NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
|
|
|
- Gusztáv Horváth
- 7 évvel ezelőtt
- Látták:
Átírás
1 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016.
2 Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem Digitális Tankönytár. Pápai Gábor.ppt prezentációja Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag ) BME Járműgyártás és Javítás Tanszék, BP Igaz Jenő Pintér József: Forgácsoló megmunkálás III. (Forgácsoló megmunkálások) SZE, Győr
3 MARÁS A marási technológiát a múltban elsősorban sík felületek alak-, méret- és helyzetpontosságának, valamint felületi érdességének javítására használták, de ma már CNC-gépeken szabad térbeli felületeket is marnak. Szerszáma többélű, szabályos élgeometriájú marófej (homlokmaráshoz) vagy tömör marótest (palástmaráshoz, térbeli felületek marásához). A megmunkálás méretpontossága IT6...IT8, az elérhető felületi érdesség: R a = 0, µm. Az alacsonyabb értékek a simító és finommarási technológiát jellemzik. 3
 VÉGEZHETI: a SZERSZÁM, a MUNKADARAB, vagy MINDKETTŐ egyszerre A megmunkálásban egyidejűleg több fog vesz részt, de az egyes fogakon, illetve élszakaszokon")
4 MARÁS SZABÁLYOS, HATÁROZOTT ÉLGEOMETRIÁJÚ TÖBBÉLŰ SZERSZÁM FORGÁCSOLÓ FŐMOZGÁS: FORGÓ, végzi: a SZERSZÁM MELLÉKMOZGÁS.: HALADÓ (EGYENES, KÖR, CSAV., PÁLYAMENTI) VÉGEZHETI: a SZERSZÁM, a MUNKADARAB, vagy MINDKETTŐ egyszerre A megmunkálásban egyidejűleg több fog vesz részt, de az egyes fogakon, illetve élszakaszokon eltérőek a forgácsolási körülmények.
5 MARÁS A SZERSZÁM TENGELY ÉS MEGMUNKÁLT FELÜLET HELYZETE PALÁSTMARÁS II HOMLOKMARÁS SAROKMARÁS ELŐÁLLÍTOTT FELÜLET: SÍK HENGER CSAVAR FOGAZAT (LEFEJTÉS) ALAKOS - PROFILOZÁS (SZERSZÁM) - MÁSOLÁS (SABLON) - NC/CNC (PROGRAM)
 és homlokmarás")
6 MARÁS A marásnak két alapeljárása van: palástmarás (a) és homlokmarás (b)
 (CNC SZERSZÁMGÉPEKEN) ELLENIRÁNYÚ MARÁS 0")

7 PALÁSTMARÁS EGYENIRÁNYÚ MARÁS BELÉPÉS A LEGNAGYOBB FORGÁCSVASTAGSÁGNÁL NAGYOBB ÉLTARTAM MEREV, JÁTÉKMENTES GÉP (BEHÚZZA A MDB-OT) (CNC SZERSZÁMGÉPEKEN) ELLENIRÁNYÚ MARÁS 0 FORGÁCSVASTAG- SÁGNÁL LÉP BE, CSÚSZIK AZ ÉL KISEBB ÉLTARTAM HAGYOMÁNYOS SZERSZÁMGÉPEKEN Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )

8 PALÁSTMARÁS

9 HOMLOKMARÁS Nagyolás Forrás: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai Széchenyi István Egyetem Digitális Tankönyvtár

10 HOMLOKMARÁS Simítás Forrás: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai Széchenyi István Egyetem Digitális Tankönyvtár 10

11 HOMLOKMARÁS Homlok-palást marás Forrás: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai Széchenyi István Egyetem Digitális Tankönyvtár
12 MARÁS A FORGÁCSOLÓERŐ A maráskor a forgácsolóerő meghatározására főleg a nagyobb forgácskeresztmetszetek leválasztásakor, nagyoláskor van szükség, többek között a gyártóeszközök szilárdsági méretezése vagy ellenőrzése miatt. Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
13 PALÁSTMARÁS FORGÁCSOLÁSI ERŐ PALÁSTMARÁSNÁL (EGYENESFOGÚ MARÓ!) V f ELŐTOLÁSI SEBESSÉG f Z FOGANKÉNTI ELŐTOLÁS f z v f z n z MARÓ FOGSZÁMA n MARÓ FORDULATSZÁMA - ÁTFOGÁSI SZÖG FORGÁCSOLÁSI ERŐ (Kienzle-Victor) F 1 = A k s = k s b h k F 1 EGY FOGRA ESŐ FORG. ERŐ k s FAJLAGOS FORGÁCSOLÓERŐ h K KÖZEPES FORGÁCSVASTAGSÁG b FORGÁCS SZÉLESSÉG Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
14 PALÁSTMARÁS PALÁSTMARÓ FELFOGÁSA PALÁSTMARÁSNÁL KIS FORGÁCSOLÁSI SEBESSÉG NAGY ELŐTOLÁS NAGY ÉLTARTAM (400 MIN) FORRÁS: TSCHÄTSCH CSOPORTMARÓ HŰTÉS BEVONATOLÁS

