|
|
|
- Mátyás Endre Gál
- 8 évvel ezelőtt
- Látták:
Átírás
1 NC technika alapjai Összeállította: Dr. Zsiga Zoltán főiskolai docens Készült az ESZA projekt keretében

2 Bevezetés Az NC technika alapjai c. tantárgy keretében áttekintjük: a diszkrét gyártás automatizálásának jellemzőit az NC, CNC gépek felépítésének, alkalmazásának alapismereteit, legfontosabb építőelemeit a CNC gépek geometriai rendszereit, összefüggéseit, használatát a CNC gépek kézi programozásának alapjait, sajátosságait A szerszámozások jellemzőit 2

3 A diszkrét gyártási folyamatok jellemzői: A munkadarabok és gyártási részfolyamataik időben és térben elhatárolhatóak A folyamatok ciklikusak, s ehhez jellemzően alkalmasak a programvezérelt gyártóeszközök Irányításuk összetett, sok funkcióra irányuló tevékenység, melyben a számítógép alkalmazásának különös jelentősége van A technikai fejlődés ma már lehetővé teszi és megköveteli a számítógép alkalmazását a termelő rendszerek, a termelési és gyártási folyamatok irányítása tervezése terén egyaránt. A számítógépet integrált rendszerben használó rendszerek a CIM rendszerek (Computer Integrated Manufacturing) 3

4 Egy lehetséges CIM modell Vállalat irányitás Igazgatás, ügyvitel MIS Konstrukciós terv. CAD Központi adatbázis Technológiai terv. CAPP Termelés tervezés PPS Anyaggazdálk., raktározás CAST Gyártásirányitás CAM Minőségbiztositás CAQA Anyag, Energia Technológiai folyamatok CNC, ROC, PLC,FMS, FMC,AGV Termék 4

5 Számítógépes gyártás jellegzetes kifejezései (1) NC CNC CIM DNC MIS Caxx CAD CAE CAPP CAM CAQA CAST CASE MRP PPS Numerical Control Computer Numerical Control Computer Integrated Manufacturing Distributed Numerical Control Management Information System Computer Aided.. Design Engineering Process Planning Manufacturing Quality Assurance Storing & Transport Software Engineering Manufacturing Resource Planning Production Planning & Scheduling Számjegyes Vezérlés Számítógépes Számjegyes Vezérlés Számítógéppel Integrált Gyártás Elosztott NC Vezetési Információs Rendszer Számítógéppel Segített. Tervezés (termék) Mérnöki Tevékenység Folyamat tervezés (technológiai) Gyártás Minõségbiztosítás Raktározás és szállítás Szoftver készítés Gyártás Erõforrás Tervezés Termelési Folyamat Tervezés és Ütemezés 5

6 Számítógépes gyártás jellegzetes kifejezései (2) ROC PLC FMC FMS AGV LAN MAP WS HOST C. NCL APT WOP ONC UIC Robot Controller Programmable Logical Controller Flexible Manufacturing Cell Flexible Manufacturing System Automatically Guided Vehicle Local Area Network Manufacturing Automation Protocol Workstation Host Computer Numerical Control Language Automatically Programmed Tool Workshop Oriented Programming Open NC Universal Industrial Controller Robot Vezérlés Programozható Logikai Vezérlés Rugalmas Gyártócella Rugalmas Gyártórendszer Robotkocsi Helyi Hálózat Gyártásautomatizálási Protokoll Munkaállomás Rendszergazda Számítógép NC Programnyelv Automatikus Szerszámpálya Programozás Muhelyszintu Programozás Nyitott Struktúrájú NC Általános Ipari Vezérlo 6

7 A diszkrét gyártási folyamatok jellegzetes automatizált gyártóeszközei Merev programú, kötött ütemű gépek Gépsorok Célgépek Tömegszerűség Átállitható gépek Mechanikus automata Ütközős programvez. Rugalmasan programozható rendszerek FMS FMC MC CNC Rugalmasság, termék sokféleség 7

8 Mi az NC? Az NC vezérlés bonyolult (technológiai) berendezés irányítására szolgáló eszköz, amely: Számítógép alapú (CNC) Digitális Rugalmasan programozható A program utasítások számjegyes formában megadott adatok vagy kódok A programot számjegyes formában tárolja A vezérlés valósidejű, a mozgáspályákat valós időben generálja A technológiai folyamatok elemeikre bonthatóak, melyek számadatokkal vagy kódokkal megadhatóak, az elemek a gépi funkciók 8

9 Az NC vezérlés alapelve Az NC alapelve Z F S z 3 z 1 Gépi funkciók és az NC utasítások kapcsolata z 2 X Y x k y k N5G00X(x k )Y(y k )Z(z 3 )S500F0.2M4 N10Z(z 1 )M8 N15G1Z(z 2 )F0.2 N20G00Z(z 1 ) N25Z(z 3 )M5M9... X 9
M8 N15G1Z(z 2 )F0.")
10 Az NC technika kialakulása, története USA: az első NC gép megjelenése (MIT Messachusetts Institute of Technology) A repülőgép gyártás igénye: bonyolult alakú, monolit alkatrészek nagy darabszámban, megbízható minőségben 1950-es évek: Európai megjelenés 1963 Magyarország: MFS-320 marógép, 1965 ERI-250 eszterga, Csepeli Szerszámgépgyár, Vezérlések fejlesztése itthon: VILATI, SZTAKI, EMG 1974 mikroprocesszorok: CNC gépek 1981 multiprocesszoros vezérlések, FMS, FMC 1982 CNC fogazógépek, köszörűk 1985 CIM rendszerek 1990 OPEN CNC 10

11 Az NC (KNC) vezérlés fő jellemzői Rögzített logika Lyukszalagos, mágnesszalagos programbevitel Nincs programtárolás Nincs program javítási, szerkesztési lehetőség NC funkciók száma korlátozott A CNC vezérlések fő jellemzői Szabadon programozható logika (nem a felhasználó!) Számítógépes programbevitel Tárolt alkatrészprogram Programszerkesztés, javítás, helyszíni programírás On, Off szimuláció Rendszerbe kapcsolhatóság FMS, FMC, DNC Nagy számú NC funkció A mai gyakorlatban már kizárólag CNC gépeket építenek! 11
 Számítógépes programbevitel Tárolt alkatrészprogram Programszerkesztés, javítás, helyszíni programírás On, Off szimuláció")
12 Az NC, CNC technika alkalmazási területei (a teljesség igénye nélkül) Forgácsoló szerszámgépek Marógépek, Fúró-maró megmunkáló központok Esztergák, Eszterga megmunkáló központok Fogazógépek Köszörűgépek Forgács nélküli alakítógépek Lemezalakító gépek, élhajlítók, ollók, kivágók, megmunkáló központok Csőhajlítók Különleges technológiák gépei Lézeres kivágók Vízsugaras kivágók Fröccsöntő gépek Faipari megmunkálógépek Mérőgépek Robotok 12

13 A CNC technika alkalmazásának hatásai Közvetlen előnyök Bonyolult felületek gyárthatóak viszonylag egyszerűen és gazdaságosan (kúp, gömb, menet, szabad felület, stb.) Egyenletes az egyes gyártmányok minősége, egyszerűbb szerelési feladatok Nagyobb termelékenység, rövidebb mellékidők (szerszámcserélők, mérőrendszerek, pozicionáló rendszerek) Univerzális befogó és felfogó készülékek alkalmazhatóak Egy felfogásban komplexebb készremunkálás A technológia racionalizálási lehetősége (megmunkáló ciklusok, forgácsolási stratégiák) Egyszerű, szabványos szerszámok alkalmazási lehetősége (pályagenerálás) 13
 Univerzális befogó és felfogó készülékek alkalmazhatóak Egy felfogásban komplexebb készremunkálás A")
14 Közvetett előnyök Nagyobb technológiai fegyelmet kíván, növeli a technikai, technológiai kultúra színvonalát A gyártmánytervezés nagyobb szabadsága Magasabban kvalifikált kezelő személyzet Csökkennek a szubjektív hibák Rendszerbe szervezhetőek Biztosabb gyártástervezés, pontosabb gyártásütemezés Raktározási költségek csökkennek Hátrányok Viszonylag nagy beszerzési költség, magas gépköltség Szigorúbb, költségesebb előgyártmány Fegyelmezettebb környezet, pontos szerszám, program és munkadarab ellátás (ez természetesen egyben előny is!) Az előnyök biztosításához természetesen az NC gépek építése is fokozott igényeket támaszt a gyártókkal szemben: korszerű eszközök, technikák, elvek alkalmazását. 14

