NC gyakorlat. 1. CNC gépek jellegzetes pozícionálási módjai
|
|
|
- Emma Boros
- 8 évvel ezelőtt
- Látták:
Átírás
1 NC gyakorlat 1. CNC gépek jellegzetes pozícionálási módjai A CNC gépek talán legfontosabb funkciója a pozícionálás. A hagyományos szerszámgépek előtoló rendszereinek a feladata az előírt illetve beállított előtolási sebességek biztosítása, míg a CNC pozícionáló rendszereknek a programozott pályasebesség mellett a megfelelő, szigorú követelmények szerinti célpont elérés, célpontra állás. Az időben külön, vagy párhuzamosan történő szánmozgások eredőjeként más-más mozgáspályák adódnak, s ennek megfelelően a CNC gépek különféle pozícionálási feladatokat hajthatnak végre. A jellegzetes pozícionálási módok az alábbiak: Pontvezérléssel történő pozícionálás, Szakaszvezérléssel történő pozícionálás, Pályavezérléssel történő pozícionálás, Lineáris pálya mentén, Körpályán, Parabola pályán. a., Pontvezérléssel történő pozicionálás Gyorsmeneti sebességgel történő célpontra állás, megközelítés, eltávolodás. Jellemzői az alábbiak: Gyorsmeneti mozgás, Egyidejűleg több koordináta mentén, A mozgások között nincs kapcsolat, Mozgás közben nincs forgácsolás, Tipikus programmondat: N52 G00 X és/vagy Y és/vagy Z és/vagy A stb, ahol X,Y, Z, A a célpont koordináták, G00 a pontvezérlési utasítás. b., Szakaszvezérléssel történő pozícionálás A szakaszvezérlés sajátosságai az alábbiak: Koordináta párhuzamos mozgások, Egyidejűleg csak egy koordináta mentén van mozgás, A mozgás sebessége a programozott előtolás, Mozgás közben van/lehet forgácsolás. Tipikus programmondat: N51 G73 X vagy Y vagy Z..Fxxx Sxxx Mxx, ahol G73 a szakaszvezérlésre vonatkozó utasítás, X, Y, Z, a célpontok, F az előtolás, S, M a főorsó forgás, hűtés. Megjegyzendő, hogy a szakaszvezérlést, mint önálló funkciót ma már nem használják. A mai korszerű pozicionáló rendszerek alkalmasak 1

2 pályavezérlésre is, és az egy tengely menti lineáris interpoláció tökéletesen szükségtelenné teszi a szakaszvezérlés önálló alkalmazását. c., Pályavezérléssel történő pozícionálás A pályavezérlési mód ma már a pozícionáló és irányító rendszerek fejlettsége révén minden CNC gépnek lehetséges szolgáltatása. Általános jellemzői az alábbiak: Egyidejűleg több tengely menti mozgás, A mozgások között szigorú kötöttségek vannak, ezt az interpolátor biztosítja (2-5D-s megmunkálások), Mozgás közben van/lehet forgácsolás, A pálya menti sebesség a programozott előtolási sebesség. 2. CNC gépek geometriai információs rendszere Minden CNC gép esetében alapvető, hogy értelmezni tudjuk: a gép szánjainak helyzetét, mozgását, a programban megadandó geometriai adatokat, a munkadarab méreteit, a megmunkáló szerszámok méreteit, fő geometriai jellemzőit. Ezt biztosítja a CNC gép geometriai információs rendszere, melynek részei: a koordináta rendszerek, a vezérlésben az adatokat tároló elemek, az ún. tároló regiszterek. A fenti táblázatban összefoglaltuk a geometriai információs rendszer építőelemeit. A gépi koordinátarendszer, a GKR,- ahogy a nevéből is következik-, a CNC gép saját rendszere, a gép ebben a rendszerben hajt végre minden mozgást. 2

3 Ebben a rendszerben értelmezi a szánok helyzetét, pozícióit, s ezek értékeit a vezérlésben a <H> gépi helyzet regiszterek tárolják. A szánok pillanatnyi helyzete mindenkor az MF távolság, ahol az M a GKR kezdőpontja, F pedig a szánok vezérelt pontja. A programozói munka megkönnyítését és a CNC géptől való függetlenítést szolgálja a programozói koordinátarendszer, a PKR alkalmazása. A kezdőpontja a W pont, a szerszámpálya értelmezett pontja a P pont. A programozás során ebben a koordinátarendszerben értelmezzük a munkadarab méreteket, valamint a programba írandó célpontok adatait. Általában igaz, hogy a munkadarab kontúrját programozzuk (K-pontot) úgy, hogy a kontúrt a szerszámpályával egybeesőnek tekintjük, de az eltérés számítására a programban szükség szerint megfelelő parancsot adunk (szerszámpálya korrekciózás). A program adataiból számított szerszámpálya adatokat az <A> regiszterek tárolják, ezek a szerszámpálya regiszterek. A CNC gépek is, mint általában az automaták előre beállított szerszámmal dolgoznak, ezért szükség van egy vonatkoztatási rendszerre, amelyben a szerszámok megfelelő adatai értelmezhetőek. Ez a rendszer a szerszám koordinátarendszer, az SKR. Az origója az N pont, amit célszerű az F-fel egyezőnek értelmezni (N=F). Az FP távolság a szerszám hosszméret korrekciója, a P pont a szerszám programozott pontja. Ebben a rendszerben lehet értelmezni a szerszámok típusát is. A szerszámok méreteit és típus-kódjait <T> szerszámadat regiszterek tárolják 3

4 CNC geometriai rendszere A fenti ábra jelöléseivel a jellemző elemek az alábbiak: r 0 nullponteltolás vektor r WK a programozott kontúr vektor, a g(x,y,z) kontúrgörbe pontjainak helyvektora r KP a szerszámsugár vagy geometriai korrekciós vektor r WP a szerszámpálya vektor r FP a szerszám hosszkorrekció vektor r MF a vezérelt pont vektor A koordinátarendszerek közötti kapcsolatot az alábbi egyenlet írja le: r MF = r 0 +r WP -r FP, ahol r WP =r WK +r KP tehát r MF =r 0 + r WK +r KP -r FP Fenti egyenletből jól látható, hogy a pozícionálás célpontja a nullponteltolás, a munkadarab aktuális mérete, a geometriai korrekció és a szerszám hosszkorrekció összessége. A koordinátarendszerekkel kapcsolatos általános előírások Az alaprendszerek Descartes-i, jobbsodrású koordinátarendszerek A tengelyek jelei: X Y Z elsődleges tengelyek U V W másodlagos tengelyek A B C szögelfordulások 4

5 A Z tengely a főorsóval párhuzamos Esztergáknál az X-Z a munkasík Pozitív a tengelyirány, ha a szerszám és a munkadarab távolodásakor a koordinátaérték növekvő. Amennyiben a szerszám végzi a mozgást, akkor a mozgásirányok és a tengelyirányítások egyezőek, ellenkező esetben szembemutatóak. Esztergáknál a pozitív Z tengely a szegnyereg felé, a főorsóból kifelé, maró és fúrógépek esetében a főorsóba befelé mutat. A koordinátarendszerek tengelyei természetesen a szánvezetékekkel párhuzamosak. A gépi GKR és a programozói PKR koordinátarendszerek alapesetben egymáshoz képest eltoltak lehetnek (nullponteltolás!), elforgatás nem lehetséges. A mai korszerű gépeknél gyakran lehetőség van a programozott nullponteltolási funkció segítségével a programozói koordinátarendszer átmeneti elforgatására az alaprendszerhez képest. 5

6 A dokumentum használata Tartalomjegyzék Vissza 106 A ábra és a ábra a kontúrleírások speciális eseteit, lehet ségeit mutatják be összesen 12 esetre. A lehet ségekben az a közös, hogy egy-egy geometriai elem az alapleírásokhoz képest más jellemz vel is definiálható (hajlásszöggel, rádiusszal), valamint lekerekítések élletörések illeszthet k be, egymást követ elemek láncolhatók. Az 1-12 ábrákon fel vannak tüntetve a szintaktikai specialitások, ezek betartása kötelez (szórend, megadandó adatok, stb.) Egyszer programozási mintapélda A következ kben egy egyszer példát mutatunk be az EPA 320 Sinumerik 810T CNC esztergán történ megmunkálás programozására ábra A programozandó munkadarab felfogási terve A munkadarab rajzáról látható, hogy a munkadarab megmunkálandó felülete egy egyszer kontúr, a nyersdarab 96 mm átmér j, 30 mm-es átmen furattal, a bal oldalán a felfogásra alkalmas hengeres átmér vel és A dokumentum használata Tartalomjegyzék Vissza 106
 3.1.2.")
7 A dokumentum használata Tartalomjegyzék Vissza 107 az ütköztetéshez használható vállal. A megmunkálandó felületek a homlokfelület és a küls kontúr. A felfogási terv elkésztése ábra a gépen alkalmazható befogási mód megválasztása, a programozói koordináta-rendszer kijelölése, a CNC programozáshoz illeszked méretláncok megtervezése A munkadarabot a 88 mm átmér j hengeres felületen egy hárompofás esztergatokmányba fogjuk fel, a hosszirányú ütköztetésre a pofák homlokfelületét használjuk. A programozói koordinátarendszer helyének kijelölése is rendkívül egyszer, az X tengelyt célszer en az ütközési síkban kell elhelyezni, ezzel elérhet, hogy a szerkesztési és a technológiai bázisok egybeessenek. A méretláncok átszámítására nincs szükség, az ábrán megadott a programírás céljainak megfelel. A m veletterv elkészítése: 1. A homlokfelület nagyolása ábra A homlokfelület nagyoló megmunkálása A megmunkálás technológiai adatai: fogásmélység 1,5 mm, simítási ráhagyás 0,5 mm, el tolás 0,25 mm/ford. F0.25 vágósebesség 80 m/min, G96 S80 szerszám: T02 D2 A dokumentum használata Tartalomjegyzék Vissza 107

8 A dokumentum használata Tartalomjegyzék Vissza Küls kontúr nagyolása fogásmélység 3 mm, simítási ráhagyás 1 mm X és Z irányban, el tolás 0,25 mm/ford. F0.25 vágósebesség 80 m/min, G96 S80 szerszám T02 D2 alkalmazott alprogram száma: L ábra Küls kontúr nagyolása 3. Homlokfelület majd küls kontúr simítása ábra Simítási m veletek A dokumentum használata Tartalomjegyzék Vissza 108

9 A dokumentum használata Tartalomjegyzék Vissza 109 fogásmélység a simítási ráhagyások szerint, el tolás 0,1 mm/ford. F0.1 vágósebesség 100 m/min, G96 S100 szerszám T08 D8 kontúrleíró alprogram száma: SPF110 L110 A szerszámozási terv elkészítése A szerszámozási terv készítése során a gép szerszámozási lehet ségei és a feladat alapján az alkalmazandó szerszámok és szerszámtartók kiválasztása, a szerszámok pontos definiálása, megnevezése (Txx Dxx), a programozott pontok (P) kijelölése, a szerszámtípus és a korrekciók meghatározása a feladat ábra A nagyoló és simító szerszámok vázlata A mozgásciklusok tervezése A szerszámpályák kvalitatív és kvantitatív meghatározását jelentik. Példákban a mozgáspályákat a m veletekhez tartozó ábrákon mutattuk be. A kontúrleíró alprogram tervezése Ezen alprogramot a küls felület nagyolásánál, az L95 alprogramban, majd a küls felület simító megmunkálásához használjuk. A kontúrleírás elkészítéséhez ad segítséget a ábra A dokumentum használata Tartalomjegyzék Vissza 109

10 A dokumentum használata Tartalomjegyzék Vissza 110.Megjegyezzük, hogy természetesen az X geometriai adatok most is a munkadarab aktuális átmér it jelentik. A kontúrleíró alprogram ábra A kontúrleírás vázlata %SPF110 N5 G00 G42 X56 Z58 N10 G01 X72 A135 N15 X72 Z30 B22 N20 X100 A150 N25 M17 (alprogram azonosító) (kezd pontra állás) (45 -os élletörés) (az átmér 72 felület és R22 lekerekítés) (30 -os kúpfelület) (alprogram vége) A f program elkészítéséhez a m veletek tervezésénél bemutatott ábrák adatait használtuk. A f program listája az alábbi: %MPF100 (F program azonosító) N5 G00 G90 G40 G53 D00 X200 Z300 (Szerszámváltási pozícióba mozgás) N10 T02 D02 M06 A dokumentum használata Tartalomjegyzék Vissza 110
 (30 -os kúpfelület) (alprogram vége) A f program elkészítéséhez a m veletek tervezésénél bemutatott ábrák adatait használtuk.")