15 HOMLOKMARÁS TELJESÍTMÉNYE KÉTSZERESE A PALÁSTMARÁSNAK SZERSZÁM DÖNTŐEN VÁLTÓLAPKÁS - KÖZVETLENÜL A TESTBE FOGOTT
16 MARÓSZERSZÁMOK ALAK SZERINT: PALÁST (EGYENES-, FERDE ÉLŰ, JOBBOS, BALOS) HOMLOK SAROK SZÖG TÁRCSA SZÁR (GÖMB, TORUSZ, T HORONY STB.) ALAKOS MENET LEFEJTŐ ANYAGA SZERINT: HSS, HSS-PM, HW, HT, HC, PKB, PKD, CN
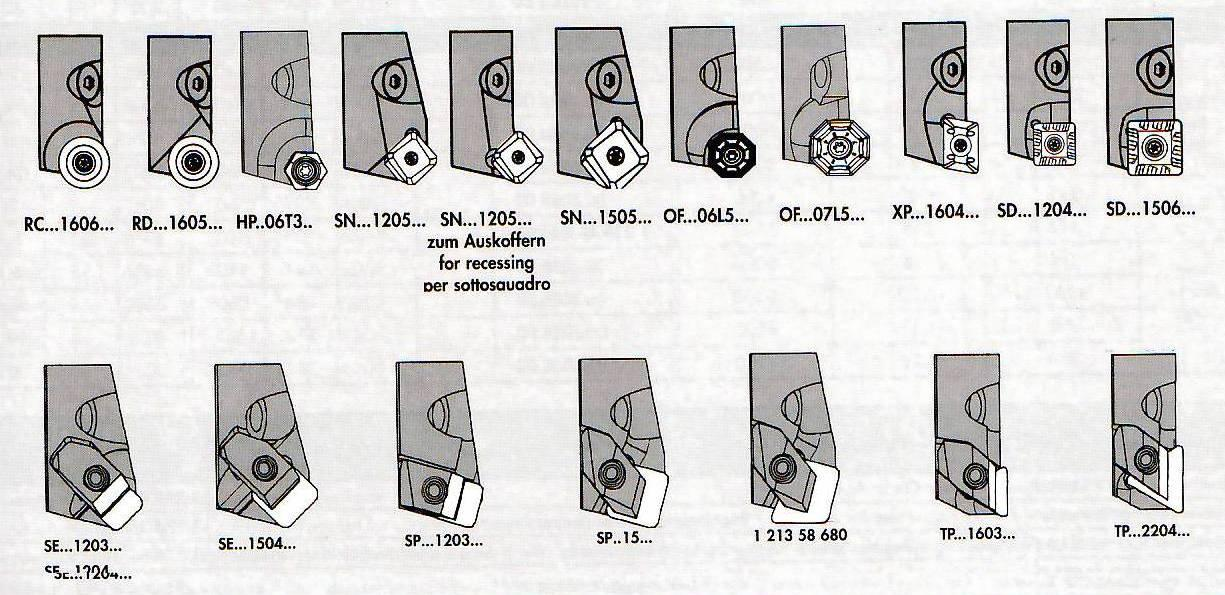
17 MARÓSZERSZÁMOK KIALAKÍTÁSA SZERINT: TÖMÖR (HSS, HW, HT BEVONATOLT!) FORRASZTOTT (HW) VÁTÓLAPKÁS (HSS-PM, HW, HT, HC, CA, CN, PKD, PKB) LAPKA BEFOGÁS: TESTBE (KÖZVETLENÜL, LAPKATARTÓBA) KAZETTÁBA (FIX, ÁLLÍTHATÓ)
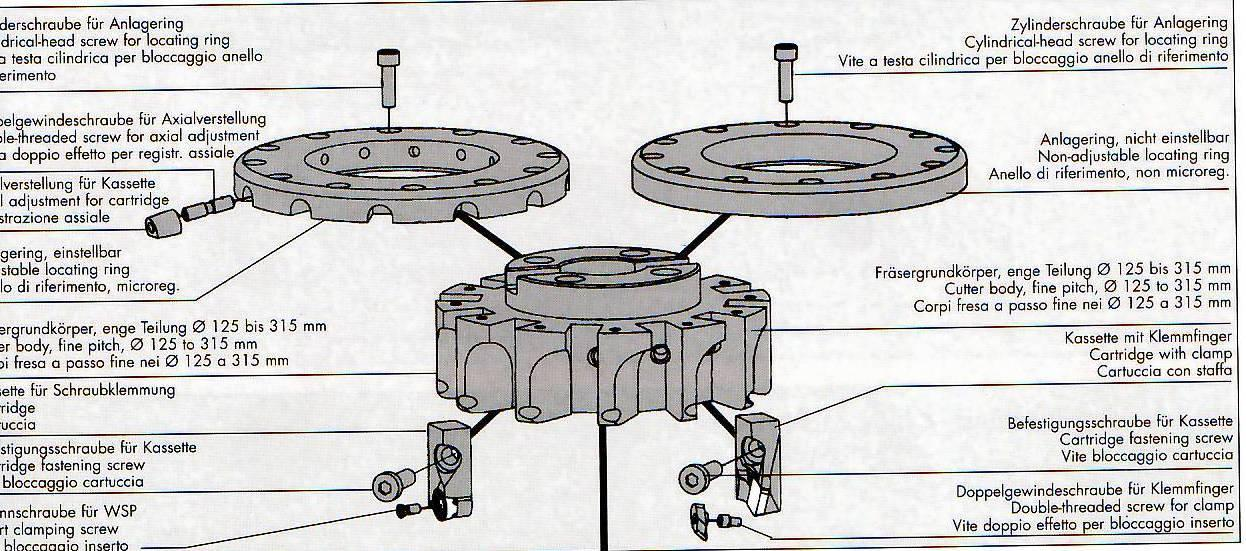
18 KAZETTÁS

19 KAZETTÁS (forrás: EMUGE)
20 A szerszám és a munkadarab befogása A marók befogásakor két szempontot kell figyelembe venni: megfelelő legyen a futáspontosság, biztosítható legyen a nyomatékátadás. Ezt a maróorsók furatának meredek- vagy Morse-kúpos kiképzésével, és behúzószár alkalmazásával oldják meg.
21 Munkadarab megfogása Asztalra fogatás szorító-vasakkal Gépsatuba: - egyszerű gépsatu Készülékbe - szögben állítható gépsatu Forgatáshoz, szögosztáshoz: - szögskálás, vagy osztótárcsás körasztalra - osztófejbe
22 MARÓGÉPEK EGYETEMES FÜGGŐLEGES VÍZSZINTES HOSSZMARÓGÉP MÁSOLÓ LEFEJTŐ NC, CNC MEGMUNKÁLÓ KÖZPONT KÜLÖNLEGES FORGATTYÚSTENGELY- BÜTYKÖSTENGELY MARÓK MENETMARÓK

