Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
|
|
|
- Judit Nagy
- 7 évvel ezelőtt
- Látták:
Átírás
1 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016.
2 Felhasznált irodalom: Pápai Gábor.ppt prezentációja Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag ) BME Járműgyártás és Javítás Tanszék, BP Dr. Igaz Jenő: Forgácsoló megmunkálás II.1 SZE, Győr oldal Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010.
3 Bemenő jellemzők A FORG. FOLYAMAT Kimenő jellemzők Rendszer jellemzők -gép -szerszám -készülék -nyersdarab -anyag -geom. Beállítási értékek -sebesség -előtolás -fogásmélység -hűtés útinformációk Folyamat jellemzők -ERŐ, teljesítmény -hőmérséklet -rezgések -akusztikus emisszió Folyamat eredménye -mdb. méret, alak -érdesség -felületi réteg Kopás A forgácsolási erő ismeretében meghatározható: A forgácsoláshoz szükséges teljesítmény -szerszám -gép, készülék Mechanikai igénybevétel: szerszám, munkadarab, gép, készülék Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
4 A forgácsoló erő A forgács leválasztása erő hatására jön létre. Az erő ismerete szükséges: Gyártóeszközök (szerszámgép, szerszám, készülék) kiválasztásához Új eszközök tervezéséhez Megmunkálási pontosság technológiai meghatározásához Forgácsolási teljesítmény meghatározásához Az erő nagyságát befolyásoló tényezők: Megmunkálandó anyag szilárdsága Leválasztandó forgácskeresztmetszet nagysága A szerszám forgácsoló-ékének geometriája és felületi minősége Forgácsolósebesség stb. Az erő hatásvonalának iránya függ a: Megmunkálási módtól, melyet a Szerszám fajtája és a Forgácsleválasztás körülményei befolyásolnak. Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
5 Forgácsolási erő és összetevői szabadforgácsolás esetén Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
6 Forgácsolási erő komponensei esztergálásnál v f v F v főforgácsoló erő F f előtolás irányú erő F a fogásvétel irányú erő F a F f F a Erőkomponensek egymáshoz való F v viszonya: F F v >> F f > F a Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )

7 Forgácsolóerő A főforgácsoló-erő, előtoló-erő és fogásvételi erő mérése Forrás: Dr. Kodácsy János: Forgácsolás szerszámai E-tananyag

8 A mérés lebonyolítása Forrás: Dr. Kodácsy János: Forgácsolás szerszámai E-tananyag
9 FORGÁCSOLÁSI ERŐT BEFOLYÁSOLÓ TÉNYEZŐK: MUNKADARAB Anyag összetétele Hőkezeltségi állapota SZERSZÁM Élanyag Élgeometria Homlokfelület kialakítása (érdessége) TECHNOLÓGIAI ADATOK Forgácskeresztmetszet (előtolás és fogásmélység határozza meg) Forgácsolás sebessége Hűtés, kenés Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
10 FORGÁCSOLÁSI ERŐT BEFOLYÁSOLÓ TÉNYEZŐK HATÁSA a HOMLOKSZÖG, a TERELŐSZÖG, az ELŐTOLÁS, a FORGÁCSOLÁSI SEBESSÉG, a FŐÉL-ELHELYEZÉSI SZÖG, a FOGÁSMÉLYSÉG, a MUNKADARAB ANYAGÁNAK, a SZERSZÁM ANYAGÁNAK, a SZERSZÁM ÉLGEOMETRIA, a HŰTÉS, a CSÚCSSUGÁR hatása a forgácsolási erőre

11 FORGÁCSOLÁSI ERŐT BEFOLYÁSOLÓ TÉNYEZŐK HATÁSA A HOMLOKSZÖG VÁLTOZÁSÁNAK HATÁSA A FORGÁCSOLÁSI ERŐRE Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
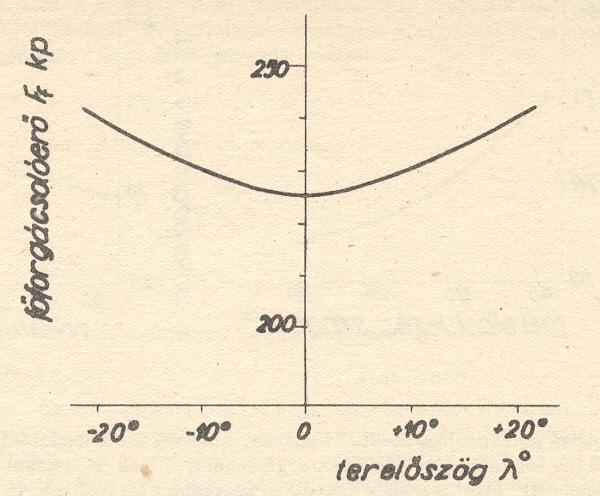
12 Terelőszög hatása
13 FORGÁCSOLÁSI ERŐT BEFOLYÁSOLÓ TÉNYEZŐK HATÁSA Forrás: König-Klocke
14 Homlokszög hatása A szerszámél geometriája: homlokszög (γ) A forgácsoló erő változása egy foknyi homlokszög változásánál: kb. 1 2% (γ=-20º +30º) A diagramból leolvasható, hogy a nagyobb homlokszög használatakor kisebb erő kell a forgácsoláshoz. Gyakorlati forgácsoló erő számításnál általában 1º-os homlokszög változás 1%-os erőváltozást eredményez. Ez erősen függ a megmunkálandó anyagtól
15 FORGÁCSOLÁSI ERŐT BEFOLYÁSOLÓ TÉNYEZŐK HATÁSA A hullámzást az élsisak okozza!
16 Előtolás hatása Az előtolásnál a h forgácsolási vastagság jelentős hatással van a forgácsoló erőre χ
17 Forgácsoló sebesség hatása A 100 m/perc feletti tartományban a forgácsoló erő már csak jelentéktelen mértékben csökken a forgácsoló sebesség emelkedésével. A 100 m/perc alatti tartományban az F emelkedése mindig a megmunkálandó anyagtól függ. Általánosságban elmondható, hogy a forgácsoló erő csökkentése érdekében célszerű minél nagyobb sebességgel forgácsolni.
18 Főél-elhelyezési szög hatása A főél-elhelyezési szögnek (κr) viszonylag csekély hatása van a forgácsoló erőre (Fc).
19 Fogásmélység hatása Fogásmélység (ap) A fogásvétel növekedésével a forgácsoló erő arányosan növekszik. A beállított előtolástól függően az egyenesek meredekebben, vagy kevésbé meredeken emelkednek
20 Munkadarab anyagának hatása A különböző anyagok forgácsolásakor, - egyébként állandó forgácsolási feltételek mellett-, a különböző tulajdonságok miatt különböző forgácsoló erők adódnak. Első pillantásra feltételezhető, hogy a szakítószilárdság, illetve a keménység növelésével a forgácsolási erő is növekszik
21 Szerszámanyag hatása Szerszámanyag SS Gyorsacél HM Keményfém SK Kerámia SHS Szuper kemény vágóanyagok. (pl. CBN) Az ábrázolt arányok vas alapú anyagok forgácsolása esetén érvényesek
22 Szerszám A szerszám anyagán kívül a szerszám kiképzése, élgeometriája is jelentős mértékben befolyásolja a fellépő erőket, a szerszám és a munkadarab közötti súrlódási tényező értékét. A súrlódási tényező változásával változik a forgácsleválasztáshoz szükséges erő