11 A dokumentum használata Tartalomjegyzék Vissza 111 (Nagyoló szerszám beváltása) N15 G00 G54 G90 G40 G97 X99 Z58.5 S1000 M04 M08 (F mondat) N20 G01 G96 X27 F0.25 S80 (Homlokfelület nagyolása) N25 G00X100 Z65 (Szerszám kiemelés) N30 R20=110 R21=56 R22=58 R24=1 R25=1 R26=3 R27=42 R29=31 (Regiszter értékadás) N35 L95 P1 (Esztergáló alprogram hívás, küls felület nagyolás) N40 G00 G40 G97 X100 Z100 S1000 (Szerszám kiemelés) N45 G53 D00 X200 Z300 (Szerszámváltási pozícióba mozgás) N50 T08 D08 M06 (Simító szerszám beváltása) N55 G00 G54 G90 G40 G97 X62 Z58 S1000 M04 M08 (F mondat) N60 G01 G96 X27 S100 F0.1 (Homlokfelület simítása) N65 G00 X62 Z61 (Szerszám kiemelés) N70 L110 P1 (Kontúrleíró alprogram hívás, küls felület simítás) N75 G00 G40 X110 Z58 (Szerszám kiemelés) N80 G53 D00 X200 Z200 M05 M09 (Hátrafutás munkadarab cserehelyzetbe) N85 M02 (Program vége) Természetesen a fenti feladatnak nem csak ez az általunk bemutatott helyes megoldása van, több helyen van lehet ség más megoldást alkalmazni, s ez a programozó technológus ízlését l függ. A dokumentum használata Tartalomjegyzék Vissza 111
 N60 G01 G96 X27 S100 F0.")
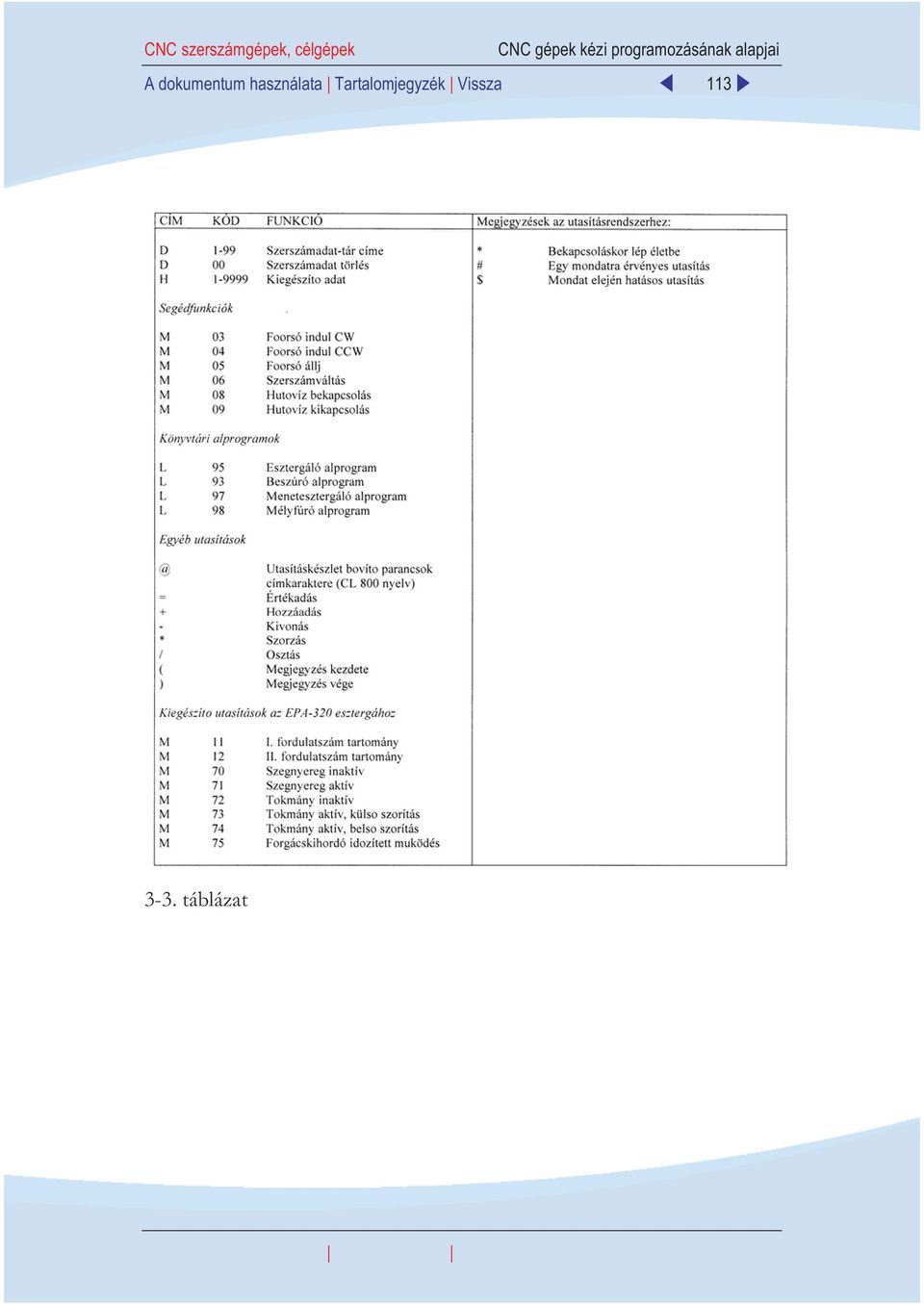
12 A dokumentum használata Tartalomjegyzék Vissza A Sinumerik 810 T vezérlés utasításai A dokumentum használata Tartalomjegyzék Vissza 112

13 A dokumentum használata Tartalomjegyzék Vissza táblázat A dokumentum használata Tartalomjegyzék Vissza 113
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
NC alapismeretek Dr. Zsiga Zoltán főiskolai docens Miskolci Egyetem, Szerszámgépek Tanszéke
 NC alapismeretek Dr. Zsiga Zoltán főiskolai docens Miskolci Egyetem, Szerszámgépek Tanszéke 1 Tartalom NC/CNC technika alapjai CNC gépek jellegzetes építőelemei Tipikus CNC gépek CNC gépek kézi programozásának
NC alapismeretek Dr. Zsiga Zoltán főiskolai docens Miskolci Egyetem, Szerszámgépek Tanszéke 1 Tartalom NC/CNC technika alapjai CNC gépek jellegzetes építőelemei Tipikus CNC gépek CNC gépek kézi programozásának
10. Az NC programozás alapjai. Az NC technika fejlődése. Az NC technika rugalmas automatizált. nagy termelékenység
 10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
 NC technika alapjai Összeállította: Dr. Zsiga Zoltán főiskolai docens Készült az ESZA 02040002 projekt keretében Bevezetés Az NC technika alapjai c. tantárgy keretében áttekintjük: a diszkrét gyártás automatizálásának
NC technika alapjai Összeállította: Dr. Zsiga Zoltán főiskolai docens Készült az ESZA 02040002 projekt keretében Bevezetés Az NC technika alapjai c. tantárgy keretében áttekintjük: a diszkrét gyártás automatizálásának