23 MARÓGÉPEK Egyetemes vízszintes konzolos marógép

24 MARÓGÉPEK Egyetemes függőleges konzolos marógép Szerszámmarógép
25 Egyetemes marógép Az egyetemes marógép a konzolos marógépek csoportjába tartozik. A maróorsó vízszintes elhelyezésű. A maróorsóba befogott marótengely végét a gerendán elhelyezett állítható helyzetű orsócsapágy (bak) támasztja meg. Az egyetemes marógép függőleges tengelyű marófejjel is felszerelhető Egyetemes konzolos marógép

26 SZÉCHENYI ISTVÁN EGYETEM GYŐR Marás Függőleges marógép (SZE)
27 Egyéb marógépek Működésük részletezése: Szerszámgépek 2 tantárgyban

28 MARÓGÉPEK
29 MEGMUNKÁLÓ KÖZPONTOK MEGMUNKÁLÓ KÖZPONT EGY FELFOGÁSSAL KÜLÖNBÖZŐ MEGMUNKÁLÁSOKAT (FÚRÁS, MARÁS, DÖRZSÖLÉS, MENETFÚRÁS STB.) TUD VÉGREHAJTANI. MŰVELETKONCENTRÁCIÓ AUTOMATIKUS SZERSZÁMCSERE A SZERSZÁMTÁRBÓL CNC, NC VEZÉRLÉS KÖRASZTAL (MEGMUNKÁLÁS TÖBB OLDALRÓL) MUNKADARAB-CSERE (PALETTA) MÉRÉS, FELÜGYELET
 beszélhetünk.")
 pályavezérelhető, a harmadik tengely mentén")
30 A számvezérlésű gépek vezérlési rendszerei Ahány tengely összhangban vezérelhető, annyi dimenziós pályavezérlésről (D) beszélhetünk. Ahány tengely összhangban vezérelhető, annyi dimenziós pályavezérlésről (D) beszélhetünk. 2D 2,5D 2D pályavezérlés 2,5D pályavezérlés Teraszos" megmunkálást jelent, azaz síkban (2D) pályavezérelhető, a harmadik tengely mentén szakaszos elmozdulás
31 MARÁS 2D 2 1/2 D 3D 5D + FELÜLET NORMÁLISA ÉS A MARÓTENGELY SZÖGE ÁLLANDÓ (~15º) EGYÜTT DOLGOZÓ 5 TENGELY
, míg a jobb oldalon a szerszám szabadon mozoghat úgy, hogy a tengelye a felület normálisával a jobb forgácsképződés, a")
32 MARÁS A CNC-technika terjedésével egyre nagyobb jelentőséget kap a szabad, térbeli felületek marása, különösen a szerszámgyártásban. Az ábra bal oldalán gömbvégű maróval, szintenként marják a gömbfelületet (3D), míg a jobb oldalon a szerszám szabadon mozoghat úgy, hogy a tengelye a felület normálisával a jobb forgácsképződés, a nullánál nagyobb forgácsolósebesség miatt mindig egy meghatározott szöget zár be. (5D-s megmunkálás).


33 A számvezérlésű gépek vezérlési rendszerei Valódi térbeli alakzatok általában 3-5D pályavezérléssel munkálhatók meg, mert a geometria lekövetése mellett a maró optimális élszögeit is be kell állítani. 3-5D Egy térbeli alakzat megmunkálása DECKEL MAHO DMU 70 evolution 5 tengelyes megmunkálóközpont (SZE).

34 Folyamatos 5 tengelyes megmunkálás szimulációja


35 SZÉCHENYI ISTVÁN EGYETEM GYŐR Marás A Mastercam Hill a tervezőrendszer maró modulja, amely 2D-5D-s marásra nyújtja megmunkáló-pályák széles választékát. 2,5 D esetén fúrást, kontúrmarást különböző stratégiákkal. 3 D esetén nagyoló- ( pl. nagyolás Z-irányú beszúrásokkal,) illetve simítópályatípus /pl.: maradékanyag eltávolítás/. Többtengelyes alkalmazásoknál a szerszám-tengely és a felület egymáshoz viszonyított helyzetétől függően lehet különböző stratégiát választani fúrásra és marásra is.
36 Esztergáló marás Az esztergáló marással egyszerű és alakos felületek készíthetők forgástesteken. A marófej sugárirányú elmozdításával alakos felület is előállítható (bütykök és egyéb excentrikus elemek a tengelyen Az esztergáló marás fő jellemzői: lassú munkadarab-forgás nagy fordulatú maróorsó (forgácsoló főmozgás) nagy forgácsteljesítmény biztos forgácstörés nagy méretű és kiegyensúlyozatlan munkadarabnál is használható Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
37 Köszönöm megtisztelő figyelmüket! 37
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
MARÁS MARÁS MARÁS MARÁS. Dr. Szmejkál Attila Ozsváth Péter. Járműszerkezeti anyagok és megmunkálások II / I. félév
 2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
FORGÁCSOLÁS SZERSZÁMAI. előadás
 FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
FORGÁCSOLÁS SZERSZÁMAI
 FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS. Dr. Pintér József 2016.
 FÚRÁS. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Járműszerkezeti anyagok és megmunkálások II / I. félév. Fúrás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás. 2013/14 2. félév Dr. Kulcsár Gyula
 A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
TANMENET. Tanév: 2014/2015. Szakképesítés száma: 34 521 03. Követelménymodul: Követelménymodul száma: 10176-12. Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
BEVEZETŐ Tantárgyi követelmények
 BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2016-2017. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2016-2017. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
BEVEZETŐ Tantárgyi követelmények
 BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2018-2019. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2018-2019. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
a.) b.) a.) b.) a.) b.)
 b.) a.) b.) a.) b.)") 1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
FOGASKERÉKGYÁRTÁS FOGASKEREKEK FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2011. tavaszi félév. CNC forgácsolás. Balla Sándor
 2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
2011/12 I. félév. (www.uni miskolc.hu/~ggytmazs)
") Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
Száras maró, keményfém
 záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
Mechanikai megmunkálás
 Mechanikai megmunkálás VII.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás VII.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
Fogaskerék megmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Marógépek, megmunkáló központok
 Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és -technológia Tanszék Forgácsoló szerszámgépek (GT4121) Marógépek, megmunkáló központok Készítette: Dr. Németh István 2008. február A segédlet
Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és -technológia Tanszék Forgácsoló szerszámgépek (GT4121) Marógépek, megmunkáló központok Készítette: Dr. Németh István 2008. február A segédlet
KÖSZÖRÜLÉS FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS KÖSZÖRÜLÉS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
CNC programozás. Alap ismeretek. Készített: Hatos István
 CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
Gépi forgácsoló Gépi forgácsoló
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
ESZTERGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 Rendelési oldalak 26 Műszaki melléklet 96
 ESTEGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 endelési oldalak 26 Műszaki melléklet 96 FÚÁS Walter Titex Tömör keményfém fúrók 104 endelési oldalak 106 Műszaki melléklet 122 Walter Felfúrás
ESTEGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 endelési oldalak 26 Műszaki melléklet 96 FÚÁS Walter Titex Tömör keményfém fúrók 104 endelési oldalak 106 Műszaki melléklet 122 Walter Felfúrás
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
Sieg Hungary Árlista
 Sieg Hungary Árlista Érvényes 2010 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
Sieg Hungary Árlista Érvényes 2010 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
Marógépek, megmunkáló központok
 1 Marógépek, megmunkáló központok Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében HAGYOMÁNYOS
1 Marógépek, megmunkáló központok Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében HAGYOMÁNYOS
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia. Dr. Pintér József 2016.
 NC, CNC technológia. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia Dr. Pintér József 2016. 1 Felhasznált irodalom Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia Dr. Pintér József 2016. 1 Felhasznált irodalom Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
Új termékek forgácsoló szakemberek számára
 Új termékek forgácsoló szakemberek számára HSS kúpos süllyesztő, 90, DIN 335-C, rendkívül egyenlőtlen fogosztással HSS süllyesztő rendkívül egyenlőtlen fogosztással és Ti 50 bevonattal oldal: 35 Készletben
Új termékek forgácsoló szakemberek számára HSS kúpos süllyesztő, 90, DIN 335-C, rendkívül egyenlőtlen fogosztással HSS süllyesztő rendkívül egyenlőtlen fogosztással és Ti 50 bevonattal oldal: 35 Készletben
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
Szerszám anyagok (élanyagok, szerszám bevonatok)
") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszám anyagok (élanyagok, szerszám bevonatok) Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszám anyagok (élanyagok, szerszám bevonatok) Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány
 FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
Gépgyártástechnológia alapjai 2012/13 I. félév
 Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
Gyártástechnológiai III. 6. előadás Esztergálás, gyalulás, vésés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Forgácsoló gyártócellák, gyártórendszerek
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek Forgácsoló gyártócellák, gyártórendszerek VÁZLAT Forgácsolási eljárások áttekintése Forgácsoló (rugalmas)
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek Forgácsoló gyártócellák, gyártórendszerek VÁZLAT Forgácsolási eljárások áttekintése Forgácsoló (rugalmas)
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
B) Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!
 Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!") 1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 2. Előadás Alapjelenségek-II. Szerszámkopás, éltartam A kopás mikrojelenségei: Makrojelenségek: kopásformák atomi- vagy kis méretekben játszódnak le
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 2. Előadás Alapjelenségek-II. Szerszámkopás, éltartam A kopás mikrojelenségei: Makrojelenségek: kopásformák atomi- vagy kis méretekben játszódnak le
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
CNC MARÁSI FELADATOK ANYAGALAKÍTÁSI TECHNOLÓGIÁK FORGÁCSOLÓ ELJÁRÁSOK
 CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS ALAPJAI
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Dr. Mikó Balázs
 Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Forgácsolás szerszámai
 Forgácsolás szerszámai Köszörülés Felhasznált irodalom: Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék,
Forgácsolás szerszámai Köszörülés Felhasznált irodalom: Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék,
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 4. MARÓSZERSZÁMOK TERVEZÉSE A marás célja sík vagy összetett felületek megmunkálása az előírt felületi minőség, méret- és alakpontosság betartása mellett. 4.1. A megmunkálás jellemzői az anyagleválasztás:
4. MARÓSZERSZÁMOK TERVEZÉSE A marás célja sík vagy összetett felületek megmunkálása az előírt felületi minőség, méret- és alakpontosság betartása mellett. 4.1. A megmunkálás jellemzői az anyagleválasztás:
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
PEPS CAD/CAM Verzió 7.0 Újdonságok és változások
 PEPS CAD/CAM Verzió 7.0 Újdonságok és változások Bevezetés Jelen dokumentum áttekintést ad a PEPS CAD/CAM rendszer 7.0 verziójával kapcsolatos újdonságokról és változásokról. Operációs rendszerek A 7.0
PEPS CAD/CAM Verzió 7.0 Újdonságok és változások Bevezetés Jelen dokumentum áttekintést ad a PEPS CAD/CAM rendszer 7.0 verziójával kapcsolatos újdonságokról és változásokról. Operációs rendszerek A 7.0
Versenyző kódja: 12 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 03-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
34 521 03-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási