Szerszám anyagok (élanyagok, szerszám bevonatok)
|
|
|
- Renáta Adél Soósné
- 7 évvel ezelőtt
- Látták:
Átírás
1 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszám anyagok (élanyagok, szerszám bevonatok) Dr. Pintér József 2016.
2 Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem Digitális Tankönytár. Pápai Gábor.ppt prezentációja Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag ) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz Jenő: Forgácsoló megmunkálás II.1. SZE, Győr oldal
3 Szerszám élanyagok,
4 Szerszám élanyagok Az ÉLANYAGOT ÉLGEOMETRIÁT A BEVONAT ANYAGÁT TECHNOLÓGIAI ADATOKAT úgy kell összehangolni, hogy a szerszám ne csak forgácsot, hanem PÉNZT, NYERESÉGET is termeljen. A forgácsolásnak mindig TERMELÉKENYNEK OLCSÓNAK BIZTOSNAK (reprodukálhatónak) kell lennie!

5 Szerszám élanyagok

6 Szerszám élanyagok
7 Szerszám élanyagok A szerszám forgácsolást végző része az él és az azt hordozó test ma már nem azonos anyagból készül, mert a velük szemben támasztott követelmények eltérőek. Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
8 Szerszám élanyagok Szerszám élanyagok fejlesztése Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )

9

10
11 Szerszám élanyagok Az élanyagok az alábbi fő csoportokba sorolhatók: Szerszámacélok Gyorsacél Keményfémek Wolfram bázisú Titán bázisú Forgácsoló kerámiák Oxid Nitrid Szuperkemény anyagok Köbös bórnitrid Gyémánt

12 Szerszám élanyagok

13 Szerszám élanyagok

14 Szerszám élanyagok

15 Szerszám élanyagok
16 Szerszám élanyagok Megjegyzés: a CERMET (Ceramic Metall) szerszámanyagot porkohászati úton állítják elő. Bázisa a nagy szemcsézetű és igen kemény titánkarbid titán-nitrid (TiC-TiN), kötőanyaga Ni-Mo. Előnye a WC-TiC bázisú keményfémmel szemben, hogy ellenállóbb a diffuziós kopással szemben. Acélok, acélötvözetek,de különösen Cr-Mo ötvözésű acélok forgácsolásához ajánlott. Alkalmazásakor csökken az élrátét- és sorjaképződés veszélye, javul a felületi érdesség és szerszám mérettartása.

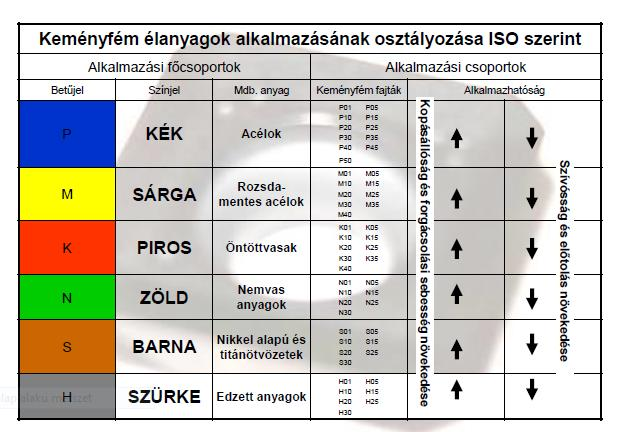
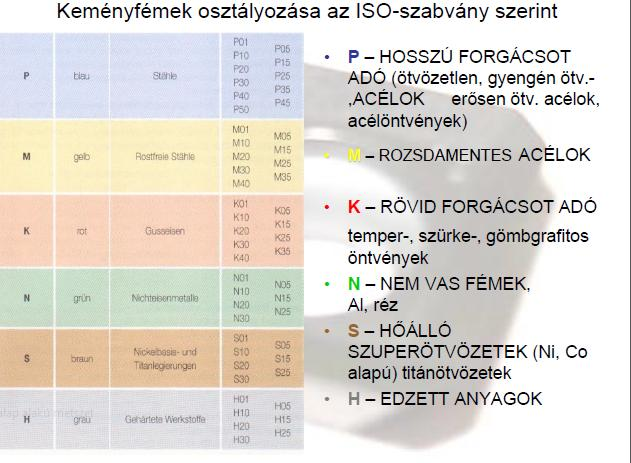
17 Élanyagok csoportosítása DIN ISO 513 szerint

18 Maximális forgácsolási hőmérséklet
19 Gyorsacél
20 Gyorsacél A gyorsacél (HSS High Speed Steel) erősen ötvözött, nagy meleg keménységű és kopásálló acél. A keménységét a martenzites alapszövetben egyenletesen eloszló finom karbidok (WC, W-Mo-C, CrC, VC) biztosítják. Keménysége HRC, melyet C-ig megtart. A gyorsacél tulajdonságait elsősorban a W és Mo tartalom határozza meg. Nagy éltartósság és forgácsolási teljesítmény jellemzi. Gyorsacélok szabványos jelölése (DIN EN ISO 4957) HS W Mo V Co tartalom alapján történik.
21 Gyorsacél A gyorsacél előállítása történhet hagyományos olvasztásos eljárással vagy porkohászati úton. További tulajdonságok: szilárdsági tulajdonságai jók, a dinamikus igénybevételt jól bírja, lágy állapotban nehezen munkálható meg, edzés után jól köszörülhető.
22 Keményfémek