15 Tipikus CNC gépek Az EPA Sinumerik 810T eszterga 1. Felépitési vázlat 15

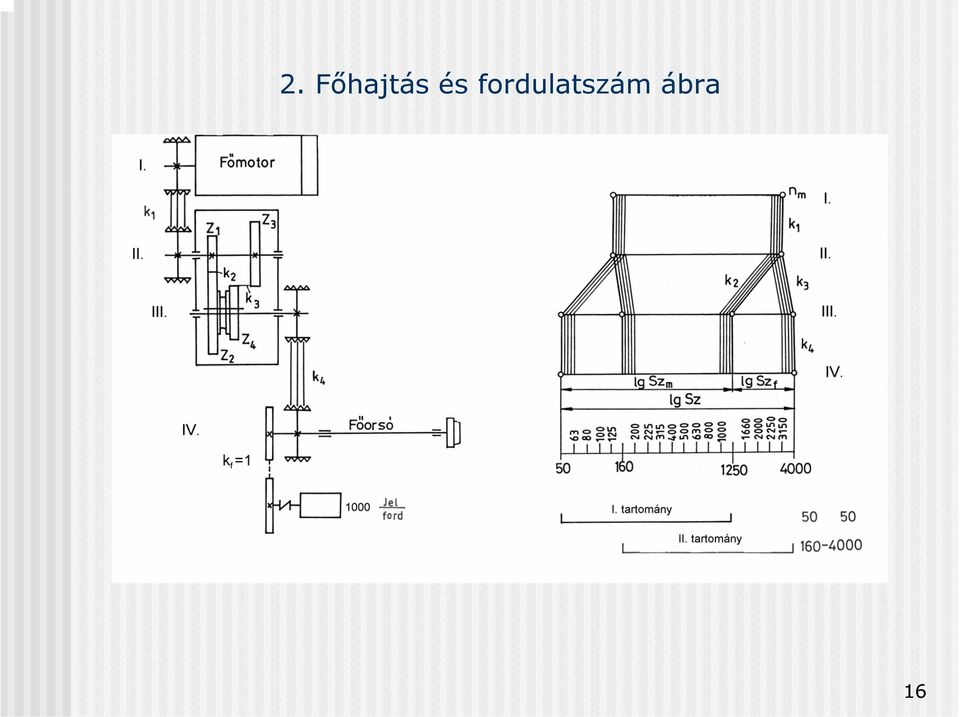
16 2. Főhajtás és fordulatszám ábra 16
17 3. Teljesitmény-nyomaték karakterisztika 17

18 4. Lábazati hajtómű 18

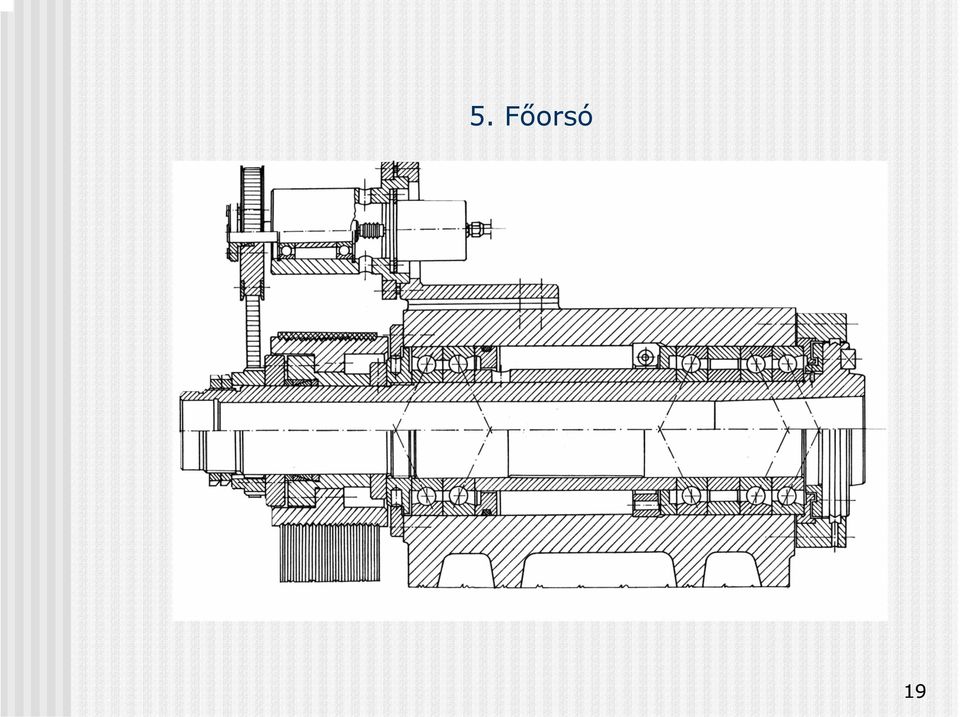
19 5. Főorsó 19
20 6. X-Z szánrendszer kinematikai vázlata 20

21 7. A szánhajtások konstrukciós kialakitása 21
22 8. A szerszámokat tároló revolverfej 22
23 9. A Sinumerik 810T vezérlés kezelőpultja 23
24 TC-3 5D-s fúró-maró megmunkáló központ Szerszámtár Szerszámcserélõ Körasztal Y-szán X-szán Fõhajtómû Z-szán X Y Z 24
25 TC3 szánrendszerek kinematikai vázlatai 25
26 TC-3 Szerszámcserélő rendszere 26
27 TC3 Főhajtás és körasztal vázlat 27
28 A CNC-vel történő gyártás információ feldolgozási folyamata Feladat leírás Alapjel képzés Információ leképzés Munkadarab Rajz / Grafikus modell Külsõ adatfeldolgozás Program hordozó Belsõ adatfeldolgozás CNC P L C D A MST Pozicionálás Programozás Kézi programozás Számítógéppel segített programozás Lyukszalag Mágnesszalag Mágneslemez Memória kártya Fõbb feladatok Kommunikácíó Program ellenõrzés Program tárolás Vezérlési feladatok Pozicionálás irányítás Felügyelet
29 CNC-k kézi programozásának folyamata Rajz NC mûveleterv Felfogási terv Szerszámterv Mozgásciklus terv CNC utasitásrendszer Programozói tudás ISO NCL ASCII kód Programkézirat Programhordozó Szövegszerkesztõ Próbaforgácsolás Dokumentálás 29
30 Számítógéppel segített CNC programozás folyamata (CAM, CAPP, WOP) APT program Tecnológiai és Szerszám adatok Posztprocesszálás Posztprocesszorok Rajz NCművelet terv CAD File Interaktiv bevitel CAD Posztprocesszor: az adott géphez a CLDATA-t illesztő program Geometriai feldolgozás Technológiai feldolgozás Szerszámpálya generálás CLDATA File CLDATA File : technológiától függő, általános programformátum Próbaforgácsolás NCL File Szimuláció Editálás ISO NCL Dokumentálás 30
31 CNC vezérlés funkciói és hardver struktúrája Kezelőpult Display Kijelzők Program I/O DNC Kommunikáció LAN CPU Memória RAM ROM BUS ill. Hálózati modul BELSŐ BUS PLC Vezérlési funkciók Tengelyek Pozicionálás, Útmérés Alpjelképző Interpolátor Felügyelet Vezérelt mechanizmusok, jeladók Pozicionáló rendszerek GÉP Szenzorok 31
32 CNC vezérlés szoftver felépítése Alkatrész program file Szerszám file User Makrók Egyéb File-ok NCL program Interpreter WOP Taszkok Gyári Makrók Grafikus Taszkok Belső adatbázis Control Data Machine Data 1. Taszk 2. Taszk Executiv Vezérlő taszkok n-ik Taszk Valósidejű Operációs Rendszer Segédprogramok Meghajtók Hardver kezelő rutinok 32
33 Tipikus CNC üzemmódok (1) (Az általánosan használatosakat említjük, természetesen vezérlésenként adódnak eltérések, sajátos elnevezések) JOG v. BEÁLLÍTÓ üzemmód Bekapcsolás után szánmozgatások Kézikerékkel folyamatosan, ill. diszkrét lépésekkel Különféle funkciók működtetése nyomógombokkal REF referencia pont felvétel A gép geometriai rendszerének bekapcsolás utáni aktualizálása növekményes útmérés esetén DATA IN-OUT Program és egyéb adatok (PLC, szerszám, gépi stb.) betöltése ill. kimentése MDI kézi adatbevitel a gép működtetése komplett mondatokkal SIMU szimuláció Program megjelenítése, "üres" futtatása 33
34 Tipikus CNC üzemmódok (2) TOOL szerszám kezelés szerszám adatok beírása szerszámkorrekció bemérése ZERO offset nullponteltolások beírása nullponteltolások bemérése EDIT programírás, javítás a megmunkáló programok szerkesztése AUT programfuttatás Szakaszos, mondatonként Folyamatos, egy illetve több darab SERVICE Beállítások, gépjavítások Egyéb, az adott vezérlésre jellemző 34
35 Egy CNC mondat végrehajtása Ciklus start Alkatrész program, korrekciók, szerszám adatok Egy mondat beolvasása A mondat interpretálása Korrekciók számitása Interpolátor stop IGEN P pont célban Célpont számitás Irány döntések Interpolátor inicializálás Kapcsolási utsitások végrehajtása Pozicionálás indul Pozicionálás elõtt elvégzett mûveletek NEM Mozgáskontroll indul Helyzetszabályozás Pozicionálás alatt elvégzett mûveletek 35
36 CNC gépek jellegzetes információ leképző mechanizmusai 1. Vezérelt mechanizmusok Nyugtázó jel HA HV Mozgatott elem P L C CNC Vezérlés I I O O O -Munkadarab és szerszám cserélők -Burkolatok -Tolótömbök -stb. 36
37 CNC gépek jellegzetes információ leképző mechanizmusai 2. Sebesség szabályozott mechanizmus Hajtás erősitő CNC Vezérlés D A Sebesség szabályzó Alapjel képző -1 Sebesség visszacsatolás Főhajtómű n i INPUT: közvetlen S2520 1/min közvetett v=120 m/min Szabályozható Főmotor Szabályozott főorsó fordulat 37
38 CNC gépek jellegzetes információ leképző mechanizmusai 3. Helyzetszabályozott pozicionáló rendszerek ( 2D, 2.5D, 3D, 4D, 5D) CNC vezérlés Alapjel képző INTERPOLÁTOR X Y D A Helyzetszabályzó -1 Helyzet visszacsatolás Sebesség szabályzó Sebesség visszacsatolás TG Hajtás erősitő Szabályozható előtolómotor DC, AC, Hidr. Szán, X, Útmérő U Z D A Helyzetszabályzó Sebesség szabályzó Szán, Z TG U 38
39 CNC gépek jellegzetes információ leképző mechanizmusai 3. Elektronikus kinematikai láncok, EKL-ek CNC vezérlés Alapjel képző EKL S Y Z D A... D A -1-1 Sebesség szabályzó Sebesség visszacsatolás "O" imp. Helyzetszabályzó TG Hajtás erősitő -1 Főmotor Sebesség szabályzó Főhajtómű n i Master tengely Szán, Z Főorsó U Elfordulás mérés Útmérő Slave tengely TG U Szabályozható előtolómotor 39
40 Jellegzetes CNC pozicionálási módok Pontvezérlés Gyorsmeneti mozgás egyidejűleg akár több koordináta mentén Nincs szigorú mozgáskapcsolat Közelítő és eltávolító mozgások, kezdőpontra állás Jellegzetes mondat: N5 G00 X és/vagy Y és/vagy Z X v x v x =v y =v g X 2 P2 t X P1 Z 1 Z 2 Z v z t 40
41 Jellegzetes CNC pozicionálási módok Szakaszvezérlés Egyszerre csak egy tengely mentén van mozgás programozott előtolással Jellegzetes mondat: N5 G72 X vagy Y vagy Z F S M3 Van a mozgás során forgácsolás, a feltételeit biztosítani kell Ma ez a pozicionálási mód önállóan már nem használatos 41
42 Jellegzetes CNC pozicionálási módok Pályavezérlés Egyidejűleg több tengelyű mozgás lehet a programozott pályamenti előtolással Szigorú mozgáskapcsolat van a mozgások között, melyet az INTERPOLÁTOR biztosit Jellegzetes típusai Lineáris interpoláció 2D, 3D Körinterpoláció 2D Spline interpoláció 3D Parabola interpoláció 2D A mai CNC gépeken gyakorlatilag minden forgácsoló mozgást interpolációként programoznak 42
43 Jellegzetes CNC pozicionálási módok Lineáris interpoláció Jellegzetes mondat: N5 G01 X(X 2 ) Z(Z 2 ) F. X X 2 v + v = 2 ex 2 ez v 2 e P2 v x v ex t Körinterpoláció Jellegzetes mondat: N5 G03 X(X 2 ) Z(Z 2 ) I K ahol I és K a kör középpontjának adatai X v 2 2 ( t) = v ( t) v ( t) 2 e ex + ez X 1 P1 Z 1 Z 2 Z v z v ez t X 2 X 1 P2 K I P1 Z Z 2 Z 1 43
44 NC gépek geometriai információs rendszere Minden CNC gép esetében alapvető, hogy értelmezni tudjuk: a gép szánjainak helyzetét, mozgását a programban megadandó geometriai adatokat, a munkadarab méreteit a megmunkáló szerszámok méreteit, fő geometriai jellemzőit Ezt biztosítja a CNC gép geometriai információs rendszere, melynek részei: a koordináta rendszerek a vezérlésben az adatokat tároló elemek, az ún. tároló regiszterek 44
45 Koordináta rendszerek, nevezetes pontok, regiszterek Megnevezés Jel GÉPI KOORDINÁTA RENDSZER GKR PROGRAMOZÓI KOORDINÁTA RENDSZER PKR SZERSZÁM KOORDINÁTA RENDSZER SKR Nevezetes pontok M a GKR origója F a szánrendszer vezérelt pontja W a PKR origója P a programozott pont N=F az SKR origója P a szerszám programozott pontja Regiszterek és tartalmuk Gépi helyzet regiszter <H>=MF Szerszámpálya regiszter <A>=WP Szerszámadat regiszter <T>=FP 45
46 A CNC gépek koordinátarendszereinek általános előírásai Az alaprendszerek Descartes-i, jobbsodrású koordinátarendszerek A tengelyek jelei: X Y Z elsődleges tengelyek U V W másodlagos tengelyek A B C szögelfordulások A Z tengely a főorsóval párhuzamos Esztergáknál az X-Z a munkasík Pozitív tengelyirány: a szerszám és a munkadarab távolodásakor a koordinátaérték növekvő 46
47 A CNC gépek koordinátarendszereinek általános előírásai Eszterga koordinátarendszere Fúró-marómű koordináta rendszere X M XW F=N X szán Z' P X' Z szán M W Z M Z W 47
48 CNC eszterga koordinátarendszerei és azok kapcsolata X M X X MF 0 X X k M X W W Z' F=N P X' 2X X szán Z szán Z M Z W Z 0 Z Z k X MF =X 0 +X+X k Z MF =Z 0 +Z+Z k Z MF 48
