GYÁRTÓRENDSZER IRÁNYÍTÁSA, FELÜGYELETE
|
|
|
- Enikő Fehérné
- 8 évvel ezelőtt
- Látták:
Átírás
1 2. GYÁRTÓRENDSZEREK FŐ JELLEMZŐI (Dudás Illés) A Gyártórendszer (MS) a gyártási fő- és segédfolyamatokat megvalósító gyártóberendezésekből, eszközökből, továbbá az előbbiek irányítását, felügyeletét ellátó részrendszerekből áll (2.1., 2.3. ábra). GYÁRTÓRENDSZER IRÁNYÍTÁSA, FELÜGYELETE Fõfolyamat gyártóberendezései Segédfolyamat berendezései, eszközei 2.1. ábra Gyártórendszerek fő egységei

2 Az egyes alrendszerek további egységekre, részrendszerekre tagozódnak. Pl. maguk a (gyártó) berendezések is rendelkez(het)nek saját irányító, vezérlő és felügyeleti egységgel (lásd NC-CNC gépeket), amelyek hierarchikus kapcsolatban állnak a gyártórendszer irányító rendszerével (CNC, cellavezérlés, gyártórendszer irányítás) A gyártási rendszerek fajtái a gyártásszervezés és a géptelepítés szempontjából A gyártási rendszerek meghatározó elemei a gyártóberendezések. Ezek elrendezésétől függ az adott alkatrész útja a gyártás során, ami jelentős hatással van a gyártásközi anyagmozgatás és raktározás, kapacitás-, idő- és költségigényére, az alkatrészgyártás átfutási idejére, a gyártási rendszer rugalmasságára (átállíthatóság egyik gyártmányról a másikra).

3 A gyártási rendszerek három fajtáját különböztetjük meg (2.2. ábra). Egy-egy vállalatnál általában ezek vegyesen fordulnak elő, tehát akár mindhárom létezhet más-más gyártási feladat elvégzésére. A műhelyrendszerű (vagy műhelyszerű) gyártás lényege, hogy a gyártóberendezések fajtájaként vannak csoportosítva egy-egy helyen, amit általában műhelynek nevezünk. Ilyenkor alakul ki: esztergaműhely, maróműhely, köszörülőműhely, fogazó műhely, stb.
 gyártás lényege, hogy a gyártóberendezések fajtájaként vannak")
4 GYÁRTÁSI RENDSZEREK Műhelyrendszerű (műhelyszerű) gyártás A gyártóberendezések fajtánként műhelyekbe sorolódnak: - esztergaműhely - maróműhely - köszörűműhely.. Az egyedi- és kissorozatgyártásra jellemző Csoportrendszerű (csoportszerű) gyártás Gyártmány- vagy alkatrészcsoportonkénti folyamatrendszerű gyártás: - tárcsagyártó részleg - tengelygyártó részleg - házjellegű darabokat gyártó sor stb... Legprogresszívebb gyártási forma. Ilyenek a Rugalmas Gyártórendszerek (FMS) is. Folyamatrendszerű (folyamszerű) gyártás Adott gyártmány (alkatrész) megmunkálási sorrendje szerinti gép-, munkahely elrendezés Nagysorozat és tömeggyártás gyártási formája. Merev rendszer, de ma már tendencia a rugalmassá tétele, közelítése a csoportszerű gyártáshoz 2.2. ábra Gyártási rendszerek fajtái
 gyártás Adott gyártmány (alkatrész) megmunkálási sorrendje szerinti gép-, munkahely elrendezés Nagysorozat és tömeggyártás gyártási formája.")
5 A műhelyrendszerű gyártás esetében, ha az alkatrész megmunkálása több különböző típusú műveletből áll, akkor a munkadarab vándorol egyik műhelyből a másikba. Ez a hátránya ennek a gyártási formának, hiszen megnövekednek az anyagutak és hosszabb lesz a gyártás átfutási ideje. Ugyanakkor a rendszer technológiai szempontból rugalmas, a műhelyek gyártóberendezései által biztosított lehetőségeken belül bármilyen alkatrész megmunkálása elvégezhető. Rugalmas olyan szempontból is, hogy ha egy gyártóberendezés kiesik a termelésből, az adott műhelyen belül könnyen áttehető a gyártás másik gépre. Mivel egy-egy műhely azonos típusú gyártóberendezésekből áll, így egyszerűbb a műhelyirányítás a vegyes gépfélékből álló gyártórendszer irányításához képest. A műhelyrendszerű gyártás tipikus alkalmazási területe az egyedi- és kissorozatgyártás. A csoportrendszerű (vagy csoportszerű) gyártás estében a gyártandó alkatrészféleségeket csoportosítjuk és a technológiai folyamat szempontjából hasonló alkatrészek megmunkálására egy gyártórendszert hozunk létre.

6 Az alkatrészcsoportoknak megfelelően így létezhet: tárcsagyártó sor (részleg), tengelygyártó sor, ház jellegű alkatrészeket gyártó sor, stb. A csoportrendszerű gyártás esetében a munkadarab a technológiai sorrendnek (a csoporttechnológiának) megfelelően a gyártórendszeren belül vándorolnak egyik gyártóberendezésről a másikra. Így a műveletközi anyagutak és anyagmozgatási idők rövidek, csökken a gyártás átfutási ideje. A rendszer rugalmas, a csoportba sorolható alkatrészek egyikéről könnyen átállítható egy másik gyártására. Előnye a csoportrendszerű gyártásnak az is, hogy használni lehet speciális szerszámokat, készülékeket, melyek alkalmazása egy-egy, kis darabszámban készülő alkatrész esetében nem lenne gazdaságos. Itt viszont a relatív tömegszerűség megnövekedése révén ezek alkalmazása gazdaságossá válik.

7 A csoportrendszerű gyártás technológiai tervezésének alapja a csoporttechnológia (GT = Group Technology) elvének alkalmazása. A csoportrendszerű gyártás ma korszerű megfelelői a rugalmas gyártórendszerek (FMS), melyekben a gyártóberendezések, a segédfolyam berendezései és az egész rendszer irányítási megoldása (CNC, cella- és rendszervezérlő) hozzájárul a gyártórendszer rugalmasságának növeléséhez. A csoporttechnológiához kapcsolhatóan megemlítjük, hogy Bálint Lajos professzor kidolgozta és előadásaiban ismertette az 1950-es évek közepén az úgynevezett fokozatos felépítés és méretreállítás elvét, [6], [7] amellyel a műveletek során a szükséges szerszámok mennyisége jelentősen csökkenthető volt. Mitrofanov könyvében [103] ezzel ellentétesen a fokozatos lebontás (egyszer kellett felépíteni a rendszert) elvén alapul a csoporttechnológia.

8 A folyamatrendszerű (vagy folyamszerű) gyártást egy-egy konkrét gyártmány, alkatrész gyártására szervezzük. Ilyenkor a gyártóberendezéseket az adott gyártmányra, alkatrészre érvényes technológiai sorrend szerint telepítjük. A magas tömegszerűségi mutató megengedi (gazdaságossá teheti) az adott gyártmány (alkatrész) előállításához célgépek, speciális szerszámok, készülékek alkalmazását. Ez a gyártási forma merev, nehezen állítható át más gyártmány (alkatrész) gyártására még azonos alkatrészcsoporton belül is. Tartósan igényelt tömeggyártás esetén ez a gazdaságos gyártási forma. Az utóbbi időben a piaci igények jelentősen változtak. E változások lényege, hogy az olcsó, tömegáru helyett meghatározóvá vált a változatos igényeket kielégítő gyártmányok iránti kereslet. Ezzel összefüggésben és gyártási formaként a folyamszerű gyártás visszaszorult és felértékelődött a csoportszerű gyártás, mely ma a legprogresszívebb gyártási forma.
 gyártására még azonos alkatrészcsoporton belül is. Tartósan igényelt tömeggyártás esetén ez a gazdaságos gyártási forma.")