23 Hűtés befolyása A megfelelő hűtő - kenőfolyadék alkalmazásával a forgácsoló erők a száraz megmunkáláshoz képest kis mértékben csökkenthetők. A forgácsoló erő befolyásolása szempontjából sokkal lényegesebb a megfelelő szerszámanyagok kiválasztása
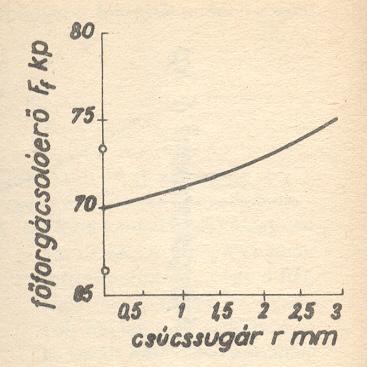
24 Csúcssugár hatása
25 Forgácsoló erők meghatározása Számítással Méréssel: közvetlen erőméréssel: - rugó alakváltozáson, - hidraulikus elven, - villamos elven, - maradó alakváltozáson alapuló Teljesítmény-mérésből történő meghatározással Táblázatokból
26 Forgácsolóerő meghatározása számítással
27 Fajlagos forgácsoló erő definíciója: Az egységnyi forgácskeresztmetszet leválasztáshoz szükséges főforgácsoló erő. Fajlagos forgácsolási energiának nevezzük a térfogategységnyi anyag, forgácsolással történő leválasztásához szükséges munkát. Az egységnyi forgácskeresztmetszet mérete A=1 mm² Fajlagos forgácsolási erő jele: k c χ k c1.1 h=1mm, b=1mm
28 Fajlagos forgácsolóerőt befolyásoló tényezők Befolyásoló tényező döntő mértékben a forgácsolandó anyag anyagminősége a h forgácsolási vastagság a megmunkálandó anyag szilárdsága az ötvöző elemek tartalma a szerszám él geometriája
29 A fajlagos forgácsoló erő kiszámítása a definíció alapján: k c F N A 2 mm Kienzle - Victor: F v =k c A [N] A = b h = a f χ Az időegység alatt leválasztott anyagmennyiség, a fajlagos forgácstérfogat: q=v*a Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
30 A k c fajlagos forgácsoló erő meghatározásával sok kutató foglalkozott, egyes kutatók kísérleti úton, mások pedig számítási módokkal próbálták meghatározni. A tapasztalatok szerint a kísérleti úton nyert forgácsoló erő értékek az anyagon és a közepes forgácsvastagságon kívül elsősorban a forgácsleválasztás jellegétől és a forgácskeresztmetszet alakjától függenek
31 A kísérletek megmutatták, hogy a szívós anyagok esetén a fajlagos forgácsoló erő és a szakítószilárdság, rideg anyagoknál pedig a fajlagos forgácsoló erő és a Brinnel keménység között összefüggés állapítható meg: k c = (2,5 4,5) * Rm [N/mm2] k c = (0,5 1) * HB [N/mm2] Mivel a fajlagos forgácsoló erő értéke erősen függ a forgácsvastagságtól, ezért fontos megjegyezni, hogy a megadott intervallumok alsó határa a viszonylag vastag forgácsra, nagyolásra, a felső határa pedig a vékony forgács leválasztására, simításra vonatkozik Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
32 k k c1. 1 c m h A fajlagos forgácsoló erő tovább bontható: k c1.1 - fajlagos forgácsoló erő fő értéke, vagyis A=1mm² (b=1mm és h=1mm) forgácsolási keresztmetszet. h, forgácsvastagság, m, az α emelkedési szög tangense A következő ábrák aritmetikus és dupla logaritmikus ábrázolással szemléltetik a k c fajlagos forgácsoló erőt a h forgácsolási vastagság függvényében.
33 A k c1.1 fajlagos fő forgácsoló erő értéke és az a emelkedési szög tangensének emelkedése anyagfüggő érték, ezeket a különböző anyagokra vonatkozóan kísérletek alapján állapították meg. A k c1.1 értékei anyagtáblázatból vehetők ki
34 Abban az esetben, amikor a táblázatban k c1.1 értékhez megadott forgácsolási feltételektől eltérés áll fent, akkor az F c forgácsoló erő kiszámításához korrekciós tényezőkre van szükség. A következő korrekciós tényezőkre különösen kell figyelni: K γ homlokszög korrekció K v forgácsolási sebesség korrekció K sch szerszámanyag korrekció K ver kopási korrekció Mindent egybevetve, és a korrekciós tényezőket figyelembe véve a következő módon számítható ki a forgácsoló erő: F c = b * h * K c * K γ * K v * K sch * K ver
35 FORGÁCSOLÁSI TELJESÍTMÉNY P= F v k c A v = P GÉP = P η k c [N/mm 2 ] P [kw] A [mm 2 ] v [m/s] ELŐTOLÁSI TELJESÍTMÉNY: P f = F f v f ÁLTALÁBAN: v >> v f F v > F f Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
36 Forgácsolási hőmérséklet
37 Bemenő jellemzők A FORG. FOLYAMAT Kimenő jellemzők Rendszer jellemzők -gép -szerszám -készülék -nyersdarab -anyag -geom. Beállítási értékek -sebesség -előtolás -fogásmélység -hűtés útinformációk Folyamat jellemzők -erő, teljesítmény -HŐMÉRSÉKLET -rezgések -akusztikus emisszió Folyamat eredménye -mdb. méret, alak -érdesség -felületi réteg Kopás -szerszám -gép, készülék Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
38 FORGÁCSOLÁSI HŐ FORGÁCSOLÁSI ENERGIA ALAKVÁLTOZÁS SÚRLÓDÁS NYÍRÁS SZÉTVÁLÁSI FORGÁCS ALAKVÁLTOZÁS HOMLOK- SÚRLÓDÁS HÁTFELÜLETI SÚRLÓDÁS HŐ U FORG = U Φ + U SZ + U F + U γ + U α U Φ + U γ + U α >> U SZ + U F ELHANYAGOLHATÓ Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
39 AZ ALAKVÁLTOZÁSI ÉS A SÚRLÓDÁSI MUNKA MEGOSZLÁSA FORGÁCSOLÁSI MUNKA FORGÁCSOLÁSI HŐ (J) NYÍRÁSI MUNKA 2000 HOMLOKSÚRL. MUNKA 1 0,8 0,6 0,4 0,2 0 0 HÁTSÚRLÓDÁSI MUNKA 0,2 0,4 0,6 0,8 1,0 HÁTF. SÚRL. NYÍRÁSI MUNKA HOMLOKSÚRL. 0,2 0,4 0,6 0,8 1,0 h forgácsvastagság (mm) Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
40 FORGÁCSOLÁSI HŐ SUGÁRZÓ HŐ HOMLOKFELÜLETI SÚRLÓDÁS HOMLOKFELÜLETI ÉS FORGÁCSALAKVÁLT. SÚRLÓDÁS NYÍRÁSI- ÉS FORGÁCSALAKVÁLT OZÁSI SÚRL. NYÍRÁSI SÚRL. HÁTFELÜLETI ÉS SZÉTVÁLÁSI SÚRLÓDÁS Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
41 ÖSSZ. HŐMENNYISÉG HŐELOSZLÁSI ARÁNYOK A FORGÁCSOLÁSI SEBESSÉG FÜGGVÉNYÉBEN % 100 SZERSZÁM 80 MDB FORGÁCS FORGÁCSOLÁSI SEBESSÉG v (m/min) Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
 - FORGÁCSOLÁSI")
42 A forgácsolás hőmérséklete alatt az érintkező felületek közepes hőmérsékletét értjük HŐ HATÁSA: Q F Q össz 100% Q K Q sz 20% (acél R m =630 N/mm 2 ) Q MDB MDB MÉRET, ALAK, FELÜLETI RÉTEG VÁLTOZÁS SZERSZÁM KEMÉNYSÉG, ÉLTARTAM CSÖKKEN SZERSZÁMGÉP MEGMUNKÁLÁSI PONTOSSÁG CSÖKKEN HŐELOSZLÁS FÜGG: - FORGÁCSOLT ANYAG (HŐVEZETŐ KÉPESSÉG) - FORGÁCSOLÁSI SEBESSÉGTŐL


43 KEMÉNYSÉG HV FORGÁCSOLÁSI HŐ MDB. ÉLANYAGOK MELEGKEMÉNYSÉGE FORGÁCS SZERSZÁM HŐELOSZLÁS HŐMÉRSÉKLET
44 HŐÁTADÓ FELÜLET CSÖKKENTÉSE Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
45 A forgácsolási hőmérséklet befolyásolása A fogásban lévő élvonalhossz növelésével javul a szerszámba irányuló hőátadás. A forgácsvastagság növelésekor megnövekszik a forgács nyomása a szerszámon és nagyobb lesz a szerszám homloklapján a forgács súrlódó felülete is. Emiatt a közepes forgácsvastagság növekedése jelentősebb mértékben hat a forgácsolási hőmérsékletre, mint a forgácsszélesség változása. A forgácsolási hőfok nagyságára hatással van a szerszám kiképzése is. A szerszám főélelhelyezési szögének növelésével a fogásban lévő élvonalhossz rövidül, ezáltal a hőátadás gyengülése miatt a forgácsolási hőfok nő.