49 Megmunkáló központ geometriai rendszere 3D-s megmunkáló központ geometriai rendszere r MF r = MW r + WP r FP Y M Y W Szerszám r MF P r FP F=N X W r r WP Főorsó W X M Főhajtómű Y Főmotor r r MW X Z W Z M Z M 49
50 Megmunkáló központ geometriai rendszere Y M Y W Y M Y W F=N X MW Y WP P,F=N Z MW P Z Z FP W X W W Z W M Y MW X M M Z M X M Z MF Z MP M X MW X MF W X WP P Z MW X W A geometriai korrekció Xg, Yg X Z FP Y g P Z M Z W F=N g Y WK X WK K 50
51 Referencia pont felvétel CNC esztergán X M F=R X szán M X MR Z M Z szán Z MR X MR =<H X > Z MR =<H Z > Helyzettel arányos digitális kimenet φ ν U b U a U 0 f 0 A;A B;B Jelátalakító Iránydiszkriminátor f E f H Reverzibilis számláló '0' impulzus érvényesítõ helyzetkapcsoló & 1 & a számláló nullázása 51
52 Az NC koordináta rendszerek szabványos jelölései 52
53 CNC gépek programozásának alapjai CNC programozási nyelvek típusai: ISO NCL (ISO R1057, DIN 66024, 025), 1968-tól Assembly szintű, funkcióorientált nyelv, a kézi programozás eszköze, a legelterjedtebb nyelv Változatai: Alapnyelv (kevés funkció, egyszerű) Bővített nyelv (az alapnyelv szintaktikája, funkciók száma nagyobb) Kiegészített nyelv (magasabb szintű funkciók, trigonometrikus, logikai stb., változó szintaktika, kompatibilitás a bővített nyelvvel) APT alapú nyelvek (FAPT, EXAPT stb.) A számítógépes programkészítés eszközei Feladatorientált nyelvek Egyéb interaktív, vezérlés-specifikus nyelvek 53
54 A szócímzésű ISO NCL nyelvű CNC programozás (A SIEMENS SINUMERIK 810T vezérlés sajátosságaival) Az NC vezérlések jellegzetes programállományai: Főprogram MPFxxx (Main Program File) Alprogram SPFxxx (Subroutine Program File) Könyvtári szubrutinok Esztergálás Mélyfúrás Menetesztergálás Beszúrás esztergálás Felhasználói szubrutinok Kontúrleírások Komplett megmunkálások Szerszám adatok TOAxxx (Tool Offset Active) Nullponteltolások POAxxx (Part Offset Active) Egyéb File-ok (PLC, Gépi adatok, stb.) 54
55 A szócímzésű ISO NCL jellegzetes címbetűi és egyéb karakterei N Mondatszám % Program kezdet G Előkészítő utasítás ( Megjegyzés kezdete X Y Z Geometriai utasítás ) Megjegyzés vége U V W Másodlagos geom. ut. / Feltételes mondat A B C Szögelfordulás, szögérték : Főmondat I J K Interpolációs utasítás + - Előjelek D Szerszámkorrekciós tár = Egyenlőség F Előtolás adat LF Mondat vége S T M Főorsó forgás-sebesség Szerszám azonosító Segéd és kapcsolási utas. 55
56 CNC gépek programozásának alapjai Az ISO NCL szűkített változatának Backus-Naur metanyelvi definíciója <program>::={<mondat>} <mondat>::=<mondatszám>.{<szó>}.lf <mondatszám>::=n.<sorszám> <sorszám>::={<decimális karakter>} 3 <decimális karakter>::=0/1/2/3/4/5/6/7/8/9 <szó>::= <szócím>.<adat> <szócím>::=g/x/y/z/i/j/k/d/f/s/t/m/b/r <adat>::=<integer>./<real> <integer>::={<decimális karakter>} <real>::={<decimális karakter>} {<decimális karakter>} 0 Jelölések: Metaváltozó::=Metakifejezés <kisbetűk>változó Vagy / És. Ismétlés Terminális jel:abcxyz. { xx} Max 4 3Min 56
57 CNC gépek programozásának alapjai Egy ISO NCL utasításrendszer felépítése Az NC programban megadandó gyártási információk: NC specifikus adatok (pozicionálási, méretmegadási mód stb.) Geometriai adatok Technológiai adatok Programtecnikai adatok Végrehajtási sorrend Az UTASÍTÁSOK TIPUSAI a fentiek alapján: Előkészítő vagy G-utasítások Geometriai és interpolációs utasítások (X, I stb.) Technológiai és segédutasítások (M, S, T, F ) Programtechnikai utasítások és vezérlő karakterek A végrehajtási sorrendet a leírás sorrendje adja! 57
58 CNC gépek programozásának alapjai A Sinumerik 810T vezérlés utasításrendszerének legfontosabb általános szabályai: A program legkisebb egysége a SZÓ ill. a KARAKTER A szavak lehetnek: - öröklődőek, újig érvényesek (többség) - öntörlőek, egy mondatra érvényesek A szavakban az értéktelen nullák elhagyhatóak A mondatszám elhagyható, címke jellegű A mondatokban a szósorrend kötetlen, de vannak célszerű és kötelező megállapodások A szavak címbetűi mindig nagybetűk Szóköz megadása nem szükséges A tizedesjel a tizedespont A mondatokat LF vagy EOB karakterrel kell lezárni A program mindig % karakterrel kezdődik, M02 vagy M30 utasítással zárul 58
59 CNC programok jellegzetes felépítése A fõrogramok felépítése %MPFazonosító szám A szegmens felépítése Szerszámváltás/csere Bevezetõ mondat 1. Szegmens 2. Szegmens... Az alprogramok felépítése n-ik Szegmens Záró mondat M02 A mondatok felépítése Fõmondat Egyéb mondatok.... %SPFazonosító szám Alprogram mondatok... Záró mondat M17 A szavak felépítése Cím A B C D F G X Y Z I J K stb Adat vagy kód Real: X F0.21 stb. Integer: T12 S2560 stb. / N999 G00 G90 G40 X12.5 Z3.2 K1.25 F0.2 S1250 M04 EOB Vez. ut. Mondatszám Elõkészítõ utasítások Geometriai és interpolációs utasítások Technológiai és kapcsolási utasítások Mondat vége 59
60 CNC gépek programozásának alapjai Az előkészítő utasítások fajtái 1. Pozicionálás módja 2. Méretmegadás módja 3. Pályakorrekciózás módja 4. Koordináta transzformációk módja 5. Célpontra állás módja 6. Gépi ciklusok 7. Mértékegység- és funkcióváltás 8. Egyéb előkészítő utasítások Geometriai utasítások 1. Célpont koordináták: X4.3, Z Szögértékek: A Lekerekítés és élletörés értéke: B Interpolációs adatok: I4.3, K4.3 60
61 CNC gépek programozásának alapjai Technológiai utasítások fajtái 1. Főorsó forgás S4 2. Előtolás F2.3, F4 3. Szerszám azonosító T2 4. Szerszám adattár címe D2 Kapcsolási utasítások 1. Főorsó forgás jobb, bal, állj M03, M04, M05 2. Szerszámváltás M06 3. Hűtőfolyadék be, ki M08, M09 61
62 CNC gépek programozásának alapjai Programtechnikai utasítások és vezérlő karakterek 1. Program vége M02, M30 2. Szubrutin vége M17 3. Program stop M00 4. Feltételes program stop M01 5. Ciklusismétlés száma P01-P99 6. Mondatszám Nxxx 7. Program kezdet % 8. Feltételes mondatkihagyás / 9. Megjegyzés kezdete, vége (, ) 10. Előjelek, egyenlőség + - = 11. Mondatvége LF, EOB Egyéb utasítások, amelyek nem szabványosítottak. (lásd mellékelt táblázat) 62
63 Pozícionálási módok programozása 1.1.Pontvezérléssel történő mozgás gyorsmenettel Programozandó adatok: Mozgáspálya végpontjai egyidejűleg minden irányban Kezdőpontra állás esetén a megfelelő pályakorrekció G41, G42 Eltávolításkor a pályakorrekció törlése G40 Jellegzetes mondat: N5 G00 G40 X(X2)Z(Z2) X v x =v y =v g X 2 X P2 P1 Z Z 1 Z 2 63
64 Pozícionálási módok programozása 1.2. Lineáris mozgás programozása előírt sebességgel 2D, 3D, lineáris és forgómozgások kombinációi Programozandó adatok: Mozgáspálya végpontjai Technológiai feltételek: Előtolás, főorsó forgás Térgörbék közelítése lineáris pályaszakaszokkal történik Jellegzetes mondat: N5 G01 X(X2) Z(Z2) F S X X 2 X 1 P2 P1 Z Z 1 Z 2 64
65 Pozícionálási módok programozása 1.3. Körpályán mozgás a fősíkokkal párhuzamos síkban Programozandó adatok: Körpálya végpontjai Kezdőponttól a kör középpontjának relativ helyzete: I, K Körbejárás iránya: G02: órajárás irányába CW, G03: órajárással ellentett CCW Technológiai feltételek: Jellegzetes mondat: N5 G03 X(X2) Z(Z2) I K F S X X 2 X 1 P2 Pk I K P1 Z Előtolás, főorsó forgás Z 2 Z 1 65
66 Pozícionálási módok programozása 1.4. Menetesztergálás, hengeres, kúpos, síkmenet Programozandó adatok: Célpont koordináták Menetemelkedés: I, J, K Főorsó forgás Jellegzetes mondat: N5 G33 X Z I J S M Várakozás programozása Elsősorban fúrási, beszúrási műveleteknél alkalmazzák forgácstörés miatt Jellegzetes mondat: N5 G04 X(t) ahol t a várakozási idő sec-ban Ma már ritkán használják, helyette a menetesztergáló szubrutint alkalmazzák 66
67 Méretmegadási módok programozása A geometriai méretek programozhatóak Abszolút értékként G90 Növekményként G91 Az abszolút méretmegadás alkalmazása a gyakoribb, A növekményes programozást elsősorban 3-5D-s megmunkálásoknál alkalmazzák (Kisebb programméret miatt) Jellegzetes mondatok: Abszolút programozás N5 G90 G00 X(X 2 ) Z(Z 2 ) Növekményes programozás N5 G91 G00 X( X) Z( Z) ahol X=X 2 -X 1, Z=Z 2 -Z 1 X X 2 X P1 P2 Z Z 1 Z 2 67
68 Pályakorrekciózási módok programozása A pálya- vagy szerszámsugár korrekció akkor szükséges, ha a P programozott pont és a K kontúrpont nem esik egybe. Ez a Geometriai korrekció: KP A programozási utasítások: G40 korrekció törlés G41 sugárkorrekció bal G42 sugárkorrekció jobb G43 sugárkorrekció + G44 sugárkorrekció - Jellegzetes alkalmazás: N5 G3 G42 X Z I K N5 G2 G41 X Y I K X V e G41 P Szerszám K G42 V e K Munkadarab P Z 68
69 Esztergáló ciklus L95 X R25 C R29=xx Forgácsleválasztás módja 1 B 1 L95 esztergáló szubrutin paraméterei: R20=a kontúrleíró alprogram azonosítója R21=a kontúr X kezdőpontja R22=a kontúr Z kezdőpontja R24=simítási ráhagyás X R26 R25=simítási ráhagyás Z R27=40;41;42 R26=fogásvétel értéke X vagy Z irányban W R22 R20 A R21 R24 Z R27=a pályakorrekciózás módja R29=a megmunkálási mód kódja 69
70 Esztergáló ciklus L95 X B Külsõ felület nagyolása, eredménye: lépcsõs felület Fogásvétel iránya: -X B X B Külsõ felület nagyolása, eredménye: lépcsõs felület Fogásvétel iránya: - / +Z B R29=11 R29=11 Z R29=12 R29=12 Z X Belsõ felület nagyolása, eredménye: lépcsõs felület Fogásvétel iránya: +X X Belsõ felület nagyolása, eredménye: lépcsõs felület Fogásvétel iránya: - / +Z R29=13 R29=13 R29=14 R29=14 B B Z B B Z 70
71 Esztergáló ciklus L95 X Nagyolt kontúr X Nagyolt kontúr X Simított kontúr Nagyolt kontúr R29=21;23 Z R29=31;32;33;34 Z R29=41;42;43;44 Z Nagyolás kontúr-párhuzamosan simítási ráhagyásig egy fogásban Nagyolás koordináta- majd kontúrpárhuzamosan simítási ráhagyásig több fogásban Komplett megmunkálás A forgácsleválasztás m ódja N agyolás koordinátapárhuzam osan tö b b fo g á s b a n H osszirá n y ú K e r e s z t- irá n y ú N agyolás kontúrpárhuzam osan egy fogásban sim ítási ráh.-ig N agyolás koordináta- és kontúrpárh. több fo g á s b a n s im ítá s i ráhagyásig K o m p le tt m egm unkálás (Nagyolás koordináta- és kontúrpárh. több fogásban, m ajd sim ítás) H osszirá n y ú K e r e s z t- irá n y ú H osszirá n y ú K e r e s z t- irá n y ú A m e g m u n k á lt fe lü le t K ü ls õ B e ls õ R 29=11 R 2 9 = 1 3 R 29=12 R 2 9 = 1 4 R 29=21 R 2 9 = 2 3 R 29=31 R 2 9 = 3 3 R 29=32 R 29=34 R 29=41 R 29=43 R 29=42 R 29=44 E r e d m é n y Lépcsõs nagyolt fe lü le t Kontúrpárhuzam os fe lü le t s im ítá s i rá h.-s a l Kontúrpárhuzam os fe lü le t s im ítá s i ráhagyássalsal K é s z n a g y o lt, s im íto tt kontúr 71
72 Mélyfúró ciklus (L98) A ciklus paraméterei W X R28 R26 R28 1 R28 1 L 3 R22 R28 L 2 1 R25 L 1 R27 Z R22 furat kezdőpont (Z) R24 fúrási mélység csökkentés R25 első fúrási mélység R26 furat végpont(z) R27, R28 várakozási idők Alkalmazási példa Gyorsmenet Elõtolás a degresszió R24 = L 1 -L 2 N5G00X0Z100S600F0.2M4 N10R22=80R24=5R25=30 R26=10R27=2R28=1 N15G98P1 N20G00X Z stb. 72
73 Beszúró ciklus L93 alapváltozatok: R10=0/1 Hosszanti horony, R10=0 Keresztirányú horony, R10=1 X R23=-1 R23=1 X R23=1 R23=1 R23=-1 R23=-1 R23=-1 R23=1 Z Z 73
74 74 Beszúró ciklusok paraméterezése R27 R30 R24 R33 R34 R25 R32 R35 R29 R26 R21 R22 R28 R31 X Z R23=1 R23=-1 R27 R30 R24 R33 R34 R25 R32 R21 R22 R28 R31 X Z R23=1 R23=-1 R26 R29 R35 R30 R33 R34 R32 R35 R29 R21 R22 R28 R31 X Z R23=-1 R23=1 R24 R25 R27 R26 R30 R33 R34 R32 R35 R29 R21 R22 R28 R31 X Z R23=-1 R23=1 R24 R25 R27 R26
75 Beszúró ciklusok paraméterei R10 típus paraméter 0/1 R21 horony belépő méret R22 horonyfenék helye R23 kezdőpont kijelölés 1,-1 R24, R25 simítási ráhagyás R26 beszúrás lépés R27 fenék szélesség R28 várakozási idő sec R29, R35 oldalszögek R30, R33 fenék lekerekítés, letörés +/- R31 horonyfenék méret R32, R34 belépés lekerekítés, letörés +/- Mintapélda 75
76 76
77 Sinumerik 810T vezérlés kontúrprogramozása (1) X Egyenes megadása hajlásszögével X Körív megadása sugarával X Metszõ egyenesek programozása X 2 ;Z 2 P 2 A 1 X 2 ;Z 2 P 2 B X 3 ;Z 3 A 2 P 3 P 2 =?;? P 1 X 2 ;Z 2 A 1 P 1 X 1 ;Z 1 Z I X k ;Z k K X 1 ;Z 1 Z P 1 X 1 ;Z 1 Z N5 G01 A X 2 vagy Z 2 1. ábra N5 G03 X 2 vagy Z 2 I K B P 1 és P 2 azonos síknegyedben legyen 2. ábra N5 G01 A 1 A 2 X 3 Z 3 3. ábra X Érintõ körök programozása P 3 X 3 ;Z 3 X Élletörés programozása X Lekerekítés programozása I 2 X 2 ;Z 2 =?;? X 3 ;Z 3 P 3 >0?;? B- P 2 B- X 3 ;Z 3 P 3 >0?;? P 2 X 2 ;Z 2 G02 I 1 X 2 ;Z 2?;? >0 B+?;? >0 K 2 X 1 ;Z 1 K 1 Z P 1 X 1 ;Z 1 Z P 1 X 1 ;Z 1 Z N5 G02 X 3 Z 3 I 1 K 1 I 2 K 2 A körök ellentett irányításúak 4. ábra N5 G01 X 2 Z 2 B- N6 X 3 Z 3 5. ábra N5 G01 X 2 Z 2 B+ N6 X 3 Z 3 6. ábra 77
78 Sinumerik 810T vezérlés kontúrprogramozása (2) X Egyenest érintõ kör programozása P 3 P 2 =?? A B X 3 ;Z 3 X 1 ;Z 1 P 1 X Kört érintõ egyenes programozása P 3 X 3 ;Z 3 B A P 2 =?;? X X 3 ;Z 3 Élletörés programozása P 3 >0?;? X 2 ;Z 2 B- P 2 B-?;? A >0 Z X 1 ;Z 1 Z P 1 X 1 ;Z 1 Z N5 G03 A B X 3 Z 3 Körívszög kisebb mint , ábra N5 G03 B A X 3 Z 3 Körívszög kisebb mint ábra N5 G01 A X 2 vagy Z 2 B- N6 X 3 Z 3 9. ábra X X 3 ;Z 3 Lekerekítés programozása P 3 >0?;? P 2 X 2 ;Z 2 X P 3 X 3 ;Z 3 Élletörés programozása hajlásszögekkel A 2 P 2 =?;? B- >0?;? P 2 B- X P 3 Lekerekítés programozása hajlásszögekkel A 2 >0 X 3 ;Z 3?;? P 2 P2=?;? B+?;? A >0?;? >0 A 1 B+?;? >0 A 1 P 1 X 1 ;Z 1 Z P 1 X 1 ;Z 1 Z P 1 X 1 ;Z 1 Z N5 G01 A X 2 vagy Z 2 B+ N6 X 3 Z ábra N5 G01 A 1 A 2 X 3 Z 3 B- 11. ábra N5 G01 A 1 A 2 X 3 Z 3 B+ 12. ábra 78
79 Mintaprogram elkészítése A munkadarab rajza: egyszerű kontúr, a nyersdarab 96 mm átmérőjű, 30 mm-es átmenő furattal, megmunkálandó a homlokfelület és a külső kontúr. A felfogási terv elkésztése a gépen alkalmazható befogási mód megválasztása, a programozói koordinátarendszer kijelölése, a CNC programozáshoz illeszkedő méretláncok megtervezése 79
80 Mintaprogram elkészítése A szerszámozási terv elkésztése a gép szerszámozási lehetőségei és a feladat alapján az alkalmazandó szerszámok és szerszámtartók kiválasztása, a szerszámok pontos definiálása, megnevezése (Txx Dxx), a programozott pontok (P) kijelölése, a szerszámtípus és a korrekciók meghatározása. A mozgásciklusok tervezése a szerszámpályák kvalitatív és kvantitatív meghatározása 80
81 Mintaprogram elkészítése 1. Homlokfelület nagyolása: fogásmélység 1,5 mm, simítási ráhagyás 0,5 mm, előtolás 0,25 mm/ford. F0.25 vágósebesség 80 m/min, G96 S80 szerszám T02 D2 81
82 Mintaprogram elkészítése 2. Külső kontúr nagyolása fogásmélység 3 mm, simítási ráhagyás 1 mm X és Z irányban, előtolás 0,25 mm/ford. F0.25 vágósebesség 80 m/min, G96 S80 szerszám T02 D2 alkalmazott alprogram száma: L95 82
83 Mintaprogram elkészítése 3. Homlok majd külső felület simítása fogásmélység a simítási ráhagyások szerint, előtolás 0,1 mm/ford. F0.1 vágósebesség 100 m/min, G96 S100 szerszám T08 D8 kontúrleíró alprogram száma: SPF110 L110 83
84 Mintaprogram elkészítése ALPROGRAM A kontúrleíró alprogram %SPF110 (alprogram azonosító) N5G00G42X56Z58 (kezdőpontra állás) N10 G01 X72 A135 (45 -os élletörés) N15 X72 Z30 B22 ( 72 felület és R22 lekerekítés) N20 X100 A150 (30 -os kúpfelület) N25 M17 (alprogram vége) 84
85 Mintaprogram FŐPROGRAM (1) %MPF100 (Főprogram azonosító) N5 G00 G90 G40 G53 D00 X200 Z300 (Szerszámváltási pozícióba mozgás) N10 T02 D02 M06 (Nagyoló szerszám beváltása) N15 G00 G54 G90 G40 G97 X99 Z58.5 S1000 M04 M08 (Főmondat) N20 G01 G96 X27 F0.25 S80 (Homlokfelület nagyolása) N25 G00X100 Z65 (Szerszám kiemelés) N30 R20=110 R21=56 R22=58 R24=1 R25=1 R26=3 R27=42 R29=31 (Regiszter értékadás) N35 L95 P1 (Esztergáló alprogram hívás, külső felület nagyolás) 85
NC gyakorlat. 1. CNC gépek jellegzetes pozícionálási módjai
 NC gyakorlat 1. CNC gépek jellegzetes pozícionálási módjai A CNC gépek talán legfontosabb funkciója a pozícionálás. A hagyományos szerszámgépek előtoló rendszereinek a feladata az előírt illetve beállított
NC gyakorlat 1. CNC gépek jellegzetes pozícionálási módjai A CNC gépek talán legfontosabb funkciója a pozícionálás. A hagyományos szerszámgépek előtoló rendszereinek a feladata az előírt illetve beállított