9 Az is igaz, hogy látszólag a folyamszerű gyártás is kezd csoportszerűvé válni. A tipikusan tömeggyártásnak tekintett területeken (pl.: gépkocsi-gyártás) is megjelentek a rugalmasság jelei. A látszólag folyamszerű tömeggyártás valójában csoportszerűvé válik. A gépkocsi-szerelősoron már nem ciklikusan egyedi szériákat gyártanak, hanem akár minden darab egyedi igények szerint készülhet Gyártórendszerek funkcionális építőelemei Az adott gyártási feladatokat megvalósító gyártórendszerek építőelemeit a 2.3. ábra foglalja össze. A gyártóberendezések a gyártási főfolyamatot megvalósító egységek, szerszámgépek, alakító gépek, hőkezelő munkahelyek. Lehetnek kézi vezérlésűek, merev programozású automaták (pl.: revolverautomaták), NC-CNC vezérlésűek. El lehetnek látva munkadarab tároló és cserélő egységgel, szerszám tároló és cserélő egységgel, mérőeszközzel (megmunkálás előtti, utáni, műveletközi munkadarab- és szerszám ellenőrzéshez), felügyeleti funkciót biztosító eszközökkel (hangemissziós, termodinamikai, nyomaték-, erő-, stb. figyelés céljára). (lásd 2.4. fejezetet).

10 GYÁRTÓRENDSZER IRÁNYÍTÁSA, FELÜGYELETE Gyártóberendezések saját irányítási rendszerrel (NC, CNC, DNC, kézi, mechanikus) Gyártási segédanyagok (pl. hűtő-kenő) ellátás, kezelés Gyártóberendezések adott technológiai célú coportjai (cellák) Hulladék (forgács) kezelés eltávolítás MDB előkészítés, szerelés (pl. palettára) tárolás, szállítás, csere Alkatrész mosás, tisztítás Gyártóeszköz (szerszám, készülék) előkészítés, szerelés, beállítás, tárolás, szállítás, csere További fő- vagy segédfolyami elemek (hőkezelés, felületkikészítés, konzerválás csomagolás stb.) Elő-, vég-, műveletközi minőségellenőrzés, minőségbiztosítás 2.3. ábra Gyártórendszerek funkcionális építőelemei
 Elő-, vég-, műveletközi minőségellenőrzés, minőségbiztosítás 2.3.")
11 A munkadarab előkészítés, szerelés, tárolás, szállítás és csere eszközei, berendezései a munkadarab gyártóberendezéseken való pozicionálását, a gyártóberendezések közötti szállítását, raktározását, továbbá a gyártóberendezésen a kész- és nyersdarab cseréjét szolgálják. A munkadarab előkészítése lehet például a nyersdarab előrajzolása, (még folyamszerű gyártás esetén is az első bázis megmunkálásához) szerelése, felhelyezése, pozicionálása és rögzítése a palettán. A munkadarab palettára szerelve vagy önállóan a tárolóból kerül a gyártóberendezésekre, esetleg egy automatizált cserélőberendezés segítségével. A gyártóeszköz (készülék, szerszám) [39] előkészítés, szerelés, beállítás, tárolás, szállítás, csere funkciói közé tartozik: munkadarab befogókészülék összeszerelése elemekből, forgácsolószerszám összeszerelése a szerszámból, közbetét(ek)ből, szerszámtartóból, az összeszerelt szerszám bemérése, minősítése, tárolóhelyre helyezése, a szerszámok és munkadarab befogókészülékek gyártóhelyre szállítása, ottani tárolása,

12 szerszámok és készülékek cseréje a szerszám-, készüléktárból a gyártóberendezés szerszám-, készülékhelyére, palettára szerelt munkadarab tárolása és cseréje a gyártóberendezésen, a készdarab kivétele a befogókészülékből, leszerelése a palettáról. A minőségellenőrzés és minőségbiztosítás funkciói közé tartozik előre megtervezett stratégia (pl.: SPC) alapján: a nyers- és készdarab mérése, ellenőrzése, a munkadarab műveletközi és műveleten belüli mérése, ellenőrzése, a gyártmány előírt minőségének ellenőrzése, biztosítása. A gyártási segédfolyam további funkciói: a segédanyagok (hűtő-kenő, bevonatoló, felületvédő stb.) kezelése, szállítása, tárolása, a gyártási hulladékok (pl.: forgács) összegyűjtése, eltávolítása, a gyártóberendezések munkaterének tisztán tartása, az elkészült gyártmányok, alkatrészek mosása, tisztítása.
 kezelése, szállítása, tárolása, a gyártási hulladékok (pl.")
13 A gyártás további fő- vagy segédfolyami funkciója lehet: hőkezelés, felületkikészítés a gyártórendszeren belül, konzerválás, csomagolás stb. A gyártórendszerek funkcionális építőelemei a gyártórendszer irányítása és felügyelete alatt működnek. Ez az irányító és felügyelő rendszer hierarchikus. Az irányítás és felügyelet fő hierarchia szintjei a 2.4. ábrán láthatóak. a gyártási (megmunkálási, alakítási) folyamat közvetlen irányítása, szabályozása (például a forgácsolási folyamat adaptív szabályozása, irányítása), a gyártóberendezés irányítása (NC, CNC, merev programozású pl.: vezérlőtárcsával), a gyártóberendezések csoportjának irányítása (cellavezérlő), az előbbieket összefogó, összehangoló gyártórendszerirányítás, -vezérlés, felügyelet.
 folyamat közvetlen irányítása, szabályozása (például a forgácsolási folyamat adaptív szabályozása, irányítása), a gyártóberendezés irányítása (NC,")
14 Gyártórendszer irányítása, felügyelete Gyártóberendezés - csoport, cella vezérlése Gyártóberendezés vezérlése (NC, CNC, merev programozású megoldások pl.:vezértárcsa) Folyamat - vezérlés (pl.:adaptiv Control) 2.4. ábra A gyártórendszer irányításának, felügyeletének hierarchikus szintjei

15 2.3. Rugalmas gyártórendszerek A rugalmas gyártórendszerek a csoportszerű gyártáson belül a legkorszerűbb megvalósítási formát jelentik. Tervezésük a csoporttechnológia (GT) elvének következetes alkalmazásával valósul meg. Ennek segítségével dönthető el, hogy a rugalmas gyártórendszer milyen alkatrészcsoport megmunkálására legyen felkészítve. Tekintsük át a rugalmas gyártórendszer meghatározását, fő építőelemeit és néhány konstrukciós megoldást. Rugalmas gyártórendszer (FMS): NC-CNC szerszámgépek, automatizált anyag és szerszámszállító eszközök, automatizált tisztító/mosó, mérő, tesztelő berendezések integrált számítógépes irányítású komplexuma, mely minimális kézi beavatkozással és rövid átállási időkkel képes megmunkálni egy specifikus alkatrészcsalád bármely tagját az előre meghatározott képességeknek megfelelően és előre definiált ütemezés szerint.

16 A rugalmas gyártórendszerek fő építőelemei: Rugalmas gyártóegység (FMU): egy NC/CNC szerszámgép, általában megmunkálóközpont vagy esztergaközpont, szerszámtárral és automatizált szerszámcserélővel, munkadarab (esetleg többpalettás) tárolóval, automatikus munkadarab (paletta)cserélővel, automatizált mérőegységgel és felügyeleti funkciókkal. Következésképpen az egység képes részben emberi felügyelet nélkül dolgozni. Rugalmas gyártócella (FMC): két vagy több NC/CNC szerszámgép, többnyire megmunkálóközpont, saját vagy közös munkadarab (esetleg többpalettás) tárolóval, automatikus munkadarab-/paletta cserélővel és szerszám tároló és cserélő egységgel, automatizált mérőeszközökkel és folyamat felügyelettel. A cella működését egy cellavezérlő számítógép irányítja, az emberi felügyelet minimalizálását segítve.