Forgácsolási folyamatok számítógépes tervezése I.
 Forgácsolási folyamatok számítógépes tervezése I. Az alkatrészprogram szintaktikája Program szám Mindig 4 karakter Program név Maximum 16 karakter NCT 2000T Dr. Mikó Balázs %O1234(programnév) N0005 (megjegyzés)
Forgácsolási folyamatok számítógépes tervezése I. Az alkatrészprogram szintaktikája Program szám Mindig 4 karakter Program név Maximum 16 karakter NCT 2000T Dr. Mikó Balázs %O1234(programnév) N0005 (megjegyzés)
2012. NCT VEZÉRLÉSRE írásbeli ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY. április 19. Versenyző száma:
 ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 19. 2012. NCT VEZÉRLÉSRE írásbeli A kidolgozás időtartama: 150 perc Jóváhagyta: Apostol Attila Támogatók: NCT Kft. NCT Akadémia graphit Kft.
ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 19. 2012. NCT VEZÉRLÉSRE írásbeli A kidolgozás időtartama: 150 perc Jóváhagyta: Apostol Attila Támogatók: NCT Kft. NCT Akadémia graphit Kft.
Készült az ESZA 0 2 0 4 0 0 0 2 projekt keretében
 Összeállította: Dr. Zsiga Zoltán foiskolai docens 1. rész Készült az ESZA 0 2 0 4 0 0 0 2 projekt keretében Bevezetés Az NC technika alapjai c. tantárgy keretében áttekintjük: a diszkrét gyártás automatizálásának
Összeállította: Dr. Zsiga Zoltán foiskolai docens 1. rész Készült az ESZA 0 2 0 4 0 0 0 2 projekt keretében Bevezetés Az NC technika alapjai c. tantárgy keretében áttekintjük: a diszkrét gyártás automatizálásának
Gyártandó alkatrész műhelyrajza és 3D test modellje
 Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
9. SZERSZÁMOK POZÍCIONÁLÁSA
 9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC
 2012. szeptember 9. Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC NC programozás Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
2012. szeptember 9. Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC NC programozás Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
munkamenetben x x G01 [X...] [Y...] [Z...] [F...] [S...] [T...] [M...]
![munkamenetben x x G01 [X...] [Y...] [Z...] [F...] [S...] [T...] [M...]](/thumbs/60/44621925.jpg "munkamenetben x x G01 [X...] [Y...] [Z...] [F...] [S...] [T...] [M...]") KÓD G00 G01 KÓD JELENTÉSE GÉP TIPUS MARÓ ESZT. MONDAT FORMÁTUM, MEGJEGYZÉSEK Elmozdulás gyorsmenetben G00 [X...] [Y...] [Z...] [S...] [T...] [M...] Egyenes interpoláció munkamenetben G01 [X...] [Y...]
KÓD G00 G01 KÓD JELENTÉSE GÉP TIPUS MARÓ ESZT. MONDAT FORMÁTUM, MEGJEGYZÉSEK Elmozdulás gyorsmenetben G00 [X...] [Y...] [Z...] [S...] [T...] [M...] Egyenes interpoláció munkamenetben G01 [X...] [Y...]