Készült az ESZA 0 2 0 4 0 0 0 2 projekt keretében
 Összeállította: Dr. Zsiga Zoltán foiskolai docens 1. rész Készült az ESZA 0 2 0 4 0 0 0 2 projekt keretében Bevezetés Az NC technika alapjai c. tantárgy keretében áttekintjük: a diszkrét gyártás automatizálásának
Összeállította: Dr. Zsiga Zoltán foiskolai docens 1. rész Készült az ESZA 0 2 0 4 0 0 0 2 projekt keretében Bevezetés Az NC technika alapjai c. tantárgy keretében áttekintjük: a diszkrét gyártás automatizálásának
NC alapismeretek Dr. Zsiga Zoltán főiskolai docens Miskolci Egyetem, Szerszámgépek Tanszéke
 NC alapismeretek Dr. Zsiga Zoltán főiskolai docens Miskolci Egyetem, Szerszámgépek Tanszéke 1 Tartalom NC/CNC technika alapjai CNC gépek jellegzetes építőelemei Tipikus CNC gépek CNC gépek kézi programozásának
NC alapismeretek Dr. Zsiga Zoltán főiskolai docens Miskolci Egyetem, Szerszámgépek Tanszéke 1 Tartalom NC/CNC technika alapjai CNC gépek jellegzetes építőelemei Tipikus CNC gépek CNC gépek kézi programozásának
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
10. Az NC programozás alapjai. Az NC technika fejlődése. Az NC technika rugalmas automatizált. nagy termelékenység
 10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
EPA 320 CNC eszterga Oktatási segédlet
 MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
Forgácsolási folyamatok számítógépes tervezése I.
 Forgácsolási folyamatok számítógépes tervezése I. Az alkatrészprogram szintaktikája Program szám Mindig 4 karakter Program név Maximum 16 karakter NCT 2000T Dr. Mikó Balázs %O1234(programnév) N0005 (megjegyzés)
Forgácsolási folyamatok számítógépes tervezése I. Az alkatrészprogram szintaktikája Program szám Mindig 4 karakter Program név Maximum 16 karakter NCT 2000T Dr. Mikó Balázs %O1234(programnév) N0005 (megjegyzés)
Dr. Mikó Balázs
 Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
DIN GÉP TIPUS MARÓ ESZTERGA MONDAT FORMÁTUM, MEGJEGYZÉSEK KÓD JELENTÉSE. Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben G00
 DIN 66025 KÓD G00 G01 G02 G03 Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben Körinterpoláció (OMJM ) Körinterpoláció (OMJE ) G04 Várakozási idő G09 Pontos méretre állás G10 G11 G12 G13 G17
DIN 66025 KÓD G00 G01 G02 G03 Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben Körinterpoláció (OMJM ) Körinterpoláció (OMJE ) G04 Várakozási idő G09 Pontos méretre állás G10 G11 G12 G13 G17
munkamenetben x x G01 [X...] [Y...] [Z...] [F...] [S...] [T...] [M...]
![munkamenetben x x G01 [X...] [Y...] [Z...] [F...] [S...] [T...] [M...]](/thumbs/60/44621925.jpg "munkamenetben x x G01 [X...] [Y...] [Z...] [F...] [S...] [T...] [M...]") KÓD G00 G01 KÓD JELENTÉSE GÉP TIPUS MARÓ ESZT. MONDAT FORMÁTUM, MEGJEGYZÉSEK Elmozdulás gyorsmenetben G00 [X...] [Y...] [Z...] [S...] [T...] [M...] Egyenes interpoláció munkamenetben G01 [X...] [Y...]
KÓD G00 G01 KÓD JELENTÉSE GÉP TIPUS MARÓ ESZT. MONDAT FORMÁTUM, MEGJEGYZÉSEK Elmozdulás gyorsmenetben G00 [X...] [Y...] [Z...] [S...] [T...] [M...] Egyenes interpoláció munkamenetben G01 [X...] [Y...]
SZÉCHENYI ISTVÁN EGYETEM GYŐR GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2. Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA. Összeállította: Dr.
 szak NC, CNC TECHNOLÓGIA. Összeállította: Dr.") GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2 Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA Összeállította: Dr. Pintér József 1. NC-technika alapfogalmak 2. NC-technika fejlődéstörténete 3. NC, CNC szerszámgépek
GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2 Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA Összeállította: Dr. Pintér József 1. NC-technika alapfogalmak 2. NC-technika fejlődéstörténete 3. NC, CNC szerszámgépek
Számjegyvezérlés alapjai
 Dr. siga oltán Számjegyvezérlés alapjai Miskolci Egyetem Miskolc 2006. Tartalomjegyzék 1. Bevezetés... 4 2. NC/CNC technika alapjai... 5 2.1. A számítógéppel segített gyártás jellemzői... 5 2.2. Az NC
Dr. siga oltán Számjegyvezérlés alapjai Miskolci Egyetem Miskolc 2006. Tartalomjegyzék 1. Bevezetés... 4 2. NC/CNC technika alapjai... 5 2.1. A számítógéppel segített gyártás jellemzői... 5 2.2. Az NC
Korszerű szerszámgépek
 SZÉCHENYI ISTVÁN EGYETEM GYŐR SZERSZÁMGÉPEK (NGB_AJ009_2) Korszerű szerszámgépek Összeállította: Dr. Pintér József 2011.09.26. Korszerű szerszámgépek 1 Korszerű szerszámgépek VÁZLAT 1. Kinematikai alapok,
SZÉCHENYI ISTVÁN EGYETEM GYŐR SZERSZÁMGÉPEK (NGB_AJ009_2) Korszerű szerszámgépek Összeállította: Dr. Pintér József 2011.09.26. Korszerű szerszámgépek 1 Korszerű szerszámgépek VÁZLAT 1. Kinematikai alapok,
Forgácsolástechnológia számítógépes tervezése II. NC/CNC programozói ismeretek, számítógéppel segített CNC programozás Szakmérnöki jegyzet
 Foglalkoztatáspolitikai és Munkaügyi Minisztérium Humánerőforrás-fejlesztés Operatív Program Dr. Makó Ildikó - Dr. Zsiga Zoltán Forgácsolástechnológia számítógépes tervezése II. NC/CNC programozói ismeretek,
Foglalkoztatáspolitikai és Munkaügyi Minisztérium Humánerőforrás-fejlesztés Operatív Program Dr. Makó Ildikó - Dr. Zsiga Zoltán Forgácsolástechnológia számítógépes tervezése II. NC/CNC programozói ismeretek,
Gyártandó alkatrész műhelyrajza és 3D test modellje
 Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel
 TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel ALAPKIVITEL - 32 bit FANUC vezérlés, DNC, és internet csatlakozással, - 10,4 színes kijelz,
TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel ALAPKIVITEL - 32 bit FANUC vezérlés, DNC, és internet csatlakozással, - 10,4 színes kijelz,
Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC
 2012. szeptember 9. Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC NC programozás Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
2012. szeptember 9. Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC NC programozás Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
14. Tétel. Számjegyvezérlésű szerszámgépek: Vezérlés fogalma: CNC vezérlés felépítése:
 14. Tétel 14. Csoportosítsa a számjegyvezérlésű szerszámgépeket! Definiálja a vezérlés fogalmát! Sorolja fel, milyen vezérléseket ismer! Beszéljen a CNC vezérlés alapvető felépítéséről! Számjegyvezérlésű
14. Tétel 14. Csoportosítsa a számjegyvezérlésű szerszámgépeket! Definiálja a vezérlés fogalmát! Sorolja fel, milyen vezérléseket ismer! Beszéljen a CNC vezérlés alapvető felépítéséről! Számjegyvezérlésű
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
A gyártási rendszerek áttekintése
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) A gyártási rendszerek áttekintése Bevezetés A tantárgy célja A gyártócellák c. tárgy átfogóan foglalkozik a gyártás automatizálás eszközeivel, ezen
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) A gyártási rendszerek áttekintése Bevezetés A tantárgy célja A gyártócellák c. tárgy átfogóan foglalkozik a gyártás automatizálás eszközeivel, ezen
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait: a)
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait: a)
5.2 Rugalmas gyártórendszerek alrendszerei. a) A megmunkáló alrendszer és elemei. Megmunkáló alrendszer. Megmunkáló központ
 A megmunkáló alrendszer és elemei. Megmunkáló alrendszer. Megmunkáló központ") Megmunkáló alrendszer 5.2 Rugalmas gyártórendszerek alrendszerei a munkadarabokon a technológiai műveletek elvégzése gyártóberendezések készülékek szerszámok mérőeszközök Anyagmozgatási alrendszer a munkadarabok
Megmunkáló alrendszer 5.2 Rugalmas gyártórendszerek alrendszerei a munkadarabokon a technológiai műveletek elvégzése gyártóberendezések készülékek szerszámok mérőeszközök Anyagmozgatási alrendszer a munkadarabok
CNC gépek szerszámellátása
 CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
2012. NCT VEZÉRLÉSRE írásbeli ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY. április 19. Versenyző száma:
 ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 19. 2012. NCT VEZÉRLÉSRE írásbeli A kidolgozás időtartama: 150 perc Jóváhagyta: Apostol Attila Támogatók: NCT Kft. NCT Akadémia graphit Kft.
ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 19. 2012. NCT VEZÉRLÉSRE írásbeli A kidolgozás időtartama: 150 perc Jóváhagyta: Apostol Attila Támogatók: NCT Kft. NCT Akadémia graphit Kft.
NCT 90T Programozási leírás
 BUDAPESTI MÛSZAKI EGYETEM GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK Dr Szegh Imre, Mikó Balázs NCT 90T Programozási leírás 1997. NCT-90T 2 1. Az alkatrészprogram szintaktikája A program kezdete: A program háromféleképpen
BUDAPESTI MÛSZAKI EGYETEM GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK Dr Szegh Imre, Mikó Balázs NCT 90T Programozási leírás 1997. NCT-90T 2 1. Az alkatrészprogram szintaktikája A program kezdete: A program háromféleképpen
GYÁRTÁSAUTOMATIZÁLÁS
 Megmunkálási technológiák AJ003_2 Gépészmérnöki (BSc) szak GYÁRTÁSAUTOMATIZÁLÁS Összeállította: Dr. Pintér József GYÁRTÁSAUTOMATIZÁLÁS 1. A rugalmas gyártás alapfogalmai 2. Rugalmas gyártócella (Flexible
Megmunkálási technológiák AJ003_2 Gépészmérnöki (BSc) szak GYÁRTÁSAUTOMATIZÁLÁS Összeállította: Dr. Pintér József GYÁRTÁSAUTOMATIZÁLÁS 1. A rugalmas gyártás alapfogalmai 2. Rugalmas gyártócella (Flexible
a.) b.) a.) b.) a.) b.)
 b.) a.) b.) a.) b.)") 1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA. MTS-eszterga programozása. MTS GmbH GO98 Bt.
 Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-eszterga programozása MTS GmbH GO98 Bt. MTS eszterga programozása MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-eszterga programozása MTS GmbH GO98 Bt. MTS eszterga programozása MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
CNC programozás. Alap ismeretek. Készített: Hatos István
 CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0281-06/2 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartama: 45 perc A 20/2007. (V. 21.)
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0281-06/2 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartama: 45 perc A 20/2007. (V. 21.)
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia. Dr. Pintér József 2016.
 NC, CNC technológia. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia Dr. Pintér József 2016. 1 Felhasznált irodalom Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia Dr. Pintér József 2016. 1 Felhasznált irodalom Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Technológiai tervezés NC eszterga gépre ÓE B01 alap közepes haladó
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Technológiai tervezés NC eszterga gépre ÓE B01 alap közepes haladó
CNC SZERSZÁMGÉPEK, CÉLGÉPEK
 3 Dr. Zsiga Zoltán-Dr. Makó Ildikó CNC SZERSZÁMGÉPEK, CÉLGÉPEK A jegyzet a HEFOP támogatásával készült. Miskolci Egyetem. Minden jog fenntartva A jegyzet a HEFOP támogatásával készült. 6050073 (HEFOP-3.3.1-P-2004-09-0102/1.0)
3 Dr. Zsiga Zoltán-Dr. Makó Ildikó CNC SZERSZÁMGÉPEK, CÉLGÉPEK A jegyzet a HEFOP támogatásával készült. Miskolci Egyetem. Minden jog fenntartva A jegyzet a HEFOP támogatásával készült. 6050073 (HEFOP-3.3.1-P-2004-09-0102/1.0)
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Dr. Mikó Balázs BGRKG14NNM / NEC. miko.balazs@bgk.uni-obuda.hu
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány
 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. miko.balazs@bgk.uni-obuda.hu
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. miko.balazs@bgk.uni-obuda.hu
Forgácsoló gyártócellák, gyártórendszerek 2.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 2. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák (FMC) 2. Rugalmas gyártórendszerek
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 2. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák (FMC) 2. Rugalmas gyártórendszerek
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
Gyártástechnológia III. 1.előadás: Gépgyártástechnológia alapfogalmai. előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
KULCS_PROGRAMOZÁS_TKU (ESZTERGÁLÁS)
") KULCS_PROGRAMOZÁS_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М Gépi nullpont 0,5 b) А Felvett nullpont 0,5 c) W Munkadarab nullpont 0,5 d) R Referenciapont 0,5
KULCS_PROGRAMOZÁS_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М Gépi nullpont 0,5 b) А Felvett nullpont 0,5 c) W Munkadarab nullpont 0,5 d) R Referenciapont 0,5
NC technológia és programozás I.
 NC technológia és programozás I. Történeti áttekintés Hagyományos szerszámgépek (egyetemes szerszámgépek) Gépészmérnök szak Dr. Sipos Jenő főiskolai tanár 2 Történeti áttekintés Másoló gépek Gépészmérnök
NC technológia és programozás I. Történeti áttekintés Hagyományos szerszámgépek (egyetemes szerszámgépek) Gépészmérnök szak Dr. Sipos Jenő főiskolai tanár 2 Történeti áttekintés Másoló gépek Gépészmérnök
Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány
 FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék. Dr. Kulcsár Gyula egyetemi docens
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Tartalomjegyzék Bevezetés Termelési paradigma fogalma Paradigma váltások A CIM fogalmának
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Tartalomjegyzék Bevezetés Termelési paradigma fogalma Paradigma váltások A CIM fogalmának
Intelligens Technológiák gyakorlati alkalmazása
 Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. SMARTUS Nyílt Nap 2016 11.10.2016 Page 1 Ütközésvédelem intelligensen! Németh Zoltán Területi értékesítési
Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. SMARTUS Nyílt Nap 2016 11.10.2016 Page 1 Ütközésvédelem intelligensen! Németh Zoltán Területi értékesítési
B) Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!
 Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!") 1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA. MTS-eszterga programozási feladatok. MTS GmbH GO98 Bt. 1-85
 Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-eszterga programozási feladatok MTS GmbH GO98 Bt. 1-85 MTS eszterga programozási feladatok MTS Mathematisch Technische Software-Entwicklung
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-eszterga programozási feladatok MTS GmbH GO98 Bt. 1-85 MTS eszterga programozási feladatok MTS Mathematisch Technische Software-Entwicklung
NC TECHNOLÓGIA, RUGALMAS GYÁRTÓCELLÁK, GYÁRTÓRENDSZEREK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA, RUGALMAS GYÁRTÓCELLÁK, GYÁRTÓRENDSZEREK 6. előadás Összeállította:
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA, RUGALMAS GYÁRTÓCELLÁK, GYÁRTÓRENDSZEREK 6. előadás Összeállította:
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Tervezési feladat. Komplex tervezés c. tárgyból. Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés c. tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Kódjel: d8 1 Tartalomjegyzék: 1.aaAz alkatrész
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés c. tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Kódjel: d8 1 Tartalomjegyzék: 1.aaAz alkatrész
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta)
") MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) 400 x 400 mm 60-1200 1/min. Főmotor teljesítménye 12\15 kw Főorsó kúp BT 40 Asztal poz.: 0,001 (folyamatos) Fanuc 16i Robot:
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) 400 x 400 mm 60-1200 1/min. Főmotor teljesítménye 12\15 kw Főorsó kúp BT 40 Asztal poz.: 0,001 (folyamatos) Fanuc 16i Robot:
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Használható segédeszköz: számológép (Mobil/okostelefon számológép funkció nem használható a vizsgán!)
") A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
SZÓBELI VIZSGATÉTELEK. CAD/CAM, CNC programozó technológus
 NCT Akadémia Közhasznú Nonprofit Kft. Felnőttképzési nyilvántartási szám: 00028-2011 FAT: PL-5608 Intézményi akkreditációs lajstromszám: -AL-2625 SZÓBELI VIZSGATÉTELEK CAD/CAM, CNC programozó technológus
NCT Akadémia Közhasznú Nonprofit Kft. Felnőttképzési nyilvántartási szám: 00028-2011 FAT: PL-5608 Intézményi akkreditációs lajstromszám: -AL-2625 SZÓBELI VIZSGATÉTELEK CAD/CAM, CNC programozó technológus