: két vagy több NC/CNC szerszámgép, többnyire megmunkálóközpont, saját vagy közös munkadarab (esetleg többpalettás) tárolóval, automatikus munkadarab-/paletta cserélővel és")
17 A komplett gyártás eszköze [15] [93] a többtengelyű megmunkáló központ. Technológiai tartalma: különféle irányú és helyzetű felületek (fúrása, marása, esztergálása, stb.) egy felfogásban készülnek, így csökken a várakozási idő, a szállítási út, az átrakások száma, az idő- és költségigényes tárolási munka. (Lásd: [53] ábráját) A gyártóegységet és cellákat hierarchikus építőelemként kezelve megállapítható, hogy a rugalmas gyártórendszer két vagy több cellából vagy cellából és gyártóegységből álló rendszer, ahol a cellákat/egységeket automatikus szállítórendszer köti össze (automatikus vezérlésű járművek, vezető nélküli targoncák, számítógéppel irányított konvejorok). A szállítórendszer továbbítja a palettákat, a munkadarabokat és a szerszámokat a gépek, a munkahelyek és a raktárak között. A teljes rendszer egy rendszervezérlő számítógép irányítása alatt áll, mely felett további számítógépes hierarchiai szintek működhetnek (üzem, műhely, vállalat). A rugalmas gyártórendszer szerves részét képezi a műveletközi méréseket, elő- és végellenőrzést megvalósító CNC mérőgép, továbbá a palettaszerelő hely, ahol a gyártórendszerbe kerülés előtt a munkadarabot palettára szerelik, majd a gyártórendszeren belüli megmunkálás után a palettáról leszerelik. (2.5. ábra [78]).
.")
18 A felügyeleti funkciók alapjelenségei (szerszámkopás, megmunkálási méreteltérés, forgácsolóerő, -nyomaték, termodinamikai, hangemissziós jelenségek) figyelése döntően a gyártóberendezéseken valósul meg. Az eredmények alapján a beavatkozás a folyamatba általában többszintű. Megvalósulhat a gyártóberendezésen (a CNC vezérlés közreműködésével), a cellában (a cellavezérlőn keresztül) és a gyártórendszerben (a rendszervezérlő közreműködésével). Az alkatrészgyártást megvalósító gyártórendszer részét képezheti a hőkezelő munkahely is, így ugyanis a munkadarabnak a hőkezelés miatt nem kell elhagynia a gyártórendszert. Előfordulhat olyan megoldás is, hogy a hőkezelés megvalósítható a gyártóberendezésen vagy cellában, aminek korszerű eszköze a lézeres felülethevítés. Egy rugalmas gyártórendszer legfontosabb elemeit, általános felépítését a 2.5. ábra szemlélteti, (mellőzve a cella- és gyártórendszer-vezérlő egységeit, valamint a hőkezelő munkahelyet és a folyamatfelügyeletet).

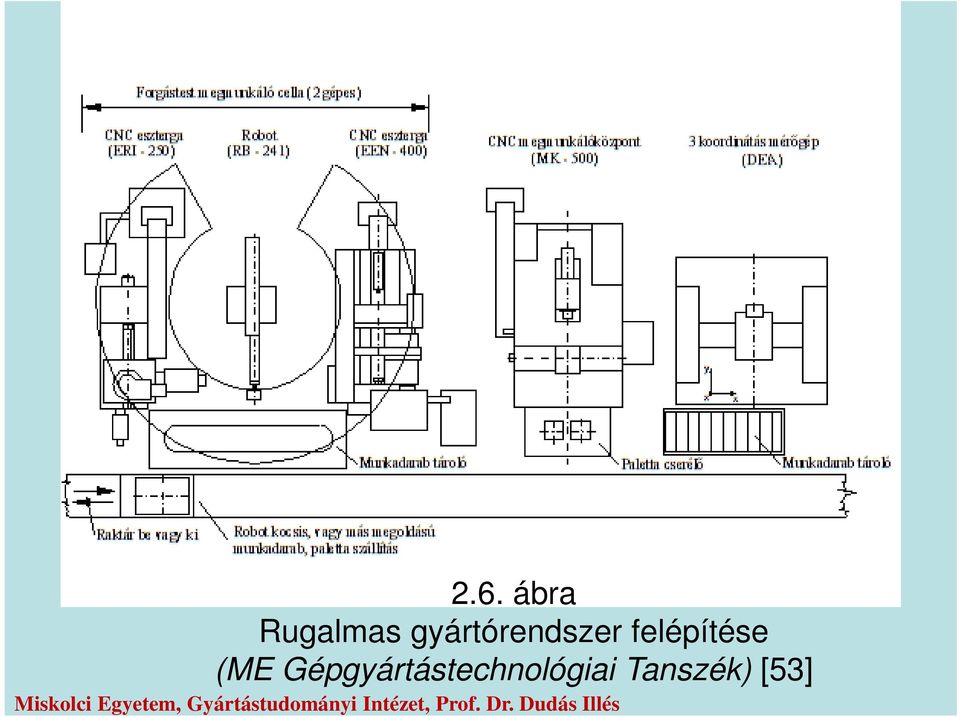
19 raktár be vagy ki robot kocsis, vagy más megoldású mdb, paletta szállítás raktár be vagy ki paletta szerelõ CNC megmunkálóközpont automatizált raktár mdb vagy paletta cserélõ CNC megmunkálóközpont N =1 N =2 3D CNC mérõgép mdb tároló robotos cserélõ CNC megmunkálóközpont N = ábra Rugalmas gyártórendszer általános felépítése raktár be vagy ki A 2.5. ábra a Budapesti Müszaki Egyetem Gépgyártástechnológiai Tanszéken megvalósult rugalmas gyártórendszert mutatja be, amely egy cellába szervezett munkadarab ellátó és robotos kiszolgálású CNC gépeket, megmunkálóközpontot és az ellenőrzésekhez 3D mérőgépet tartalmaz.

20 2.6. ábra Rugalmas gyártórendszer felépítése (ME Gépgyártástechnológiai Tanszék) [53]
21 A munkadarab tárolás és csere automatizált megoldásai közül két változatra érdemes felhívni a figyelmet (2.7. ábra): Az egyikben paletta tárolót és cserélőt alkalmazunk, ezt hívják palettacserélős munkadarab kiszolgálás-nak. A másik a robotos kiszolgálás, amikor a munkadarabtárolót és a gyártóberendezést robot kapcsolja össze. Hogy melyiket mikor alkalmazzuk, ez a mozgatni kívánt munkadarab konfigurációjától és súlyától függ. Nyilvánvaló, hogy szekrényes alkatrészeknél (melyeknél a darab helyzetbehozása, pozicionálása, beállítása a gyártóberendezésen munkaés időigényes feladat) célszerű a palettás megoldás, míg forgástesteknél általában a robotos kiszolgálás javasolható.