23 Keményfémeknek nevezzük azokat az álötvözeteket, melyeket nagy olvadáspontú karbidokból (WC, TiC, TaC, NbC) TiN és kobaltból (Co) ill. nikkelből (Ni) porkohászati úton állítanak elő. Két alapvető csoportot különböztetünk meg: - wolfram bázisú - titán bázisú keményfémeket. Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
24 Keményfémek
25 A keményfémek
26
27 Keményfémek
28 Kerámia élanyagok
29 Kerámia élanyagok A kerámia élanyagokat porkohászati úton fém oxidokból, karbidokból, nitridekből állítják elő. Két fő csoportot különböztetnek meg: oxid kerámiák Al 2 O 3 nitrid kerámiák Si 3 N 4 Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
30 Kerámia élanyagok Kémiai ellenállásuk kitűnő Felhegedésre nem hajlamosak Szívósságuk korlátozott, mechanikai túlterhelés esetén törnek, ridegek. Repedésre hajlamosak, ütésre, hajlításra érzékenyek A kerámiák legfőbb jellemzője a nagy keménység, kopásállóság. Keménységük a hő hatására kisebb mértékben változik, mint a keményfémé, ezért nagy forgácsolási sebességnél is jó a kopásállóságuk Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
31 Kerámia élanyagok Az Al 2 O 3 tulajdonságainak javítására, a szívósság növelésére, a repedési hajlam csökkentésére ZrO 2 -t (3-15 %) kevernek a kerámiába. TiC, Ti(CN) növeli a keménységet, abrazív kopással szembeni ellenállást, meleg keménységet. A kevert kerámiával már edzett acélok 64 HRC-ig nagy sebességű simítása megvalósítható, megszakított felületen is. Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
 kevernek, mely a hajlító-, törő szilárdságot növeli, a repedést megakadályozza. Forrás: Dr.")
32 Kerámia élanyagok Az oxidkerámia szívósságát szálerősítéssel lehet növelni. Az oxidhoz SiC egykristály szálakat (Whisker) kevernek, mely a hajlító-, törő szilárdságot növeli, a repedést megakadályozza. Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
33 Kerámia élanyagok Az alumíniumoxid kerámiákat elsősorban öntöttvasak nagy sebességű megmunkálására esztergálás alkalmazzák. A nitrid kerámiák a 80-as évek elején jelentek meg. Az oxid kerámiánál szívósabb, jobb a hősokkállósága, melegszilárdsága, nagyobb a törési ellenállása. Kopásállósága kisebb, de bevonatolással növelhető. A tiszta nitrid kerámia csak szinter segédanyagokat (Y 2 O 3, MgO, Al 2 O 3 ) tartalmaz, melyek üvegfázist képezve, a nitrid tűket körülfogva tömör, porzusmentes szerkezetet képeznek. (Jelmagyarázat: Y 2 O 3 Yttrium oxid ) A TiC, TiN, Hf (hafnium) adalékokkal a keménységet növelik. A sialon (Si 3 N 4 + Al 2 O 3 + AlN) + (Y 2 O 3 ) kerámia keménysége, kémiai ellenálló képessége és oxidációállósága nagyobb. Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
34 Szuperkemény élanyagok
35 Szuperkemény élanyagok A szuperkemény élanyagok csoportját a természetes gyémánt, a mesterséges gyémánt és a köbös bornitrid alkotják. A gyémánt a legkeményebb ismert, természetben előforduló anyag, tiszta szén, melynek különleges tulajdonságát kristály szerkezete köbös rácsrendszer,adja melyben a szén-atomok tetraéder formában kovalensen kötődnek. Nemcsak a keménysége, hővezető képessége is a legnagyobb. A gyémánt lehet mono-, vagy polikristályos formájú. A természetes gyémántot monokristályos formájában használják forgácsolásra.
36 Szuperkemény élanyagok A kristály tulajdonságai keménység, kopásállóság, irány függőek. A mono-kristályt a megfelelő irányba forrasztással rögzítik a szerszámba. Ott használják, ahol csorbulásmentes, igen éles élre (r g ~ 1 μm) van szükség ultra precíziós forgácsolásnál ill. réz, alumínium tükrök megmunkálásánál. Az első közlemény 1955-ben jelent meg a mesterséges gyémánt előállításról (General Electric), mely hexagonális grafitból kiindulva nagy nyomáson, magas hőmérsékleten katalizátorok segítségével történt. A keletkezett monokristályokat (2-400μm) osztályozzák, nagynyomású szintézissel polikristállyá (kötőanyag Co) alakítják, egy kobaltban gazdag kemény felületre viszik fel.
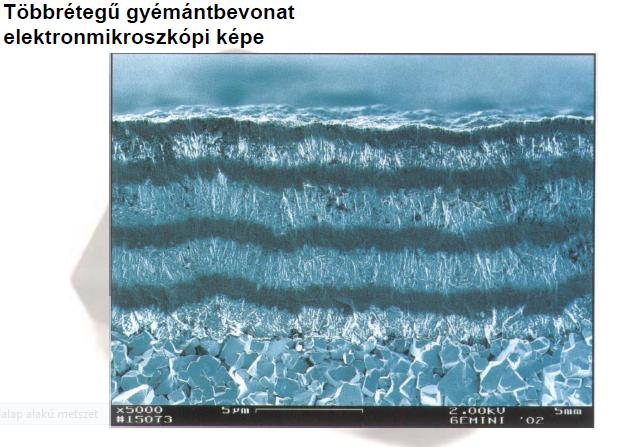
37 Szuperkemény élanyagok A keményfémre felvitt PKD-ből nagyméretű korongot gyártanak, melyet megfelelő alakra darabolnak, és a lapka sarkába ill. szerszámtestbe forrasztanak. Alkalmazása: nemvasfémek, Cu, Al nagy Si tartalommal, keményfém, grafit, szálerősítésű műanyagok és kompozitok nagyoló és simító megmunkálása. CVD-bevonatolással készíthető vastag gyémánt réteg (0,5-1,8 mm), melyet az alapról leválasztanak, alakra darabolnak, lapkába forrasztanak. CVD-vastag réteg tulajdonságai jobbak a PKD-nál, mivel kötőanyagot nem tartalmaz, tiszta gyémánt.
38 Szuperkemény élanyagok A köbös bórnitrid: a gyémánt után a második legkeményebb anyag, mely a természetben nem fordul elő, mesterséges anyag. Nagy termikus stabilitású, igen jó hővezető. A bórnitrid a grafithoz hasonló hexagonális szerkezetű, melyből nagy nyomáson és hőmérsékleten lítiumnitrid katalizátor segítségével köbös kristály szerkezetet állítanak elő. A keletkezett szemcséket (1-50 μm) válogatják, és egy második szintereléssel, kerámia kötőanyag hozzáadásával, különböző szemcse- és kötőanyag arányú PKB (CBN, BN)-t állítanak elő.
39 Szuperkemény élanyagok -nagy (80-90 %) CBN tartalmú (BH) kötőanyag W-Co vagy Ti, Al kerámia szemcse nagyság 5-10 μm -kis (45-65 %)CBN tartalmú (BL) kerámia kötőanyag TiC, TiN finom szemcsés < 2 μm jobb élminőség kemény, finom megmunkálásra alkalmazzák
40 Szuperkemény élanyagok A CBN szerszámokat edzett acél (HRC 55-68), gyors acél, szürkeöntvény, kemény-öntvény hőálló ötvözetek (Ni, Co bázisú) szinterfémek esztergálásánál, fúrásánál, marásánál alkalmazzák. A nagy CBN tartalmút (BH) nagyolásra, előmunkálásra használják. A CBN élanyagot váltólapka formájában használják, mely kialakítása lehet tömör, teljes réteges (full face), és a lapka sarkába forrasztott (ezüsttartalmú keményforrasz). Nagyobb kopásállóságot biztosít a bevonatolt (pl. TiN) CBN élanyag, a bevonat a kötőfázist védi és jobb kopásérzékelést biztosít.
")
41 Szuperkemény élanyagok Keményfémlapka PCBN (polikristályos köbös bórnitrid) csúcsokkal
42 Bevonatok, bevonatolás
43 Bevonatok, bevonatolás A keményfémek továbbfejlesztésében mérföldkövet jelent a szerszám, lapka felületére felvitt nagy kopásállóságú, vékony bevonatú réteg. Például: a bevonatolandó szerszám, lapka relatív szívós minőségű (P 20), amelyre egy 5-20 μm kemény karbid (pl. TiC), nitrid (pl. TiN), karbonitrid (TiCN) és/vagy oxid (Al2O3) réteget visznek fel. A bevonatok fő feladatai: kopás elleni védelem éltartam növelése súrlódás csökkentése forgácsolóerő, hőfejlődés csökkentése hőszigetelés
44 Bevonatok, bevonatolás Két bevonatolási eljárást különböztetnek meg: CVD-eljárás (Chemical Vapour Deposition) PVD-eljárás (Physical Vapour Deposition) CVD-eljárás (Chemical Vapour Deposition) A bevonat egyes alkotói között, gáz fázisban, adott nyomáson, hő vagy sugárzási energia bevitele mellett kémiai reakció megy végbe, létrehozva a bevonandó felületen egy szilárd réteget. A reakciógáz összetételét változtatva hozhatók létre különböző összetételű rétegek. A rétegek vastagságát a bevonatolás ideje határozza meg.
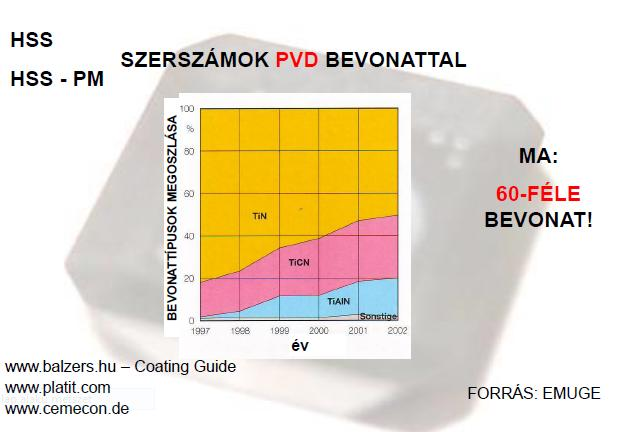
45 Bevonatok, bevonatolás PVD-eljárás (Physical Vapour Deposition) Gőz fázisból történő lecsapatás. Az egyes eljárások a gőz fázis létrehozásában (termikus vákuum elgőzölögtetés, ill. kisüléses, katód porlasztásos) különböznek. A különböző bevonatok az elgőzölögtetendő anyagok (Ti, Al, Cr ) és munkagázok megváltoztatásával hozhatók létre. A gyorsacél szerszámok csak a megeresztési hőfoknál alacsonyabb PVD eljárással, míg a keményfémek mindkettővel, de elsősorban CVD eljárással bevonatolhatók. A PVD bevonatok vastagsága 3-5 μm és alakkövető, a CVDbevonat 5-20 μm vastag és hajlamos az élen való kibunkósodás -ra, ennek elkerülése végett az éleket le kell kerekíteni μm-re.
46 Bevonatok, bevonatolás Ha éles él szükséges keményfém szerszámok esetén, akkor a bevonatolást PVD-eljárással végzik. kibunkósodás -
47
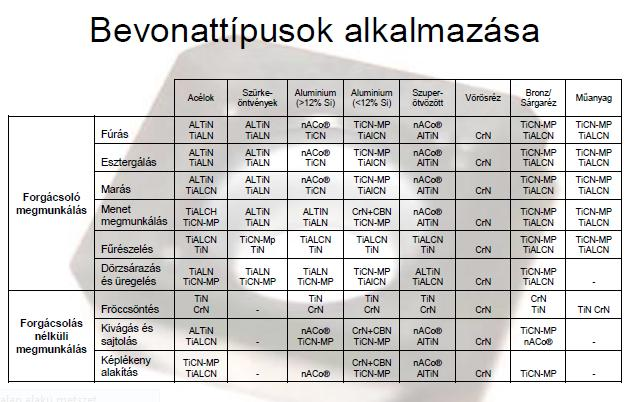
48 Bevonatok, bevonatolás A különböző bevonatok tulajdonságairól ad áttekintő képet az alábbi táblázat:

49

50
51 Bevonatok, bevonatolás Súrlódás csökkentő lágy, kenő bevonatok, amelyeket a kemény rétegre visznek fel pl.: TiN + MoS2, ill. (TiAl)N + WC/C és száraz forgácsolásnál alkalmaznak. A gyémánthoz hasonló (DLC diamond-like-carbon) bevonat (1-5 μm) kis súrlódási tényezőjű, kopásálló és nagyon kicsi a feltapadás hajlama, nem vas fémek, és Al, Mg száraz forgácsolásánál alkalmazzák. CVD eljárással lehetséges kristályos gyémánt bevonatot előállítani, mely teljes mértékben gyémánt, mikro vagy nano kristályokból áll kötőfázis nélkül. Megjelent, de még nem terjedt el a CBN bevonat.
52

53 Bevonatolás
54 Bevonatolás

55 Bevonatolás

56 Bevonatolás Forrás: EMUGE
57 Szerszámkonstrukciók, befogási módok Az egyes megmunkálási módoknál tárgyaljuk!
58 KÖSZÖNÖM A FIGYELMET!
2011. tavaszi félév. Élanyagok. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Járműszerkezeti anyagok és megmunkálások II / II. félév 2. előadás ÉLANYAGOK. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
dr. Sipos Sándor dr. Sipos Sándor
 Korszerű szerszámanyagok A gépiparban használt korszerű szerszámanyagok három csoportja: acélalapú, kemény és szuperkemény szerszámanyagok 1 Acélalapú szerszámanyagok ötvözetlen szerszámacélok (S-sorozat)
Korszerű szerszámanyagok A gépiparban használt korszerű szerszámanyagok három csoportja: acélalapú, kemény és szuperkemény szerszámanyagok 1 Acélalapú szerszámanyagok ötvözetlen szerszámacélok (S-sorozat)
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Hatékonyság a gyorsacél tartományában
 New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
1. Bevonat készítési technológiák
 1. Bevonat készítési technológiák A szerszámbevonatoló eljárás közül, a szervetlen és a szerves rétegek párologtatására, felhordására 2 kiemelkedő jelentőségű technológia létezik. A fizikai gázfázis párologtatás
1. Bevonat készítési technológiák A szerszámbevonatoló eljárás közül, a szervetlen és a szerves rétegek párologtatására, felhordására 2 kiemelkedő jelentőségű technológia létezik. A fizikai gázfázis párologtatás
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Forgácsoló szerszámok
 Forgácsoló szerszámok A forgácsoló szerszámokkal szemben két fı követelményt támasztanak. Eszerint a szerszám legyen alkalmas: - a meghatározott anyagrész leválasztására, - a munkadarab elıírt méretpontosságának,
Forgácsoló szerszámok A forgácsoló szerszámokkal szemben két fı követelményt támasztanak. Eszerint a szerszám legyen alkalmas: - a meghatározott anyagrész leválasztására, - a munkadarab elıírt méretpontosságának,
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
Hatékony nagyolás az új -CB3 forgácstörővel. TOTAL TOOLING = MINŐSÉG x SZOLGÁLTATÁS 2
 2017. május Selection Válogatott termékek a WNT alkalmazástechnikusaitól Az iőegység alatt leválasztott legnagyobb forgácsmennyiség alumínium forgácsolásakor Hatékony nagyolás az új -CB3 forgácstörővel
2017. május Selection Válogatott termékek a WNT alkalmazástechnikusaitól Az iőegység alatt leválasztott legnagyobb forgácsmennyiség alumínium forgácsolásakor Hatékony nagyolás az új -CB3 forgácstörővel
passion for precision Sphero-X simítás és nagyolás 40 és 70 HRC között
 passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Din6527K, VHM-TSM33, z=4, spirál: 30, sarokletörés. Ajánlott: acélhoz 1300 MPaig, öntöttvashoz, alumíniumhoz, rézhez, mőanyagokhoz.
 Horonymarók és ujjmarók rövid éllel P645-2-élő P647-3-élő P649-4-élő Din6527K, VHM-TSM33, z=2, spirál: 30, sarokletörés, átmérı tőrés: e8. Ajánlott: acélhoz 1300 MPa-ig, öntöttvashoz, alumíniumhoz, rézhez,
Horonymarók és ujjmarók rövid éllel P645-2-élő P647-3-élő P649-4-élő Din6527K, VHM-TSM33, z=2, spirál: 30, sarokletörés, átmérı tőrés: e8. Ajánlott: acélhoz 1300 MPa-ig, öntöttvashoz, alumíniumhoz, rézhez,
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL
 9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
Inveio Uni-directional crystal orientation. GC4325 a hosszabb élettartamért. Tartós acél esztergálás
 Inveio Uni-directional crystal orientation a hosszabb élettartamért Tartós acél esztergálás Megbízható élek Az északi félteke egy kis országában a Sandvik Coromant szakemberekből álló csoportja olyan anyagminőséget
Inveio Uni-directional crystal orientation a hosszabb élettartamért Tartós acél esztergálás Megbízható élek Az északi félteke egy kis országában a Sandvik Coromant szakemberekből álló csoportja olyan anyagminőséget