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 SMART-42 és -30Ms CNC esztergagép
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 SMART-42 és -30Ms CNC esztergagép
NC vezérlés, NC szerszámgép, CNC, (Computer) Numerical Control, számvezérlés
 Numerical Control, számvezérlés") A gyakorlat megnevezése: CNC PROGRAMOZÁS Száma: 13 Tananyag Jegyzetben: 142-192 oldal A gyakorlat célja és megszerzendo ismeretek: Alapveto CNC programozási ismeretek megszerzése, programfuttatás CNC szerszámgépen
A gyakorlat megnevezése: CNC PROGRAMOZÁS Száma: 13 Tananyag Jegyzetben: 142-192 oldal A gyakorlat célja és megszerzendo ismeretek: Alapveto CNC programozási ismeretek megszerzése, programfuttatás CNC szerszámgépen
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-1600 és BNC-1800 típusú CNC
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-1600 és BNC-1800 típusú CNC
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék. Tervezési feladat. Komplex tervezés. Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ 1 Tartalomjegyzék: 1.Az alkatrész geometriai modellje
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ 1 Tartalomjegyzék: 1.Az alkatrész geometriai modellje
Oktatási segédlet. EMCO WinCTS oktatószoftver használata
 PANNON EGYETEM Műszaki Informatika Kar Matematika Tanszék Oktatási segédlet EMCO WinCTS oktatószoftver használata Név: Milus Lajos informatikatanár MA levelező hallgató Veszprém 2010 2 Tartalomjegyzék:
PANNON EGYETEM Műszaki Informatika Kar Matematika Tanszék Oktatási segédlet EMCO WinCTS oktatószoftver használata Név: Milus Lajos informatikatanár MA levelező hallgató Veszprém 2010 2 Tartalomjegyzék:
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608)
") CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
CAD/CAM, CNC-programozó technológus
 CAD/CAM, CNC-programozó technológus Tanfolyam kezdés várható időpontja: 009. november Tanfolyami díj: A képzőnél* történő jelentkezésnél 130.000,-Ft Részletfizetés lehetséges Tanfolyam díj tartalmazza:
CAD/CAM, CNC-programozó technológus Tanfolyam kezdés várható időpontja: 009. november Tanfolyami díj: A képzőnél* történő jelentkezésnél 130.000,-Ft Részletfizetés lehetséges Tanfolyam díj tartalmazza:
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
NCT 990T NCT 100T Eszterga vezérlő Programozási leírás. Az x.060 SW változattól
 NCT 990T NCT 100T Eszterga vezérlő Programozási leírás Az x.060 SW változattól Gyártó és fejlesztő: NCT Ipari Elektronikai kft. H1148 Budapest Fogarasi út 7 : Levélcím: 1631 Bp. pf.26 F Telefon: (+36 1)
NCT 990T NCT 100T Eszterga vezérlő Programozási leírás Az x.060 SW változattól Gyártó és fejlesztő: NCT Ipari Elektronikai kft. H1148 Budapest Fogarasi út 7 : Levélcím: 1631 Bp. pf.26 F Telefon: (+36 1)
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06
 MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
Szerszámgépek, méretellenőrzés CNC szerszámgépen
 Mérés CNC szerszámgépen Szerszámgépek, méretellenőrzés CNC szerszámgépen Dr. Markos Sándor BME GTT, SZMSZ Geometriai mérés CNC szerszámgépen? Nagy méretű munkadarabok. Szerszámbefogási hibák Szerszámgépmérés
Mérés CNC szerszámgépen Szerszámgépek, méretellenőrzés CNC szerszámgépen Dr. Markos Sándor BME GTT, SZMSZ Geometriai mérés CNC szerszámgépen? Nagy méretű munkadarabok. Szerszámbefogási hibák Szerszámgépmérés
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
9. SZERSZÁMOK POZÍCIONÁLÁSA
 9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2200 és BNC-2600 típusú CNC
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2200 és BNC-2600 típusú CNC
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA. 12. előadás
 szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA. 12. előadás") SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA 12. előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA 12. előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
Példák 04 4a Négyzet megmunkálása kontúrkövetéssel
 4a Négyzet megmunkálása kontúrkövetéssel 0 BEGIN PGM 4a MM program kezdete 3 TOOL CALL 10 Z S1500 F500 szerszám hívása (T10), fõorsó tengelyének kijelölése (Z) fordulatszám és elõtolás megadása 4 L Z+50
4a Négyzet megmunkálása kontúrkövetéssel 0 BEGIN PGM 4a MM program kezdete 3 TOOL CALL 10 Z S1500 F500 szerszám hívása (T10), fõorsó tengelyének kijelölése (Z) fordulatszám és elõtolás megadása 4 L Z+50
Gyártási folyamatok tervezése
 Gyártási folyamatok tervezése Dr. Kardos Károly, Jósvai János 2006. március 28. 2 Tartalomjegyzék 1. Gyártási folyamatok, bevezetés 9 1.1. Gyártó vállalatok modellezése.................. 9 1.1.1. Számítógéppel
Gyártási folyamatok tervezése Dr. Kardos Károly, Jósvai János 2006. március 28. 2 Tartalomjegyzék 1. Gyártási folyamatok, bevezetés 9 1.1. Gyártó vállalatok modellezése.................. 9 1.1.1. Számítógéppel
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
NCT 99M NCT 2000M. Marógép és megmunkáló központ vezérlő. Programozási leírás
 NCT 99M NCT 2000M Marógép és megmunkáló központ vezérlő Programozási leírás Gyártó és fejlesztő: NCT Ipari Elektronikai kft. H1148 Budapest Fogarasi út 7 : Levélcím: H1631 Bp. pf.: 26 F Telefon: (+36 1)
NCT 99M NCT 2000M Marógép és megmunkáló központ vezérlő Programozási leírás Gyártó és fejlesztő: NCT Ipari Elektronikai kft. H1148 Budapest Fogarasi út 7 : Levélcím: H1631 Bp. pf.: 26 F Telefon: (+36 1)
Technológiai sorrend
 Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
2011. tavaszi félév. CNC forgácsolás. Balla Sándor
 2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
MUNKAANYAG. Dabi Ágnes. CNC és szimulációs program kezelése. A követelménymodul megnevezése: A próbagyártás technológiája
 Dabi Ágnes CNC és szimulációs program kezelése A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-005-30
Dabi Ágnes CNC és szimulációs program kezelése A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-005-30
Csésze nevű alkatrész megmunkálása
 Csésze nevű alkatrész megmunkálása 1. Alkatrész megnyitása: Nyissa meg a Csésze.par alkatrész-fájlt a Fájl menü Megnyitás pontjával. 2. Alkatrész elmozgatása a megmunkálási pozícióba Amennyiben a megmunkálás
Csésze nevű alkatrész megmunkálása 1. Alkatrész megnyitása: Nyissa meg a Csésze.par alkatrész-fájlt a Fájl menü Megnyitás pontjával. 2. Alkatrész elmozgatása a megmunkálási pozícióba Amennyiben a megmunkálás
Gildemeister-Bielefeld NEF-480 80.1222.06229
 EXCEL CSEPEL SZERSZÁMGÉPGYÁRTÓ KFT + 3 6-1/ 27 8 5 80 0, 2 78 58 03 + 3 6-1/ 42 5 7 60 5 WEB: w ww. e xce l -cse pel. hu E- M ail: sale s@e xcel -cse pe l. hu Gildemeister-Bielefeld NEF-480 80.1222.06229
EXCEL CSEPEL SZERSZÁMGÉPGYÁRTÓ KFT + 3 6-1/ 27 8 5 80 0, 2 78 58 03 + 3 6-1/ 42 5 7 60 5 WEB: w ww. e xce l -cse pel. hu E- M ail: sale s@e xcel -cse pe l. hu Gildemeister-Bielefeld NEF-480 80.1222.06229
CNC MARÁSI FELADATOK ANYAGALAKÍTÁSI TECHNOLÓGIÁK FORGÁCSOLÓ ELJÁRÁSOK
 CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA. MTS-maró programozása. (c) MTS GmbH GO98 Bt. 2006 1
 MTS GmbH GO98 Bt. 2006 1") Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-maró programozása (c) MTS GmbH GO98 Bt. 2006 1 . MTS-maró programozása MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-maró programozása (c) MTS GmbH GO98 Bt. 2006 1 . MTS-maró programozása MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
CNC-forgácsoló CNC-forgácsoló 2/36
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
NCT 201M. Marógép és megmunkáló központ vezérlő Programozási leírás
 NCT 201M Marógép és megmunkáló központ vezérlő Programozási leírás Gyártó és fejlesztő: NCT Ipari Elektronikai kft. H1148 Budapest Fogarasi út 7 : Levélcím: H1631 Bp. pf.: 26 F Telefon: (+36 1) 467 63
NCT 201M Marógép és megmunkáló központ vezérlő Programozási leírás Gyártó és fejlesztő: NCT Ipari Elektronikai kft. H1148 Budapest Fogarasi út 7 : Levélcím: H1631 Bp. pf.: 26 F Telefon: (+36 1) 467 63