22 CNC megmunkáló központ vagy eszterga Robotos munkadarab-ellátás robot paletta tároló paletta cserélõ Palettacserélõs megoldás CNC megmunkáló központ 2.7. ábra A munkadarab-tárolás és -csere automatizált megoldásai rugalmas gyártórendszerekben
23 A 2.8. ábrán egy működő rugalmas szerelő rendszert mutatunk be. POLY-P 42 robot munkatere SR 450 BOSCH robot munkatere Desoutter AFS csavarbehajtó automata Alkatrészek Szerelvények Paletta átalakító állomás Paletták Kézi szerelő munkahely Ikerhevederes paletta-továbbító rendszer 2.8. ábra Rugalmas robotos szerelő mintarendszer (ME Gépgyártástechnológiai Tanszék)
24 A 2.9. ábra egy rugalmas szerelő cellát és annak kétkamerás ipari alakfelismerő és képfeldolgozó rendszerét mutatja be, mely magában foglalja a szükséges célhardvereket (kamerák, számítógép), valamint a betanító és felismerő szoftvereket. Az általunk kialakított videoszenzorral felszerelt robotos szerelő a következő műveletek végrehajtására képes: az anyagmozgató rendszer PLC programjának elindítása, alapállapot felvétele, az alakfelismerést végző mérőprogram elindítása, robotprogramok elindítása,
25 a szereléstechnológiának megfelelően paletták BOSCH robot munkaterébe érkeztetése megfelelő tartalommal, BOSCH robot a szerelési feladatai során bizonyos döntésekhez igénybeveszi a mobil, vagy fix CCD kamerát, jelezve az alakfelismerő felé, alakfelismerő számítógép a kiválasztott kamerával az alakfelismerést automatikusan végrehajtja és az eredményről tájékoztatja a robotot, BOSCH robot a felismert minta alapján tovább folytatja a szerelési műveleteket, majd a palettát tovább engedi, az anyagmozgató rendszer a palettát a megírt PLC program szerint a megfelelő útvonalon a következő munkahelyre szállítja [S-4].
26 CCD kamera CCD kamera SR 460 BOSCH Floppy Adatelosztó RS60-S Képfeldolgozást végző számítógép Szerelő robot Robotvezérlő Alkatrészek Nyomtató 2.9. ábra CCD kamerával ellátott robotos szerelő rendszer (ME Gépgyártástechnológia Tanszék) 2.4. Az alkatrészgyártás technikai rendszerei BOSCH robot terminálja A gyártás automatizálását a gyártóberendezések különböző automatizáltsági szintű változatai szolgálják. Egy lehetséges osztályozást mutat be a 2.1. táblázat.
27 2.1. táblázat Gyártóberendezések osztályozása Hagyományos kézi vezérlésűek (egyetemes szerszámgépek) ezek vezérlését, irányítását a gépkezelő, magasan kvalifikált szakmunkás látja el. Gyártóberendezések Merev programozásúak (mechanikus automaták, célgépek) ezek vezérlését mechanikus vezérlő elemek (vezértárcsák, másolólécek, vezérlő dobok, stb.) látják el. A vezérlő elemek előállítása munka- és költségigényes, csak nagyobb gyártandó darabszám mellett gazdaságos. Numerikus vezérlésű (NC, CNC) gépek, melyeknél vezérlőberendezés irányítja a gép működését számítógépes adathordozóra vitt vezérlő-program alapján. Könnyen, rugalmasan állít-ható egyik gyártmányról a másik gyártására Egyedi és kissorozat automatizálására is alkalmas Bonyolult, szabad formájú felületek is megmunkálhatók. Az adathordozó lehet floppy lemez, CD vagy a vezérlő program bevihető az NC-CNC vezérlő berendezésbe közvetlenül a számítógépről.
28 NC-CNC gépek esetében a munkadarab és szerszám relatív helyzetét, egymáshoz viszonyított mozgását meghatározó, egyidejűleg vezérelhető koordináták függvényében az alábbi vezérléstípusokat különböztetik meg: 2D-s vezérlés xy síkban vezérelt mozgás, azaz 2 koordináta mentén pályavezérlés. 2 1/2D-s vezérlés xy (vagy bármely fősíkban, így yz, zx) 2 koordináta mentén pályavezérlés, míg a harmadik koordináta külön, lineárisan vezérelhető. 3D-s vezérlés x, y, z koordináták menti mozgás egyidejű vezérlése. Többtengelyű vezérlés az x, y, z koordináták menti mozgás mellett egy vagy (3-5D) stb. több tengely körüli elfordulás is egyidejűleg vezérelhető. Ilyenek a fúró-maró gépek, megmunkáló központok stb.
Gyártástechnológia III. 1.előadás: Gépgyártástechnológia alapfogalmai. előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
GYÁRTÁSAUTOMATIZÁLÁS
 Megmunkálási technológiák AJ003_2 Gépészmérnöki (BSc) szak GYÁRTÁSAUTOMATIZÁLÁS Összeállította: Dr. Pintér József GYÁRTÁSAUTOMATIZÁLÁS 1. A rugalmas gyártás alapfogalmai 2. Rugalmas gyártócella (Flexible
Megmunkálási technológiák AJ003_2 Gépészmérnöki (BSc) szak GYÁRTÁSAUTOMATIZÁLÁS Összeállította: Dr. Pintér József GYÁRTÁSAUTOMATIZÁLÁS 1. A rugalmas gyártás alapfogalmai 2. Rugalmas gyártócella (Flexible
CNC gépek szerszámellátása
 CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
A gyártási rendszerek áttekintése
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) A gyártási rendszerek áttekintése Bevezetés A tantárgy célja A gyártócellák c. tárgy átfogóan foglalkozik a gyártás automatizálás eszközeivel, ezen
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) A gyártási rendszerek áttekintése Bevezetés A tantárgy célja A gyártócellák c. tárgy átfogóan foglalkozik a gyártás automatizálás eszközeivel, ezen
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
Termelési folyamat logisztikai elemei
 BESZERZÉSI LOGISZTIKA Termelési logisztika Beszállítás a technológiai folyamat tárolójába Termelés ütemezés Kiszállítás a technológiai sorhoz vagy géphez Technológiai berendezés kiválasztása Technológiai
BESZERZÉSI LOGISZTIKA Termelési logisztika Beszállítás a technológiai folyamat tárolójába Termelés ütemezés Kiszállítás a technológiai sorhoz vagy géphez Technológiai berendezés kiválasztása Technológiai
GYÁRTÁSI STRUKTÚRÁK. 8. Szegmentált gyártás
 GYÁRTÁSI STRUKTÚRÁK 1. Műhely rendszerű gyártás 2. Merev gyártósorok 3. Rugalmas gyártórendszerek 4. Egymástól független alkatrészgyártó szigetek 5. Egymáshoz kapcsolódó gyártó szigetek 6. Folyamatorientált
GYÁRTÁSI STRUKTÚRÁK 1. Műhely rendszerű gyártás 2. Merev gyártósorok 3. Rugalmas gyártórendszerek 4. Egymástól független alkatrészgyártó szigetek 5. Egymáshoz kapcsolódó gyártó szigetek 6. Folyamatorientált
10. Az NC programozás alapjai. Az NC technika fejlődése. Az NC technika rugalmas automatizált. nagy termelékenység
 10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
SZÉCHENYI ISTVÁN EGYETEM GYŐR GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2. Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA. Összeállította: Dr.
 szak NC, CNC TECHNOLÓGIA. Összeállította: Dr.") GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2 Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA Összeállította: Dr. Pintér József 1. NC-technika alapfogalmak 2. NC-technika fejlődéstörténete 3. NC, CNC szerszámgépek
GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2 Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA Összeállította: Dr. Pintér József 1. NC-technika alapfogalmak 2. NC-technika fejlődéstörténete 3. NC, CNC szerszámgépek
Foglalkozási napló. Autógyártó 11. évfolyam
 Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék. Dr. Kulcsár Gyula egyetemi docens
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Rugalmas gyártórendszerek Milyen gyártóberendezés-csoport tekinthető rugalmas gyártórendszernek?
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Rugalmas gyártórendszerek Milyen gyártóberendezés-csoport tekinthető rugalmas gyártórendszernek?
Beszállítás AR Gyártási folyamat KR
 3. ELŐADÁS TERMELÉSI FOLYAMATOK STRUKTURÁLÓDÁSA 1. Megszakítás nélküli folyamatos gyártás A folyamatos gyártás lényege, hogy a termelési folyamat az első művelettől az utolsóig közvetlenül összekapcsolt,
3. ELŐADÁS TERMELÉSI FOLYAMATOK STRUKTURÁLÓDÁSA 1. Megszakítás nélküli folyamatos gyártás A folyamatos gyártás lényege, hogy a termelési folyamat az első művelettől az utolsóig közvetlenül összekapcsolt,
Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV Nyíregyházi Főiskola Gyártórendszerek tervezése c. tan- 2009/2010. tanév, II. félév GM.III. évfolyam Gyak.jegy, 2 kredit tárgy Műszaki Alapozó és Gépgyártástechnológia Tanszék Tanítási
FOGLALKOZÁSI TERV Nyíregyházi Főiskola Gyártórendszerek tervezése c. tan- 2009/2010. tanév, II. félév GM.III. évfolyam Gyak.jegy, 2 kredit tárgy Műszaki Alapozó és Gépgyártástechnológia Tanszék Tanítási
Üzemszervezés A BMEKOKUA180
 Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki és Járműmérnöki Kar Közlekedésmérnöki Szak Üzemszervezés A BMEKOKUA180 Termelési rendszerek Dr. Juhász János egyetemi docens A termelési
Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki és Járműmérnöki Kar Közlekedésmérnöki Szak Üzemszervezés A BMEKOKUA180 Termelési rendszerek Dr. Juhász János egyetemi docens A termelési
RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ ESETTANULMÁNYOK Alapfogalmak Rugalmas gyártórendszer Flexible Manufacturing System (FMS) A rendszer egy
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ ESETTANULMÁNYOK Alapfogalmak Rugalmas gyártórendszer Flexible Manufacturing System (FMS) A rendszer egy
Korszerű szerszámgépek
 SZÉCHENYI ISTVÁN EGYETEM GYŐR SZERSZÁMGÉPEK (NGB_AJ009_2) Korszerű szerszámgépek Összeállította: Dr. Pintér József 2011.09.26. Korszerű szerszámgépek 1 Korszerű szerszámgépek VÁZLAT 1. Kinematikai alapok,
SZÉCHENYI ISTVÁN EGYETEM GYŐR SZERSZÁMGÉPEK (NGB_AJ009_2) Korszerű szerszámgépek Összeállította: Dr. Pintér József 2011.09.26. Korszerű szerszámgépek 1 Korszerű szerszámgépek VÁZLAT 1. Kinematikai alapok,
SZÉCHENYI ISTVÁN EGYETEM GYŐR MEGMUNKÁLÁSI TECHNOLÓGIÁK B_AJ005_2
 MEGMUNKÁLÁSI TECHNOLÓGIÁK B_AJ005_2 Gépészmérnöki (BSc) szak ALAPFOGALMAK 1. előadás Összeállította: Dr. Pintér József A gyártástechnológia alapfogalmai A gyártástechnológia alapfogalmai 1. Bevezetés 2.
MEGMUNKÁLÁSI TECHNOLÓGIÁK B_AJ005_2 Gépészmérnöki (BSc) szak ALAPFOGALMAK 1. előadás Összeállította: Dr. Pintér József A gyártástechnológia alapfogalmai A gyártástechnológia alapfogalmai 1. Bevezetés 2.
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék. Dr. Kulcsár Gyula egyetemi docens
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens CIM funkciók az IBM által javasolt modell szerint Az IBM által javasolt, erősen egyszerűsített
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens CIM funkciók az IBM által javasolt modell szerint Az IBM által javasolt, erősen egyszerűsített
NC TECHNOLÓGIA, RUGALMAS GYÁRTÓCELLÁK, GYÁRTÓRENDSZEREK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA, RUGALMAS GYÁRTÓCELLÁK, GYÁRTÓRENDSZEREK 6. előadás Összeállította:
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA, RUGALMAS GYÁRTÓCELLÁK, GYÁRTÓRENDSZEREK 6. előadás Összeállította:
Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása http://www.lib.uni-miskolc.hu/digital/
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása http://www.lib.uni-miskolc.hu/digital/
Gyártó vállalatok modellezése
 Gyártási folyamatok tervezése Dr. Kardos Károly Jósvai János 2005. Gyártási folyamatok, bevezetés Gyártó vállalatok modellezése Számítógéppel támogatott termelés Gyártási folyamatok, bevezetés Gyártó vállalatok
Gyártási folyamatok tervezése Dr. Kardos Károly Jósvai János 2005. Gyártási folyamatok, bevezetés Gyártó vállalatok modellezése Számítógéppel támogatott termelés Gyártási folyamatok, bevezetés Gyártó vállalatok
FOGLALKOZÁSI TERV. Kósa Péter műszaki oktató. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
Technológiai sorrend
 Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Forgácsoló gyártócellák, gyártórendszerek 2.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 2. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák (FMC) 2. Rugalmas gyártórendszerek
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 2. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák (FMC) 2. Rugalmas gyártórendszerek
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK B Szakirányú gyakorlat III. tantárgy 2016/2017. tanév, II. félév GMB. IV. évfolyam Gyak.jegy, kredit: 3 Tantárgy
FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK B Szakirányú gyakorlat III. tantárgy 2016/2017. tanév, II. félév GMB. IV. évfolyam Gyak.jegy, kredit: 3 Tantárgy
Gyártási folyamat tervezés
 Gyártási folyamat tervezés Markos Sándor Szalay Tibor 1 A gyártási folyamat tagozódása Szakasz Müveletcsoport Művelet Műveletelemcsoport Műveletelem Mozdulat Mozdulatelem A gyártás azon része amely a termékhez
Gyártási folyamat tervezés Markos Sándor Szalay Tibor 1 A gyártási folyamat tagozódása Szakasz Müveletcsoport Művelet Műveletelemcsoport Műveletelem Mozdulat Mozdulatelem A gyártás azon része amely a termékhez
CNC programozás. Alap ismeretek. Készített: Hatos István
 CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
A Borsodi Műhely Kft. gépalkatrész gyártó középvállalat, győri telephelyére, Hőkezelő segédmunkás munkakörbe. munkatársat keres.
 A gépalkatrész gyártó középvállalat, győri Hőkezelő segédmunkás munkakörbe Hőkezelésre előkészített és már hőkezelt munkadarabok mozgatása, készülékekre helyezése A tevékenységhez előírt dokumentációs
A gépalkatrész gyártó középvállalat, győri Hőkezelő segédmunkás munkakörbe Hőkezelésre előkészített és már hőkezelt munkadarabok mozgatása, készülékekre helyezése A tevékenységhez előírt dokumentációs
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06
 MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
Logisztikai módszerek
 BME GTK Ipari menedzsment és Vállalkozásgazdasági Tanszék Menedzser program Logisztikai módszerek 1. Anyagmozgatás I. dr. Prezenszki József - dr. Tóth Lajos egyetemi docens egyetemi docens ek - 1. Anyagmozgatás
BME GTK Ipari menedzsment és Vállalkozásgazdasági Tanszék Menedzser program Logisztikai módszerek 1. Anyagmozgatás I. dr. Prezenszki József - dr. Tóth Lajos egyetemi docens egyetemi docens ek - 1. Anyagmozgatás
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. A gyártástechnológia alapfogalmai
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József 2012. A gyártástechnológia alapfogalmai
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József 2012. A gyártástechnológia alapfogalmai
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. A gyártástechnológia alapfogalmai
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József 2015. 1 A gyártástechnológia
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József 2015. 1 A gyártástechnológia
Tájékoztató a Technológiai tervezés című tárgy oktatásához Neptun kód: GEGTT126-B
 Tájékoztató a Technológiai tervezés című tárgy oktatásához Neptun kód: GEGTT126B Szak: Gépészmérnöki alapszak BSc Évfolyam: III. Specializáció: Gépgyártástechnológiai (3BGT), Minőségbiztosítási (3BGB)
Tájékoztató a Technológiai tervezés című tárgy oktatásához Neptun kód: GEGTT126B Szak: Gépészmérnöki alapszak BSc Évfolyam: III. Specializáció: Gépgyártástechnológiai (3BGT), Minőségbiztosítási (3BGB)
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA. 12. előadás
 szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA. 12. előadás") SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA 12. előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA 12. előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Autógyártó szakma gyakorlati oktatásához OKJ száma: 34 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Autógyártó szakma gyakorlati oktatásához OKJ száma: 34 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia. Dr. Pintér József 2016.
 NC, CNC technológia. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia Dr. Pintér József 2016. 1 Felhasznált irodalom Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia Dr. Pintér József 2016. 1 Felhasznált irodalom Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások
Gyártás és gyártórendszerek tervezése
 Tantárgyi dosszié Gyártás és gyártórendszerek tervezése GEGTT300-B GEGTT300-BL Tájékoztató A Gyártás és gyártórendszerek tervezése (GEGTT300-B) című tárgyhoz Szak: BSc Szintű Logisztikai Mérnök Szak Évfolyam,
Tantárgyi dosszié Gyártás és gyártórendszerek tervezése GEGTT300-B GEGTT300-BL Tájékoztató A Gyártás és gyártórendszerek tervezése (GEGTT300-B) című tárgyhoz Szak: BSc Szintű Logisztikai Mérnök Szak Évfolyam,
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
5.2 Rugalmas gyártórendszerek alrendszerei. a) A megmunkáló alrendszer és elemei. Megmunkáló alrendszer. Megmunkáló központ
 A megmunkáló alrendszer és elemei. Megmunkáló alrendszer. Megmunkáló központ") Megmunkáló alrendszer 5.2 Rugalmas gyártórendszerek alrendszerei a munkadarabokon a technológiai műveletek elvégzése gyártóberendezések készülékek szerszámok mérőeszközök Anyagmozgatási alrendszer a munkadarabok
Megmunkáló alrendszer 5.2 Rugalmas gyártórendszerek alrendszerei a munkadarabokon a technológiai műveletek elvégzése gyártóberendezések készülékek szerszámok mérőeszközök Anyagmozgatási alrendszer a munkadarabok
Gyártórendszerek fejlődésének fázisai
 Gyártórendszerek fejlődésének fázisai A 1960-as évek vége: szerszámgépek közvetlen számítógépes vezérlése (CNC- DNC) 70-es évek: automatikus szerszámcsere és munkadarab mozgatás rugalmas gyártórendszerek
Gyártórendszerek fejlődésének fázisai A 1960-as évek vége: szerszámgépek közvetlen számítógépes vezérlése (CNC- DNC) 70-es évek: automatikus szerszámcsere és munkadarab mozgatás rugalmas gyártórendszerek
Házi feladat Dr Mikó Balázs - Gyártástechnológia II. 5
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék 2012/13 2. félév 3. Előadás Dr. Kulcsár Gyula egyetemi docens Vállalati funkcionális modellek és számítógépes alkalmazási
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék 2012/13 2. félév 3. Előadás Dr. Kulcsár Gyula egyetemi docens Vállalati funkcionális modellek és számítógépes alkalmazási
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
CAD/CAM, CNC-programozó technológus
 CAD/CAM, CNC-programozó technológus Tanfolyam kezdés várható időpontja: 009. november Tanfolyami díj: A képzőnél* történő jelentkezésnél 130.000,-Ft Részletfizetés lehetséges Tanfolyam díj tartalmazza:
CAD/CAM, CNC-programozó technológus Tanfolyam kezdés várható időpontja: 009. november Tanfolyami díj: A képzőnél* történő jelentkezésnél 130.000,-Ft Részletfizetés lehetséges Tanfolyam díj tartalmazza:
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608)
") CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
SONIMA. Az Ön partnere a moduláris üzleti szolgáltatások terén
 SONIMA Az Ön partnere a moduláris üzleti szolgáltatások terén 1 Moduláris megoldások Manufacturing Gyártás Assembly Szerelés Industrial Ipari Cleaning tisztítás Warehousing Raktározás Logisztika Logistics
SONIMA Az Ön partnere a moduláris üzleti szolgáltatások terén 1 Moduláris megoldások Manufacturing Gyártás Assembly Szerelés Industrial Ipari Cleaning tisztítás Warehousing Raktározás Logisztika Logistics
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló (rugalmas) gyártócella fogalma 2. Megmunkáló
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló (rugalmas) gyártócella fogalma 2. Megmunkáló
Prof. Dr. Dudás Illés Gépgyártástechnológia I.
 Prof. Dr. Dudás Illés Gépgyártástechnológia I. A gépgyártástechnológia alapjai Miskolci Egyetem, Gyártástudományi Intézet Kötelező Irodalom Dudás Illés: Gépgyártástechnológia I., A gépgyártástechnológia
Prof. Dr. Dudás Illés Gépgyártástechnológia I. A gépgyártástechnológia alapjai Miskolci Egyetem, Gyártástudományi Intézet Kötelező Irodalom Dudás Illés: Gépgyártástechnológia I., A gépgyártástechnológia
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
Logisztika A. 2. témakör
 Logisztika A tantárgy 2. témakör Beszerzési-, termelési-, elosztási-, újrahasznosítási logisztika feladata MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Beszerzési logisztika Beszállító Vevõ Áruátvétel
Logisztika A tantárgy 2. témakör Beszerzési-, termelési-, elosztási-, újrahasznosítási logisztika feladata MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Beszerzési logisztika Beszállító Vevõ Áruátvétel
Beszerzési logisztikai folyamat
 BESZÁLLÍTÓ Beszállítás, ütemezés Beszerzési logisztika Szállítási mód és eszköz megválasztása Beszállítás Beszerzési folyamat: - igények meghatározása, - ajánlatkérés és feldolgozás, - beszállítók kiválasztása,
BESZÁLLÍTÓ Beszállítás, ütemezés Beszerzési logisztika Szállítási mód és eszköz megválasztása Beszállítás Beszerzési folyamat: - igények meghatározása, - ajánlatkérés és feldolgozás, - beszállítók kiválasztása,
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
2010.08.29. Anyagellátás biztosítása Szerelvény továbbítás Válogatás, rendezés Szerelési mővelet végrehajtása. Kézi Gépesített Automatizált
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 11 - A szerelés automatizálása Dr.
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 11 - A szerelés automatizálása Dr.
Forgácsoló gyártócellák, gyártórendszerek
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek Forgácsoló gyártócellák, gyártórendszerek VÁZLAT Forgácsolási eljárások áttekintése Forgácsoló (rugalmas)
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek Forgácsoló gyártócellák, gyártórendszerek VÁZLAT Forgácsolási eljárások áttekintése Forgácsoló (rugalmas)
TDK FELHÍVÁS. 5. Lemezalakítás modellezése és szimulációja (Modellezés, programozás)
") TDK FELHÍVÁS A Gyártástudomány és -technológia Tanszék a 2010/2011-es tanévre az alábbi szakmaterületeken hirdet meg feladatokat TDK, szakdolgozat és diplomaterv kidolgozására: 1. Gyártásoptimálás. Ciklusidő
TDK FELHÍVÁS A Gyártástudomány és -technológia Tanszék a 2010/2011-es tanévre az alábbi szakmaterületeken hirdet meg feladatokat TDK, szakdolgozat és diplomaterv kidolgozására: 1. Gyártásoptimálás. Ciklusidő
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Szakirányú gyakorlat I. tantárgy 2010/2011. tanév, I. félév GM1B. III. évfolyam Gyak.jegy, kredit: 2 Tanítási hetek száma:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Szakirányú gyakorlat I. tantárgy 2010/2011. tanév, I. félév GM1B. III. évfolyam Gyak.jegy, kredit: 2 Tanítási hetek száma:
ZÁRÓVIZSGA KÉRDÉSEK GÉPÉSZMÉRNÖK (BSc) SZAKOS HALLGATÓK RÉSZÉRE 2013. A) Gyártástechnológia komplex ismeretek témakör ( A típusú tantárgyak)
 SZAKOS HALLGATÓK RÉSZÉRE 2013. A) Gyártástechnológia komplex ismeretek témakör ( A típusú tantárgyak)") ZÁRÓVIZSGA KÉRDÉSEK GÉPÉSZMÉRNÖK (BSc) SZAKOS HALLGATÓK RÉSZÉRE 2013. A) Gyártástechnológia komplex ismeretek témakör ( A típusú tantárgyak) Anyagismeret, anyagvizsgálat, hőkezelés 1. Ismertesse a felületi
ZÁRÓVIZSGA KÉRDÉSEK GÉPÉSZMÉRNÖK (BSc) SZAKOS HALLGATÓK RÉSZÉRE 2013. A) Gyártástechnológia komplex ismeretek témakör ( A típusú tantárgyak) Anyagismeret, anyagvizsgálat, hőkezelés 1. Ismertesse a felületi
Szerszámgépek, méretellenőrzés CNC szerszámgépen
 Mérés CNC szerszámgépen Szerszámgépek, méretellenőrzés CNC szerszámgépen Dr. Markos Sándor BME GTT, SZMSZ Geometriai mérés CNC szerszámgépen? Nagy méretű munkadarabok. Szerszámbefogási hibák Szerszámgépmérés
Mérés CNC szerszámgépen Szerszámgépek, méretellenőrzés CNC szerszámgépen Dr. Markos Sándor BME GTT, SZMSZ Geometriai mérés CNC szerszámgépen? Nagy méretű munkadarabok. Szerszámbefogási hibák Szerszámgépmérés
6. Robotok és manipulátorok a rugalmas gyártórendszerekben. 6.1 Manipulátorok
 6. Robotok és manipulátorok a rugalmas gyártórendszerekben Isaac Asimov: Én, a robot (1950), a robotika alaptörvényei A robot nem árthat az embernek, és nem nézheti tétlenül, ha az embert veszély fenyegeti
6. Robotok és manipulátorok a rugalmas gyártórendszerekben Isaac Asimov: Én, a robot (1950), a robotika alaptörvényei A robot nem árthat az embernek, és nem nézheti tétlenül, ha az embert veszély fenyegeti
Steel Riders Kft. Ve r p e l é t, K o s s u t h L a j o s u t c a 6 4.
 Steel Riders Kft. Ve r p e l é t, K o s s u t h L a j o s u t c a 6 4. Rövid bemutatkozó Cégünk 1997 márciusában alakult, mint családi vállalkozás, egy 200 m2-es verpeléti üzemben. Fő tevékenységünk a
Steel Riders Kft. Ve r p e l é t, K o s s u t h L a j o s u t c a 6 4. Rövid bemutatkozó Cégünk 1997 márciusában alakult, mint családi vállalkozás, egy 200 m2-es verpeléti üzemben. Fő tevékenységünk a
SZAKGIMNÁZIUMI KÉPZÉS. Tagozatkód 903 Szakmacsoport. Közlekedés szakmacsoport, közlekedésgépész ágazat
 Székesfehérvári SZC Váci Mihály Ipari Szakgimnáziuma, Szakközépiskolája és Kollégiuma 8000 Székesfehérvár, Berényi út 105. Fenntartó: Székesfehérvári Szakképzési Centrum OM azonosító: 203053 Telefon: (22)
Székesfehérvári SZC Váci Mihály Ipari Szakgimnáziuma, Szakközépiskolája és Kollégiuma 8000 Székesfehérvár, Berényi út 105. Fenntartó: Székesfehérvári Szakképzési Centrum OM azonosító: 203053 Telefon: (22)
 Cégbemutató smartsol Engineering Kft. - Magyarország 2014-01-22 1 Bemutatkozás Engedje meg, hogy bemutassuk 100%-ban magyar tulajdonú családi vállalkozásunkat, amelynek alapja a több évtizedes mérnöki
Cégbemutató smartsol Engineering Kft. - Magyarország 2014-01-22 1 Bemutatkozás Engedje meg, hogy bemutassuk 100%-ban magyar tulajdonú családi vállalkozásunkat, amelynek alapja a több évtizedes mérnöki
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Gyártórendszerek Dinamikája. Gyártórendszerek jellemzése és szerkezete Gyártórendszerekkel kapcsolatos mérnöki feladatok
 GyRDin-02 p. 1/20 Gyártórendszerek Dinamikája Gyártórendszerek jellemzése és szerkezete Gyártórendszerekkel kapcsolatos mérnöki feladatok Werner Ágnes Villamosmérnöki és Információs Rendszerek Tanszék
GyRDin-02 p. 1/20 Gyártórendszerek Dinamikája Gyártórendszerek jellemzése és szerkezete Gyártórendszerekkel kapcsolatos mérnöki feladatok Werner Ágnes Villamosmérnöki és Információs Rendszerek Tanszék
NYF-MMFK Műszaki Alapozó és Gépgyártástechnológia Tanszék gépészmérnöki szak III. évfolyam
 FOLYAMATTERVEZÉS B Tantárgy kódja: GM 2505 Meghirdetés féléve: 5. Össz-óraszám (elm. + gyak.): 28 5. 14 1 1 14 14 Összesen: 14 14 Előfeltétel (tantárgyi kód): GM 1302 Tantárgyfelelős neve: Dr. Végső Károly
FOLYAMATTERVEZÉS B Tantárgy kódja: GM 2505 Meghirdetés féléve: 5. Össz-óraszám (elm. + gyak.): 28 5. 14 1 1 14 14 Összesen: 14 14 Előfeltétel (tantárgyi kód): GM 1302 Tantárgyfelelős neve: Dr. Végső Károly
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT
 A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék. 1. fólia
 Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék 1. fólia Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék 2. fólia 3. fólia Külső anyagmozgatás elemei Szállítás. közúti, vasúti, vízi, légi,
Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék 1. fólia Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék 2. fólia 3. fólia Külső anyagmozgatás elemei Szállítás. közúti, vasúti, vízi, légi,
IPARI ROBOTOK. Kinematikai strukturák, munkatértípusok. 2. előadás. Dr. Pintér József
 IPARI ROBOTOK, munkatértípusok 2. előadás Dr. Pintér József Az ipari robotok kinematikai felépítése igen sokféle lehet. A kinematikai felépítés alapvetően meghatározza munkaterének alakját, a mozgási sebességét,
IPARI ROBOTOK, munkatértípusok 2. előadás Dr. Pintér József Az ipari robotok kinematikai felépítése igen sokféle lehet. A kinematikai felépítés alapvetően meghatározza munkaterének alakját, a mozgási sebességét,
1.4. A vállalati tevékenység számítógépes támogatása
 A gyártástervezés lyan termelést segítő tevékenység, amely a gyártmány gyártáshelyes és minimális költséggel járó előállítását biztsítja. A gyártástervezés részterületei: gyártási flyamattervezés, művelettervezés,
A gyártástervezés lyan termelést segítő tevékenység, amely a gyártmány gyártáshelyes és minimális költséggel járó előállítását biztsítja. A gyártástervezés részterületei: gyártási flyamattervezés, művelettervezés,
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
14. Tétel. Számjegyvezérlésű szerszámgépek: Vezérlés fogalma: CNC vezérlés felépítése:
 14. Tétel 14. Csoportosítsa a számjegyvezérlésű szerszámgépeket! Definiálja a vezérlés fogalmát! Sorolja fel, milyen vezérléseket ismer! Beszéljen a CNC vezérlés alapvető felépítéséről! Számjegyvezérlésű
14. Tétel 14. Csoportosítsa a számjegyvezérlésű szerszámgépeket! Definiálja a vezérlés fogalmát! Sorolja fel, milyen vezérléseket ismer! Beszéljen a CNC vezérlés alapvető felépítéséről! Számjegyvezérlésű
B) Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!
 Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!") 1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
Vállalatgazdaságtan. Minden, amit a Vállalatról tudni kell
 Vállalatgazdaságtan Minden, amit a Vállalatról tudni kell 1 Termelési rendszer vizsgálata 2 képzeljük el az alábbi helyzetet örököltünk egy gyárat mit csináljunk vele? működtessük de hogyan? Hogyan működik
Vállalatgazdaságtan Minden, amit a Vállalatról tudni kell 1 Termelési rendszer vizsgálata 2 képzeljük el az alábbi helyzetet örököltünk egy gyárat mit csináljunk vele? működtessük de hogyan? Hogyan működik
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Forgácsolás technológia számítógépes tervezése I.
 Forgácsolás technológia számítógépes tervezése I. BAGFS15NNB Szerelési rendszer elemei Anyagellátás biztosítása Szerelvény továbbítás Válogatás, rendezés Szerelési mővelet végrehajtása A szerelés automatizálása
Forgácsolás technológia számítógépes tervezése I. BAGFS15NNB Szerelési rendszer elemei Anyagellátás biztosítása Szerelvény továbbítás Válogatás, rendezés Szerelési mővelet végrehajtása A szerelés automatizálása
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
Anyagmozgatás és gépei. 1. témakör. Egyetemi szintű gépészmérnöki szak. MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék.
 Anyagmozgatás és gépei tantárgy 1. témakör Egyetemi szintű gépészmérnöki szak 2004-05. II. félév MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék
Anyagmozgatás és gépei tantárgy 1. témakör Egyetemi szintű gépészmérnöki szak 2004-05. II. félév MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék
TANMENET. Tanév: 2014/2015. Szakképesítés száma: 34 521 03. Követelménymodul: Követelménymodul száma: 10176-12. Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
Irányítástechnikai alapok. Zalotay Péter főiskolai docens KKMF
 Irányítástechnikai alapok Zalotay Péter főiskolai docens KKMF Az irányítás feladatai és fajtái: Alapfogalmak Irányítás: Műszaki berendezések ( gépek, gyártó sorok, szállító eszközök, vegyi-, hő-technikai
Irányítástechnikai alapok Zalotay Péter főiskolai docens KKMF Az irányítás feladatai és fajtái: Alapfogalmak Irányítás: Műszaki berendezések ( gépek, gyártó sorok, szállító eszközök, vegyi-, hő-technikai
motor teljesítménye 12\15 kw orsó kúp BT 40 Fanuc 2000 R-2000iA 165F Gyártási év: 2007
 MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) Asztalméret 400 x 400 mm orsó fordulat 60-1200 1/min. motor teljesítménye 12\15 kw orsó kúp BT 40 Asztal poz.: 0,001 (folyamatos)
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) Asztalméret 400 x 400 mm orsó fordulat 60-1200 1/min. motor teljesítménye 12\15 kw orsó kúp BT 40 Asztal poz.: 0,001 (folyamatos)
Technológiai dokumentációk
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. Tantárgyi követelmények A gyártástechnológia alapfogalmai
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Tantárgyi követelmények A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József A tantárgy
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Tantárgyi követelmények A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József A tantárgy
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. Tantárgyi követelmények A gyártástechnológia alapfogalmai
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Tantárgyi követelmények A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József A tantárgy
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Tantárgyi követelmények A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József A tantárgy
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta)
") MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) 400 x 400 mm 60-1200 1/min. Főmotor teljesítménye 12\15 kw Főorsó kúp BT 40 Asztal poz.: 0,001 (folyamatos) Fanuc 16i Robot:
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) 400 x 400 mm 60-1200 1/min. Főmotor teljesítménye 12\15 kw Főorsó kúp BT 40 Asztal poz.: 0,001 (folyamatos) Fanuc 16i Robot:
6. Robotok a rugalmas gyártórendszerekben. 6.1 Manipulátorok
 6. Robotok a rugalmas gyártórendszerekben Isaac Asimov: Én, a robot (1950), a robotika alaptörvényei A robot nem árthat az embernek, és nem nézheti tétlenül, ha az embert veszély fenyegeti Engedelmeskednie
6. Robotok a rugalmas gyártórendszerekben Isaac Asimov: Én, a robot (1950), a robotika alaptörvényei A robot nem árthat az embernek, és nem nézheti tétlenül, ha az embert veszély fenyegeti Engedelmeskednie
Anyagmozgatás és gépei. 1. témakör. Egyetemi szintű gépészmérnöki szak. MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék.
 Anyagmozgatás és gépei tantárgy 1. témakör Egyetemi szintű gépészmérnöki szak 2006-07. II. félév MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék
Anyagmozgatás és gépei tantárgy 1. témakör Egyetemi szintű gépészmérnöki szak 2006-07. II. félév MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Informatikai Intézet Alkalmazott Informatikai Tanszék
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Informatikai Intézet Alkalmazott Informatikai Tanszék 2013/14 2. félév 3.-4. Előadás Dr. Kulcsár Gyula egyetemi docens Vállalati funkcionális modellek
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Informatikai Intézet Alkalmazott Informatikai Tanszék 2013/14 2. félév 3.-4. Előadás Dr. Kulcsár Gyula egyetemi docens Vállalati funkcionális modellek
9. SZERSZÁMOK POZÍCIONÁLÁSA
 9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
Információtartalom vázlata
 1. Ön azt a feladatot kapta munkahelyén, hogy mutassa be tanuló társainak, hogyan épül fel a korszerű logisztikai rendszer, és melyek a feladatai. Miről fog beszélni? Információtartalom vázlata - logisztika
1. Ön azt a feladatot kapta munkahelyén, hogy mutassa be tanuló társainak, hogyan épül fel a korszerű logisztikai rendszer, és melyek a feladatai. Miről fog beszélni? Információtartalom vázlata - logisztika
CSOPORTTECHNOLÓGIA TERVEZÉSÉNEK SZÁMITÓGÉPES TÁMOGATÁSA
 1 CSOPORTTECHNOLÓGIA TERVEZÉSÉNEK SZÁMITÓGÉPES TÁMOGATÁSA Mezei Sándor Mikó Balázs ifj. Mezei Sándor Summary With the help of this program wrote on the computer we can search for the geometric parameters
1 CSOPORTTECHNOLÓGIA TERVEZÉSÉNEK SZÁMITÓGÉPES TÁMOGATÁSA Mezei Sándor Mikó Balázs ifj. Mezei Sándor Summary With the help of this program wrote on the computer we can search for the geometric parameters
Előgyártmány, ráhagyás
 GYÁRTÁSTERVEZÉS A gyártástervezés feladata Megtervezni a konstruktőr által megtervezett termék gyártási folyamatát. A technológiai tervezés célja: a gyártáshoz szükséges dokumentációk előállítása. Fogalmak
GYÁRTÁSTERVEZÉS A gyártástervezés feladata Megtervezni a konstruktőr által megtervezett termék gyártási folyamatát. A technológiai tervezés célja: a gyártáshoz szükséges dokumentációk előállítása. Fogalmak
A szakmai gyakorlati képzés történhet az iskola tanműhelyében vagy vállalkozónál tanulószerződéssel.
 I. SZAKKÖZÉPISKOLA: "Szakközépiskolai szakmai és közismereti " kerettantervre épülő helyi tantervek alapján történik a négy éves képzés, amelyre a 8. osztály befejezése után lehet jelentkezni. A szakközépiskola
I. SZAKKÖZÉPISKOLA: "Szakközépiskolai szakmai és közismereti " kerettantervre épülő helyi tantervek alapján történik a négy éves képzés, amelyre a 8. osztály befejezése után lehet jelentkezni. A szakközépiskola