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Kerámia, üveg és fém-kerámia implantátumok
 Kerámia, üveg és fém-kerámia implantátumok Bagi István BME MTAT Bevezetés Kerámiák csoportosítása teljesen tömör bioinert porózus bioinert teljesen tömör bioaktív oldódó Definíciók Bioinert a szomszédos
Kerámia, üveg és fém-kerámia implantátumok Bagi István BME MTAT Bevezetés Kerámiák csoportosítása teljesen tömör bioinert porózus bioinert teljesen tömör bioaktív oldódó Definíciók Bioinert a szomszédos
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
VANADIS 30 SuperClean Co-ötvözésû nagyteljesítményû PM gyorsacél hidegalakító szerszámokhoz
 SZERSZÁMACÉL ISMERTETÕ VANADIS 3 SuperClean Co-ötvözésû nagyteljesítményû PM gyorsacél hidegalakító szerszámokhoz Überall, wo Werkzeuge hergestellt und verwendet werden Alkalmazási területek A VANADIS
SZERSZÁMACÉL ISMERTETÕ VANADIS 3 SuperClean Co-ötvözésû nagyteljesítményû PM gyorsacél hidegalakító szerszámokhoz Überall, wo Werkzeuge hergestellt und verwendet werden Alkalmazási területek A VANADIS
2016/3. Az akció 2016 december 31. -ig érvényes, a postára adás dátumától!
 2016/3 Az akció 2016 december 31. -ig érvényes, a postára adás dátumától! Szerszámok folyamatosan a legjobb áron! CSOPORTOS VÁSÁRLÁS ZÖLD TERMÉKEK CSOPORTOS VÁSÁRLÁS Vásároljon rendkívüli kedvezményekkel!
2016/3 Az akció 2016 december 31. -ig érvényes, a postára adás dátumától! Szerszámok folyamatosan a legjobb áron! CSOPORTOS VÁSÁRLÁS ZÖLD TERMÉKEK CSOPORTOS VÁSÁRLÁS Vásároljon rendkívüli kedvezményekkel!
LÉPCSŐS FÚRÓ. profiline
 LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
SZERSZÁMOK FOLYAMATOSAN A LEGJOBB ÁRON!
 SZERSZÁMOK FOLYAMATOSAN A LEGJOBB ÁRON! a b e i j f k Ø c d g l m h 2013/2 Az akció 2013 december 31.-ig érvényes! KÖLTSÉGCSÖKKENTÔ MEGOLDÁSOK CSOPORTOS VÁSÁRLÁS ZÖLD TERMÉKEK CSOPORTOS VÁSÁRLÁS Vásároljon
SZERSZÁMOK FOLYAMATOSAN A LEGJOBB ÁRON! a b e i j f k Ø c d g l m h 2013/2 Az akció 2013 december 31.-ig érvényes! KÖLTSÉGCSÖKKENTÔ MEGOLDÁSOK CSOPORTOS VÁSÁRLÁS ZÖLD TERMÉKEK CSOPORTOS VÁSÁRLÁS Vásároljon
Fúrás felsőfokon A továbbfejlesztett Dragonskin bevonat új szintre emeli az WTX Speed és WTX Feed fúrók teljesítményét
 New 2018. szeptember Új termékek forgácsoló szakemberek számára WTX Speed WTX Feed Fúrás felsőfokon A továbbfejlesztett Dragonskin bevonat új szintre emeli az WTX Speed és WTX Feed fúrók teljesítményét
New 2018. szeptember Új termékek forgácsoló szakemberek számára WTX Speed WTX Feed Fúrás felsőfokon A továbbfejlesztett Dragonskin bevonat új szintre emeli az WTX Speed és WTX Feed fúrók teljesítményét
Pannon. Bevonat tájoló
 Pannon Bevonat tájoló Mikrostruktúrák 2 Monoblock (MB) A tapadó alapbevonat nélküli monoblock gyártása a legegyszerűbb és legtermelékenyebb. A bevonat összetétele megfelel az ötvözött targetek összetételének.
Pannon Bevonat tájoló Mikrostruktúrák 2 Monoblock (MB) A tapadó alapbevonat nélküli monoblock gyártása a legegyszerűbb és legtermelékenyebb. A bevonat összetétele megfelel az ötvözött targetek összetételének.
MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK
 TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016
 ANYAGOK-TKK-2016") KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
Száras maró, keményfém
 záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
Új termékek forgácsoló szakemberek számára
 New 2017. október Új termékek forgácsoló szakemberek számára Új, nagy teljesítményű minőség rozsdamentes és erősen ötvözött acélok megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest
New 2017. október Új termékek forgácsoló szakemberek számára Új, nagy teljesítményű minőség rozsdamentes és erősen ötvözött acélok megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest
Anyagszerkezet és vizsgálat
 SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat,
Mono >> Multi >> Gradiens >> Nano. Pannon. Bevonat tájoló 2012
 Mono >> Multi >> Gradiens >> Nano Pannon Bevonat tájoló 2012 Mikrostruktúrák 2 Monoblock (MB) A tapadó alapbevonat nélküli monoblock gyártása a legegyszerűbb és legtermelékenyebb. A bevonat összetétele
Mono >> Multi >> Gradiens >> Nano Pannon Bevonat tájoló 2012 Mikrostruktúrák 2 Monoblock (MB) A tapadó alapbevonat nélküli monoblock gyártása a legegyszerűbb és legtermelékenyebb. A bevonat összetétele
Pannon. Bevonat tájoló
 Pannon Bevonat tájoló Mikrostruktúrák 2 Monoblock (MB) A tapadó alapbevonat nélküli monoblock gyártása a legegyszerűbb és legtermelékenyebb. A bevonat összetétele megfelel az ötvözött targetek összetételének.
Pannon Bevonat tájoló Mikrostruktúrák 2 Monoblock (MB) A tapadó alapbevonat nélküli monoblock gyártása a legegyszerűbb és legtermelékenyebb. A bevonat összetétele megfelel az ötvözött targetek összetételének.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
Új homlokfelület geometria szuper-kemény szerszámanyagokra. New rake surface geometrie for ultra hard tool materials
 Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai
 1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
Lépcsős fúró 1.04. Ezzel a robusztus szerszámmal a lemezek egy műveletben központosíthatóak, megfúrhatóak, kifúrhatóak és sorjázhatóak.
 » LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
» LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
passion for precision Sphero-CVD Keményfém nagy teljesítményű marása gyémánt marószerszámokkal
 passion for precision Sphero- Keményfém nagy teljesítményű marása gyémánt marószerszámokkal Keményfém gazdaságos marása nagy tisztaságú gyémánt marószerszámokkal [ 2 ] Ipari alkalmazásoknál a szerszámgyártásban
passion for precision Sphero- Keményfém nagy teljesítményű marása gyémánt marószerszámokkal Keményfém gazdaságos marása nagy tisztaságú gyémánt marószerszámokkal [ 2 ] Ipari alkalmazásoknál a szerszámgyártásban
MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA
 AUTÓIPAR Válogatott terméklista kérjen ajánlatot más típusokra MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
AUTÓIPAR Válogatott terméklista kérjen ajánlatot más típusokra MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZŐNYEG- ÉS TEXTILIPARI PENGÉK
 TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZŐNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZŐNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
Forradalmi újdonság a marási technológia területén!
 Forradalmi újdonság a marási technológia területén! ORKOHÁSZATI HSS ARÓK ONLY ONE ORKOHÁSZATI 60 BEVONATOS HSS ARÓK 60 BEVONATOS ORKOHÁSZATI HSS ARÓ Tökéletes megoldás, hogy megvédje a forgácsolás okozta
Forradalmi újdonság a marási technológia területén! ORKOHÁSZATI HSS ARÓK ONLY ONE ORKOHÁSZATI 60 BEVONATOS HSS ARÓK 60 BEVONATOS ORKOHÁSZATI HSS ARÓ Tökéletes megoldás, hogy megvédje a forgácsolás okozta
2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat, keménységmérés
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
Fejlődés a trochoidális marás területén
 New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
LUTZ PENGÉK SZAKIPARI MESTEREMBEREK ÉS SZERSZÁMKERESKEDŐK ÉVTIZEDEK ÓTA BIZTOS VÁLASZTÁSA
 LUTZ PENGÉK SZAKIPARI MESTEREMBEREK ÉS SZERSZÁMKERESKEDŐK ÉVTIZEDEK ÓTA BIZTOS VÁLASZTÁSA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS AUTÓIPAR TEXTILIPAR PONTOSSÁG,
LUTZ PENGÉK SZAKIPARI MESTEREMBEREK ÉS SZERSZÁMKERESKEDŐK ÉVTIZEDEK ÓTA BIZTOS VÁLASZTÁSA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS AUTÓIPAR TEXTILIPAR PONTOSSÁG,
Reszelők, ráspolyok. edzése biztosítja a magas keménységet és forgács-teljesítményt. - simító vágás... 3 - kettős simító vágás...
 Reszelők, ráspolyok Reszelők, ráspolyok vágási finomsága és jele: durvavágás... elővágás... A reszelők alapanyaga speciális, jó minőségű szerszámacél, melynek sófürdőben való félsimító vágás... edzése
Reszelők, ráspolyok Reszelők, ráspolyok vágási finomsága és jele: durvavágás... elővágás... A reszelők alapanyaga speciális, jó minőségű szerszámacél, melynek sófürdőben való félsimító vágás... edzése
7.3. Plazmasugaras megmunkálások
 7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
KÖSZÖRÜLÉS FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS KÖSZÖRÜLÉS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
PERFOR Szerszámkereskedelmi Kft.
 PERFOR Szerszámkereskedelmi Kft. Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 212 Mőszaki információ Forgácsolási adatok Perfor Kft 212 Tartalomjegyzék Elsı
PERFOR Szerszámkereskedelmi Kft. Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 212 Mőszaki információ Forgácsolási adatok Perfor Kft 212 Tartalomjegyzék Elsı
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
Szerszámanyagok. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Szerszámanyagok. Acél Alumínium Bronzötvözet
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Szerszámanyagok Szerszámanyagok Acél Alumínium Bronzötvözet Al Cu 1 Acélok jelölése MSz, DIN, Anyagszám (W-Num)
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Szerszámanyagok Szerszámanyagok Acél Alumínium Bronzötvözet Al Cu 1 Acélok jelölése MSz, DIN, Anyagszám (W-Num)
Katalógus FÚRÓSZERSZÁMOK
 Katalógus FÚRÓSZERSZÁMOK KATALÓGUS TARTALOM Oldal CSIGAFÚRÓK CSIGAFÚRÓK - EXTRA RÖVID TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 3xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 5xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 8xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK
Katalógus FÚRÓSZERSZÁMOK KATALÓGUS TARTALOM Oldal CSIGAFÚRÓK CSIGAFÚRÓK - EXTRA RÖVID TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 3xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 5xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 8xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403. Dr. Dogossy Gábor Egyetemi adjunktus B 408
 MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403 Dr. Dogossy Gábor Egyetemi adjunktus B 408 Az anyag Az anyagot az ember nyeri ki a természetből és
MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403 Dr. Dogossy Gábor Egyetemi adjunktus B 408 Az anyag Az anyagot az ember nyeri ki a természetből és
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
Mérnöki anyagismeret. Szerkezeti anyagok
 Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
FÚRÁS MARÁS GRAVÍROZÁS DARABOLÁS MENET
 FÚRÁS 3 MARÁS 95 GRAVÍROZÁS 221 DARABOLÁS 237 MEET 277 FURATMEGMUKÁLÁS 333 GYÉMÁT, PCD ÉS CB SZERSZÁMOK 351 EGYÉB SZERSZÁMOK 387 ÁLTALÁOS IFORMÁCIÓK 395 1 FÚRÁS 3 FÚRÓK ÁTTEKITÉSE 4 KÖZPOTOZÓ ÉS C-KÖZPOTFÚRÓK
FÚRÁS 3 MARÁS 95 GRAVÍROZÁS 221 DARABOLÁS 237 MEET 277 FURATMEGMUKÁLÁS 333 GYÉMÁT, PCD ÉS CB SZERSZÁMOK 351 EGYÉB SZERSZÁMOK 387 ÁLTALÁOS IFORMÁCIÓK 395 1 FÚRÁS 3 FÚRÓK ÁTTEKITÉSE 4 KÖZPOTOZÓ ÉS C-KÖZPOTFÚRÓK
Réz Bronz Co-Ni Ti Mőa. Vc P029, P Vc P391F, P392F f D 2 D 5 D10 D15
 P029 - Phoenix extra rövid P391F - Phoenix-Futura extra rövid DIN1897, HSSE5, horony: S-38, csúcs: 130, fényes, élezés: 1/3-2/3, átmérı tőrés: h8. NC gépekre: erısített lélekvastagság, széles horony, biztonságos
P029 - Phoenix extra rövid P391F - Phoenix-Futura extra rövid DIN1897, HSSE5, horony: S-38, csúcs: 130, fényes, élezés: 1/3-2/3, átmérı tőrés: h8. NC gépekre: erısített lélekvastagság, széles horony, biztonságos
1 HSS fúrók 1. 2 Tömör keményfém fúrók Fúrás. 3 Váltólapkás fúrók. 4 Dörzsárak és süllyesztő szerszámok. 5 Menetfúrók és menetmetszők
 1 fúrók 1 2 Tömör keményfém fúrók úrás 3 Váltólapkás fúrók 4 Dörzsárak és süllyesztő szerszámok 5 Menetfúrók és menetmetszők Menet 6 Cirkulár- és menetmarók 7 Menetvágó szerszámok 8 Váltólapkás esztergaszerszámok
1 fúrók 1 2 Tömör keményfém fúrók úrás 3 Váltólapkás fúrók 4 Dörzsárak és süllyesztő szerszámok 5 Menetfúrók és menetmetszők Menet 6 Cirkulár- és menetmarók 7 Menetvágó szerszámok 8 Váltólapkás esztergaszerszámok
Termékek 2013. www.tungaloytools.hu
 Új T u n g a l o y Termékek 2013 www.tungaloytools.hu Cégáttekintés Teljeskörű szerszámozási megoldások a fémforgácsoló és ipari gyártószektorok számára A TUNGALOY egyike a világ vezető keményfém forgácsolószerszám-gyártóinak.
Új T u n g a l o y Termékek 2013 www.tungaloytools.hu Cégáttekintés Teljeskörű szerszámozási megoldások a fémforgácsoló és ipari gyártószektorok számára A TUNGALOY egyike a világ vezető keményfém forgácsolószerszám-gyártóinak.
Fogorvosi anyagtan fizikai alapjai 8. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Fogorvosi anyagtan fizikai alapjai 7.
 Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Keményfém szerszámok és gyémántköszörűk
 Keményfém szerszámok és gyémántköszörűk A munkadarabot általában csak nála keményebb szerszámmal lehet hatékonyan megmunkálni. No és a szerszámot? Egy még keményebbel. No de hogyan készüljön a legkeményebb
Keményfém szerszámok és gyémántköszörűk A munkadarabot általában csak nála keményebb szerszámmal lehet hatékonyan megmunkálni. No és a szerszámot? Egy még keményebbel. No de hogyan készüljön a legkeményebb
PONTOSAN ÉS GYORSAN MAGASABB TERMELÉKENYSÉG LUTZ SZÁLVÁGÓ PENGÉKKEL
 PONTOSAN ÉS GYORSAN MAGASABB TERMELÉKENYSÉG LUTZ SZÁLVÁGÓ PENGÉKKEL EGYEDI PENGÉK FÓLIA ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS AUTÓIPAR TEXTILIPAR PONTOSSÁG, ÉLESSÉG, SIKER. A LUTZ BLADES termékek
PONTOSAN ÉS GYORSAN MAGASABB TERMELÉKENYSÉG LUTZ SZÁLVÁGÓ PENGÉKKEL EGYEDI PENGÉK FÓLIA ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS AUTÓIPAR TEXTILIPAR PONTOSSÁG, ÉLESSÉG, SIKER. A LUTZ BLADES termékek
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
KULCS - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016
 ANYAGOK-TKK-2016") KULCS - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
KULCS - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
Anyagfelvitellel járó felületi technológiák 2. rész
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 2. rész 4. Gőzfázisból történő bevonatolás PVD eljárás CVD eljárás 5. Ionimplantáció 6. Passziválás Áttekintés
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 2. rész 4. Gőzfázisból történő bevonatolás PVD eljárás CVD eljárás 5. Ionimplantáció 6. Passziválás Áttekintés
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz
 passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
Multicut XF simítómaró Surface Master new!
 passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
Ezen katalógusban azok a tömör keményfém
 F Ó K U S Z B A N A T E J E S Í T M É N Y 2 TÖMÖR KEMÉNYFÉM SZERSZÁMOK TÖMÖR KEMÉNYFÉM SZERSZÁMOK A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak. Cégünk
F Ó K U S Z B A N A T E J E S Í T M É N Y 2 TÖMÖR KEMÉNYFÉM SZERSZÁMOK TÖMÖR KEMÉNYFÉM SZERSZÁMOK A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak. Cégünk
lasztás s I. (gyakorlati előkész
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád palotasb@eik.bme.hu / arpinem@eik.bme.hu Anyagválasztás A gépészmérnöki
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád palotasb@eik.bme.hu / arpinem@eik.bme.hu Anyagválasztás A gépészmérnöki
Szilárdságnövelés. Az előkészítő témakörei
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Alapképzés Anyagszerkezettan és anyagvizsgálat 2007/08 Szilárdságnövelés Dr. Palotás Béla palotasb@eik.bme.hu Dr. Németh Árpád arpinem@eik.bme.hu Szilárdság növelés
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Alapképzés Anyagszerkezettan és anyagvizsgálat 2007/08 Szilárdságnövelés Dr. Palotás Béla palotasb@eik.bme.hu Dr. Németh Árpád arpinem@eik.bme.hu Szilárdság növelés
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
LUTZ PENGÉK SZAKIPARI MESTEREMBEREK ÉS SZERSZÁMKERESKEDŐK ÉVTIZEDEK ÓTA BIZTOS VÁLASZTÁSA
 LUTZ PENGÉK SZAKIPARI MESTEREMBEREK ÉS SZERSZÁMKERESKEDŐK ÉVTIZEDEK ÓTA BIZTOS VÁLASZTÁSA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS AUTÓIPAR TEXTILIPAR PONTOSSÁG,
LUTZ PENGÉK SZAKIPARI MESTEREMBEREK ÉS SZERSZÁMKERESKEDŐK ÉVTIZEDEK ÓTA BIZTOS VÁLASZTÁSA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS AUTÓIPAR TEXTILIPAR PONTOSSÁG,
Al 2 O 3 kerámiák. (alumíniumtrioxid - alumina)
") Al 2 O 3 kerámiák (alumíniumtrioxid - alumina) Alumíniumtrioxid - alumina Korund (polikristályos, hexagonális sűrűill.) Zafir egykristály (természetes és mesterséges is) Rubin (természetes és mesterséges
Al 2 O 3 kerámiák (alumíniumtrioxid - alumina) Alumíniumtrioxid - alumina Korund (polikristályos, hexagonális sűrűill.) Zafir egykristály (természetes és mesterséges is) Rubin (természetes és mesterséges
GAZDASÁGOSABB VÁGÁS LUTZ ÉLELMISZERIPARI GÉPKÉSEKKEL ÉS PENGÉKKEL
 GAZDASÁGOSABB VÁGÁS LUTZ ÉLELMISZERIPARI GÉPKÉSEKKEL ÉS PENGÉKKEL EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS AUTÓIPAR TEXTILIPAR PONTOSSÁG, ÉLESSÉG, SIKER. A
GAZDASÁGOSABB VÁGÁS LUTZ ÉLELMISZERIPARI GÉPKÉSEKKEL ÉS PENGÉKKEL EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS AUTÓIPAR TEXTILIPAR PONTOSSÁG, ÉLESSÉG, SIKER. A
11. NAGYSEBESSÉGŰ FORGÁCSOLÁS (HSC)
") 11. NAGYSEBESSÉGŰ FORGÁCSOLÁS (HSC) A forgácsolás a gépipari megmunkálások területén talán a legköltségesebb tevékenység, ugyanakkor a fejlesztésére fordított beruházás folyamatosan növekszik. Ezt a helyzetet
11. NAGYSEBESSÉGŰ FORGÁCSOLÁS (HSC) A forgácsolás a gépipari megmunkálások területén talán a legköltségesebb tevékenység, ugyanakkor a fejlesztésére fordított beruházás folyamatosan növekszik. Ezt a helyzetet
Mikrohullámú abszorbensek vizsgálata
 Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Mikrohullámú abszorbensek vizsgálata 6. félév Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán MTA Természettudományi Kutatóközpont
Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Mikrohullámú abszorbensek vizsgálata 6. félév Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán MTA Természettudományi Kutatóközpont