SZÉCHENYI ISTVÁN EGYETEM GYŐR GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2. Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA. Összeállította: Dr.
|
|
|
- Zsigmond Török
- 9 évvel ezelőtt
- Látták:
Átírás
1 GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2 Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA Összeállította: Dr. Pintér József

2 1. NC-technika alapfogalmak 2. NC-technika fejlődéstörténete 3. NC, CNC szerszámgépek alkalmazásának területei, előnyök, hátrányok 4. A számjegyvezérlés elve 5. CNC (NC) vezérlés felépítése (struktúrája) 6. Jellegzetes mozgástípusok

3 NC-TECHNIKA - ALAPFOGALMAK NC-TECHNIKA - ALAPFOGALMAK NC (numerical control, számjegyes vezérlés) CNC (computer numerical control, számítógépes számjegyes vezérlés) Fontosabb jellemzők: Információk tárolása, szerszámgéppel történő közlése számjegyes (numerikus) formában Önálló méret-meghatározó készség; az útmérő rendszer a SZERSZÁM és a MUNKADARAB relatív helyzetéről információt ad. Rugalmas programozhatóság; a működtető program tetszőlegesen cserélhető, módosítható, tárolható.

4 NC-TECHNIKA FEJLŐDÉSTÖRTÉNETE NC-TECHNIKA FEJLŐDÉSTÖRTÉNETE I J.M. Jacquard: szövőszék lyukkártya M. Fourneaux: autom. zongora papír adathordozó + segédfunkció 1938.C.E. Shannon: számítás és adatátvitel bináris formában. BOOLE algebra végrehajtás elektronikus kapcsolókkal J.W. Mauchly és J.P. Eckert: első digitális számítógép

5 NC-TECHNIKA FEJLŐDÉSTÖRTÉNETE NC-TECHNIKA FEJLŐDÉSTÖRTÉNETE II J. Persons és M.I.T. (Massaachusetts Technológiai Intézet): első számjegyvezérlésű szerszámgép (függőleges orsójú marógép), elektroncsöves (3D-s lineáris interpoláció), adatok binárisan kódolt lyukszalagon BENDIX: első iparilag gyártott NC (elektrcsöv.) APT (Automatically-Programmed Tools = Automatikusan progr. szerszámok)
 1958.")
6 NC-TECHNIKA FEJLŐDÉSTÖRTÉNETE NC-TECHNIKA FEJLŐDÉSTÖRTÉNETE III NC Európában (Hannoveri Vásáron) Tranzisztor megjelenése a vezérlésben Automatikus szerszámcserélő Integrált áramkörök (IC-k) a vezérlésben DNC (direkt NC) Automatikus MDB-cseréhez palettacserélő SNC (tárolós NC) és CNC (Computer NC) Automatikus szerszámkorrekció
 1970. Automatikus MDB-cseréhez palettacserélő 1972.")
7 NC-TECHNIKA FEJLŐDÉSTÖRTÉNETE NC-TECHNIKA FEJLŐDÉSTÖRTÉNETE IV Mikroprocesszorok a CNC-ben Felügyeletnélküli gyártórendszer CAD/CAM (Computer Aided Design/ Computer Aided Manufacturing = számítógéppel segített tervezés/gyártás) ipari alkalmazása 1982/83. Transzfersorok rugalmas gyártócellák (FMC), rugalmas gyártósorok (FMS) első magyar NC-marógép (BNV-n)
 ipari alkalmazása 1982/83.")
8 NC, CNC szerszámgépek alkalmazásának területei NC, CNC szerszámgépek alkalmazásának területei Új gyártmányok, prototípusok, egyedi, vagy kísérleti berendezések nullszériák gyártására; jelentősen csökken a termék gyártásátfutási ideje. A sorozatgyártás területén bárhol A termelés bővítése Bonyolult, térbeli alkatrészek (szoborfelületek, süllyesztékek, stb.) megmunkálása

9 NC, CNC szerszámgépek alkalmazásának előnyei NC, CNC szerszámgépek alkalmazásának előnyei: Nagy pontosság, állandó minőség, Termelékenység, műveletkoncentráció növekedése, Készülék, speciális szerszám megtakarítás, Átfutási idő csökkenése, Technológiai fegyelem javulása, Szériák átállási idejének csökkenése, Rugalmasabb gyártás, Csökkenő helyszükséglet, Minőségjavulás, Létszám- és szakmunkás megtakarítás, Ösztönző hatás az üzemszervezés tökéletesítésére, Raktár terület megtakarítás, Gyorsabb, olcsóbb konstrukciós változtatás, stb.

10 NC, CNC szerszámgépek alkalmazásának előnyei NC szerszámgépek alkalmazásának hátrányai: Magas beszerzési költség, Jelentős járulékos költségek, Növekedett személyi feltételek, Fokozott igény az előgyártmánnyal szemben Növekedett karbantartási igények, stb.

11 NC, CNC szerszámgépek alkalmazásának előnyei Munkadarab bonyolultsága NCgépek Egyet emes gépek Célgépek, gépsorok Mechanikus automaták Sorozatnagyság Db/sorozat

12 A számjegyvezérlés elve A számjegyvezérlés elve Neuman János alapgondolata: Az adatokat és a parancsokat (azaz: hogy mit kell tenni az adatokkal) számok segítségével, számjegyes formában lehet rögzíteni és tárolni Műveletek műveletelemek (pl. adott irányú tengelymozgás, főorsó állj, főorsó forgás óramutató járásával megegyezően, szerszámváltás, stb.)

13 A számjegyvezérlés elve A számjegyvezérlés elve II. Az utasításokat betűk és számok előírás szerinti (kódolt) kombinációjával lehet megadni ezek a címzéses kódok pl. N010 X20 Y10 Z-5 F250 S500 T04 M03 cím: S főorsó fordulatszám adat: 500 pl. n = 500 ford/min

14 A számjegyvezérlés elve A számjegyvezérlés elve III. Műveletelem Szánmozgatás hosszirányban a tokmánytól el (esztergán) Szerszámtár forgatása (szerszámváltás) Fordulatszámváltás A műveletelemhez rendelt szám, a parancs A parancs kódja Z M S

15 NC, CNC szerszámgépek alkalmazásának előnyei A számjegyvezérlés elve III. információhordozó; korábban: mágnesszalag, lemez, elektronikus adattároló NC vezérlések szerkezeti struktúrája lásd ábrákat!

16 NC vezérlő elvi felépítése NC vezérlő elvi felépítése (struktúrája)
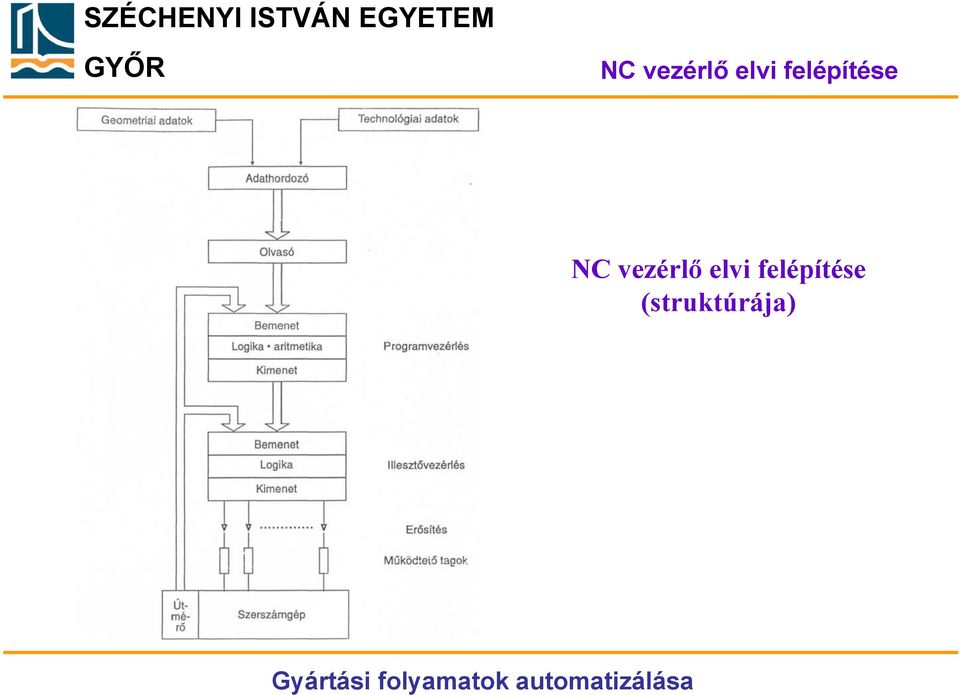
17 NC vezérlő elvi felépítése CNC (NC) vezérlés felépítése (struktúrája)

18 DNC vezérlő elvi felépítése DNC (direkt NC)vezérlés felépítése (struktúrája)
vezérlés")
19 NC, CNC szerszámgépek alkalmazásának előnyei NC-szerszámgépek koordinátatengelyei NC vezérlők, kezelőpanelek

20 NC, CNC szerszámgépek alkalmazásának előnyei MUNKADARAB PROGRAMOK

21 NC, CNC szerszámgépek alkalmazásának előnyei 4 tengelyes marógép és esztergagép
22 Jellegzetes mozgástípusok Jellegzetes mozgástípusok Pontvezérlés Szakaszvezérlés
23 Jellegzetes mozgástípusok Jellegzetes mozgástípusok Pályavezérlés 2D Pályavezérlés 2,5 D Pályavezérlés 3 D
24 Jellegzetes mozgástípusok Jellegzetes mozgástípusok
25 Jellegzetes mozgástípusok Jellegzetes mozgástípusok Gömbvégű maró Ujjmaró Pályavezérlés 3 D és 5D n n 3D-s marás 5D-s marás Szabad, térbeli felületek marása CNC szerszámgépen
26 Kezelőpanel: NC technológia 26
27 A CNC-megmunkálás előkészítése Az első alkatrész elkészítése előtt: 1. Meg kell írni a programot. 2. A szerszámok helyzetét be kell mérni. 3. A nyersdarabot be kell fogni. 4. A programot be kell juttatni a vezérlő berendezésbe (CNC). 5. A programot először a gép működése nélkül ellenőrizni kell a vezérlőberendezésen belül. 6. El kell készíteni az alkatrészt NC technológia 27
28 Megmunkáló program példa Megmunkáló program _ Marás (Vezérlés: SIEMENS 840D) Alkatrészrajz W +Y +X W +Z
29 Megmunkáló program példa NC program készítésekor leggyakrabban használt címek: Mondatszám: N Előkészítő funkciók: G Koordináta adatok: X,Y,Z, U,V,W, A,B,C Interpolációs adatok: I,J,K Technológiai adatok (F, S, T) Kiegészítő funkciók: M
30 Megmunkáló program példa Megmunkáló program _ Marás (Vezérlés: SIEMENS 840D) N05 G50 F450 S8 T101 M3 M41 M94 X-70 Z-3 N10 G1 X-50 Y45 N15 G1 X B4 N20 G3 X11.66 Y45 R-19 B4 N25 G1 X45 B9 N30 G1 Y-30 B-5 N35 G1 X15 Y-45 B6 N40 G3 X-15 Y-45 R15 B6 N45 G1 X-45 Y-30 B-5 N50 G1 Y45 B9 N55 G1 Xi15 N60 G41 X-70 Y70 Z60 P2
31 Köszönöm a figyelmet!
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia. Dr. Pintér József 2016.
 NC, CNC technológia. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia Dr. Pintér József 2016. 1 Felhasznált irodalom Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia Dr. Pintér József 2016. 1 Felhasznált irodalom Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA. 12. előadás
 szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA. 12. előadás") SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA 12. előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA 12. előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
NC TECHNOLÓGIA, RUGALMAS GYÁRTÓCELLÁK, GYÁRTÓRENDSZEREK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA, RUGALMAS GYÁRTÓCELLÁK, GYÁRTÓRENDSZEREK 6. előadás Összeállította:
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA, RUGALMAS GYÁRTÓCELLÁK, GYÁRTÓRENDSZEREK 6. előadás Összeállította:
CNC programozás. Alap ismeretek. Készített: Hatos István
 CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
2011. tavaszi félév. CNC forgácsolás. Balla Sándor
 2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
10. Az NC programozás alapjai. Az NC technika fejlődése. Az NC technika rugalmas automatizált. nagy termelékenység
 10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
A gyártási rendszerek áttekintése
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) A gyártási rendszerek áttekintése Bevezetés A tantárgy célja A gyártócellák c. tárgy átfogóan foglalkozik a gyártás automatizálás eszközeivel, ezen
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) A gyártási rendszerek áttekintése Bevezetés A tantárgy célja A gyártócellák c. tárgy átfogóan foglalkozik a gyártás automatizálás eszközeivel, ezen
GYÁRTÁSAUTOMATIZÁLÁS
 Megmunkálási technológiák AJ003_2 Gépészmérnöki (BSc) szak GYÁRTÁSAUTOMATIZÁLÁS Összeállította: Dr. Pintér József GYÁRTÁSAUTOMATIZÁLÁS 1. A rugalmas gyártás alapfogalmai 2. Rugalmas gyártócella (Flexible
Megmunkálási technológiák AJ003_2 Gépészmérnöki (BSc) szak GYÁRTÁSAUTOMATIZÁLÁS Összeállította: Dr. Pintér József GYÁRTÁSAUTOMATIZÁLÁS 1. A rugalmas gyártás alapfogalmai 2. Rugalmas gyártócella (Flexible
Gyártástechnológia III. 1.előadás: Gépgyártástechnológia alapfogalmai. előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
CNC gépek szerszámellátása
 CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
CNC technika. segédlet a CNC tantárgy oktatásához. Készítette: Paróczai János 2005.12.08
 CNC technika segédlet a CNC tantárgy oktatásához Készítette: Paróczai János 2005.12.08 3. A CNC technika és a szerszámgép 3.1. Bevezetés A különböző gépi megmunkálási technológiák szüntelen továbbfejlődésén
CNC technika segédlet a CNC tantárgy oktatásához Készítette: Paróczai János 2005.12.08 3. A CNC technika és a szerszámgép 3.1. Bevezetés A különböző gépi megmunkálási technológiák szüntelen továbbfejlődésén
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
14. Tétel. Számjegyvezérlésű szerszámgépek: Vezérlés fogalma: CNC vezérlés felépítése:
 14. Tétel 14. Csoportosítsa a számjegyvezérlésű szerszámgépeket! Definiálja a vezérlés fogalmát! Sorolja fel, milyen vezérléseket ismer! Beszéljen a CNC vezérlés alapvető felépítéséről! Számjegyvezérlésű
14. Tétel 14. Csoportosítsa a számjegyvezérlésű szerszámgépeket! Definiálja a vezérlés fogalmát! Sorolja fel, milyen vezérléseket ismer! Beszéljen a CNC vezérlés alapvető felépítéséről! Számjegyvezérlésű
Korszerű szerszámgépek
 SZÉCHENYI ISTVÁN EGYETEM GYŐR SZERSZÁMGÉPEK (NGB_AJ009_2) Korszerű szerszámgépek Összeállította: Dr. Pintér József 2011.09.26. Korszerű szerszámgépek 1 Korszerű szerszámgépek VÁZLAT 1. Kinematikai alapok,
SZÉCHENYI ISTVÁN EGYETEM GYŐR SZERSZÁMGÉPEK (NGB_AJ009_2) Korszerű szerszámgépek Összeállította: Dr. Pintér József 2011.09.26. Korszerű szerszámgépek 1 Korszerű szerszámgépek VÁZLAT 1. Kinematikai alapok,
Dr. Mikó Balázs
 Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Steel Riders Kft. Ve r p e l é t, K o s s u t h L a j o s u t c a 6 4.
 Steel Riders Kft. Ve r p e l é t, K o s s u t h L a j o s u t c a 6 4. Rövid bemutatkozó Cégünk 1997 márciusában alakult, mint családi vállalkozás, egy 200 m2-es verpeléti üzemben. Fő tevékenységünk a
Steel Riders Kft. Ve r p e l é t, K o s s u t h L a j o s u t c a 6 4. Rövid bemutatkozó Cégünk 1997 márciusában alakult, mint családi vállalkozás, egy 200 m2-es verpeléti üzemben. Fő tevékenységünk a
Gépipari Technológiai Intézet
 Szent István Egyetem Gépészmérnöki Kar Gépipari Technológiai Intézet FOGLALKOZTATÁSI TERV ÉS TANTÁRGYI ISMERTETŐ Egyszerűsített értékelésű tantárgyakhoz Tartalom 1. Általános adatok...1 1.1. A tantárgy
Szent István Egyetem Gépészmérnöki Kar Gépipari Technológiai Intézet FOGLALKOZTATÁSI TERV ÉS TANTÁRGYI ISMERTETŐ Egyszerűsített értékelésű tantárgyakhoz Tartalom 1. Általános adatok...1 1.1. A tantárgy
FOGLALKOZÁSI TERV. Kósa Péter műszaki oktató. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Foglalkozási napló. Autógyártó 11. évfolyam
 Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Gyártandó alkatrész műhelyrajza és 3D test modellje
 Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta)
") MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) 400 x 400 mm 60-1200 1/min. Főmotor teljesítménye 12\15 kw Főorsó kúp BT 40 Asztal poz.: 0,001 (folyamatos) Fanuc 16i Robot:
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) 400 x 400 mm 60-1200 1/min. Főmotor teljesítménye 12\15 kw Főorsó kúp BT 40 Asztal poz.: 0,001 (folyamatos) Fanuc 16i Robot:
Gildemeister-Bielefeld NEF-480 80.1222.06229
 EXCEL CSEPEL SZERSZÁMGÉPGYÁRTÓ KFT + 3 6-1/ 27 8 5 80 0, 2 78 58 03 + 3 6-1/ 42 5 7 60 5 WEB: w ww. e xce l -cse pel. hu E- M ail: sale s@e xcel -cse pe l. hu Gildemeister-Bielefeld NEF-480 80.1222.06229
EXCEL CSEPEL SZERSZÁMGÉPGYÁRTÓ KFT + 3 6-1/ 27 8 5 80 0, 2 78 58 03 + 3 6-1/ 42 5 7 60 5 WEB: w ww. e xce l -cse pel. hu E- M ail: sale s@e xcel -cse pe l. hu Gildemeister-Bielefeld NEF-480 80.1222.06229
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása http://www.lib.uni-miskolc.hu/digital/
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása http://www.lib.uni-miskolc.hu/digital/
SZÉCHENYI ISTVÁN EGYETEM GYŐR MEGMUNKÁLÁSI TECHNOLÓGIÁK B_AJ005_2
 MEGMUNKÁLÁSI TECHNOLÓGIÁK B_AJ005_2 Gépészmérnöki (BSc) szak ALAPFOGALMAK 1. előadás Összeállította: Dr. Pintér József A gyártástechnológia alapfogalmai A gyártástechnológia alapfogalmai 1. Bevezetés 2.
MEGMUNKÁLÁSI TECHNOLÓGIÁK B_AJ005_2 Gépészmérnöki (BSc) szak ALAPFOGALMAK 1. előadás Összeállította: Dr. Pintér József A gyártástechnológia alapfogalmai A gyártástechnológia alapfogalmai 1. Bevezetés 2.
motor teljesítménye 12\15 kw orsó kúp BT 40 Fanuc 2000 R-2000iA 165F Gyártási év: 2007
 MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) Asztalméret 400 x 400 mm orsó fordulat 60-1200 1/min. motor teljesítménye 12\15 kw orsó kúp BT 40 Asztal poz.: 0,001 (folyamatos)
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) Asztalméret 400 x 400 mm orsó fordulat 60-1200 1/min. motor teljesítménye 12\15 kw orsó kúp BT 40 Asztal poz.: 0,001 (folyamatos)
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
Technológiai dokumentációk
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait: a)
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait: a)
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Házi feladat Dr Mikó Balázs - Gyártástechnológia II. 5
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06
 MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
Mechanikai megmunkálás
 Mechanikai megmunkálás VII.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás VII.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ ESETTANULMÁNYOK Alapfogalmak Rugalmas gyártórendszer Flexible Manufacturing System (FMS) A rendszer egy
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ ESETTANULMÁNYOK Alapfogalmak Rugalmas gyártórendszer Flexible Manufacturing System (FMS) A rendszer egy
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló (rugalmas) gyártócella fogalma 2. Megmunkáló
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló (rugalmas) gyártócella fogalma 2. Megmunkáló
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék. Dr. Kulcsár Gyula egyetemi docens
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Tartalomjegyzék Bevezetés Termelési paradigma fogalma Paradigma váltások A CIM fogalmának
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Tartalomjegyzék Bevezetés Termelési paradigma fogalma Paradigma váltások A CIM fogalmának
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Dr. Mikó Balázs BGRKG14NNM / NEC. miko.balazs@bgk.uni-obuda.hu
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Technológiai dokumentáció Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
Gyártástechnológia II. BAGGT23NNB Technológiai dokumentáció Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
Web: www.smtech.hu Rövid cégnév: Smtech Kft.
 Web: www.smtech.hu Rövid cégnév: Smtech Kft. E-mail: office@smtech.hu Tel: +36/30/325-3428 (Hederics Tamás Kereskedelmi Igazgató) Rólunk mondták: Eddig 3 gépet rendeltünk a Sheet Metál Technológia Kft-től.
Web: www.smtech.hu Rövid cégnév: Smtech Kft. E-mail: office@smtech.hu Tel: +36/30/325-3428 (Hederics Tamás Kereskedelmi Igazgató) Rólunk mondták: Eddig 3 gépet rendeltünk a Sheet Metál Technológia Kft-től.
GYÁRTÁSTECHNOLÓGIA 2011. Pápai Gábor. Rs1.sze.hu/~papaig/!GYÁRTÁSTECHNOLÓGI A_NGB_AJ008_1_2011_LABOR NC/CNC ismeretek
 GYÁRTÁSTECHNOLÓGIA Rs1.sze.hu/~papaig/!GYÁRTÁSTECHNOLÓGI A_NGB_AJ008_1_2011_LABOR NC/CNC ismeretek 2011. Pápai Gábor Az NC története ELŐADÁSON TELJESKÖRŰ ISMERTETÉS -> ITT ELSŐDLEGESEN A MO-I VONATKOZÁS
GYÁRTÁSTECHNOLÓGIA Rs1.sze.hu/~papaig/!GYÁRTÁSTECHNOLÓGI A_NGB_AJ008_1_2011_LABOR NC/CNC ismeretek 2011. Pápai Gábor Az NC története ELŐADÁSON TELJESKÖRŰ ISMERTETÉS -> ITT ELSŐDLEGESEN A MO-I VONATKOZÁS
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék. Dr. Kulcsár Gyula egyetemi docens
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens CIM funkciók az IBM által javasolt modell szerint Az IBM által javasolt, erősen egyszerűsített
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens CIM funkciók az IBM által javasolt modell szerint Az IBM által javasolt, erősen egyszerűsített
2012. NCT VEZÉRLÉSRE írásbeli ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY. április 19. Versenyző száma:
 ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 19. 2012. NCT VEZÉRLÉSRE írásbeli A kidolgozás időtartama: 150 perc Jóváhagyta: Apostol Attila Támogatók: NCT Kft. NCT Akadémia graphit Kft.
ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 19. 2012. NCT VEZÉRLÉSRE írásbeli A kidolgozás időtartama: 150 perc Jóváhagyta: Apostol Attila Támogatók: NCT Kft. NCT Akadémia graphit Kft.
3D-s szkennelés és CNC marás a fafaragás szolgálatában
 3D-s szkennelés és CNC marás a fafaragás szolgálatában A faipari tevékenységek során egyre gyakrabban jelentkezik speciális igény arra, hogy pl. egyes bútorok, belsőépítészeti létesítmények felújításánál
3D-s szkennelés és CNC marás a fafaragás szolgálatában A faipari tevékenységek során egyre gyakrabban jelentkezik speciális igény arra, hogy pl. egyes bútorok, belsőépítészeti létesítmények felújításánál
 Cégbemutató smartsol Engineering Kft. - Magyarország 2014-01-22 1 Bemutatkozás Engedje meg, hogy bemutassuk 100%-ban magyar tulajdonú családi vállalkozásunkat, amelynek alapja a több évtizedes mérnöki
Cégbemutató smartsol Engineering Kft. - Magyarország 2014-01-22 1 Bemutatkozás Engedje meg, hogy bemutassuk 100%-ban magyar tulajdonú családi vállalkozásunkat, amelynek alapja a több évtizedes mérnöki
Az Eötvös Loránd Szakközépiskola és Szakiskola ERASMUS+ programja
 Az Eötvös Loránd Szakközépiskola és Szakiskola ERASMUS+ programja Krakkó, 2014. szeptember 22. - október 10. Gyártástervezési, gyártásirányítási ismeretek elmélyítése, gyártási folyamatok modellezése A
Az Eötvös Loránd Szakközépiskola és Szakiskola ERASMUS+ programja Krakkó, 2014. szeptember 22. - október 10. Gyártástervezési, gyártásirányítási ismeretek elmélyítése, gyártási folyamatok modellezése A
1.4. A vállalati tevékenység számítógépes támogatása
 A gyártástervezés lyan termelést segítő tevékenység, amely a gyártmány gyártáshelyes és minimális költséggel járó előállítását biztsítja. A gyártástervezés részterületei: gyártási flyamattervezés, művelettervezés,
A gyártástervezés lyan termelést segítő tevékenység, amely a gyártmány gyártáshelyes és minimális költséggel járó előállítását biztsítja. A gyártástervezés részterületei: gyártási flyamattervezés, művelettervezés,
NC gyakorlat. 1. CNC gépek jellegzetes pozícionálási módjai
 NC gyakorlat 1. CNC gépek jellegzetes pozícionálási módjai A CNC gépek talán legfontosabb funkciója a pozícionálás. A hagyományos szerszámgépek előtoló rendszereinek a feladata az előírt illetve beállított
NC gyakorlat 1. CNC gépek jellegzetes pozícionálási módjai A CNC gépek talán legfontosabb funkciója a pozícionálás. A hagyományos szerszámgépek előtoló rendszereinek a feladata az előírt illetve beállított
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT
 FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
Intelligens Technológiák gyakorlati alkalmazása
 Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. SMARTUS Nyílt Nap 2016 11.10.2016 Page 1 Ütközésvédelem intelligensen! Németh Zoltán Területi értékesítési
Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. SMARTUS Nyílt Nap 2016 11.10.2016 Page 1 Ütközésvédelem intelligensen! Németh Zoltán Területi értékesítési
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
KULCS_PROGRAMOZÁS_TKU (ESZTERGÁLÁS)
") KULCS_PROGRAMOZÁS_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М Gépi nullpont 0,5 b) А Felvett nullpont 0,5 c) W Munkadarab nullpont 0,5 d) R Referenciapont 0,5
KULCS_PROGRAMOZÁS_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М Gépi nullpont 0,5 b) А Felvett nullpont 0,5 c) W Munkadarab nullpont 0,5 d) R Referenciapont 0,5
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
GYÁRTÓRENDSZER IRÁNYÍTÁSA, FELÜGYELETE
 2. GYÁRTÓRENDSZEREK FŐ JELLEMZŐI (Dudás Illés) A Gyártórendszer (MS) a gyártási fő- és segédfolyamatokat megvalósító gyártóberendezésekből, eszközökből, továbbá az előbbiek irányítását, felügyeletét ellátó
2. GYÁRTÓRENDSZEREK FŐ JELLEMZŐI (Dudás Illés) A Gyártórendszer (MS) a gyártási fő- és segédfolyamatokat megvalósító gyártóberendezésekből, eszközökből, továbbá az előbbiek irányítását, felügyeletét ellátó
KÉPZÉSI PROGRAM. CAD-CAM INFORMATIKUS OKJ azonosító: 54 481 01. Szolnok
 KÉPZÉSI PROGRAM CAD-CAM INFORMATIKUS OKJ azonosító: 54 481 01 Szolnok 2015 KÉPZÉSI PROGRAM Megnevezése OKJ azonosító 54 481 01 A képzési program CAD-CAM informatikus A képzés során megszerezhető kompetenciák
KÉPZÉSI PROGRAM CAD-CAM INFORMATIKUS OKJ azonosító: 54 481 01 Szolnok 2015 KÉPZÉSI PROGRAM Megnevezése OKJ azonosító 54 481 01 A képzési program CAD-CAM informatikus A képzés során megszerezhető kompetenciák
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK B Szakirányú gyakorlat III. tantárgy 2016/2017. tanév, II. félév GMB. IV. évfolyam Gyak.jegy, kredit: 3 Tantárgy
FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK B Szakirányú gyakorlat III. tantárgy 2016/2017. tanév, II. félév GMB. IV. évfolyam Gyak.jegy, kredit: 3 Tantárgy
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20AMs- és -32AMs CNC hosszeszterga
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20AMs- és -32AMs CNC hosszeszterga
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Szakirányú gyakorlat I. tantárgy 2010/2011. tanév, I. félév GM1B. III. évfolyam Gyak.jegy, kredit: 2 Tanítási hetek száma:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Szakirányú gyakorlat I. tantárgy 2010/2011. tanév, I. félév GM1B. III. évfolyam Gyak.jegy, kredit: 2 Tanítási hetek száma:
NC-, CNC PROGRAMOZÓ TECHNOLÓGUS
 NC-, CNC PROGRAMOZÓ TECHNOLÓGUS SZAKMAISMERTETŐ INFORMÁCIÓS MAPPA Humánerőforrás-fejlesztési Operatív Program (HEFOP) 1.2 intézkedés Az Állami Foglalkoztatási Szolgálat fejlesztése NC-, CNC PROGRAMOZÓ
NC-, CNC PROGRAMOZÓ TECHNOLÓGUS SZAKMAISMERTETŐ INFORMÁCIÓS MAPPA Humánerőforrás-fejlesztési Operatív Program (HEFOP) 1.2 intézkedés Az Állami Foglalkoztatási Szolgálat fejlesztése NC-, CNC PROGRAMOZÓ
Üzemszervezés A BMEKOKUA180
 Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki és Járműmérnöki Kar Közlekedésmérnöki Szak Üzemszervezés A BMEKOKUA180 Termelési rendszerek Dr. Juhász János egyetemi docens A termelési
Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki és Járműmérnöki Kar Közlekedésmérnöki Szak Üzemszervezés A BMEKOKUA180 Termelési rendszerek Dr. Juhász János egyetemi docens A termelési
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
S&T FOCUS Kutnyánszky Tamás SMARTUS Zrt TITLE CHAPTER Page 1. OKUMA Europe GmbH