DIN GÉP TIPUS MARÓ ESZTERGA MONDAT FORMÁTUM, MEGJEGYZÉSEK KÓD JELENTÉSE. Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben G00
 DIN 66025 KÓD G00 G01 G02 G03 Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben Körinterpoláció (OMJM ) Körinterpoláció (OMJE ) G04 Várakozási idő G09 Pontos méretre állás G10 G11 G12 G13 G17
DIN 66025 KÓD G00 G01 G02 G03 Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben Körinterpoláció (OMJM ) Körinterpoláció (OMJE ) G04 Várakozási idő G09 Pontos méretre állás G10 G11 G12 G13 G17
Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány
 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. miko.balazs@bgk.uni-obuda.hu
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. miko.balazs@bgk.uni-obuda.hu
Csésze nevű alkatrész megmunkálása
 Csésze nevű alkatrész megmunkálása 1. Alkatrész megnyitása: Nyissa meg a Csésze.par alkatrész-fájlt a Fájl menü Megnyitás pontjával. 2. Alkatrész elmozgatása a megmunkálási pozícióba Amennyiben a megmunkálás
Csésze nevű alkatrész megmunkálása 1. Alkatrész megnyitása: Nyissa meg a Csésze.par alkatrész-fájlt a Fájl menü Megnyitás pontjával. 2. Alkatrész elmozgatása a megmunkálási pozícióba Amennyiben a megmunkálás
Használható segédeszköz: számológép (Mobil/okostelefon számológép funkció nem használható a vizsgán!)
") A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
CNC PROGRAMOZÁS A CNC szerszámgépek alkalmazásának főbb előnyei: CNC szerszámgépek fő részei Számjegyvezérlési módok CNC gépeken
 CNC PROGRAMOZÁS A CNC szerszámgépek alkalmazásának főbb előnyei: a szerszámcsere és a szerszámmozgatás automatizálása révén csökken a mellékidő,nincs szükség különleges alakú egyedi szerszámokra és készülékekre,
CNC PROGRAMOZÁS A CNC szerszámgépek alkalmazásának főbb előnyei: a szerszámcsere és a szerszámmozgatás automatizálása révén csökken a mellékidő,nincs szükség különleges alakú egyedi szerszámokra és készülékekre,
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány
 FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA. MTS-eszterga programozása. MTS GmbH GO98 Bt.
 Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-eszterga programozása MTS GmbH GO98 Bt. MTS eszterga programozása MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-eszterga programozása MTS GmbH GO98 Bt. MTS eszterga programozása MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
a.) b.) a.) b.) a.) b.)
 b.) a.) b.) a.) b.)") 1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait: a)
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait: a)
NC vezérlés, NC szerszámgép, CNC, (Computer) Numerical Control, számvezérlés
 Numerical Control, számvezérlés") A gyakorlat megnevezése: CNC PROGRAMOZÁS Száma: 13 Tananyag Jegyzetben: 142-192 oldal A gyakorlat célja és megszerzendo ismeretek: Alapveto CNC programozási ismeretek megszerzése, programfuttatás CNC szerszámgépen
A gyakorlat megnevezése: CNC PROGRAMOZÁS Száma: 13 Tananyag Jegyzetben: 142-192 oldal A gyakorlat célja és megszerzendo ismeretek: Alapveto CNC programozási ismeretek megszerzése, programfuttatás CNC szerszámgépen
EPA 320 CNC eszterga Oktatási segédlet
 MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
Tervezési feladat. Komplex tervezés c. tárgyból. Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés c. tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Kódjel: d8 1 Tartalomjegyzék: 1.aaAz alkatrész
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés c. tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Kódjel: d8 1 Tartalomjegyzék: 1.aaAz alkatrész
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék. Tervezési feladat. Komplex tervezés. Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ 1 Tartalomjegyzék: 1.Az alkatrész geometriai modellje
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ 1 Tartalomjegyzék: 1.Az alkatrész geometriai modellje
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Dr. Mikó Balázs
 Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA. MTS-eszterga programozási feladatok. MTS GmbH GO98 Bt. 1-85
 Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-eszterga programozási feladatok MTS GmbH GO98 Bt. 1-85 MTS eszterga programozási feladatok MTS Mathematisch Technische Software-Entwicklung
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-eszterga programozási feladatok MTS GmbH GO98 Bt. 1-85 MTS eszterga programozási feladatok MTS Mathematisch Technische Software-Entwicklung
NCT 90T Programozási leírás
 BUDAPESTI MÛSZAKI EGYETEM GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK Dr Szegh Imre, Mikó Balázs NCT 90T Programozási leírás 1997. NCT-90T 2 1. Az alkatrészprogram szintaktikája A program kezdete: A program háromféleképpen
BUDAPESTI MÛSZAKI EGYETEM GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK Dr Szegh Imre, Mikó Balázs NCT 90T Programozási leírás 1997. NCT-90T 2 1. Az alkatrészprogram szintaktikája A program kezdete: A program háromféleképpen
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
SinuTrain (Siemens 840D) szoftver. SinuTrain szoftver indítása: Az asztalon lévő SinuTrain indító ikonra 2x kattintással
 szoftver. SinuTrain szoftver indítása: Az asztalon lévő SinuTrain indító ikonra 2x kattintással") SinuTrain (Siemens 840D) szoftver SinuTrain szoftver indítása: Az asztalon lévő SinuTrain indító ikonra 2x kattintással A feljövő felületen rákattintással kiválasztjuk a vezérlőhöz illesztett gépet. A
SinuTrain (Siemens 840D) szoftver SinuTrain szoftver indítása: Az asztalon lévő SinuTrain indító ikonra 2x kattintással A feljövő felületen rákattintással kiválasztjuk a vezérlőhöz illesztett gépet. A
motor teljesítménye 12\15 kw orsó kúp BT 40 Fanuc 2000 R-2000iA 165F Gyártási év: 2007
 MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) Asztalméret 400 x 400 mm orsó fordulat 60-1200 1/min. motor teljesítménye 12\15 kw orsó kúp BT 40 Asztal poz.: 0,001 (folyamatos)
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) Asztalméret 400 x 400 mm orsó fordulat 60-1200 1/min. motor teljesítménye 12\15 kw orsó kúp BT 40 Asztal poz.: 0,001 (folyamatos)
Példák 04 4a Négyzet megmunkálása kontúrkövetéssel
 4a Négyzet megmunkálása kontúrkövetéssel 0 BEGIN PGM 4a MM program kezdete 3 TOOL CALL 10 Z S1500 F500 szerszám hívása (T10), fõorsó tengelyének kijelölése (Z) fordulatszám és elõtolás megadása 4 L Z+50
4a Négyzet megmunkálása kontúrkövetéssel 0 BEGIN PGM 4a MM program kezdete 3 TOOL CALL 10 Z S1500 F500 szerszám hívása (T10), fõorsó tengelyének kijelölése (Z) fordulatszám és elõtolás megadása 4 L Z+50
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0281-06/2 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartama: 45 perc A 20/2007. (V. 21.)
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0281-06/2 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartama: 45 perc A 20/2007. (V. 21.)
TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel
 TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel ALAPKIVITEL - 32 bit FANUC vezérlés, DNC, és internet csatlakozással, - 10,4 színes kijelz,
TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel ALAPKIVITEL - 32 bit FANUC vezérlés, DNC, és internet csatlakozással, - 10,4 színes kijelz,
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
NCT. Esztergavezérlők. Példatár
 NCT Esztergavezérlők Példatár Gyártó és fejlesztő: NCT Ipari Elektronikai kft. H1148 Budapest Fogarasi út 7 : Levélcím: H1631 Bp. pf.: 26 F Telefon: (+36 1) 467 63 00 F Telefax:(+36 1) 363 6605 Villanyposta:
NCT Esztergavezérlők Példatár Gyártó és fejlesztő: NCT Ipari Elektronikai kft. H1148 Budapest Fogarasi út 7 : Levélcím: H1631 Bp. pf.: 26 F Telefon: (+36 1) 467 63 00 F Telefax:(+36 1) 363 6605 Villanyposta:
B) Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!
 Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!") 1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
KULCS_PROGRAMOZÁS_TKU (ESZTERGÁLÁS)
") KULCS_PROGRAMOZÁS_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М Gépi nullpont 0,5 b) А Felvett nullpont 0,5 c) W Munkadarab nullpont 0,5 d) R Referenciapont 0,5
KULCS_PROGRAMOZÁS_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М Gépi nullpont 0,5 b) А Felvett nullpont 0,5 c) W Munkadarab nullpont 0,5 d) R Referenciapont 0,5
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
NCT. Marógép és megmunkáló központ vezérlők. Példatár
 NCT Marógép és megmunkáló központ vezérlők Példatár Gyártó és fejlesztő: NCT Ipari Elektronikai kft. H1148 Budapest Fogarasi út 7 : Levélcím: H1631 Bp. pf.: 26 F Telefon: (+36 1) 467 63 00 F Telefax:(+36
NCT Marógép és megmunkáló központ vezérlők Példatár Gyártó és fejlesztő: NCT Ipari Elektronikai kft. H1148 Budapest Fogarasi út 7 : Levélcím: H1631 Bp. pf.: 26 F Telefon: (+36 1) 467 63 00 F Telefax:(+36
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Technológiai tervezés NC eszterga gépre ÓE B01 alap közepes haladó
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Technológiai tervezés NC eszterga gépre ÓE B01 alap közepes haladó
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
3. 5 TENGELYES SWARF SIMITAS
 3. 5 TENGELYES SWARF SIMITAS Meghatározás Ennél az eljárásnál a kiválasztott felületet a szerszám palástfelületével munkáljuk meg, amelyhez a szerszámtengely orientációt automatikusra kell állítanunk.
3. 5 TENGELYES SWARF SIMITAS Meghatározás Ennél az eljárásnál a kiválasztott felületet a szerszám palástfelületével munkáljuk meg, amelyhez a szerszámtengely orientációt automatikusra kell állítanunk.
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
2011. tavaszi félév. CNC forgácsolás. Balla Sándor
 2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
2011. NCT-104T ÍRÁSBELI ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY. április 14-16. Versenyző száma:
 ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 14-16. 2011. NCT-104T ÍRÁSBELI A kidolgozás időtartama 180 perc Jóváhagyta Apostol Attila Támogatók NCT Kft. NCT Akadémia graphit Kft. ISCAR
ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 14-16. 2011. NCT-104T ÍRÁSBELI A kidolgozás időtartama 180 perc Jóváhagyta Apostol Attila Támogatók NCT Kft. NCT Akadémia graphit Kft. ISCAR
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
12. PÉLDÁK Példa komplex megmunkálásra
 PowerMill 12. Példák 12. PÉLDÁK 12.1 Példa komplex megmunkálásra Töltsük be a Modell-A.dgk modellt. A munkadarabot két részletben bontjuk ki. A hullámos felület feletti részt raszter nagyolással, míg magát
PowerMill 12. Példák 12. PÉLDÁK 12.1 Példa komplex megmunkálásra Töltsük be a Modell-A.dgk modellt. A munkadarabot két részletben bontjuk ki. A hullámos felület feletti részt raszter nagyolással, míg magát
Technológiai sorrend
 Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
14. Tétel. Számjegyvezérlésű szerszámgépek: Vezérlés fogalma: CNC vezérlés felépítése:
 14. Tétel 14. Csoportosítsa a számjegyvezérlésű szerszámgépeket! Definiálja a vezérlés fogalmát! Sorolja fel, milyen vezérléseket ismer! Beszéljen a CNC vezérlés alapvető felépítéséről! Számjegyvezérlésű
14. Tétel 14. Csoportosítsa a számjegyvezérlésű szerszámgépeket! Definiálja a vezérlés fogalmát! Sorolja fel, milyen vezérléseket ismer! Beszéljen a CNC vezérlés alapvető felépítéséről! Számjegyvezérlésű
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Alphacam Router. Faipari megoldások
 Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Alphacam Router. Faipari megoldások
 Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
SZÉCHENYI ISTVÁN EGYETEM GYŐR GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2. Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA. Összeállította: Dr.
 szak NC, CNC TECHNOLÓGIA. Összeállította: Dr.") GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2 Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA Összeállította: Dr. Pintér József 1. NC-technika alapfogalmak 2. NC-technika fejlődéstörténete 3. NC, CNC szerszámgépek
GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2 Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA Összeállította: Dr. Pintér József 1. NC-technika alapfogalmak 2. NC-technika fejlődéstörténete 3. NC, CNC szerszámgépek
CNC PILOT 4290 B és Y tengely
 Felhasználói kézikönyv CNC PILOT 4290 B és Y tengely NC szoftver 625 952-xx Magyar (hu) 10/2010 CNC PILOT 4290 B és Y tengely CNC PILOT 4290 B és Y tengely Ez a kézikönyv a 625 952-xx (7.1 kiadás) számú
Felhasználói kézikönyv CNC PILOT 4290 B és Y tengely NC szoftver 625 952-xx Magyar (hu) 10/2010 CNC PILOT 4290 B és Y tengely CNC PILOT 4290 B és Y tengely Ez a kézikönyv a 625 952-xx (7.1 kiadás) számú
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia. Dr. Pintér József 2016.
 NC, CNC technológia. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia Dr. Pintér József 2016. 1 Felhasznált irodalom Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia Dr. Pintér József 2016. 1 Felhasznált irodalom Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások
Oktatási segédlet. EMCO WinCTS oktatószoftver használata
 PANNON EGYETEM Műszaki Informatika Kar Matematika Tanszék Oktatási segédlet EMCO WinCTS oktatószoftver használata Név: Milus Lajos informatikatanár MA levelező hallgató Veszprém 2010 2 Tartalomjegyzék:
PANNON EGYETEM Műszaki Informatika Kar Matematika Tanszék Oktatási segédlet EMCO WinCTS oktatószoftver használata Név: Milus Lajos informatikatanár MA levelező hallgató Veszprém 2010 2 Tartalomjegyzék:
Versenyző kódja: 16 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
34 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
4. SZERSZÁMTENGELY IRÁNYULTSÁGOK
 PowerMill Öttengelyes megmunkálás 4. Szerszámtengely irányultságok 4. SZERSZÁMTENGELY IRÁNYULTSÁGOK Meghatározás Folyamatos 5 tengelyes megmunkálás esetén, ahol a fej vagy/és asztal egyidejűleg forog a
PowerMill Öttengelyes megmunkálás 4. Szerszámtengely irányultságok 4. SZERSZÁMTENGELY IRÁNYULTSÁGOK Meghatározás Folyamatos 5 tengelyes megmunkálás esetén, ahol a fej vagy/és asztal egyidejűleg forog a
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
PEPS CAD/CAM Verzió 7.0 Újdonságok és változások
 PEPS CAD/CAM Verzió 7.0 Újdonságok és változások Bevezetés Jelen dokumentum áttekintést ad a PEPS CAD/CAM rendszer 7.0 verziójával kapcsolatos újdonságokról és változásokról. Operációs rendszerek A 7.0
PEPS CAD/CAM Verzió 7.0 Újdonságok és változások Bevezetés Jelen dokumentum áttekintést ad a PEPS CAD/CAM rendszer 7.0 verziójával kapcsolatos újdonságokról és változásokról. Operációs rendszerek A 7.0
SZÓBELI VIZSGATÉTELEK. CAD/CAM, CNC programozó technológus
 NCT Akadémia Közhasznú Nonprofit Kft. Felnőttképzési nyilvántartási szám: 00028-2011 FAT: PL-5608 Intézményi akkreditációs lajstromszám: -AL-2625 SZÓBELI VIZSGATÉTELEK CAD/CAM, CNC programozó technológus
NCT Akadémia Közhasznú Nonprofit Kft. Felnőttképzési nyilvántartási szám: 00028-2011 FAT: PL-5608 Intézményi akkreditációs lajstromszám: -AL-2625 SZÓBELI VIZSGATÉTELEK CAD/CAM, CNC programozó technológus
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
CNC-forgácsoló CNC-forgácsoló 2/36
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
CNC TECHNOLÓGIA ÉS PROGRAMOZÁS. I. Programozás
 CNC TECHNOLÓGIA ÉS PROGRAMOZÁS I. Programozás Tartalomjegyzék Bevezetés 1. A CNC programozáshoz kapcsolódó alapfogalmak áttekintése... 9 1.1. CNC szerszámgépek fő részei... 9 1.1.1. A gépágy felépítése...
CNC TECHNOLÓGIA ÉS PROGRAMOZÁS I. Programozás Tartalomjegyzék Bevezetés 1. A CNC programozáshoz kapcsolódó alapfogalmak áttekintése... 9 1.1. CNC szerszámgépek fő részei... 9 1.1.1. A gépágy felépítése...
CNC MARÁSI FELADATOK ANYAGALAKÍTÁSI TECHNOLÓGIÁK FORGÁCSOLÓ ELJÁRÁSOK
 CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
dr. Boza Pál CNC TECHNOLÓGIA ÉS PROGRAMOZÁS I. Programozás
 dr. Boza Pál CNC TECHNOLÓGIA ÉS PROGRAMOZÁS I. Programozás NSZI 2007 Tartalomjegyzék Bevezetés 1. A CNC programozáshoz kapcsolódó alapfogalmak áttekintése... 9 1.1. CNC szerszámgépek fő részei...9 1.1.1.
dr. Boza Pál CNC TECHNOLÓGIA ÉS PROGRAMOZÁS I. Programozás NSZI 2007 Tartalomjegyzék Bevezetés 1. A CNC programozáshoz kapcsolódó alapfogalmak áttekintése... 9 1.1. CNC szerszámgépek fő részei...9 1.1.1.
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608)
") CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Orsó-fordulatszám (S), orsó-forgásirány (M3, M4, M5)
, orsó-forgásirány (M3, M4, M5)") Funkció Az orsó-fordulatszám és -forgásirány megadása a főorsót forgásba hozza és ezzel megteremti a forgácsolás előfeltételét. Szintaxis Kép 1 Orsómozgások esztergálásnál A főorsó mellett lehetnek további
Funkció Az orsó-fordulatszám és -forgásirány megadása a főorsót forgásba hozza és ezzel megteremti a forgácsolás előfeltételét. Szintaxis Kép 1 Orsómozgások esztergálásnál A főorsó mellett lehetnek további
TENGELYES NAGYOLÁS
 PowerMill Öttengelyes megmunkálás 2. 3+2 Tengelyes nagyolás 2. 3+2 TENGELYES NAGYOLÁS Meghatározás Többtengelyes licensz nélkül: Valamely ferde síkban történő megmunkálás megkezdése előtt a fejet és/vagy
PowerMill Öttengelyes megmunkálás 2. 3+2 Tengelyes nagyolás 2. 3+2 TENGELYES NAGYOLÁS Meghatározás Többtengelyes licensz nélkül: Valamely ferde síkban történő megmunkálás megkezdése előtt a fejet és/vagy
8. SZERSZÁMGÉP ANIMÁCIÓ
 8. SZERSZÁMGÉP ANIMÁCIÓ Meghatározás Az öttengelyes megmunkálások elengedhetetlen kelléke a szerszámgép különböző egységeinek megmunkálás közbeni ütközés ellenőrzése. A PowerMill, ütközés észlelés esetén
8. SZERSZÁMGÉP ANIMÁCIÓ Meghatározás Az öttengelyes megmunkálások elengedhetetlen kelléke a szerszámgép különböző egységeinek megmunkálás közbeni ütközés ellenőrzése. A PowerMill, ütközés észlelés esetén
CNC programozás alapjai
 Budapesti Mőszaki Fıiskola Bánki Donát Gépészmérnöki Fıiskolai Kar AGI Gépgyártástechnológiai Tanszék CNC programozás alapjai 2006. Tartalom 1 NC-és CNC-technika...2 1.1 Ellenırzı kérdések...5 2 A geometriai
Budapesti Mőszaki Fıiskola Bánki Donát Gépészmérnöki Fıiskolai Kar AGI Gépgyártástechnológiai Tanszék CNC programozás alapjai 2006. Tartalom 1 NC-és CNC-technika...2 1.1 Ellenırzı kérdések...5 2 A geometriai
Dr. Mikó Balázs BGRKG14NNM / NEC. miko.balazs@bgk.uni-obuda.hu
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
MUNKAANYAG. Dabi Ágnes. CNC és szimulációs program kezelése. A követelménymodul megnevezése: A próbagyártás technológiája
 Dabi Ágnes CNC és szimulációs program kezelése A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-005-30
Dabi Ágnes CNC és szimulációs program kezelése A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-005-30
CNC MARÁSI FELADATOK. Furatok készítése. Furatkészítés
 CNC MARÁSI FELADATOK PONTVEZÉRLÉS (FÚRÁSI FELADATOK VÉGREHAJTÁSA) Furatok készítése Fúrás Hagyományos és leggyorsabb módszer Forgácstörés kihívást jelenthet néhány anyag esetén Hiányzik a rugalmasság (változó
CNC MARÁSI FELADATOK PONTVEZÉRLÉS (FÚRÁSI FELADATOK VÉGREHAJTÁSA) Furatok készítése Fúrás Hagyományos és leggyorsabb módszer Forgácstörés kihívást jelenthet néhány anyag esetén Hiányzik a rugalmasság (változó
Sorrendtervezés. Dr. Mikó Balázs Az elemzés egysége a felületelem csoport.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
A CAM PROGRAMOZÁS ALAPJAI SURFCAM
 TERVEZÉS-INFORMATIKAI FÜZETEK TAKÁCS GYÖRGY A CAM PROGRAMOZÁS ALAPJAI SURFCAM MISKOLCI EGYETEM 2003 1/1 Készült az Oktatási Minisztérium megbízásából. Szerzõdéskötõ Hatóság: VÁTI Területfejlesztési Igazgatóság
TERVEZÉS-INFORMATIKAI FÜZETEK TAKÁCS GYÖRGY A CAM PROGRAMOZÁS ALAPJAI SURFCAM MISKOLCI EGYETEM 2003 1/1 Készült az Oktatási Minisztérium megbízásából. Szerzõdéskötõ Hatóság: VÁTI Területfejlesztési Igazgatóság
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM MK/HU Érvényességi idő: 2009. 10. 08. óra, perc a vizsgabefejezés szerint. Minősítő neve, beosztása: Nagy László s.k. NSZFI főigazgató Készítő szerv: Nemzeti Szakképzési
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM MK/HU Érvényességi idő: 2009. 10. 08. óra, perc a vizsgabefejezés szerint. Minősítő neve, beosztása: Nagy László s.k. NSZFI főigazgató Készítő szerv: Nemzeti Szakképzési
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.