46 Homlokszög hatása a hőmérsékletre Mivel a homlokszög növelésével csökken a forgácsleválasztáshoz szükséges forgácsolási energia, csökken a fejlődő hő mennyisége is. Azonban kisebb lesz a szerszám ékszöge, ami lerontja a hővezetést. A két hatásból általában a hőforrás energiájának csökkenése dominál.
47 A forgácsolási hőmérséklet befolyásolása A forgács hőtartamát a forgácsolási adatok eltérően befolyásolják. A forgács 1cm 3 -ében időegység alatt távozó hőmennyiség a fogásmélység, az előtolás és a forgácsolási sebesség függvényében változik.
48 A forgácsolási hőmérséklet befolyásolása A fogásmélység (a), azaz a fogásban lévő élvonalhossz (b) növekedésével a forgácsba jutó fajlagos hőmennyiség csökken.
49 A forgácsolási hőmérséklet befolyásolása Az előtolás (s, illetve f), azaz a közepes forgácsvastagság (h) növelésével a hőáram nem változik meg jelentősen. Előző két ábrából következik, hogy a forgácskeresztmetszetet meghatározó méretek (a és s) növekedésekor a forgács közepes hőmérséklete nem változik meg.
50 A forgácsolási hőmérséklet befolyásolása A forgácsolási sebesség (v) növelésével a forgácsba jutó fajlagos hőmennyiség növekszik. A sebesség növelésekor a forgács közepes hőmérséklete intenzíven nő, de egy bizonyos határ után a növekedés lelassul.
51 A forgácsolási hőmérséklet meghatározása A forgácsolási hőmérséklet hatásosan csökkenthető hűtőfolyadék felhasználásával. Nemcsak az a jelentősége, hogy hőelvonással csökkenti a szerszámél hőfokát, hanem az adott hűtőközegtől függően kenőhatást is kifejt, amely csökkenti a súrlódást a szerszám és a forgács, illetve a szerszám és a munkadarab között. Adott forgácsolási esetre legmegfelelőbb hűtőközeg kiválasztását és mennyiségét kísérletileg célszerű meghatározni. Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
52 HŰTÉS KENÉS FORGÁCSOLÁSI SEBESSÉG SZÜKSÉGES HŰTŐHATÁS SZÜKSÉGES KENŐHATÁS KÖSZÖRÜLÉS ESZTERGÁLÁS MARÁS FÚRÁS ÜREGELÉS MÉLYFÚRÁS FŰRÉSZELÉS PALÁSTMARÁS MENETVÁGÁS MENET FORMÁZÁS Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
53 HŰTÉS KENÉS

54 HŰTÉS KENÉS Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )




55 HŰTÉS KENÉS INTENZÍV HŰTÉS- KENÉS MENNYISÉG + NYOMÁS NÖVELÉSE MENNYISÉG CSÖKKENTÉSE MINIMÁLKENÉ S SZÁRAZ FORGÁCSOLÁS Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
56 HŰTÉS KENÉS MINIMÁLKENÉS (MMS, MML) A LEHETŐ LEGKEVESEBB, DE MÉG ELÉGSÉGES KENŐANYAG FELHASZNÁLÁSA (2-50 ml/h) Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
57 HŰTÉS KENÉS ÉRTÉKELÉSI SZEMPONTOK ELÁRASZ- TÁSOS MMS SZÁRAZ FORG. HŰTŐ-KENŐ ELJÁRÁSOK ÖSSZEHASONLÍTÁSA HŰTŐ HATÁS KENŐ HATÁS FORGÁCS SZÁLLÍTÁS KORRÓZIÓVÉDELEM MUNKADARAB TISZTÍTÁSA A FORGÁCS ÚJRAFELHASZNÁLHATÓSÁGA BERUHÁZÁSI KÖLTSÉG ÜZEMELTETÉSI KÖLTSÉG HŰTŐ-KENŐ ANYAG KARBANTARTÁS KÖLTSÉG ÁRTALMATLANÍTÁSI KÖLTSÉG HŰTŐ-KENŐ ANYAG KIHORDÁS EGÉSZSÉGÜGYI SZEMPONTOK Igen kedvező Jó Kevésbé jó Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( ) Nem megfelelő
58 KÖSZÖNÖM A FIGYELMET!
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
Jármőszerkezeti anyagok és megmunkálások II. Kopás, éltartam. Dr. Szmejkál Attila Dr. Ozsváth Péter
 Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS ALAPJAI
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
2011/12 I. félév. (www.uni miskolc.hu/~ggytmazs)
") Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
A nagysebességű marás technológiai alapjai és szerszámai
 A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
Gépgyártástechnológia alapjai 2012/13 I. félév
 Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
BEVEZETŐ Tantárgyi követelmények
 BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2016-2017. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2016-2017. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
BEVEZETŐ Tantárgyi követelmények
 BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2018-2019. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2018-2019. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
Gyártástechnológiai III 5. előadás: Forgácsoló szerszámok kopása és éltartama Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 5. előadás: Forgácsoló szerszámok kopása és éltartama Előadó: Dr. Szigeti Ferenc főiskolai tanár Szerszám kopás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 5. előadás: Forgácsoló szerszámok kopása és éltartama Előadó: Dr. Szigeti Ferenc főiskolai tanár Szerszám kopás
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás. 2013/14 2. félév Dr. Kulcsár Gyula
 A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS. Dr. Pintér József 2016.
 FÚRÁS. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Forgácsolás és szerszámai
 Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
KÖSZÖRÜLÉS FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS KÖSZÖRÜLÉS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
SZERSZÁMACÉL ISMERTETÕ. UHB 11 Keretacél. Überall, wo Werkzeuge hergestellt und verwendet werden
 SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Fejlődés a trochoidális marás területén
 New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
ANYAG- ÉS GYÁRTÁSISMERET II. FORGÁCSOLÁSELMÉLET
 - 1 - ZRÍNYI MIKLÓS NEMZETVÉDELMI EGYETEM BOLYAI JÁNOS KATONAI MŰSZAKI FŐISKOLAI KAR FEGYVERZETTECHNIKAI TANSZÉK CSEH BÉLA főiskolai adjunktus ANYAG- ÉS GYÁRTÁSISMERET II. FORGÁCSOLÁSELMÉLET JEGYZET -
- 1 - ZRÍNYI MIKLÓS NEMZETVÉDELMI EGYETEM BOLYAI JÁNOS KATONAI MŰSZAKI FŐISKOLAI KAR FEGYVERZETTECHNIKAI TANSZÉK CSEH BÉLA főiskolai adjunktus ANYAG- ÉS GYÁRTÁSISMERET II. FORGÁCSOLÁSELMÉLET JEGYZET -
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Járműszerkezeti anyagok és megmunkálások II / II. félév 2. előadás ÉLANYAGOK. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
Járműszerkezeti anyagok és megmunkálások II / I. félév. Fúrás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
Hatékonyság a gyorsacél tartományában
 New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Tájékoztató. a Gépgyártástechnológia alapjai című tárgy oktatásához
 Tájékoztató a Gépgyártástechnológia alapjai című tárgy oktatásához Neptun kód: GEGTT500-B Szak: Műszaki menedzser BSc, Mechatronikai mérnök BSc, Logisztikai mérnök Formatervező BSc. Járműmérnök BSc Évfolyam:
Tájékoztató a Gépgyártástechnológia alapjai című tárgy oktatásához Neptun kód: GEGTT500-B Szak: Műszaki menedzser BSc, Mechatronikai mérnök BSc, Logisztikai mérnök Formatervező BSc. Járműmérnök BSc Évfolyam:
1. FORGÁCSOLÁS Általános kérdések. Egy késztermék gyártási folyamata három részfolyamatra bontható:
 1. oldal, összesen: 14 1. FORGÁCSOLÁS 1.1. Általános kérdések Egy késztermék gyártási folyamata három részfolyamatra bontható: elıtermék-gyártás, alkatrészgyártás, szerelés. Az elıterméket sok módszerrel
1. oldal, összesen: 14 1. FORGÁCSOLÁS 1.1. Általános kérdések Egy késztermék gyártási folyamata három részfolyamatra bontható: elıtermék-gyártás, alkatrészgyártás, szerelés. Az elıterméket sok módszerrel
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL
 9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
Új homlokfelület geometria szuper-kemény szerszámanyagokra. New rake surface geometrie for ultra hard tool materials
 Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Lehúzás rögzített gyémántlehúzó szerszámmal:
 Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
2011. tavaszi félév. Élanyagok. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Korszerű technológiák
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi
Korszerű esztergaszerszámok on-line vizsgálata
 Óbuda University e Bulletin Vol. 2, No. 1, 2011 Korszerű esztergaszerszámok on-line vizsgálata Biró Szabolcs, dr. Palásti Kovács Béla, dr. Sipos Sándor Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai
Óbuda University e Bulletin Vol. 2, No. 1, 2011 Korszerű esztergaszerszámok on-line vizsgálata Biró Szabolcs, dr. Palásti Kovács Béla, dr. Sipos Sándor Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai
FORGÁCSOLÁS. Egy késztermék gyártási folyamata három részfolyamatra bontható:
 FORGÁCSOLÁS 1.1. Általános kérdések Egy késztermék gyártási folyamata három részfolyamatra bontható: előtermék-gyártás, alkatrészgyártás, szerelés. Az előterméket sok módszerrel állítják elő, leggyakrabban
FORGÁCSOLÁS 1.1. Általános kérdések Egy késztermék gyártási folyamata három részfolyamatra bontható: előtermék-gyártás, alkatrészgyártás, szerelés. Az előterméket sok módszerrel állítják elő, leggyakrabban
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Ez a jegyzet az alakítástechnológiai ágazatos hallgatók tantervében szereplő Forgácsolás, hegesztés című tantárgy tananyagát tartalmazza.
 BEVEZETÉS Ez a jegyzet az alakítástechnológiai ágazatos hallgatók tantervében szereplő Forgácsolás, hegesztés című tantárgy tananyagát tartalmazza. A képlékeny alakítással előállított termékeknek csak
BEVEZETÉS Ez a jegyzet az alakítástechnológiai ágazatos hallgatók tantervében szereplő Forgácsolás, hegesztés című tantárgy tananyagát tartalmazza. A képlékeny alakítással előállított termékeknek csak
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA.
 Versenyző kódja: 5/014. (VIII. 6.) NGM rendelet 34 51 10 Szerszámkészítő MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLE ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: 34
Versenyző kódja: 5/014. (VIII. 6.) NGM rendelet 34 51 10 Szerszámkészítő MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLE ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: 34
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Szerszám anyagok (élanyagok, szerszám bevonatok)
") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszám anyagok (élanyagok, szerszám bevonatok) Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszám anyagok (élanyagok, szerszám bevonatok) Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
MUNKAANYAG. Rozovits Zoltán. Esztergálás műveletei. A követelménymodul megnevezése: Javítástechnológiai feladatok
 Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel);
MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel);
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
ábra A K visszarugózási tényező a hajlítási sugár lemezvastagság hányados függvényében különböző anyagminőségek esetén
 Keresse ki és jegyezze meg milyen tényezők befolyásolják a visszarugózás mértékét! Tanulmányozza a 2.3.12. ábrát! Figyelje meg a függvény görbéinek a változását! A visszarugózás mértéke A visszarugózás
Keresse ki és jegyezze meg milyen tényezők befolyásolják a visszarugózás mértékét! Tanulmányozza a 2.3.12. ábrát! Figyelje meg a függvény görbéinek a változását! A visszarugózás mértéke A visszarugózás
Gépműhelygyakorlat I.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépműhelygyakorlat I. 3. Forgácsolástechnológiai alapfogalmak
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépműhelygyakorlat I. 3. Forgácsolástechnológiai alapfogalmak
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR. Szakképesítés:
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Szerszámkészítő feladatok Elérhető pontszám:
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Szerszámkészítő feladatok Elérhető pontszám:
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP
 FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP 1 / 5 II. FELADATLAP Számítások, ábrák, tesztek 1. feladat 12 pont Kiszárításos módszerrel végeznek nedvességtartalom mérést.
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP 1 / 5 II. FELADATLAP Számítások, ábrák, tesztek 1. feladat 12 pont Kiszárításos módszerrel végeznek nedvességtartalom mérést.
Üvegszál erősítésű anyagok esztergálása
 Üvegszál erősítésű anyagok esztergálása Líska János 1 1 Kecskemétri Főiskola, GAMF Kar, Járműtechnológia Tanszék Összefoglalás: A kompozitokat különleges tulajdonságok és nagy szilárdság jellemzi. Egyre
Üvegszál erősítésű anyagok esztergálása Líska János 1 1 Kecskemétri Főiskola, GAMF Kar, Járműtechnológia Tanszék Összefoglalás: A kompozitokat különleges tulajdonságok és nagy szilárdság jellemzi. Egyre
Harapósabb, erősebb, ez az új Tiger.
 _ ÚJ MINŐSÉGEK ESZTERGÁLÁSHOZ ÉS MARÁSHOZ Harapósabb, erősebb, ez az új Tiger. most esztergáláshoz is: az új ISO P generáció _ EZÜST, FEKETE, ERŐSEBB : A mérce. világszerte egyedülálló: A technológia A
_ ÚJ MINŐSÉGEK ESZTERGÁLÁSHOZ ÉS MARÁSHOZ Harapósabb, erősebb, ez az új Tiger. most esztergáláshoz is: az új ISO P generáció _ EZÜST, FEKETE, ERŐSEBB : A mérce. világszerte egyedülálló: A technológia A
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
Alumínium ötvözetek aszimmetrikus hengerlése
 A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
Hatékony nagyolás az új -CB3 forgácstörővel. TOTAL TOOLING = MINŐSÉG x SZOLGÁLTATÁS 2
 2017. május Selection Válogatott termékek a WNT alkalmazástechnikusaitól Az iőegység alatt leválasztott legnagyobb forgácsmennyiség alumínium forgácsolásakor Hatékony nagyolás az új -CB3 forgácstörővel
2017. május Selection Válogatott termékek a WNT alkalmazástechnikusaitól Az iőegység alatt leválasztott legnagyobb forgácsmennyiség alumínium forgácsolásakor Hatékony nagyolás az új -CB3 forgácstörővel
ESZTERGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 Rendelési oldalak 26 Műszaki melléklet 96
 ESTEGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 endelési oldalak 26 Műszaki melléklet 96 FÚÁS Walter Titex Tömör keményfém fúrók 104 endelési oldalak 106 Műszaki melléklet 122 Walter Felfúrás
ESTEGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 endelési oldalak 26 Műszaki melléklet 96 FÚÁS Walter Titex Tömör keményfém fúrók 104 endelési oldalak 106 Műszaki melléklet 122 Walter Felfúrás
Esztergálás műveletei
 Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Forgácsoló megmunkálások áttekintése 1.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 1. Bevezetés A gyártástechnológia alapfogalmai Tartalom A gyártástechnológia fejlődési trendjei Vállalati struktúra Forgácsolási alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 1. Bevezetés A gyártástechnológia alapfogalmai Tartalom A gyártástechnológia fejlődési trendjei Vállalati struktúra Forgácsolási alapfogalmak