 S&T FOCUS 2015 Kutnyánszky Tamás SMARTUS Zrt. 2015.10.16. TITLE CHAPTER Page 1 TITLE CHAPTER 13.02.2017 Page 2 OKUMA SALES TITLE CHAPTER 13.02.2017 Page 3 OKUMA - Japán piacvezető szerszámgép gyártója
S&T FOCUS 2015 Kutnyánszky Tamás SMARTUS Zrt. 2015.10.16. TITLE CHAPTER Page 1 TITLE CHAPTER 13.02.2017 Page 2 OKUMA SALES TITLE CHAPTER 13.02.2017 Page 3 OKUMA - Japán piacvezető szerszámgép gyártója
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608)
") CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
A fejlődés megindulása. A Z3 nevet viselő 1941-ben megépített programvezérlésű elektromechanikus gép már a 2-es számrendszert használta.
 Kezdetek A gyors számolás vágya egyidős a számolással. Mind az egyiptomiak mind a babilóniaiak számoló táblázatokat használtak. A helyiérték és a 10-es számrendszer egyesítése volt az első alapja a különböző
Kezdetek A gyors számolás vágya egyidős a számolással. Mind az egyiptomiak mind a babilóniaiak számoló táblázatokat használtak. A helyiérték és a 10-es számrendszer egyesítése volt az első alapja a különböző
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. A gyártástechnológia alapfogalmai
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József 2012. A gyártástechnológia alapfogalmai
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József 2012. A gyártástechnológia alapfogalmai
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. A gyártástechnológia alapfogalmai
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József 2015. 1 A gyártástechnológia
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József 2015. 1 A gyártástechnológia
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0281-06/2 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartama: 45 perc A 20/2007. (V. 21.)
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0281-06/2 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartama: 45 perc A 20/2007. (V. 21.)
TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel
 TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel ALAPKIVITEL - 32 bit FANUC vezérlés, DNC, és internet csatlakozással, - 10,4 színes kijelz,
TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel ALAPKIVITEL - 32 bit FANUC vezérlés, DNC, és internet csatlakozással, - 10,4 színes kijelz,
E[M]CONOMy. means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260. CNC oktatás ipari teljesítménnyel
![E[M]CONOMy. means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260. CNC oktatás ipari teljesítménnyel](/thumbs/56/38009336.jpg "E[M]CONOMy. means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260. CNC oktatás ipari teljesítménnyel") [ E[M]CONOMy ] means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260 CNC oktatás ipari teljesítménnyel Concept MILL 260 Az új Concept Mill 260 egyesíti a korábbi, kiváló CM 250 összes előnyét más, széleskörű
[ E[M]CONOMy ] means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260 CNC oktatás ipari teljesítménnyel Concept MILL 260 Az új Concept Mill 260 egyesíti a korábbi, kiváló CM 250 összes előnyét más, széleskörű
Forgácsoló gyártócellák, gyártórendszerek 2.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 2. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák (FMC) 2. Rugalmas gyártórendszerek
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 2. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák (FMC) 2. Rugalmas gyártórendszerek
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. Tantárgyi követelmények A gyártástechnológia alapfogalmai
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Tantárgyi követelmények A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József A tantárgy
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Tantárgyi követelmények A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József A tantárgy
CNC MARÁSI FELADATOK ANYAGALAKÍTÁSI TECHNOLÓGIÁK FORGÁCSOLÓ ELJÁRÁSOK
 CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
MAXXMILL 630. Függőleges maróközpont 5-oldalas megmunkáláshoz MARÁS EMCO-WORLD.COM
 MAXXMILL 630 Függőleges maróközpont 5-oldalas megmunkáláshoz MARÁS EMCO-WORLD.COM Kompakt függőleges maróközpont Az új Maxxmill 630 függőleges CNC marógép hatékonyan és pontosan munkál meg 445 x 445 x
MAXXMILL 630 Függőleges maróközpont 5-oldalas megmunkáláshoz MARÁS EMCO-WORLD.COM Kompakt függőleges maróközpont Az új Maxxmill 630 függőleges CNC marógép hatékonyan és pontosan munkál meg 445 x 445 x
TRADÍCIÓ A HAZAI GÉPGYÁRTÁSBAN MEGMUNKÁLÓ CELLÁK BPW Hungária
 TARTALOM: - TEVÉKENYSÉGI KÖRÖK - CSEPELI CNC ESZTERGÁK - CELLA RENDSZEREK - SPECIÁLIS MEGOLDÁSOK - EGYEDI BERENDEZÉSEK - FEJLESZTÉSEK - MODERNIZÁLÁSOK - CNC GÉPKÉPVISELETEK - REFERENCIÁK - ELÉRHETŐSÉGEK
TARTALOM: - TEVÉKENYSÉGI KÖRÖK - CSEPELI CNC ESZTERGÁK - CELLA RENDSZEREK - SPECIÁLIS MEGOLDÁSOK - EGYEDI BERENDEZÉSEK - FEJLESZTÉSEK - MODERNIZÁLÁSOK - CNC GÉPKÉPVISELETEK - REFERENCIÁK - ELÉRHETŐSÉGEK
CAD- CAM informatikus képzés tematika oktatott modulok
 CAD- CAM informatikus képzés tematika oktatott modulok 1156-06 - Számjegyvezérlésű gépek működtetése, karbantartása, javítása, dokumentálása Új vezérlőberendezéseket üzembe helyez Ismerteti a vezérlő szolgáltatásait
CAD- CAM informatikus képzés tematika oktatott modulok 1156-06 - Számjegyvezérlésű gépek működtetése, karbantartása, javítása, dokumentálása Új vezérlőberendezéseket üzembe helyez Ismerteti a vezérlő szolgáltatásait
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Ipari termelés informatika támogatása
 Debreceni Egyetem Informatikai Kar Ipari termelés informatika támogatása Témavezető: Dr. Husi Géza tanszékvezető főiskolai docens Készítette: Lakatos Gergely mérnök informatikus hallgató Debrecen 2010.
Debreceni Egyetem Informatikai Kar Ipari termelés informatika támogatása Témavezető: Dr. Husi Géza tanszékvezető főiskolai docens Készítette: Lakatos Gergely mérnök informatikus hallgató Debrecen 2010.
Versenyző kódja: 16 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
34 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
Gyártási folyamat tervezés
 Gyártási folyamat tervezés Markos Sándor Szalay Tibor 1 A gyártási folyamat tagozódása Szakasz Müveletcsoport Művelet Műveletelemcsoport Műveletelem Mozdulat Mozdulatelem A gyártás azon része amely a termékhez
Gyártási folyamat tervezés Markos Sándor Szalay Tibor 1 A gyártási folyamat tagozódása Szakasz Müveletcsoport Művelet Műveletelemcsoport Műveletelem Mozdulat Mozdulatelem A gyártás azon része amely a termékhez
Gyakorlati segédlet a tervezési feladathoz
 Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési és Gyártástechnológiai Intézet Gyakorlati segédlet a tervezési feladathoz Mechanikai megmunkálás (OFM, FM BSC) és Ipari Technológiák II.
Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési és Gyártástechnológiai Intézet Gyakorlati segédlet a tervezési feladathoz Mechanikai megmunkálás (OFM, FM BSC) és Ipari Technológiák II.
Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV Nyíregyházi Főiskola Gyártórendszerek tervezése c. tan- 2009/2010. tanév, II. félév GM.III. évfolyam Gyak.jegy, 2 kredit tárgy Műszaki Alapozó és Gépgyártástechnológia Tanszék Tanítási
FOGLALKOZÁSI TERV Nyíregyházi Főiskola Gyártórendszerek tervezése c. tan- 2009/2010. tanév, II. félév GM.III. évfolyam Gyak.jegy, 2 kredit tárgy Műszaki Alapozó és Gépgyártástechnológia Tanszék Tanítási
CNC SZERSZÁMGÉPEK, CÉLGÉPEK
 3 Dr. Zsiga Zoltán-Dr. Makó Ildikó CNC SZERSZÁMGÉPEK, CÉLGÉPEK A jegyzet a HEFOP támogatásával készült. Miskolci Egyetem. Minden jog fenntartva A jegyzet a HEFOP támogatásával készült. 6050073 (HEFOP-3.3.1-P-2004-09-0102/1.0)
3 Dr. Zsiga Zoltán-Dr. Makó Ildikó CNC SZERSZÁMGÉPEK, CÉLGÉPEK A jegyzet a HEFOP támogatásával készült. Miskolci Egyetem. Minden jog fenntartva A jegyzet a HEFOP támogatásával készült. 6050073 (HEFOP-3.3.1-P-2004-09-0102/1.0)
Beszállítás AR Gyártási folyamat KR
 3. ELŐADÁS TERMELÉSI FOLYAMATOK STRUKTURÁLÓDÁSA 1. Megszakítás nélküli folyamatos gyártás A folyamatos gyártás lényege, hogy a termelési folyamat az első művelettől az utolsóig közvetlenül összekapcsolt,
3. ELŐADÁS TERMELÉSI FOLYAMATOK STRUKTURÁLÓDÁSA 1. Megszakítás nélküli folyamatos gyártás A folyamatos gyártás lényege, hogy a termelési folyamat az első művelettől az utolsóig közvetlenül összekapcsolt,
CAD-CAM informatikus CAD-CAM informatikus
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
NYF-MMFK Műszaki Alapozó és Gépgyártástechnológia Tanszék gépészmérnöki szak III. évfolyam
 FOLYAMATTERVEZÉS B Tantárgy kódja: GM 2505 Meghirdetés féléve: 5. Össz-óraszám (elm. + gyak.): 28 5. 14 1 1 14 14 Összesen: 14 14 Előfeltétel (tantárgyi kód): GM 1302 Tantárgyfelelős neve: Dr. Végső Károly
FOLYAMATTERVEZÉS B Tantárgy kódja: GM 2505 Meghirdetés féléve: 5. Össz-óraszám (elm. + gyak.): 28 5. 14 1 1 14 14 Összesen: 14 14 Előfeltétel (tantárgyi kód): GM 1302 Tantárgyfelelős neve: Dr. Végső Károly
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT
 A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
A gyártástervezés modelljei. Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet ermelési folyamatok II. A gyártástervezés modelljei Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet ermelési folyamatok II. A gyártástervezés modelljei Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu