CAD/CAM ÉS CNC PROGRAMOK ALKALMAZÁSA A FEGYVERALKATRÉSZ GYÁRTÁSBAN
|
|
|
- Márton Papp
- 8 évvel ezelőtt
- Látták:
Átírás
1 Dr. Sipos Jenő Mirc Attila CAD/CAM ÉS CNC PROGRAMOK ALKALMAZÁSA A FEGYVERALKATRÉSZ GYÁRTÁSBAN A CAD/CAM1, a végeselem analízis, a CNC2 technikák a korszerű fegyvergyártás tervezésének, a tervező asztalon történő lehetséges igénybevétel ellenőrzésének és az automatizált gyártásnak az alapkövei. A cikkben a P9RC pisztoly átalakításának CAD-es, valamint a gyártás CAM-es lépéseit kívánom bemutatni év júniusában a HTI pisztoly ellenőrző vizsgálatot hajtott végre, melynek célja, hogy a Magyar Honvédségben milyen új maroklőfegyvert rendszeresítsenek a PA-63 típusú helyett, melyik kaphat hadi használatra alkalmas minősítést. A vizsgálatot a Magyar Honvédségben hatályos fegyvervizsgálati szabályok előírásai szerint végezték el. A vizsgálat során a P9RC pisztoly (akkor még civil célokra készített változata) bizonyult a legmegfelelőbbnek, de bizonyos kikötéseket tettek a vizsgálat elvégzése után. Ezek: el kell készíteni a katonai előírásoknak megfelelő gyártási dokumentációt; a fegyvert matt felületi kikészítéssel kell ellátni; a diófa markolathéjat vékonyabb műanyag héjakra kell cserélni; célszerű lenne a fegyver biztosítóját kétoldalasra átalakítani; a fegyver irányzékát célszerű utánvilágító, vagy szürkületben is jól látható jelzésekkel ellátni; a fegyver kakasának geometriáját célszerű oly mértékben megváltoztatni, hogy annak felhúzása könnyebben és gyorsabban legyen végrehajtható; az érintett alkatrészek finomabb felületi kidolgozásával csökkenteni kell a revolverező erőt 60 N-nál kisebb értékre. A vizsgálat során kiderült, hogy a balkezesek a biztosítást csak nehezen, általában a jobb kézzel besegítve tudják végrehajtani, és a tárkioldó gombot is csak több gyakorlás után tudják kezelni, mint a jobbkezesek. A fegyver hadihasználatra alkalmassága megköveteli, hogy a fegyvert azonos kiképzés mellett a jobb és balkezesek egyaránt hatékonyan tudják használni. Ezen módosításokat úgy kell kialakítani, hogy bármelyik alakulatnál el lehessen végezni, és a fegyver működését, javíthatóságát, ne befolyásolják. 1 CAD számítógéppel támogatott tervezés. CAM számítógéppel támogatott gyártás. 2 CNC számjegyvezérlésű szerszámgépek.

2 1. ábra A FEGYVEREKEN ELVÉGZENDŐ ÁTALAKÍTÁSOK A biztosító átalakítása A biztosító (2. ábra) kialakítása megengedi, hogy a bal oldali biztosító kart rögzíteni lehessen. Alakos kialakítással a terhelést le lehet venni az oldható kötőelemről, így annak csak rögzítő szerepe lesz, a terhelést a hatszög kialakítás veszi át. Azért hatszög formát választottunk, mivel ennek a legjobb a terhelhetőség/kialakíthatóság aránya. A csavar legalább hét menet mélységgel kell, hogy tartsa a bal oldali biztosítót, és a csavarfejet hőre lágyuló csavarrögzítővel rögzíteni kell, a véletlen lazulás ellen, mivel a szán elülső és hátsó felütközése ez előfordulhat. A szánon keletkezett plusz tömeg a hátrasiklási energiákat nem befolyásolja annyira, hogy a fegyver működését zavarja. 2. ábra A már meglévő biztosítógyártás menetébe beilleszthető a hatszög kialakítása, amit szikraforgácsolással és a menetfúrás lehet elkészíteni. Mindkét műveletnek meg kell élőznie az öntés utáni feszültségmentesítő hőkezelést. 2

3 A szán átalakítása A szánon, a bal oldalon is szánakasztó fészket kell kialakítani a balkezesre átalakított szánakasztó részére. A fegyver működését a plusz bemetszés nem befolyásolja. A tok átalakítása 3. ábra A tokon a tárkioldó megfordítására alkalmas kialakítást kell elvégezni, így nem kell új tárkioldó gombot és a rögzítést áttervezni, egyszerűen csak meg kell fordítani a tárkioldó elhelyezését a balkezesek részére. 4. ábra 3

4 A bal markolathéj átalakítása 5. ábra A bal oldali markolathéjon is kivágást kell készíteni, hogy a tárkioldó gomb akadálymentesen tudjon működni balkezes használat során. Tárköpeny átalakítása 6. ábra A tárköpeny bal oldalán is bemetszést kell vágni a tárkioldó megfordíthatósága miatt. A tárköpeny ezáltal a plusz bemetszés által nem gyengül olyan értékben, hogy merevsége elégtelenné váljon. 4

5 7. ábra KÜLÖN ALKATRÉSZ LEGYÁRTÁSA Jobb oldali biztosítósonka elkészítése: A biztosító sonka elkészítéséhez öntő formát kell gyártani, mivel minden egyes fegyverhez le kell gyártani ezt az alkatrészt. A rögzítéséhez szükséges csavar szabvány méretű d = 3 mm átmérőjű, 8 mm hosszúságú normál menetű csavar. Az öntőforma elkészítése megoldható a 3D modell alapján Surfcam vagy más CAM program segítségével. 8. ábra A biztosító gyártásához mindenféleképpen öntőformát kell készíteni, mivel az alkatrész bonyolultsága miatt más fajta megmunkálási lehetőség nincsen. Az önt forma (nem olcsó) árán felül még a h kezelési eljárás költségével kell számolnunk, és a biztosító esetében egy fúrás m velettel is b vül. ÖNTŐFORMA KÉSZÍTÉSE SURFCAM 2000-REL A P9RC pisztoly jobb oldali biztosító sonka öntőformájának elkészítését a Surfcam 2000 programmal készítettük el. A Surfcam program a már Cadkey-ben valós méretekkel megrajzolt munkadarabot probléma nélkül fogadja IGES formátumban. A nézeti- és gépi koordináta rendszer kiválasztása, valamint az NC műveletek meghatározása után a következő beállításokkal elvégezhető a Z irányú nagyoló pályageneráció. 5

6 9. ábra A nagyolás minőségének érdekében 3-as gömbvégű 4 élű marószerszámot választottam. A következő lépésben beállítottam a nyersanyag fajtáját. 6

7 10. ábra A tanszék gépi adottságai miatt alumíniumból dolgoztunk, így a legyártás is megvalósítható volt. A két beállítás után a gépkönyv adatai szerint került beállításra a 2000 fordulatszámot, a 40 mm-es munkamenetet és a 20 mm-es bemerítést. 11. ábra A forgácsolási, nagyolási beállítások után a program elvégezte a Z irányú nagyolást majd ezután új technológiai paraméterekkel az XY irányú nagyolást és a szerszámpálya generálását. A következő ábrák a különböző munkafázisokat mutatja. 7

8 12. ábra A következő fülön került beállításra a forgácsolás típusa, és itt kell leellenőrizni, hogy megfelelnek-e a gép által felajánlott értékek. Az öntőforma esetében a gyorsjárati sík szintjét lejjebb kellett venni, hogy a maximális Z értéknél csak 5mm-rel legyen több. 8

9 13. ábra A harmadik fülön elvégeztük a nagyolásra vonatkozó beállításokat. A felajánlott lépésméretet elfogadtuk, de a forgácsolási módot a munkadarab ismeretében cikk-cakkra változtattuk. Ezek után a gép elvégezte a nagyolást. 14. ábra 9

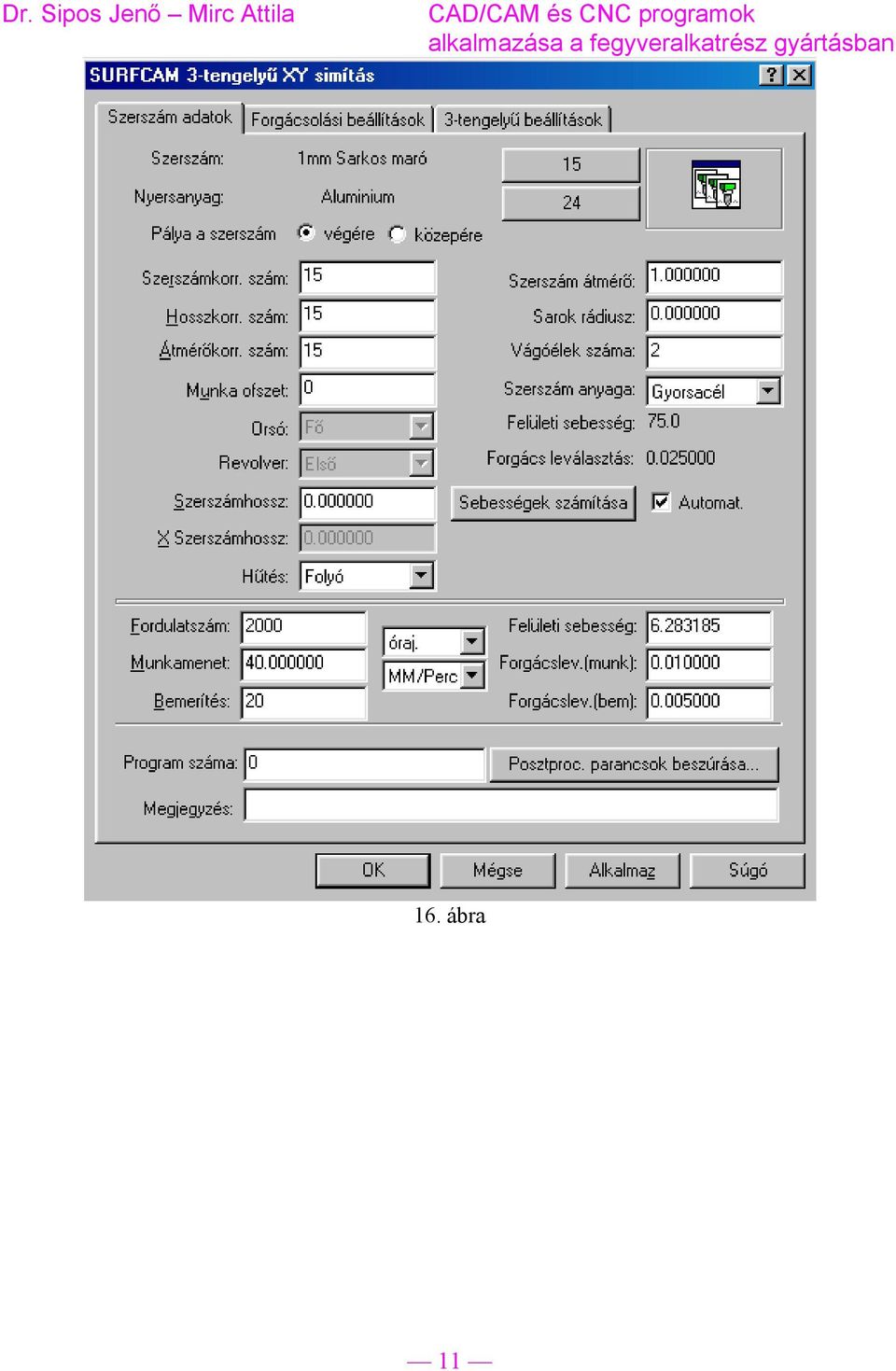
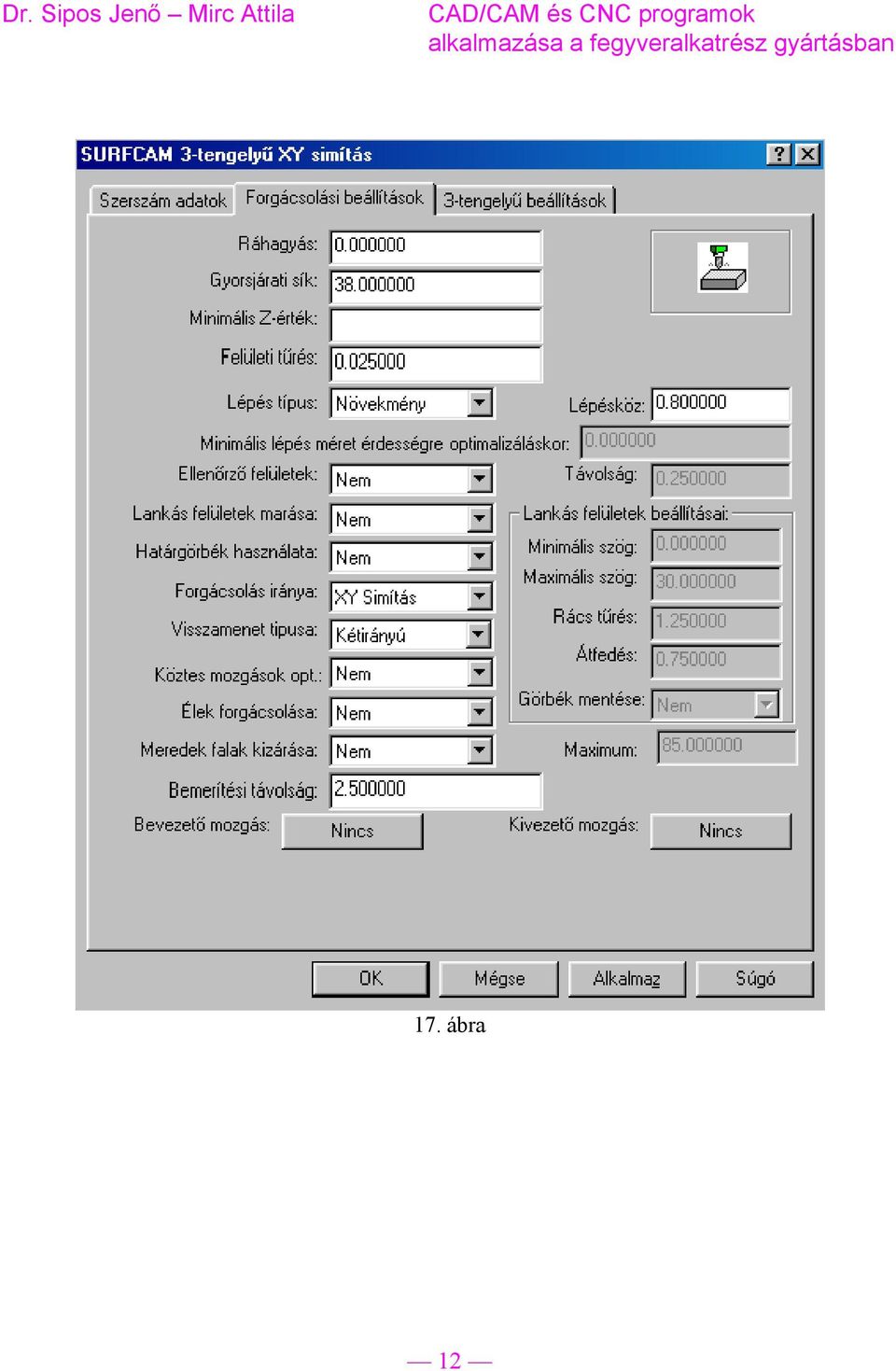
10 A következő műveleti fázis az XY nagyolás. Itt először a szerszámot kellett lecserélni, mivel a gömbvégű szerszámmal nem lehet tökéletes eredményt elérni. Az 1-es sarokmaró a sarkokban is tökéletesen eltávolítja a nagyolás után hátramaradt felesleges anyagot nyersdarabról. A szerszámválasztás után következett a simítási beállítások elvégzése. 15. ábra Itt is a gépkönyvben meghatározott adatokat kellett beállítani az első fülön, a másodikon pedig a forgácsolásra vonatkozó adatokat kellett megadni. Akár nagyolás esetében, a gép itt is túl nagy gyorsjárati síkot adott meg, amit korrigálni kellett. A második fül képe alatt látható az öntőforma alakulása a simítás után. 10

11 16. ábra 11
12 17. ábra 12
13 18. ábra A harmadik, befejező művelet a Z simítás, mely a végleges formát alakítja ki. Először itt is a szerszámgép beállításait kellett elvégezni, hasonlóan az előző két esethez. A szerszámot ebben az esetben nem változtattuk meg, mivel a befogott szerszám tökéletesen alkalmas a Z simításra is. 13

14 19. ábra A második lépésben a forgácsolási beállításokat optimalizálni kellett a zsebek tökéletes kialakítása érdekében. 14

15 20. ábra A harmadik fülön a pontos méret érdekében ki kell zárni az oldalhézagot, hogy a kívánt felületet érjük el a zsebek belsejében is. 15

16 21. ábra A forgácsolás után így néz ki az öntőforma alsó fele a marógépből kivéve. 22. ábra FELHASZNÁLT IRODALOM [1] Mirc Attila: P9RC 9mm-es pisztoly átalakítása, BJKMF szakdolgozat [2] Jánosi Csaba: P9RC 9mm-es pisztoly működése multimédia alapokon, ZMNE BJKMFK szakdolgozat
![ábra FELHASZNÁLT IRODALOM [1] Mirc Attila: P9RC 9mm-es pisztoly](/docs-images/43/3560422/images/page_16.jpg "átalakítása, BJKMF szakdolgozat 2000.")
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
Száras maró, keményfém
 záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
KÉPZÉSI PROGRAM. CAD-CAM INFORMATIKUS OKJ azonosító: 54 481 01. Szolnok
 KÉPZÉSI PROGRAM CAD-CAM INFORMATIKUS OKJ azonosító: 54 481 01 Szolnok 2015 KÉPZÉSI PROGRAM Megnevezése OKJ azonosító 54 481 01 A képzési program CAD-CAM informatikus A képzés során megszerezhető kompetenciák
KÉPZÉSI PROGRAM CAD-CAM INFORMATIKUS OKJ azonosító: 54 481 01 Szolnok 2015 KÉPZÉSI PROGRAM Megnevezése OKJ azonosító 54 481 01 A képzési program CAD-CAM informatikus A képzés során megszerezhető kompetenciák
Dr. Mikó Balázs
 Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártandó alkatrész műhelyrajza és 3D test modellje
 Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
12. PÉLDÁK Példa komplex megmunkálásra
 PowerMill 12. Példák 12. PÉLDÁK 12.1 Példa komplex megmunkálásra Töltsük be a Modell-A.dgk modellt. A munkadarabot két részletben bontjuk ki. A hullámos felület feletti részt raszter nagyolással, míg magát
PowerMill 12. Példák 12. PÉLDÁK 12.1 Példa komplex megmunkálásra Töltsük be a Modell-A.dgk modellt. A munkadarabot két részletben bontjuk ki. A hullámos felület feletti részt raszter nagyolással, míg magát
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D-s CAM marási feladat ÓE-A19 alap közepes haladó CATIA
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D-s CAM marási feladat ÓE-A19 alap közepes haladó CATIA
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
CAD/CAM, CNC-programozó technológus
 CAD/CAM, CNC-programozó technológus Tanfolyam kezdés várható időpontja: 009. november Tanfolyami díj: A képzőnél* történő jelentkezésnél 130.000,-Ft Részletfizetés lehetséges Tanfolyam díj tartalmazza:
CAD/CAM, CNC-programozó technológus Tanfolyam kezdés várható időpontja: 009. november Tanfolyami díj: A képzőnél* történő jelentkezésnél 130.000,-Ft Részletfizetés lehetséges Tanfolyam díj tartalmazza:
Intelligens Technológiák gyakorlati alkalmazása
 Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
CAD-ART Kft Budapest, Fehérvári út 35.
 CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Marás PEPS 5 marási példa A feladatban
CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Marás PEPS 5 marási példa A feladatban
Gyártástechnológia III. 1.előadás: Gépgyártástechnológia alapfogalmai. előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány
 FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
SZABAD FORMÁJÚ MART FELÜLETEK
 SZABAD FORMÁJÚ MART FELÜLETEK MIKRO ÉS MAKRO PONTOSSÁGÁNAK VIZSGÁLATA DOKTORANDUSZOK IX. HÁZI KONFERENCIÁJA 2018. JÚNIUS 22. 1034 BUDAPEST, DOBERDÓ U. 6. TÉMAVEZETŐ: DR. MIKÓ BALÁZS Varga Bálint varga.balint@bgk.uni-obuda.hu
SZABAD FORMÁJÚ MART FELÜLETEK MIKRO ÉS MAKRO PONTOSSÁGÁNAK VIZSGÁLATA DOKTORANDUSZOK IX. HÁZI KONFERENCIÁJA 2018. JÚNIUS 22. 1034 BUDAPEST, DOBERDÓ U. 6. TÉMAVEZETŐ: DR. MIKÓ BALÁZS Varga Bálint varga.balint@bgk.uni-obuda.hu
A PowerMill egy hatékony alámarásmentes CAM rendszer, amellyel 3D-s szerszámpályákat tudunk generálni, importált CAD modellek alapján.
 PowerMill 1. Bevezetés 1. BEVEZETÉS A PowerMill egy hatékony alámarásmentes CAM rendszer, amellyel 3D-s szerszámpályákat tudunk generálni, importált CAD modellek alapján. Bementeti fájlformátumok DELCAM
PowerMill 1. Bevezetés 1. BEVEZETÉS A PowerMill egy hatékony alámarásmentes CAM rendszer, amellyel 3D-s szerszámpályákat tudunk generálni, importált CAD modellek alapján. Bementeti fájlformátumok DELCAM
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Szabad formájú mart felületek mikro és makro pontosságának vizsgálata
 2018. Január 25-26. 1034 Budapest, Doberdó u. 6. Varga Bálint Témavezető: Dr. Mikó Balázs Szabad formájú mart felületek mikro és makro pontosságának vizsgálata AZ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA UNKP-17-3
2018. Január 25-26. 1034 Budapest, Doberdó u. 6. Varga Bálint Témavezető: Dr. Mikó Balázs Szabad formájú mart felületek mikro és makro pontosságának vizsgálata AZ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA UNKP-17-3
Technológiai sorrend
 Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
CAD-ART Kft. 1117 Budapest, Fehérvári út 35.
 CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Laser megmunkálás PEPS 4 laser megmunkálási
CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Laser megmunkálás PEPS 4 laser megmunkálási
BoxMaker Kezelési útmutató. V-1.2-HUN, 2014-Szept.-10
 BoxMaker Kezelési útmutató V-1.2-HUN, 2014-Szept.-10 BoxMaker alkalmazása A BoxMaker-t arra terveztük, hogy hullámpapírból lehessen vele a Paraméterek bekezdésben leírt dobozokat készíteni. A Paraméterek
BoxMaker Kezelési útmutató V-1.2-HUN, 2014-Szept.-10 BoxMaker alkalmazása A BoxMaker-t arra terveztük, hogy hullámpapírból lehessen vele a Paraméterek bekezdésben leírt dobozokat készíteni. A Paraméterek
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608)
") CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
Szabadformájú felületek. 3D felületek megmunkálása gömbmaróval. Dr. Mikó Balázs FRAISA ToolSchool Október
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
B) Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!
 Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!") 1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
REVERSE ENGINEERING MÓDSZERREL ELŐÁLLÍTOTT FELÜLETEK MINŐSÉGE. Kecskeméti Főiskola GAMF Kar Gépgyártástechnológia Tanszék
 REVERSE ENGINEERING MÓDSZERREL ELŐÁLLÍTOTT FELÜLETEK MINŐSÉGE Dr. Kodácsy János Pintér Zsuzsanna Pokriva Péter tanszékvezető, főiskolai tanár főiskolai adjunktus tanszéki mérnök 1. BEVEZETÉS Kecskeméti
REVERSE ENGINEERING MÓDSZERREL ELŐÁLLÍTOTT FELÜLETEK MINŐSÉGE Dr. Kodácsy János Pintér Zsuzsanna Pokriva Péter tanszékvezető, főiskolai tanár főiskolai adjunktus tanszéki mérnök 1. BEVEZETÉS Kecskeméti
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Stabilitás és gyors telepíthetőség
 BiP dobozok Stabilitás és gyors telepíthetőség Süllyesztődobozok tégla és gipszkartonos telepítéshez 393 BiP Stabil kivitelezés A BiP fali süllyesztődobozok polipropilénből készülnek, így könnyedén ellenállnak
BiP dobozok Stabilitás és gyors telepíthetőség Süllyesztődobozok tégla és gipszkartonos telepítéshez 393 BiP Stabil kivitelezés A BiP fali süllyesztődobozok polipropilénből készülnek, így könnyedén ellenállnak
CÉGÜNKRŐL CÉGÜNKRŐL CÉGÜNKRŐL
 CÉGÜNKRŐL Vállalkozásomat 1986-ban indítottam el, az akkori lehetőségek keretei között egyéni vállalkozóként, majd 1996-ban létrehoztam a kft-t. Folyamatosan építettük ki a fémtömegcikkek gyártásához szükséges
CÉGÜNKRŐL Vállalkozásomat 1986-ban indítottam el, az akkori lehetőségek keretei között egyéni vállalkozóként, majd 1996-ban létrehoztam a kft-t. Folyamatosan építettük ki a fémtömegcikkek gyártásához szükséges
9. SZERSZÁMOK POZÍCIONÁLÁSA
 9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
Bemutatkozik a P.Max Technológia Kft.
 Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
MUNKAANYAG. Dabi Ágnes. CNC és szimulációs program kezelése. A követelménymodul megnevezése: A próbagyártás technológiája
 Dabi Ágnes CNC és szimulációs program kezelése A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-005-30
Dabi Ágnes CNC és szimulációs program kezelése A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-005-30
TANMENET. Tanév: 2014/2015. Szakképesítés száma: 34 521 03. Követelménymodul: Követelménymodul száma: 10176-12. Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Corvus Aircraft Kft Tervezési, gyártási technológiák. Győr, 2008. április 16.
 Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Gyakorlati segédlet a tervezési feladathoz
 Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési és Gyártástechnológiai Intézet Gyakorlati segédlet a tervezési feladathoz Mechanikai megmunkálás (OFM, FM BSC) és Ipari Technológiák II.
Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési és Gyártástechnológiai Intézet Gyakorlati segédlet a tervezési feladathoz Mechanikai megmunkálás (OFM, FM BSC) és Ipari Technológiák II.
Rugalmas gyártócellák kialakítása
 Rugalmas gyártócellák kialakítása Miért van szükség gyártócellák kialakítására? Hagyományosan a termelő vállalatok felépítése nem folyamat-, hanem technológia szemléletű. Ez azt jelenti, hogy korábban
Rugalmas gyártócellák kialakítása Miért van szükség gyártócellák kialakítására? Hagyományosan a termelő vállalatok felépítése nem folyamat-, hanem technológia szemléletű. Ez azt jelenti, hogy korábban
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Technológiai dokumentáció Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
Gyártástechnológia II. BAGGT23NNB Technológiai dokumentáció Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
Az xx. sorszámú CAD-CAM informatikus megnevezésű szakképesítés szakmai és vizsgakövetelménye I. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 Az xx. sorszámú CAD-CAM informatikus megnevezésű szakképesítés szakmai és vizsgakövetelménye I. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 54 481 01 2. Szakképesítés
Az xx. sorszámú CAD-CAM informatikus megnevezésű szakképesítés szakmai és vizsgakövetelménye I. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 54 481 01 2. Szakképesítés
BEVEZETŐ Tantárgyi követelmények
 BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2016-2017. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2016-2017. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
BEVEZETŐ Tantárgyi követelmények
 BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2018-2019. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2018-2019. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
Házi feladat Dr Mikó Balázs - Gyártástechnológia II. 5
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
 MISKEI VENDEL TIPPEK ÉS TRÜKKÖK GÖMBPANORÁMA KÉSZÍTÉSÉHEZ I. 2007 Panorámakép készítése tükörtechnikával Nagyon érdekesnek tartom a gömbpanorámákat, ezért kerestem egy olyan egyszerű módszert, amivel viszonylag
MISKEI VENDEL TIPPEK ÉS TRÜKKÖK GÖMBPANORÁMA KÉSZÍTÉSÉHEZ I. 2007 Panorámakép készítése tükörtechnikával Nagyon érdekesnek tartom a gömbpanorámákat, ezért kerestem egy olyan egyszerű módszert, amivel viszonylag
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Tengely jellegű alkatrész CAD modellezése ÓE-A06a alap közepes
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Tengely jellegű alkatrész CAD modellezése ÓE-A06a alap közepes
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
-1- Összeszerelési útmutató 45 cm széles nyitott + 1 ajtós szekrényhez
 -1- Összeszerelési útmutató 45 cm széles nyitott + 1 ajtós szekrényhez A lapra szerelt terméke összeszerelése a csomagolásban található szerelési rajz útmutatását követve egyszerűen elvégezhető. A szerelési
-1- Összeszerelési útmutató 45 cm széles nyitott + 1 ajtós szekrényhez A lapra szerelt terméke összeszerelése a csomagolásban található szerelési rajz útmutatását követve egyszerűen elvégezhető. A szerelési
Csésze nevű alkatrész megmunkálása
 Csésze nevű alkatrész megmunkálása 1. Alkatrész megnyitása: Nyissa meg a Csésze.par alkatrész-fájlt a Fájl menü Megnyitás pontjával. 2. Alkatrész elmozgatása a megmunkálási pozícióba Amennyiben a megmunkálás
Csésze nevű alkatrész megmunkálása 1. Alkatrész megnyitása: Nyissa meg a Csésze.par alkatrész-fájlt a Fájl menü Megnyitás pontjával. 2. Alkatrész elmozgatása a megmunkálási pozícióba Amennyiben a megmunkálás
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
GÉPIPARI MÉRNÖKASSZISZTENS 55 810 01 0010 55 05
 GÉPIPARI MÉRNÖKASSZISZTENS 55 810 01 0010 55 05 FEOR 3117 Gépésztechnikus VIZSGÁZTATÁSI KÖVETELMÉNYEK A szakmai vizsgára bocsátás feltételei: A képzési programban előírt gyakorlat teljesítéséről szóló
GÉPIPARI MÉRNÖKASSZISZTENS 55 810 01 0010 55 05 FEOR 3117 Gépésztechnikus VIZSGÁZTATÁSI KÖVETELMÉNYEK A szakmai vizsgára bocsátás feltételei: A képzési programban előírt gyakorlat teljesítéséről szóló
Használható segédeszköz: szabványok, táblázatok, gépkönyvek, számológép, ceruza, körző, vonalzó.
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
TENGELYES NAGYOLÁS
 PowerMill Öttengelyes megmunkálás 2. 3+2 Tengelyes nagyolás 2. 3+2 TENGELYES NAGYOLÁS Meghatározás Többtengelyes licensz nélkül: Valamely ferde síkban történő megmunkálás megkezdése előtt a fejet és/vagy
PowerMill Öttengelyes megmunkálás 2. 3+2 Tengelyes nagyolás 2. 3+2 TENGELYES NAGYOLÁS Meghatározás Többtengelyes licensz nélkül: Valamely ferde síkban történő megmunkálás megkezdése előtt a fejet és/vagy
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából. (CAD-CAM kapcsolat alapfogalmai)
") Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából (CAD-CAM kapcsolat alapfogalmai) NC/CNC megmunkálási lehetőségek 2D: esztergálás, (lemez)kivágás 2,5D: háromirányú relatív elmozdulás,
Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából (CAD-CAM kapcsolat alapfogalmai) NC/CNC megmunkálási lehetőségek 2D: esztergálás, (lemez)kivágás 2,5D: háromirányú relatív elmozdulás,
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
A CAM PROGRAMOZÁS ALAPJAI SURFCAM
 TERVEZÉS-INFORMATIKAI FÜZETEK TAKÁCS GYÖRGY A CAM PROGRAMOZÁS ALAPJAI SURFCAM MISKOLCI EGYETEM 2003 1/1 Készült az Oktatási Minisztérium megbízásából. Szerzõdéskötõ Hatóság: VÁTI Területfejlesztési Igazgatóság
TERVEZÉS-INFORMATIKAI FÜZETEK TAKÁCS GYÖRGY A CAM PROGRAMOZÁS ALAPJAI SURFCAM MISKOLCI EGYETEM 2003 1/1 Készült az Oktatási Minisztérium megbízásából. Szerzõdéskötõ Hatóság: VÁTI Területfejlesztési Igazgatóság
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06
 MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
DURMA AD-R típusú hidraulikus CNC élhajlító
 DURMA AD-R típusú hidraulikus CNC élhajlító A DURMA CÉG BEMUTATÁSA A Durmazlar Machine Törökország vezető gépgyártó vállalata, mely éves termelését tekintve világelső a fémmegmunkáló gépek gyártásában.
DURMA AD-R típusú hidraulikus CNC élhajlító A DURMA CÉG BEMUTATÁSA A Durmazlar Machine Törökország vezető gépgyártó vállalata, mely éves termelését tekintve világelső a fémmegmunkáló gépek gyártásában.
PEPS CAD/CAM Verzió 7.0 Újdonságok és változások
 PEPS CAD/CAM Verzió 7.0 Újdonságok és változások Bevezetés Jelen dokumentum áttekintést ad a PEPS CAD/CAM rendszer 7.0 verziójával kapcsolatos újdonságokról és változásokról. Operációs rendszerek A 7.0
PEPS CAD/CAM Verzió 7.0 Újdonságok és változások Bevezetés Jelen dokumentum áttekintést ad a PEPS CAD/CAM rendszer 7.0 verziójával kapcsolatos újdonságokról és változásokról. Operációs rendszerek A 7.0
A 2. sorszámú Asztalos megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 A 2. sorszámú Asztalos megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 543 02 1.2. Szakképesítés megnevezése:
A 2. sorszámú Asztalos megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 543 02 1.2. Szakképesítés megnevezése:
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
VÁKUUMOS FELFOGATÓ RENDSZEREK
 OS FELFOGATÓ RENDSZEREK A vákuumos munkadarab rögzítõ rendszerek ideális megoldást jelentenek olyan megmunkáló cégeknek, melyek nem mágnesezhetõ anyagokat munkálnak meg, úgy mint alumíniumot, sárgarezet,
OS FELFOGATÓ RENDSZEREK A vákuumos munkadarab rögzítõ rendszerek ideális megoldást jelentenek olyan megmunkáló cégeknek, melyek nem mágnesezhetõ anyagokat munkálnak meg, úgy mint alumíniumot, sárgarezet,
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Záróvizsga szakdolgozat. Mérési bizonytalanság meghatározásának módszertana metallográfiai vizsgálatoknál. Kivonat
 Záróvizsga szakdolgozat Mérési bizonytalanság meghatározásának módszertana metallográfiai vizsgálatoknál Kivonat Csali-Kovács Krisztina Minőségirányítási szakirány 2006 1 1. Bevezetés 1.1. A dolgozat célja
Záróvizsga szakdolgozat Mérési bizonytalanság meghatározásának módszertana metallográfiai vizsgálatoknál Kivonat Csali-Kovács Krisztina Minőségirányítási szakirány 2006 1 1. Bevezetés 1.1. A dolgozat célja
DURMA PBF típusú hidraulikus CNC élhajlító
 DURMA PBF típusú hidraulikus CNC élhajlító A DURMAZLAR CÉG BEMUTATÁSA A Durmazlar Machine Törökország vezető gépgyártó vállalata, mely éves termelését tekintve világelső a fémmegmunkáló gépek gyártásában.
DURMA PBF típusú hidraulikus CNC élhajlító A DURMAZLAR CÉG BEMUTATÁSA A Durmazlar Machine Törökország vezető gépgyártó vállalata, mely éves termelését tekintve világelső a fémmegmunkáló gépek gyártásában.
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
Szerszám- és Formakészítő Kft. V2.50P
 Szerszám- és Formakészítő Kft. V2.50P A RIGO Kft 1990-ben alakult 25 millió forintos törzstőkével. 100 %-ban magyar tulajdonú cég, családi vállalkozás. A Kft. székhelye Budapest, Orsovai út 3., két telephelyen,
Szerszám- és Formakészítő Kft. V2.50P A RIGO Kft 1990-ben alakult 25 millió forintos törzstőkével. 100 %-ban magyar tulajdonú cég, családi vállalkozás. A Kft. székhelye Budapest, Orsovai út 3., két telephelyen,
MicroX Okos megoldás nagy pontosságú mikromaráshoz
 passion for precision MicroX Okos megoldás nagy pontosságú mikromaráshoz ToolExpert 2.0 Forgácsolási adat kalkulátor A MicroX sikertörténet négy összetevője [ 2 ] Bemutatjuk az új széles körűen kibővített
passion for precision MicroX Okos megoldás nagy pontosságú mikromaráshoz ToolExpert 2.0 Forgácsolási adat kalkulátor A MicroX sikertörténet négy összetevője [ 2 ] Bemutatjuk az új széles körűen kibővített
Mechanikai megmunkálás
 Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Foglalkozási napló. Autógyártó 11. évfolyam
 Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
A program jelenleg az import illetve az intrastat adatok alapján tudja elkészíteni a jelentést, kizárólag kötelezettséget tud lekérdezni.
 Leírás a Kompakt ZOLL v5 vámszoftverben elérhető környezetvédelmi termékdíj jelentéshez tartozó modulról. A program jelenleg az import illetve az intrastat adatok alapján tudja elkészíteni a jelentést,
Leírás a Kompakt ZOLL v5 vámszoftverben elérhető környezetvédelmi termékdíj jelentéshez tartozó modulról. A program jelenleg az import illetve az intrastat adatok alapján tudja elkészíteni a jelentést,
 Rigips lakáselválasztófal 1. 1,5 mm vastag horganyzott acéllemez CW 75/0, 6 2 x RB vagy RF 12,5 mm Az 1,5 mm vastag horganyzott acéllemez rögzítése 600/250 mm-es raszterben történik a gipszkarton lapot
Rigips lakáselválasztófal 1. 1,5 mm vastag horganyzott acéllemez CW 75/0, 6 2 x RB vagy RF 12,5 mm Az 1,5 mm vastag horganyzott acéllemez rögzítése 600/250 mm-es raszterben történik a gipszkarton lapot
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás
 11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
DURMA AD-S típusú hidraulikus CNC élhajlító
 DURMA AD-S típusú hidraulikus CNC élhajlító A DURMA CÉG BEMUTATÁSA A Durmazlar Machine Törökország vezető gépgyártó vállalata, mely éves termelését tekintve világelső a fémmegmunkáló gépek gyártásában.
DURMA AD-S típusú hidraulikus CNC élhajlító A DURMA CÉG BEMUTATÁSA A Durmazlar Machine Törökország vezető gépgyártó vállalata, mely éves termelését tekintve világelső a fémmegmunkáló gépek gyártásában.
Naptárak, munkarendek
 A programban megadható az erőforrások munkarendje is (pl. több műszak esetén); ez nemcsak az egész projektre vonatkozhat, hanem külön erőforrás-naptárak is megadhatók. Alapnaptár Az alapnaptár heti ötnapos
A programban megadható az erőforrások munkarendje is (pl. több műszak esetén); ez nemcsak az egész projektre vonatkozhat, hanem külön erőforrás-naptárak is megadhatók. Alapnaptár Az alapnaptár heti ötnapos
1. feladat. CAD alapjai c. tárgyból nappali tagozatú ipari formatervező szakos mérnök hallgatóknak
 1. feladat CAD alapjai c. tárgyból nappali tagozatú ipari formatervező szakos mérnök hallgatóknak Vetületek képzése, alkatrészrajz készítése (formátum: A4) Készítse el a gyakorlatvezető által kiadott,
1. feladat CAD alapjai c. tárgyból nappali tagozatú ipari formatervező szakos mérnök hallgatóknak Vetületek képzése, alkatrészrajz készítése (formátum: A4) Készítse el a gyakorlatvezető által kiadott,
Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása http://www.lib.uni-miskolc.hu/digital/
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása http://www.lib.uni-miskolc.hu/digital/
Melléklet MŰSZAKI PARAMÉTEREK. MVD ishear A / SZAKMAI JELLEMZŐK. Mechanikus lemezolló gép
 Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI