A fúrás technológiája és szerszámai
|
|
|
- Győző Katona
- 9 évvel ezelőtt
- Látták:
Átírás
1 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015.

2 Felhasznált irodalom: Pápai Gábor.ppt prezentációja Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag ) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz Jenő: Forgácsoló megmunkálás II.1 SZE, Győr Dr Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010

3 FORGÁCSOLÓ - FŐMOZGÁS: FORGÓ (SZERSZÁM) KIVÉTEL: ESZTERGA MUNKADARAB - MELLÉKMOZGÁS: EGYENES VONALÚ HALADÓ (SZERSZÁM) ELŐÁLLÍTOTT FELÜLETEK: - HENGERES - KÚPOS - SÍK (FORGÁSTENGELYRE - MENET MERŐLEGES) - KÜLÖNLEGES l ØD ZSÁK FURAT ÁTMENŐ RÖVID: l/d 0,5 NORMÁL: 0,5 < l/d 3 HOSSZÚ: 3 < l/d 10 MÉLYFURAT: l/d >10 F: Dudás I. Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )

4 Frischherz: Fémtechnológiai tábl. I.
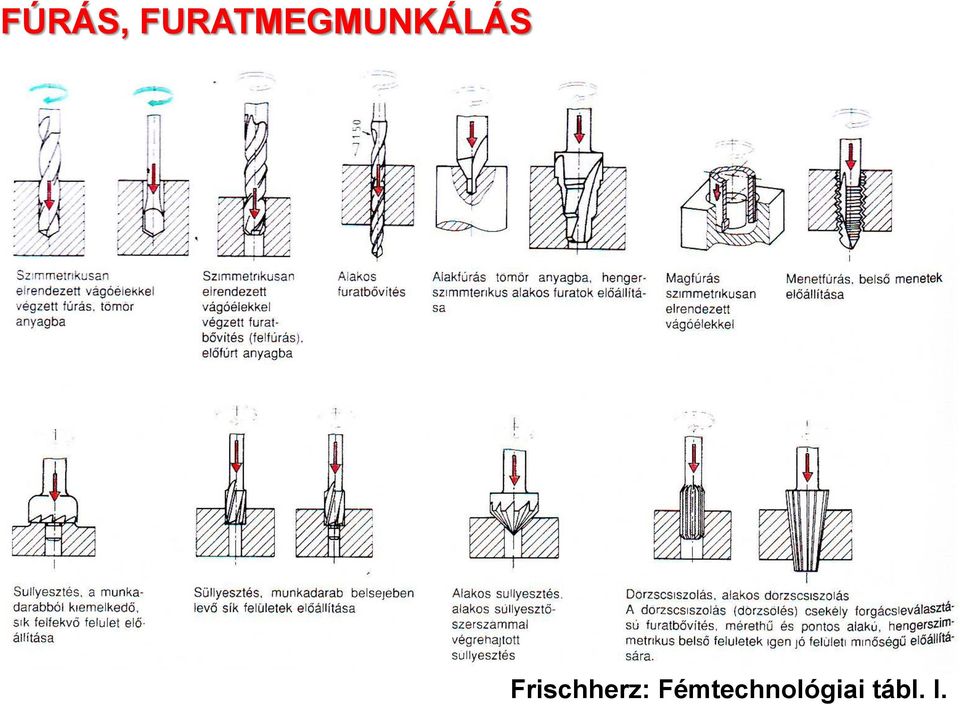
5 FÚRÁS TELIBE FÚRÁS TÖMÖR ANYAGBA FELFÚRÁS MEGLÉVŐ FURAT BŐVÍTÉSE ÁTMENŐ FURATOK ZSÁK FÚRÓSZERSZÁMOK CSIGAFÚRÓK (Ø0,05 50mm) KÉTÉLŰ (HÁROMÉLŰ) - HENGERES SZÁRÚ - KÚPOS SZÁRÚ RÖVID, NORMÁL, HOSSZABBÍTOTT SZÁRÚ Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )

6 VIDEOK fúráshoz Telibefúrás Telibefúrás keményfémlapkás szerszámmal Menetfúrás

7 Fúrás: a rendszerint többélű szerszám - a saját tengelye körül forogva - végzi a forgácsoló főmozgást a mellékmozgások közül az előtoló mozgás a szerszám tengelyével párhuzamos a fogásvételt a szerszám a forgástengelytől legtávolabb eső forgácsoló pontjának sugara adja A fúrással belső hengeres, vagy kúpos felületeket, illetve sík, és alakos felületeket állítunk elő. A furatok lehetnek átmenő,vagy zsákfuratok.

8 A furatok hosszának és átmérőjének viszonya jelentősen befolyásolja az alkalmazott technológiát, és szerszámot Rövid furatok: l/d 0,5 Normál furatok: 0,5 < l/d < 3 Hosszú furatok: 3 < l/d < 10 Mélyfuratok: 10 l/d

9 A furatmegmunkálásnak három esetét különböztetjük meg: Fúrás: tömör anyagba (telibe fúrás, felfúrás) elérhető méretpontosság: IT felületi érdesség: Ra= 12,5 25 μm Süllyesztés: előfúrt, öntött, vagy lyukasztott furatok bővítése, sík és kúpos felületek forgácsolása elérhető méretpontosság: IT felületi érdesség: Ra= 3,2 6,3 μm Dörzsárazás: furatok átmérőjének pontosítása, felületi érdesség javítása elérhető méretpontosság: IT 6-8 felületi érdesség: Ra= 0,8 2,5 μm

10 Csigafúró: Az összes mozgást a szerszám végzi. Gazdaságosan, csak a közepes teljesítményű, rövid, és normál furatok fúrásához használhatjuk. l/d < 10, és Ø 50 felett nem ajánlott A keresztmetszete kicsi, a furat méretpontossága IT 12-13, így csak nagyolásra használható. Nagyobb előtolás esetén kihajlik, és ez pontatlanságot okoz, ezért gyakran fúróperselyben vezetik meg. Csigafúró kialakítások Forrás: Titex GmbH

11 Csúcsszög: értéke függ a megmunkálás módjától; kemény anyagoknál 120 lágyaknál pedig 150 körüli. A horony emelkedési irány a legtöbb esetben jobbos. Az élezés mindig a hátfelület élezésével történik. A két hátfelület egymást egy egyenesben metszi, ez a keresztél, nagy negatív homlokszöge van, és a sebessége kicsi. Keresztél technológiai javítása kikönnyítéssel A szerszám homlokszögét az ortogonálsíkon szokták megadni, és az átmérő függvényében változik. A hátszöget a tengellyel párhuzamos metszősíkban adjuk meg. Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )

12 Általános célokra: Morse-kúpos szárú kivitel: pontosabb befogás Dr. Kodácsy János: Forgácsolás szerszámai E-tananyag, 2010

13 NORMÁL ACÉL δ=18º-30º KEMÉNY RIDEG δ=10º-15º ANYAG (ÖV.) CSÚCSSZÖG: 2 χ 118º PUHA ANYAG δ=18º- 30º (ALUMÍNIUM) δ HORONY EMELKEDÉSI SZÖG KIVITELE SZERINT: 130º- 140º MŰANYAG: 60º- 90º - TÖMÖR (HSS, HW, CN) - FORRASZTOTT LAPKÁS (HW) - CSERÉLHETŐ ÉLŰ FEJŰ BEVONATOS TiN TiCN, TiC TiAlN Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )

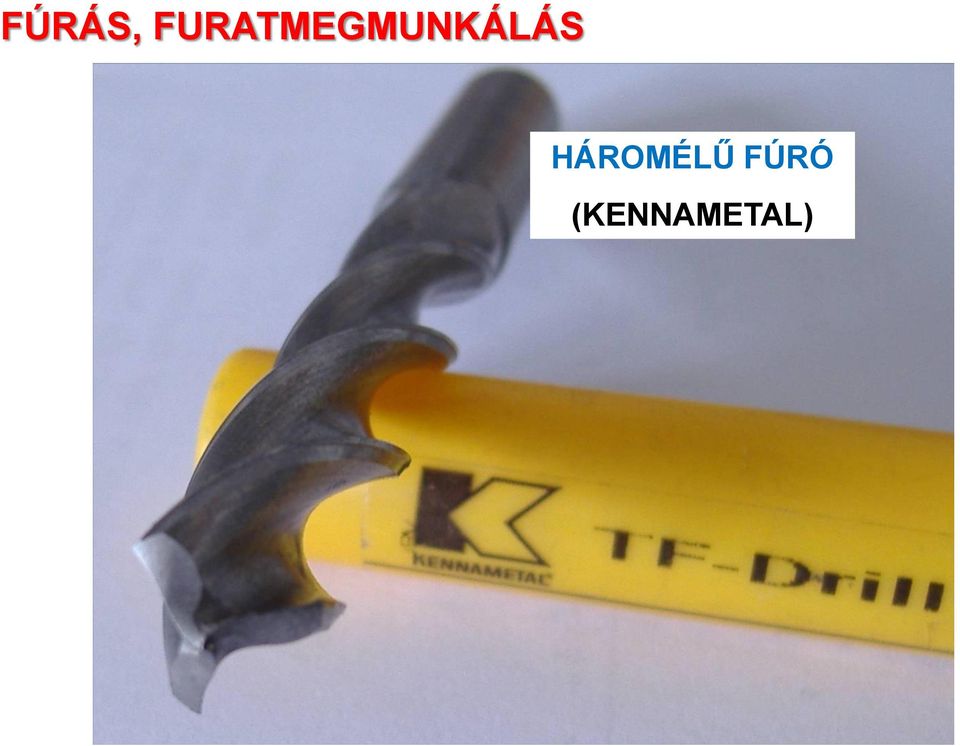
14 HÁROMÉLŰ FÚRÓ (KENNAMETAL)
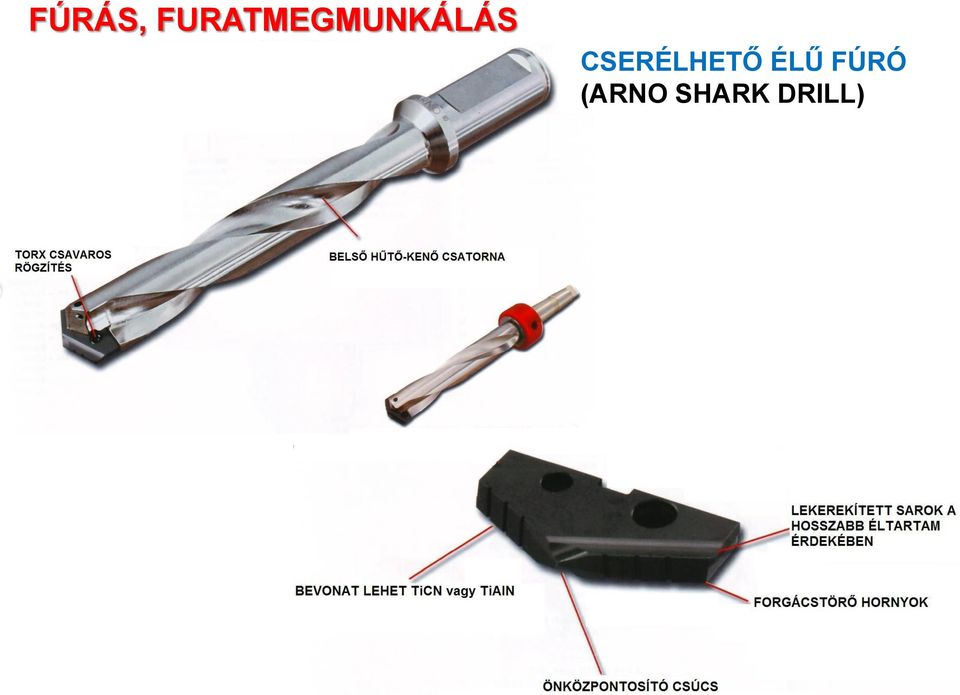
15 CSERÉLHETŐ ÉLŰ FÚRÓ (ARNO SHARK DRILL)
16 CSERÉLHETŐ ÉLŰ FÚRÓ (KENNAMETAL)

17 CSERÉLHETŐ FEJŰ FÚRÓ (SECO) FÚRÁS ISCAR CHAMDRILL VIDEO

18 A FÚRÁS TECHNOLÓGIÁJA FORGÁCSOLÁSI SEBESSÉG v = C T m n = 1000 v d π n [1/min] v [m/min] d [mm] ELŐTOLÁS f = C D x f (x f ~0,6) [mm/ford] ÉLTARTAM FÚRHATÓ FURATHOSSZ [m] BEN (2 5 m) ELŐFÚRÁS FÚRÓ KIEMELÉS VEZETÉS FÚRÓPERSELLYEL HŰTÉS - KÜLSŐ - BELSŐ! Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
![[m] BEN (2 5 m) ELŐFÚRÁS FÚRÓ KIEMELÉS VEZETÉS FÚRÓPERSELLYEL HŰTÉS - KÜLSŐ - BELSŐ!](/docs-images/41/15970455/images/page_18.jpg "Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II.")
19 FORGÁCSOLÁSI ERŐ, NYOMATÉK F V1 F 1 F V1 =k S A A=b h F P2 F P1 F 2 F P2 F V2 F FORGÁCSOLÁSI ERŐ F V FŐFORGÁCSOLÁSI ERŐ F f ELŐTOLÁS IRÁNYÚ ERŐ F P PASSZÍV ERŐ F P1 D f A= = 2 z κ h= f sin z D b= 2 sin κ D f 4 A z élek száma általában 2 F v1 = k s D f 4 F 2 F 1 F f2 F f2 F vössz = z F v1 = 2 F v1 D k M össz = 2 F v1 = s D 2 f 4 8 Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )

20 k s R k sköz SZALAG KERESZTÉL A F V1 =k S A A=b h sinκ 2 f sinκ z f h f 4 d D k F f 4 d D Α s v1 sin κ 2 d D b v F v1 z F ÖSSZ 8 d D f k 4 d D f 4 d D k 2 K F 2 M 2 2 s s v1 ÖSSZ ERŐKAR: 4 d D 4 d D 2 d Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( ) FÚRÁS, FURATMEGMUNKÁLÁS

21 A PASSZÍV ERŐK KIEGYENLÍTIK EGYMÁST, HA AZONOS AZ ÉLHOSSZ ÉS AZ ELHELYEZKEDÉSI SZÖG, HA NEM OLDALIRÁNYÚ ERŐ (F f1 -F f2 > 0) FÚRÓ KIHAJLÁS, TÖRÉS. ÉLEZÉS!!! FÚRÁSI TELJESÍTMÉNY P V M n M vc M vc D3000 n FORDULATSZÁM [ford/min] v C FORG. SEB. A KÜLSŐ ÁTMÉRŐN [m/min] D FÚRÓ ÁTMÉRŐJE [mm] [kw] P V F vössz v C [kw] P GÉP P η V Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
22 FÚRÁS VÁLTÓLAPKÁS TELIBEFÚRÓ VAL RÖVID FURATOK: L = 3-5D NAGY FORGÁCS TELJESÍTMÉNY FORGÓ SZERSZÁM ÁLLÓ SZERSZÁM VÁLTÓLAPKÁS TELIBEFÚRÓ FORRÁS: COROMANT
23 Ø17-41 Ø60-80 Ø14-29 Ø27-59 Ø VÁLTÓLAPKÁS FÚRÓKKAL VÉGEZHETŐ MŰVELETEK VÁLTÓLAPKÁS FÚRÓK FORRÁS: COROMANT
24 FOGÁS FELOSZTÁS KÜLSŐ LAPKA A FOGÁSBÓL A KÜLSŐ LAPKA LÉP KI ELŐSZÖR ÍGY EGY ÉLES KORONG KELETKEZIK KILÉPÉSKOR, AMELY ELREPÜL. BALESETVESZÉLY! BELSŐ LAPKA FORGÁCS ALAKJA, SZÉLESSÉGE A LAPKÁTÓL FÜGG! INTENZÍV HŰTÉS Q [l/min] ØD [mm] FORGÁCS ELTÁVOLÍTÁS! VÁLTÓLAPKÁS FÚRÁS FORRÁS: GARANT, COROMANT
25 MÉLYFÚRÁS L= x D MEGMUNKÁLÁSI PONTOSSÁGA IT 8-10 ÉRDESSÉG Ra 0,1-3μm TELIBE FÚRÁS MAGFÚRÁS FELFÚRÁS SZERSZÁM - EGYÉLŰ - BTA - EJEKTOROS L D >10 FORGÁCSOLÁS FŐMOZGÁS: FORGÓ - MUKADARAB - SZERSZÁM - MINDKETTŐ ELLENTÉTES IRÁNYBAN MELLÉKMOZGÁS: EGYENES HALADÓ SZERSZÁM VÉGZI Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
26 Mélyfurat fúrók 10 < 1/d viszony után már mélyfúró szerszámot kell használni A csigafúrót perselyben kell vezetni: helyzetpontosság, törési nyomaték csökken Pontosság: szerszám álljon,és a munkadarab forog (szegnyereg) A kihajlás csökkentése érdekében kis előtolást alkalmazni A forgácsok eltávolításáért a fúrót gyakran kiemelni Bőségesen használni hűtő, kenő folyadékot A szerszám kiemelések száma:
27 Mélyfuratok készítéséhez különleges fúrókat használnak Ágyúfúró: a homlokszöge 90, a keresztél hiánya miatt jó a szerszám iránytartása, forgácseltávolítási, és hűtési nehézségek, csak rövid furatok készítésére, 10 < l/d < 60 Csőfúró: él csak a szimmetriatengely egyik oldalán van, a szerszámtesten kialakított furaton keresztül jut el az olaj az élhez, magával sodorja a forgácsot is, 60 < l/d < 600
28 EGYÉLŰ MÉLYFÚRÁS SZERSZÁMAI
29 MEGMUNKÁLÁS EGYÉLŰ MÉLYFÚRÓVAL FÚRÓFEJ FORGÁCS ÉS HŰTŐ- KENŐ A. KIVEZETÉS TÖMÍTÉS TÁMASZOK HAJTÁS MDB. FÚRÓPERSELY HÁZ HŰTŐ-K. HOZZÁVEZETÉS Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
30 MEGFELELŐ BEKEZDÉS BIZTOSÍTÁSA FÚRÓPERSELY BEKEZDŐ FURAT MÉLYFÚRÁS
31 BTA MÉLYFÚRÁS EJEKTOROS FORRÁS: KÖNIG
32 MAGFÚRÁS VÁLTÓLAPKÁS ÖNSZORÍTÁSÚ
33 Késes fúrórúd Szabványtól eltérő méretlépcsőzetű, nagy átmérőjű furatok, és zsákfuratok simítására Nagy méret, alak, és felületpontossághoz Jellemzi: kis termelékenység nagy pontosság IT 5-6 jó felületi érdesség 0,1 0,6 μm A torzulások elkerülésének érdekében célszerű a késeket kétoldalasan elhelyezni.
 fészkeinek, és homlokfelületeinek megmunkálására használják.")
34 SÜLLYESZTÉS Süllyesztés Gépelemek (csavarok, szegecsek, alátétek, anyák) fészkeinek, és homlokfelületeinek megmunkálására használják.

35 SÜLLYESZTÉS MEGLÉVŐ FURAT BŐVÍTÉSE, ILL. ALAKJÁNAK MEGVÁLTOZTATÁSA
")
36 FURAT BŐVÍTÉS SZERSZÁM CSIGAFÚRÓ SÜLLYESZTŐ FELTŰZHETŐ SÜLLYESZTŐ SÜLLYESZTÉS ELŐFURAT 0,3 x D 0,75 x D 0,8 x D D: KÉSZ FURAT ÁTMÉRŐJE 3 ÉLŰ CSIGASÜLLYESZTŐ 4 ÉLŰ FELTŰZHETŐ SÜLLYESZTŐ Ø30 220mm F 1 =k S A SÜLLYESZTÉS HOMLOKSÜLLYESZTÉS F: TSCHÄTSCH Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
37 DÖRZSÖLÉS DÖRZSÖLÉS Simítási célra, befejező forgácsolási művelet Furatok érdességének javítását, méreteinek pontosítását szolgáló kis forgácsvastagsággal dolgozó szerszámok Elérhető pontosság: IT6 9 Felületi érdesség: Ra = 0,8 2,5 μm Jellemzője a kisebb alakhiba miatti egyenlőtlen fogelosztás, és a páros élszám. Megkülönböztetnek kézi, és gépi dörzsárakat, az előbbiek hosszabb dolgozó résszel, és nagyobb fogszámmal rendelkeznek. Nem használható helyzetpontosság javítására. A kisszámú újraélezési lehetőség miatt drága eljárás.


38 DÖRZSÖLÉS A dörzsárak homlokszöge általában 0, legfeljebb 15. A leválasztott forgács mennyisége,és vastagsága nagyon kicsi, a forgácsoló sebesség is alacsony. Példa gépi dörzsárra: Kézi dörzsár: elején, és végén lekerekítések Elterjedtek az állítható fogú dörzsárak.
39 DÖRZSÖLÉS FORGÁCSOLÓ FŐMOZGÁS: FORGÓ MELLÉKMOZGÁS: EGYENES, HALADÓ SZERSZÁM KÉZI GÉPI SZERSZÁM VÉGZI RÁHAGYÁS DÖRZSÖLÉSRE (König) ÁTMÉRŐ (mm) RÁHAGYÁS (mm) 0,05 0,1-0,2 0,5 (Frischherz) Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
40 DÖRZSÖLÉS SZERSZÁM: TÖBBÉLŰ ÉLEK SZÁMA PÁROS EGYMÁSSAL SZEMBEN, DE EGYENLŐTLEN OSZTÁSBAN REZGÉS ELKERÜLÉSE!! KÉZI GÉPI EGYÉLŰ VÁLTÓ ÉLŰ (HW, HT, HC, PKD!), VEZETŐLÉCEK (3) F: TSCHÄTSCH KÉZI GÉPI I A ÉLHOSSZ I E FOGÁSBAN LÉVŐ ÉLHOSSZ TÖBBÉLŰ - TÖMÖR - FELTŰZHETŐ - EGYENES ÉLŰ HSS - SPIRÁL ÉLŰ FORRASZTOTT - ÁLLÍTHATÓ DEFORMÁCIÓS ÁLLÍTÁS (KÉZI) KÚPOS ÁLLÍTÁS, CSERÉLHETŐ KÉSEK FURAT SZERINT - ÁTMENŐ FURATHOZ - ZSÁKFURATHOZ HOMLOKFELÜLETEN IS FORGÁCSOL! - ALAKOS DÖRZSÁRAK (KÚPOS) Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
41 DÖRZSÖLÉS F: FRISCHHERZ A DÖRZSÁRAK ÖNVEZETŐK!!! FELFOGÁSUK A GÉPRE ÚSZÓ-LENGŐ BEFOGÁS!
42 MENETFÚRÁS FORGÁCSOLÓ FŐMOZGÁS: FORGÓ MELLÉKMOZGÁS: EGYENES VON. ELŐTOLÁS MENETEMELKEDÉS KÉZI KÉSZLET (3DB-OS) GÉPI f: GARANT HOSSZ KIEGYENLÍTŐS BEFOGÁS SZINKRON BEFOGÁS FORGÁCS ELVEZETÉS - ZSÁKFURATNÁL AZ ELŐTOLÁSSAL ELLENTÉTESEN f: KÖNIG - ÁTMENŐ FURATNÁL ELŐTOLÁSSAL EGYEZŐEN
43 MENETFÚRÁS SZERSZÁM HSS HSS-PM HW, HC BEVONATOS TiN TiAlN EGYENES VAGY SPIRÁLHORNYÚ.
44 FURATESZTERGÁLÁS V C V f FURATBŐVÍTÉS KIESZTERGÁLÁSSAL Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
45 FURATESZTERGÁLÁS
46 FURATESZTERGÁLÁS FORRÁS: WNT
47 FURATESZTERGÁLÁS KIESZTERGÁLÁSSAL VÉGEZHETŐ MŰVELETEK

48 FÚRÓGÉPEK
49 Fúrógépek felosztása technológiai szempontok szerint
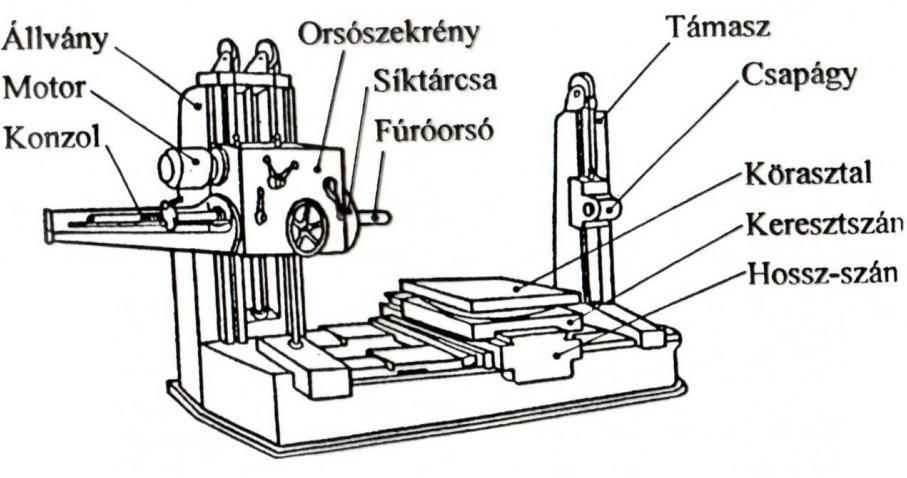
50 Vízszintes fúró-marómű
51 Köszönöm a figyelmet!
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Járműszerkezeti anyagok és megmunkálások II / I. félév. Fúrás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS. Dr. Pintér József 2016.
 FÚRÁS. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
Szám János. Dörzsárazás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Szám János Dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-023-30
Szám János Dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-023-30
1) Ismertesse az egyélű szerszám alakját!
 Ismertesse az egyélű szerszám alakját!") 1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
A menetmegmunkálás módszerei
 MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
Termelési rendszerek és folyamatok
 Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Versenyző kódja: 43 15/2008. (VIII. 13.) SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA
 SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA") 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
Finomfelületi megmunkálás
 2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
D FEJEZET MARÓSZERSZÁMOK, FÛRÉSZEK
 D FEJEZET MARÓSZERSZÁMOK, FÛRÉSZEK Száras marók HSS, HSSE D1 1 Kúposszárú marók HSS, HSSE D Furatos marók HSS, HSSE D Száras marók keményfém D Váltólapkás marók, lapkák, tartozékok D 1 Fogazó és üregelõ
D FEJEZET MARÓSZERSZÁMOK, FÛRÉSZEK Száras marók HSS, HSSE D1 1 Kúposszárú marók HSS, HSSE D Furatos marók HSS, HSSE D Száras marók keményfém D Váltólapkás marók, lapkák, tartozékok D 1 Fogazó és üregelõ
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
MÛSZAKI INFORMÁCIÓK. Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI
 MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI") Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Vaanco Szerszám és Szereléstechnika Bt. 4220 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 213 Mőszaki információ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 213 Mőszaki információ
B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK
 B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK Központfúrók, NC központfúrók B 7 Hengeresszárú gyorsacél csigafúrók B 7 Kúposszárú gyorsacél csigafúrók B Keményfém és keményfémlapkás csigafúrók B Felfúrók, süllyesztõk,
B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK Központfúrók, NC központfúrók B 7 Hengeresszárú gyorsacél csigafúrók B 7 Kúposszárú gyorsacél csigafúrók B Keményfém és keményfémlapkás csigafúrók B Felfúrók, süllyesztõk,
Univerzális fúrók. UNIVERZÁLIS fúrók. TiN bevinatos univerzális. Újdonság! 8% Co tartalommal. Ponthegesztő fúró A002
 UNIVERZÁLIS fúrók A SANDVIK CSOPORT TAGJA A002 TiN bevinatos univerzális csigafúró Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész első 25%-a TiN bevonatos.
UNIVERZÁLIS fúrók A SANDVIK CSOPORT TAGJA A002 TiN bevinatos univerzális csigafúró Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész első 25%-a TiN bevonatos.
FOGASKEREKEK GYÁRTÁSA ELŐADÁS
 FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
Akció AKCIÓS KIADVÁNY. Érvényes : visszavonásig. Fúrógépek. Lamellerek. Keményfém csigafúrók. Pneumatikus ütvecsavarozók. 50. oldal. 02.
 Akció 2015/I. AKCIÓS KIADVÁNY Érvényes : visszavonásig Fúrógépek Lamellerek Pneumatikus ütvecsavarozók Keményfém csigafúrók 02. oldal 30. oldal 50. oldal 04. oldal Asztali és oszlopos fúrógépek BT 15G
Akció 2015/I. AKCIÓS KIADVÁNY Érvényes : visszavonásig Fúrógépek Lamellerek Pneumatikus ütvecsavarozók Keményfém csigafúrók 02. oldal 30. oldal 50. oldal 04. oldal Asztali és oszlopos fúrógépek BT 15G
ROSCAMAT. Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A.
 KEZELÉSI UTASÍTÁS ROSCAMAT Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A. Pol. Ind. Pla dels Vinyats, nau 2 08250 St.Joan de Vilatorrada (Barcelona) Spain 938764359 938764242 938767738 938764044 E-mail:
KEZELÉSI UTASÍTÁS ROSCAMAT Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A. Pol. Ind. Pla dels Vinyats, nau 2 08250 St.Joan de Vilatorrada (Barcelona) Spain 938764359 938764242 938767738 938764044 E-mail:
2011. tavaszi félév. Kopás, éltartam. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
» MENETVÁGÓ SZERSZÁMOK
 » ENETVÁGÓ SZERSZÁOK Kézi menetszerszámok termékleírása fúró nagyteljesítményű gyorsacélból. Átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban 800 N/² szilárdságig, temperöntvényben
» ENETVÁGÓ SZERSZÁOK Kézi menetszerszámok termékleírása fúró nagyteljesítményű gyorsacélból. Átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban 800 N/² szilárdságig, temperöntvényben
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
SZAKDOLGOZAT. Gömbcsap működtető orsó gyártástervezése
 Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
HEGTOLDATOS KARIMA GYÁRTÁS
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR VEGYIPARI GÉPEK TANSZÉKE HEGTOLDATOS KARIMA GYÁRTÁS KÉSZÍTETTE: Jákob László KONZULENS: Bokros István mérnöktanár Miskolc, 2012 Tartalomjegyzék 1. Bevezetés...
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR VEGYIPARI GÉPEK TANSZÉKE HEGTOLDATOS KARIMA GYÁRTÁS KÉSZÍTETTE: Jákob László KONZULENS: Bokros István mérnöktanár Miskolc, 2012 Tartalomjegyzék 1. Bevezetés...
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
Kézi menetszerszámok termékleírása. menetmetszők termékleírása
 ENETVÁGÓ SZERszámOK 06 Kézi menetszerszámok termékleírása menetfúró nagyteljesítményű gyorsacélból. átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban n/² szilárdságig, temperöntvényben
ENETVÁGÓ SZERszámOK 06 Kézi menetszerszámok termékleírása menetfúró nagyteljesítményű gyorsacélból. átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban n/² szilárdságig, temperöntvényben
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016.
 KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
CSOPORT CSOPORT CSOPORT
 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
Szakdolgozat JÁRMŰMOTOR HŐCSERÉLŐ GYÁRTÁSÁNAK ÉS MINŐSÉGBIZTOSÍTÁSÁNAK TERVEZÉSE
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gépgyártástechnológiai Tanszék Miskolc-Egyetemváros 3515 Szám: 2006-GGT-41 Szakdolgozat JÁRMŰMOTOR HŐCSERÉLŐ GYÁRTÁSÁNAK ÉS MINŐSÉGBIZTOSÍTÁSÁNAK TERVEZÉSE
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gépgyártástechnológiai Tanszék Miskolc-Egyetemváros 3515 Szám: 2006-GGT-41 Szakdolgozat JÁRMŰMOTOR HŐCSERÉLŐ GYÁRTÁSÁNAK ÉS MINŐSÉGBIZTOSÍTÁSÁNAK TERVEZÉSE
CSOpORT 016 MENETVáGÓ. Oldal...19. CSOpORT 021 hengeres. Oldal...24. CSOpORT 032. Oldal...56. Oldal...62. Oldal...90. CSOpORT. Oldal...
 CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
menetjavító szerszám A menetek több ok miatt is károsodhatnak.
 Menetjavító szerszám 07 menetjavító szerszám A menetek több ok miatt is károsodhatnak. A korrózió, a kopás vagy a csavarok túl nagy meghúzási nyomatéka csak néhány ezek közül. A RUKO Procoil menetjavító
Menetjavító szerszám 07 menetjavító szerszám A menetek több ok miatt is károsodhatnak. A korrózió, a kopás vagy a csavarok túl nagy meghúzási nyomatéka csak néhány ezek közül. A RUKO Procoil menetjavító
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL. Érvényes : visszavonásig. Asztali satu forgó alappal. Váltólapkás sarokmarófej. Autóvízpumpa fogó Cobra QuickSet
 Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL Érvényes : visszavonásig Asztali satu forgó alappal Váltólapkás sarokmarófej Vágókorong Autóvízpumpa fogó Cobra QuickSet 36. oldal 16. oldal 22. oldal 34. oldal Fémipari
Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL Érvényes : visszavonásig Asztali satu forgó alappal Váltólapkás sarokmarófej Vágókorong Autóvízpumpa fogó Cobra QuickSet 36. oldal 16. oldal 22. oldal 34. oldal Fémipari
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától!
 Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától! SYNCHRO MENETFÚRÓK TAP Menetfúrók SYNCHRO SYNCHRO MENETMEGMUNKÁLÁS SYNCHRO TAP MENETFÚRÓ SYNCHRO mentfúró család Menetmegmunkáló szerszámok
Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától! SYNCHRO MENETFÚRÓK TAP Menetfúrók SYNCHRO SYNCHRO MENETMEGMUNKÁLÁS SYNCHRO TAP MENETFÚRÓ SYNCHRO mentfúró család Menetmegmunkáló szerszámok
Termék leírása. Termék alkalmazása. A szár kialakítása 1.09. Szármaró
 szármaró profiline Termék leírása A legfinomabb szemcséjű nagyteljesítményű keményfémből készült, TiAIN kopásálló bevonattal ellátott RUKO szármarók a vágóélek egyidejű nagy termikus terhelhetősége mellett
szármaró profiline Termék leírása A legfinomabb szemcséjű nagyteljesítményű keményfémből készült, TiAIN kopásálló bevonattal ellátott RUKO szármarók a vágóélek egyidejű nagy termikus terhelhetősége mellett
ŰRTECHNOLÓGIA GYAK. Általában a műszaki rajzokról A forgácsoló gépek áttekintés Konstrukciós szemelvények (GEKKO, BioDOS)
") ŰRTECHNOLÓGIA GYAK. Általában a műszaki rajzokról A forgácsoló gépek áttekintés Konstrukciós szemelvények (GEKKO, BioDOS) ea: dr. Bánfalvi Antal V1/105 Műszaki rajz Ha egy dokumentáció nem szöveges részéről
ŰRTECHNOLÓGIA GYAK. Általában a műszaki rajzokról A forgácsoló gépek áttekintés Konstrukciós szemelvények (GEKKO, BioDOS) ea: dr. Bánfalvi Antal V1/105 Műszaki rajz Ha egy dokumentáció nem szöveges részéről
Mágnesek, mágnesasztalok
 Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
(az állvány tartozék)
") Fém szalagfűrészek PPS-170TH megr. szám: 15000171 Visszahúzó rendszer kézi fűrészelés esetén (az állvány tartozék) Kezelőpanel Külön tartozékok a PPS-170TH-hoz: fűrészszalag, rugóacél, szél.: 20/ 8 fog/1
Fém szalagfűrészek PPS-170TH megr. szám: 15000171 Visszahúzó rendszer kézi fűrészelés esetén (az állvány tartozék) Kezelőpanel Külön tartozékok a PPS-170TH-hoz: fűrészszalag, rugóacél, szél.: 20/ 8 fog/1
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szerszám ajánló CNC forgácsoláshoz
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Szerszám ajánló CNC forgácsoláshoz CSIGAFÚRÓ - NC BEKEZDİFÚRÓ - KÖZPONTFÚRÓ - KÚPSÜLLYESZTİ - DÖRZSÁR - MENETFORMÁZÓ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Szerszám ajánló CNC forgácsoláshoz CSIGAFÚRÓ - NC BEKEZDİFÚRÓ - KÖZPONTFÚRÓ - KÚPSÜLLYESZTİ - DÖRZSÁR - MENETFORMÁZÓ
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT
 2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
MUNKAANYAG. Dzúró Zoltán. Tengelyszerű munkadarab készítése XY típusú. esztergagépen, a munkafolyamat, a méret-, alakpontosság
 Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
2011. tavaszi félév. Fogaskerékgyártás. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
RADIuS Mess- und Spanntechnik GmbH & Co. KG Befogóeszköz koordináta méréstechnikához
 RADIuS Mess- und Spanntechnik GmbH & Co. KG Befogóeszköz a koordináta méréstechnikához Kiadás 2013.01 Tartalomjegyzék Elemcsoport Oldal 1. Báziselemek 1.1 1.4 2. Csap 2.1 2.2 3. Fülek 3.1 3.2 4. Rögzítőelemek
RADIuS Mess- und Spanntechnik GmbH & Co. KG Befogóeszköz a koordináta méréstechnikához Kiadás 2013.01 Tartalomjegyzék Elemcsoport Oldal 1. Báziselemek 1.1 1.4 2. Csap 2.1 2.2 3. Fülek 3.1 3.2 4. Rögzítőelemek
Ponthegesztés maró HSS Fast Cut HSSE-Co 5 és keményfém Spotle Drill HSSE-Co 5 és keményfém
 » SPECIÁLIS FÚRÓK Speciális fúrók Ponthegesztés maró Ponthegesztett lemezek leválasztásához. A marók mindkét oldalon vágnak és cserélhetőek. A marási mélység csavarral állítható be. Nem deformálja a lemezt.
» SPECIÁLIS FÚRÓK Speciális fúrók Ponthegesztés maró Ponthegesztett lemezek leválasztásához. A marók mindkét oldalon vágnak és cserélhetőek. A marási mélység csavarral állítható be. Nem deformálja a lemezt.
SVERKER 21 hidegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ SVERKER 21 hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärti-gen Wissensstand und vermitteln nur
SZERSZÁMACÉL ISMERTETÕ SVERKER 21 hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärti-gen Wissensstand und vermitteln nur
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA
 5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA Kiemelt tématerületek a hallgatói felkészülés támogatására Összeállította: Dr. Varga Gyula Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet MISKOLCI EGYETEM 2014 TARTALOM
GÉPGYÁRTÁSTECHNOLÓGIA Kiemelt tématerületek a hallgatói felkészülés támogatására Összeállította: Dr. Varga Gyula Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet MISKOLCI EGYETEM 2014 TARTALOM
Hengeres Finom-Összevezető műanyag fröccsöntő szerszámokhoz
 Hengeres Finom-Összevezető műanyag fröccsöntő szerszámokhoz Elonyei: - Idotálló, tömeggyártásra - Rövidebb ciklusidok - Nagy kezdoterhelhetoség már kapcsolódáskor - Nincs kopásnyom => tiszta üzemben is!
Hengeres Finom-Összevezető műanyag fröccsöntő szerszámokhoz Elonyei: - Idotálló, tömeggyártásra - Rövidebb ciklusidok - Nagy kezdoterhelhetoség már kapcsolódáskor - Nincs kopásnyom => tiszta üzemben is!
JÁRMŰVEK JAVÍTÁSA. Javítási technológiák
 JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
Új! Ezekkel mindenki szívesen dolgozik. Az iparosok fűrészei.
 Az iparosok fűrészei. Ezekkel mindenki szívesen dolgozik. Új! Új és már bevált modellek: Daraboló fűrészek Gérvágó és daraboló fűrészek Gérvágó, daraboló és asztali körfűrészek A világ fűrészei. Az Elektra
Az iparosok fűrészei. Ezekkel mindenki szívesen dolgozik. Új! Új és már bevált modellek: Daraboló fűrészek Gérvágó és daraboló fűrészek Gérvágó, daraboló és asztali körfűrészek A világ fűrészei. Az Elektra
turn D 180x300 Vario Tulajdonságok D 180 x 300 Vario
 Különleges ajánlat ősz-tél 2012/2013 drill Meggyőző érvek turn D 180x300 Vario Főorsó Edzett és utánállítható, precíz kúpgörgős csapágyazásban Golyós gördülőcsapágy, P5 minőség Hengeres, központos csatlakozás,
Különleges ajánlat ősz-tél 2012/2013 drill Meggyőző érvek turn D 180x300 Vario Főorsó Edzett és utánállítható, precíz kúpgörgős csapágyazásban Golyós gördülőcsapágy, P5 minőség Hengeres, központos csatlakozás,
Szerszám ajánló. kisgéphez és kézi forgácsoláshoz
 Szerszám ajánló Szerszámanyagok A gyorsacél (HSS) krómmal, molibdénnel, wolframmal és vanádiummal erősen ötvözött acél, amelynek keménysége edzve 63-64 HRC. A legtöbb fém forgácsolásához alkalmas. A kobaltos
Szerszám ajánló Szerszámanyagok A gyorsacél (HSS) krómmal, molibdénnel, wolframmal és vanádiummal erősen ötvözött acél, amelynek keménysége edzve 63-64 HRC. A legtöbb fém forgácsolásához alkalmas. A kobaltos
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL
 KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
MUNKAANYAG. Hervay Péter. Gyalugép, gyalulás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II.
 Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: B06 - Gépipari alkatrész technológiai tervezése ÓE-B06 alap
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: B06 - Gépipari alkatrész technológiai tervezése ÓE-B06 alap
Félautomata menetvágógépek
 Félautomata menetvágógépek REMS Unimat 75 REMS Unimat 77 for Professionals Nagyon gazdaságos Egyedi és sorozatgyártás Egyszerű kezelés Gyorsan beállítható Rudak Csövek Bordázott betonacél Metrikus csavar
Félautomata menetvágógépek REMS Unimat 75 REMS Unimat 77 for Professionals Nagyon gazdaságos Egyedi és sorozatgyártás Egyszerű kezelés Gyorsan beállítható Rudak Csövek Bordázott betonacél Metrikus csavar
» Menetjavító szerszám
 » Menetjavító szerszám Menet-utánvágók A RUKO külső- és belsőmenet-utánvágóival költségeket takaríthat meg a karbantartási és telepítési munkák során, építkezéseken, a mezőgazdaságban, gépjárművek javításánál
» Menetjavító szerszám Menet-utánvágók A RUKO külső- és belsőmenet-utánvágóival költségeket takaríthat meg a karbantartási és telepítési munkák során, építkezéseken, a mezőgazdaságban, gépjárművek javításánál
MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel. Vezérlőpanel MT 100 13.
 Optimum Katalógus 2015-16 további információkért látogasson el weboldalunkra: mill MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel További információkat a
Optimum Katalógus 2015-16 további információkért látogasson el weboldalunkra: mill MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel További információkat a
Felfúrók, süllyesztők, sorjázók, lemezfúrók
 Csigasüllyesztő B0 00 B0 00 Hengeresszárú csigasüllyesztő, élű N típusú kivitel, DIN Szerszám alapanyag: HSS gyorsacél, bevonat nélkül Szár: hengeres, menesztő lappal Javasolt alkalmazás: Általános felhasználásra,
Csigasüllyesztő B0 00 B0 00 Hengeresszárú csigasüllyesztő, élű N típusú kivitel, DIN Szerszám alapanyag: HSS gyorsacél, bevonat nélkül Szár: hengeres, menesztő lappal Javasolt alkalmazás: Általános felhasználásra,
Érvényes: 2015.12.31-ig FORGÁCSOLÁS. Akciós kiadvány AKCIÓS KIADVÁNY 24 ÓRÁS SZÁLLÍTÁS
 Érvényes: 2015.12.31-ig FORGÁCSOLÁS Akciós kiadvány AKCIÓS KIADVÁNY 24 ÓRÁS SZÁLLÍTÁS AKCIÓS KIADVÁNY / FORGÁCSOLÁS NINCS ANYAG, AMI MEGÁLLÍTJA Tömör keményfém hosszlyukmaró VHM TiAlN Typ N Z 2 45 HA Alkalmazható
Érvényes: 2015.12.31-ig FORGÁCSOLÁS Akciós kiadvány AKCIÓS KIADVÁNY 24 ÓRÁS SZÁLLÍTÁS AKCIÓS KIADVÁNY / FORGÁCSOLÁS NINCS ANYAG, AMI MEGÁLLÍTJA Tömör keményfém hosszlyukmaró VHM TiAlN Typ N Z 2 45 HA Alkalmazható
Vasúti kerekek esztergálása
 ALKALMAZÁSI ÚTMUTATÓ Vasúti kerekek esztergálása Újraesztergálás és új kerekek esztergálása TARTALOM BEVEZETÉS 4 Különböző vonattípusok 5 Kerékanyagok 6 Kerékméretek 7 Kerékalakok 7 A kerekek gyártási
ALKALMAZÁSI ÚTMUTATÓ Vasúti kerekek esztergálása Újraesztergálás és új kerekek esztergálása TARTALOM BEVEZETÉS 4 Különböző vonattípusok 5 Kerékanyagok 6 Kerékméretek 7 Kerékalakok 7 A kerekek gyártási
Szakértelem a beszúrás és beszúró esztergálás területén
 Termék kézikönyv Beszúrás és beszúró esztergálás _ Walter Cut Szakértelem a beszúrás és beszúró esztergálás területén TARTALOM Beszúrás és beszúró esztergálás 2 Walter Cut Beszúró- és beszúróesztergáló
Termék kézikönyv Beszúrás és beszúró esztergálás _ Walter Cut Szakértelem a beszúrás és beszúró esztergálás területén TARTALOM Beszúrás és beszúró esztergálás 2 Walter Cut Beszúró- és beszúróesztergáló
31 521 02 0000 00 00 CNC-forgácsoló CNC-forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Fa- és Acélszerkezetek I. 6. Előadás Stabilitás II. Dr. Szalai József Főiskolai adjunktus
 Fa- és Acélszerkezetek I. 6. Előadás Stabilitás II. Dr. Szalai József Főiskolai adjunktus Tartalom Kifordulás jelensége Rugalmas hajlított gerenda kritikus nyomatéka Valódi hajlított gerendák viselkedése
Fa- és Acélszerkezetek I. 6. Előadás Stabilitás II. Dr. Szalai József Főiskolai adjunktus Tartalom Kifordulás jelensége Rugalmas hajlított gerenda kritikus nyomatéka Valódi hajlított gerendák viselkedése
Tartalom. Esztergálás. Marás. Tömör keményfém. Furatkészítés. Felszerszámozás
 Tartalom Esztergálás Műszaki információk... 2-5 Külső kések, Jetstream Tooling, Seco-Capto... 6 Külső kések, Jetstream Tooling... 7-10 Lapkák... 11-33 Leszúrás Műszaki információk... 34 Leszúrás Kések,
Tartalom Esztergálás Műszaki információk... 2-5 Külső kések, Jetstream Tooling, Seco-Capto... 6 Külső kések, Jetstream Tooling... 7-10 Lapkák... 11-33 Leszúrás Műszaki információk... 34 Leszúrás Kések,
15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI
 15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata.
15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata.
Hôszigetelt tetôés falpanelek. Hôszigetelt vápacsatorna
 Hôszigetelt tetôés falpanelek Hôszigetelt vápacsatorna Mûanyag felületi bevonattal ellátott hôszigetelt vápacsatorna Mûszaki adatok és beépítési útmutató és vápa kialakítási variációk Hôszigetelt vápa
Hôszigetelt tetôés falpanelek Hôszigetelt vápacsatorna Mûanyag felületi bevonattal ellátott hôszigetelt vápacsatorna Mûszaki adatok és beépítési útmutató és vápa kialakítási variációk Hôszigetelt vápa
E FEJEZET GÉPTARTOZÉKOK
 E FEJEZET GÉPTRTOZÉKOK efogófejek E Kiesztergálófejek E Esztergatokmányok, felfogótüskék E 9 Késtartók E 7 Csúcsok, menesztõk E 97 Gépsatuk, osztófejek, körasztalok E 99 Mechanikus szorítóelemek, rezgéscsillapító
E FEJEZET GÉPTRTOZÉKOK efogófejek E Kiesztergálófejek E Esztergatokmányok, felfogótüskék E 9 Késtartók E 7 Csúcsok, menesztõk E 97 Gépsatuk, osztófejek, körasztalok E 99 Mechanikus szorítóelemek, rezgéscsillapító
MÉLYFÚRÓ RENDSZEREK KEMÉNYFÉM SZERSZÁMOK. Spiralizált mélyfúró. Toolex. Teljes keményfém kivitelben Typ 158
 MÉLYFÚRÓ RENDSZEREK KEMÉNYFÉM SZERSZÁMOK Spiralizált mélyfúró Toolex Teljes keményfém kivitelben Typ 158 2 Toolex tanúsítási okirat Előnyök Új: Spiralizált mélyfúró szerszám belsőhűtéssel 1. Spiralizált
MÉLYFÚRÓ RENDSZEREK KEMÉNYFÉM SZERSZÁMOK Spiralizált mélyfúró Toolex Teljes keményfém kivitelben Typ 158 2 Toolex tanúsítási okirat Előnyök Új: Spiralizált mélyfúró szerszám belsőhűtéssel 1. Spiralizált
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
TITEX szerszámújdonságok a Fairtool kínálatában!
 TITEX szerszámújdonságok a Fairtool kínálatában! 1.Nagy teljesítményű gyorsacél csigafúrók VA INOX. - Különleges szerszámgeometria és bevonat kombináció - A szokványos bevonatos gyorsacél csigafúrókhoz
TITEX szerszámújdonságok a Fairtool kínálatában! 1.Nagy teljesítményű gyorsacél csigafúrók VA INOX. - Különleges szerszámgeometria és bevonat kombináció - A szokványos bevonatos gyorsacél csigafúrókhoz
4. Sajtolás és fröccs-sajtolás
 4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
Mélyfúrás megmunkáló központon
 MÉLYFÚRÓRENDSZEREK KEMÉNYFÉM SZERSZÁMOK Mélyfúrás megmunkáló központon Toolex Mélyfúrás megmunkáló központon Az egyélû mélyfúró eljárás és alkalmazási feltételei A korábbi években mélyfúró szerszámokat
MÉLYFÚRÓRENDSZEREK KEMÉNYFÉM SZERSZÁMOK Mélyfúrás megmunkáló központon Toolex Mélyfúrás megmunkáló központon Az egyélû mélyfúró eljárás és alkalmazási feltételei A korábbi években mélyfúró szerszámokat
Gyémánt szerszámok és kémia A fejezet áttekintése
 Gyémánt szerszámok és kémia A fejezet áttekintése Gyémánt és bórnitrid csiszolóeszközök és csiszolótestek Gyémánt és bórnitrid köszörűcsapok 1304 Hűtő- és kenőanyagok, korrózióvédelem Kenőanyagok és olajok
Gyémánt szerszámok és kémia A fejezet áttekintése Gyémánt és bórnitrid csiszolóeszközök és csiszolótestek Gyémánt és bórnitrid köszörűcsapok 1304 Hűtő- és kenőanyagok, korrózióvédelem Kenőanyagok és olajok
Beépítési lehetõségek
 Beépítési lehetõségek Alkalmazási területek Az állati és növényi zsírokkal és olajokkal terhelt szennyvizekbõl a csatornába bocsátás elõtt a zsírokat le kell választani. Amennyiben ez nem történne meg,
Beépítési lehetõségek Alkalmazási területek Az állati és növényi zsírokkal és olajokkal terhelt szennyvizekbõl a csatornába bocsátás elõtt a zsírokat le kell választani. Amennyiben ez nem történne meg,
Megmunkálások. Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Megmunkálás típusa: Nemesített/edzett állapot: régen ma
 KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
KAROSSZÉRIALAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGÁZTATÁSI KÖVETELMÉNYEI. I. A szakképesítés Országos Képzési Jegyzékében szereplő adatai
 KAROSSZÉRIALAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGÁZTATÁSI KÖVETELMÉNYEI I. A szakképesítés Országos Képzési Jegyzékében szereplő adatai 1.1. Szakképesítés azonosító száma: 32 2 7429 02 2 5 07 1.2. Szakképesítés
KAROSSZÉRIALAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGÁZTATÁSI KÖVETELMÉNYEI I. A szakképesítés Országos Képzési Jegyzékében szereplő adatai 1.1. Szakképesítés azonosító száma: 32 2 7429 02 2 5 07 1.2. Szakképesítés
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
HCR1325 acél leszúró és beszúró megmunkálásához. Új termékek forgácsoló szakemberek számára. 2015. március
 New 2015. március Új termékek forgácsoló szakemberek számára acél leszúró és beszúró megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest Tel. +36 1 437 0800 Fax +36 1 437 0801
New 2015. március Új termékek forgácsoló szakemberek számára acél leszúró és beszúró megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest Tel. +36 1 437 0800 Fax +36 1 437 0801
2011. NCT-104T ÍRÁSBELI ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY. április 14-16. Versenyző száma:
 ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 14-16. 2011. NCT-104T ÍRÁSBELI A kidolgozás időtartama 180 perc Jóváhagyta Apostol Attila Támogatók NCT Kft. NCT Akadémia graphit Kft. ISCAR
ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 14-16. 2011. NCT-104T ÍRÁSBELI A kidolgozás időtartama 180 perc Jóváhagyta Apostol Attila Támogatók NCT Kft. NCT Akadémia graphit Kft. ISCAR
Kisméretű alkatrészek megmunkálása
 SANDVIK COROMANT FORGÁCSOLÓSZERSZÁMOK Kisméretű alkatrészek megmunkálása ESZTERGÁLÁS LESZÚRÁS ÉS BESZÚRÁS MENETKÉSZÍTÉS MARÁS FÚRÁS Tartalomjegyzék Bevezetés 2 Csúszófejes gépek 4 Rendelési információk
SANDVIK COROMANT FORGÁCSOLÓSZERSZÁMOK Kisméretű alkatrészek megmunkálása ESZTERGÁLÁS LESZÚRÁS ÉS BESZÚRÁS MENETKÉSZÍTÉS MARÁS FÚRÁS Tartalomjegyzék Bevezetés 2 Csúszófejes gépek 4 Rendelési információk
ajánlat FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA MI PARTNEREK VAGYUNK Érvényes: 2010. április
 A 10-i akció az ajánlati kiadványban szereplő termékekre vonatkozik az üzlethálózat készletén lévő termékek erejéig készpénzfizetés esetén! Egyéb kedvezménnyel nem összevonható! Akciós időpontok: 2010.
A 10-i akció az ajánlati kiadványban szereplő termékekre vonatkozik az üzlethálózat készletén lévő termékek erejéig készpénzfizetés esetén! Egyéb kedvezménnyel nem összevonható! Akciós időpontok: 2010.
Alak- és helyzettűrések
 1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
890,- 329,- 1.350,- 1.449,- Kegészítők fúrókhoz. BF 16 Vario - Kis méretű, kedvező árfekvésű fúró-maró gép az igényes modellépítők részére
 Kegészítők fúrókhoz Fémmegmunkálás ipari és kereskedelmi célra mill BF 16 Vario - Kis méretű, kedvező árfekvésű fúró-maró gép az igényes modellépítők részére Sokoldalú alkalmazási lehetőség Minden vezeték
Kegészítők fúrókhoz Fémmegmunkálás ipari és kereskedelmi célra mill BF 16 Vario - Kis méretű, kedvező árfekvésű fúró-maró gép az igényes modellépítők részére Sokoldalú alkalmazási lehetőség Minden vezeték