 95 4,0 1,0 6,0 40,0 101 0505 101 097 96 99 E o 5 4,0 1,0 6,5 3,5 101 0509 E 101 534 E 96 99 4,0 1,0 6,0 40,0
LÉPSŐS FÚRÓ Árucikkek és alkalmazások áttekintése: 10,0 6,0 1,0 6,0 7,0 101 08 P 101 084 P 9 95 4,0 1,0 6,0 40,0 101 0505 101 097 96 99 E o 5 4,0 1,0 6,5 3,5 101 0509 E 101 534 E 96 99 4,0 1,0 6,0 40,0
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Forgácsolás és szerszámai
 Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
Tájékoztató. a Gépgyártástechnológia alapjai című tárgy oktatásához
 Tájékoztató a Gépgyártástechnológia alapjai című tárgy oktatásához Neptun kód: GEGTT500-B Szak: Műszaki menedzser BSc, Mechatronikai mérnök BSc, Logisztikai mérnök Formatervező BSc. Járműmérnök BSc Évfolyam:
Tájékoztató a Gépgyártástechnológia alapjai című tárgy oktatásához Neptun kód: GEGTT500-B Szak: Műszaki menedzser BSc, Mechatronikai mérnök BSc, Logisztikai mérnök Formatervező BSc. Járműmérnök BSc Évfolyam:
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás. 2013/14 2. félév Dr. Kulcsár Gyula
 A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
MINDEN KIHÍVÁSSAL MEGKÜZD
 SELECTION 2018. december MINDEN KIHÍVÁSSAL MEGKÜZD NÉGY VÁLTÓLAPKÁS FÚRÓRENDSZER, KOMPROMISSZUMOK NÉLKÜL TEAM CUTTING TOOLS A CERATIZIT szerszámkészítésre és a keményanyagú technológiákra szakosodott,
SELECTION 2018. december MINDEN KIHÍVÁSSAL MEGKÜZD NÉGY VÁLTÓLAPKÁS FÚRÓRENDSZER, KOMPROMISSZUMOK NÉLKÜL TEAM CUTTING TOOLS A CERATIZIT szerszámkészítésre és a keményanyagú technológiákra szakosodott,
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA
 FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA Mi partnerek vagyunk! Közös a jövõnk... Az Ön Partnere: Érvényes: 2010. október 1-2011. március 31. 2010/2011 ajánlat Cserélhetô fejes tömör keményfém fúrók A DORMER
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA Mi partnerek vagyunk! Közös a jövõnk... Az Ön Partnere: Érvényes: 2010. október 1-2011. március 31. 2010/2011 ajánlat Cserélhetô fejes tömör keményfém fúrók A DORMER
Ezen katalógusban azok a tömör keményfém
 F Ó K U S Z B A N A T E J E S Í T M É N Y 2 TÖMÖR KEMÉNYFÉM SZERSZÁMOK TÖMÖR KEMÉNYFÉM SZERSZÁMOK A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak. Cégünk
F Ó K U S Z B A N A T E J E S Í T M É N Y 2 TÖMÖR KEMÉNYFÉM SZERSZÁMOK TÖMÖR KEMÉNYFÉM SZERSZÁMOK A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak. Cégünk
Sandvik Coromant forgácsoló szerszámok. Forgószerszámok MARÁS FÚRÁS FURATESZTERGÁLÁS SZERSZÁMRENDSZEREK
 Sandvik Coromant forgácsoló szerszámok orgószerszámok MARÁS ÚRÁS URATSZTRÁLÁS SZRSZÁMRNSZRK 2012 ÚRÁS Hogyan válasszunk fúrót Hogyan válasszunk fúrót 1 Határozza meg a furat átmérőjét és mélységét A táblázatban
Sandvik Coromant forgácsoló szerszámok orgószerszámok MARÁS ÚRÁS URATSZTRÁLÁS SZRSZÁMRNSZRK 2012 ÚRÁS Hogyan válasszunk fúrót Hogyan válasszunk fúrót 1 Határozza meg a furat átmérőjét és mélységét A táblázatban
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
PERFOR SZERSZÁM AKCIÓ 2015. október-december
 PERFOR SZERSZÁM AKCIÓ 2015. október-december Minőség - kedvezőbb áron! Csigafúró Menetfúró Dörzsár Kúpsüllyesztő Ujjmaró Rotormaró Reszelő Fafúró Famaró Szerszámkészlet Fúróélező gép Az árak az ÁFÁ-t nem
PERFOR SZERSZÁM AKCIÓ 2015. október-december Minőség - kedvezőbb áron! Csigafúró Menetfúró Dörzsár Kúpsüllyesztő Ujjmaró Rotormaró Reszelő Fafúró Famaró Szerszámkészlet Fúróélező gép Az árak az ÁFÁ-t nem
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
Intelligens Technológiák gyakorlati alkalmazása
 Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
Gyártandó alkatrész műhelyrajza és 3D test modellje
 Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Mit nevezünk korrózióálló acélnak? Más néven: Koracél Rozsdamentes acél Saválló acél Inox Cromargan Nirosta VA-acél
 Korrózióálló acélok forgácsolása Bánkuti József 2010 1 Oldal Mit nevezünk korrózióálló acélnak?...03 Miért nehéz a koracél forgácsolása?...11 Mire figyeljünk a koracél forgácsolásánál?...13 Fúrás...15
Korrózióálló acélok forgácsolása Bánkuti József 2010 1 Oldal Mit nevezünk korrózióálló acélnak?...03 Miért nehéz a koracél forgácsolása?...11 Mire figyeljünk a koracél forgácsolásánál?...13 Fúrás...15
www.menet-szerszam.hu MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.)
") Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
Használható segédeszköz: számológép (Mobil/okostelefon számológép funkció nem használható a vizsgán!)
") A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
Korszerű keményfémfúrók forgácsolóképességének minősítése (Sirius 200 TiN)
") ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET GÉPGYÁRTÁSTECHNOLÓGIAI SZAKCSOPORT Korszerű keményfémfúrók forgácsolóképességének minősítése
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET GÉPGYÁRTÁSTECHNOLÓGIAI SZAKCSOPORT Korszerű keményfémfúrók forgácsolóképességének minősítése
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT
 2015. NOVEMBER 1. 2016. ÁPRILIS 30. A minőség értéket teremt! Kevés a választék? www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
2015. NOVEMBER 1. 2016. ÁPRILIS 30. A minőség értéket teremt! Kevés a választék? www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés