Megmunkálások. Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Megmunkálás típusa: Nemesített/edzett állapot: régen ma
|
|
|
- Diána Csonka
- 9 évvel ezelőtt
- Látták:
Átírás
1 KEMÉNYMEGMUNKÁLÁS
2 Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás:

3 Mi az a HX megmunkálás? Keményfém szerszámmal, extrém fogásokkal történő nagyoló / simító megmunkálás Jellemzői: - nagy fogásmélység, nagy fogásszélesség - hűtés nélküli megmunkálás - edzett anyagok megmunkálhatósága - nagy nyomaték

4 A HX szerszám alapanyaga HM MG10 Univerzális mikroszemcsés keményfém 1600HV keménységű alapanyag 10% Kobalt-tartalommal HM MG/H Ultrafinomszemcsés keményfém gömbvégű szerszámokhoz 1 um 2000HV keménységű alapanyag 8% Kobalt-tartalommal

5 Hajszál Ø 50 µm Összehasonlítás Alufólia Vast.: 10 µm Bevonat Vast.: 2 µm Szemcsék Ø0.4 µm

6 Méret összehasonlítás: virágpollen, HM-szemcséken (0.5 um HM-szemcseméret)

7 A bevonat szerepe a szerszámon bevonat -eloszlatja az élterhelést -csökkenti az élrátétképződést -vegyileg ellenálló -nagy keménységű -magas hőállósággal bír keményfém szerszám

8 Bevonatok típusai a HX szerszámokon UNICUT-4X 1,5-2,5 μm vastagságú igen jó kopásállóság, sokoldalú alkalmazhatóság acélok megmunkálására az alacsonytól a nagy szilárdságúig DURO-S 1,2-1,5 μm vastagságú nagyon jó kopásállóság mellet egyidejűleg nagy hőállóság ideális edzett acélhoz, HSC technológiához a legjobb

9 Mikor alkalmazható a HX megmunkálás Alapanyag: - <5% Cr tartalom - Ni nem tartalmaz Geometria - bármilyen típusú Szerszámgép - elegendő teljesítmény -megfelelő merevség (mdb, szerszám) - levegő vagy minimálkenés
 - levegő vagy")
10 Megmunkálási lehetőségek oldalazó megmunkálás a p = 1 x D a e = 0,5 x D telibe megmunkálás a p = 0,5 x D a e = 1 x D szögben történő megmunkálás rampolási szög= fok

11 Forgácsolószerszámok élszögei λ α hátszög β β ékszög α γ homlokszög λ spirálszög
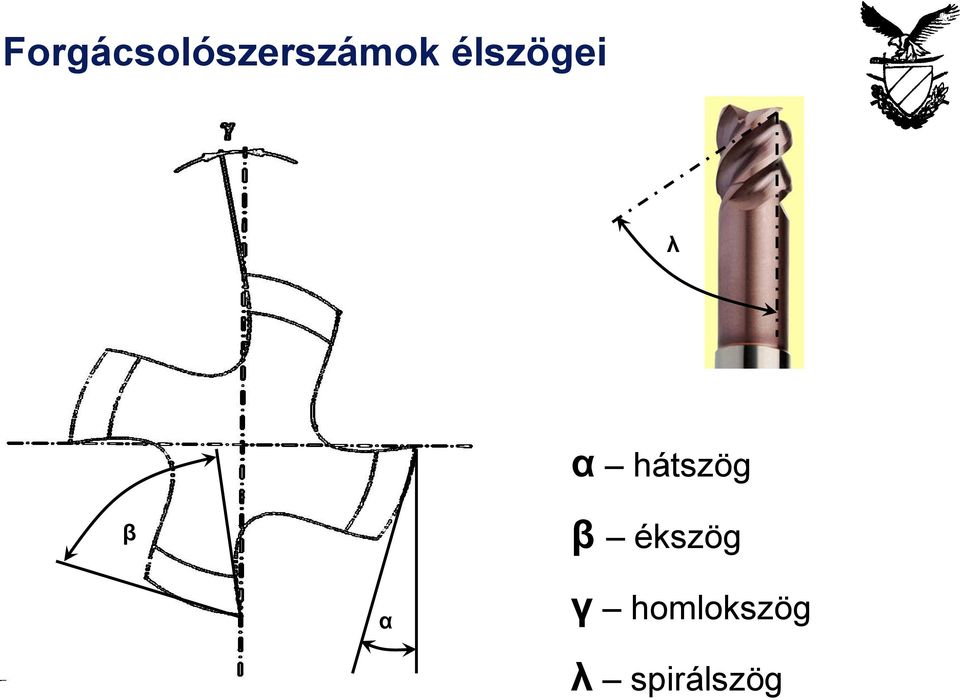
12 A HX szerszám jellemzői HX Szerszámkialakítás Hengeres szár oldalszorításos befogással (nagy forgácsoló erő!) Finomszemcsés HM (10% Co) magas törési feszültség Rövid élszakasz nagy magátmérővel merevség Modern keménybevonat magas hőállósággal és keménységgel Hátraköszörült szár mély megmunkálási lehetőség Nagy spirálszög λ = 55 Extrém negatív homlokszög γ = -10 Maximális élstabilizációs hatás a nagy ékszögnek köszönhetően: β > 90

13 Technológiai tanácsok HRc <= 30 HRc >= 30 Ne játszunk a potméterrel 100 %

14 A HX alkalmazási példa felhasználó: alkatrészgyártó, Tatabánya gép: CNC marógép befogás: Weldon hűtés: emulzió mdb anyaga: BC3 Technológia: Nagyolás: n = 1200 ford./perc vf = 700 mm/perc ap = 3,2 mm ae = 10 mm Simítás: n = 1200 ford./perc vf = 1000 mm/perc ap = 8 mm ae = 0,2 mm U es HX UNICUT bevonattal Eredmény: 40 db mdb elkészítése nagyolás: 40 x 5m = 200m simítás: 40 x 2m= 80m összesen 280m 1 db szerszámmal

15 Szerszámtípusok 70 HRc keménységig

16
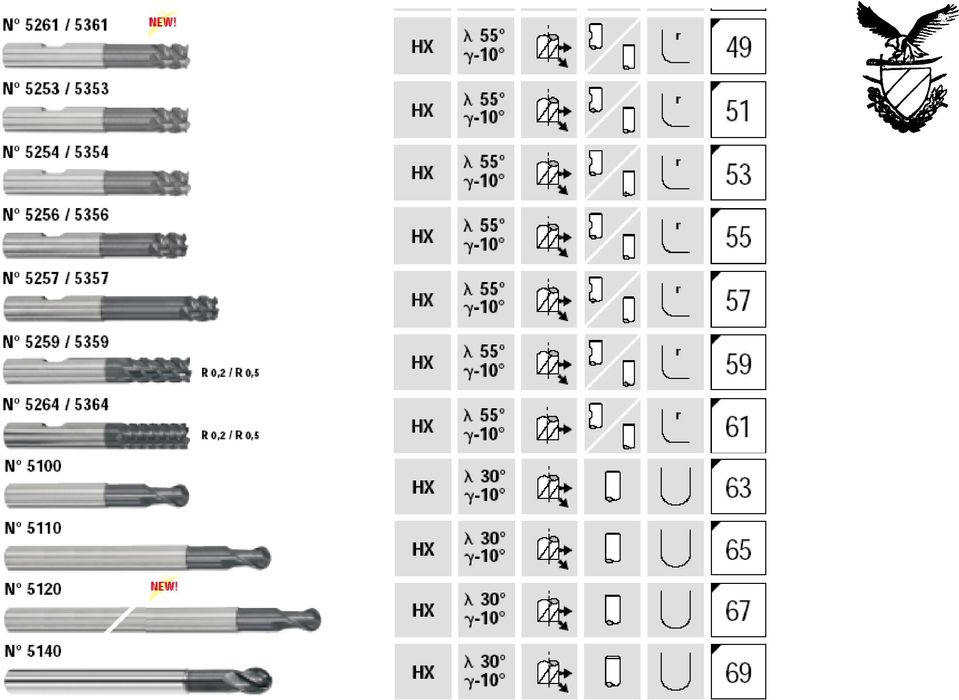
17 A megfelelő szerszám kiválasztása szerszám kialakítására vonatkozó adatok megmunkálható anyagok geometriai paraméterek és bevonatok

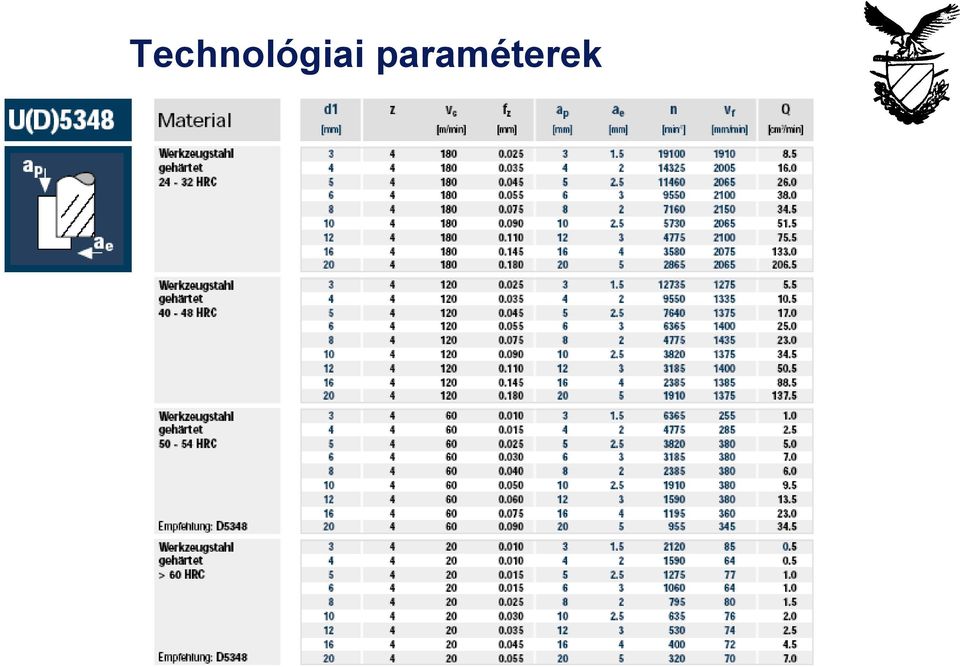
18 Technológiai paraméterek
19
20 HX - Új generáció Továbbfejlesztett köszörülés Új fejlesztésű alapanyag kimondottan kemény megmunkáláshoz Stabil élkiképzés a nagy ékszögnek köszönhetően

21 Technikai adatok HX-H: A nagykeménységű finomszemcsés keményfém garantálja a kimagasló kopásállóságot keménység HV Vickershärte A keménymegmunkáláshoz kifejlesztett DURO-S keménybevonat ideális védelmet nyújt a diffúziós és abrazív koptatás ellen HV MG/H 1500 MG/H MG10
22 Teljesítmény összehasonlítás szerszám átmérő 10 mm szerszámok bevonata TiAlN mdb anyaga: magasan ötvözött melegalakító szerszámacél (X38CrMoV 5 1) 54 HRC Horonymaró Fraisa Fraisa HX-H HX-H 120% a p = 5 mm a e = 10 mm v c = 40 m/min f z = 0,04 mm v f = 200 mm/min standard HM-Standardwerkzeug keményfém forgácsolási Einsatzzeit idő [min] [min]
23 HX Új generáció hkuehn: hkuehn: Übersicht Übersicht Sortimentsbreite Sortimentsbreite
24 HX Új generáció hkuehn: hkuehn: Übersicht Übersicht Sortimentsbreite Sortimentsbreite
25 Új HM-maró 5269
26 ÚJ HX-R homlokmaró A nagykeménységű alapanyag és a nagy hőállóságú bevonat gátolja a kopás előrehaladását A hiányzó palástnútok a lehető legnagyobbra növelik a szerszám stabilitását A kúposan visszaköszörült nyak lehetővé teszi a süllyesztékek optimális 3-5D-s megmunkálását Megnövekedett előtolósebesség a nagyobb élszám által (6-8)
27 HX-R hkuehn: hkuehn: Übersicht Übersicht Sortimentsbreite Sortimentsbreite
28 Vorstellung 5540/5550/5560 Schunk Celsio zsugorbefogó hosszabbító szár
29
30 Opció 1: hagyományos marószerszám kialakításánál 6.34 Opció 2: csökkentet szárátmérőjű marófej alakalmazásánál 3.58 Befogószár forgácsolással megmunkálható!!
31 Felületi minőség teszt Alkalmazott szersz: rövid fej, rövid szár ap=0.24mm ap=0.08mm ap=0.16mm Vc=100m/min,vf=950mm/min, ae=1.2mm, Luft, (54HRC)
32 FRAISA Keményfém katalógus
33 FRAISA Keményfém katalógus
34 FRAISA Keményfém katalógus
35 Vékony bordák, mélyedések edzett betétben? A megoldás? MIKROMARÓK
36 Mikromarók alapanyaga Hajlító szilárdsági vizsgálat d=0.02 mm L=24 mm
37 Mikromarók Nagyteljesítményű mikromarók Edzett anyagokhoz Nagyteljesítményű mikromarók nagykeménységű anyagokhoz
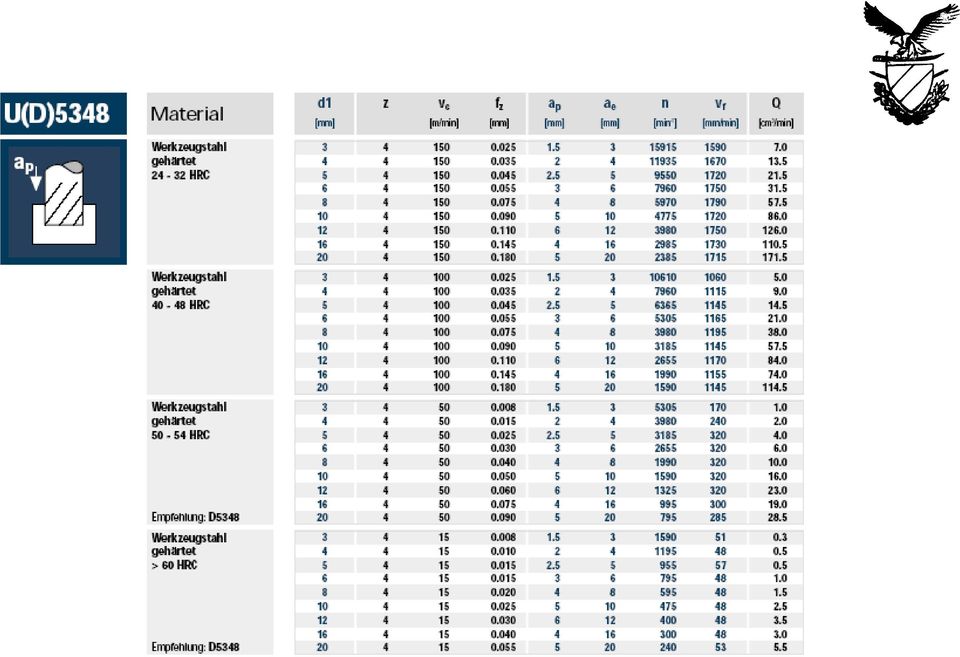
38 Technológiai paraméterek D z vc fz ap ae n vf Q
39
40
41
A menetmegmunkálás módszerei
 MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
Nagyteljesítményű maró NVDS Akár 15-ször gyorsabb bemerülés
 passion for precision Nagyteljesítményű maró NVDS Akár 15-ször gyorsabb bemerülés Megújult forgácsolási adatkalkulátor ToolExpert Az NVDS-technológia 7 dimenziója eddig elérhetetlen teljesítmények előtt
passion for precision Nagyteljesítményű maró NVDS Akár 15-ször gyorsabb bemerülés Megújult forgácsolási adatkalkulátor ToolExpert Az NVDS-technológia 7 dimenziója eddig elérhetetlen teljesítmények előtt
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
Vaanco Szerszám és Szereléstechnika Bt. 4220 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 213 Mőszaki információ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 213 Mőszaki információ
Termékkompetencia. Marás _SZAKÉRTELEM A FORGÁCSOLÁSBAN. ConeFit TM szintű flexibilitás. a legmagasabb
 Termékkompetencia _SZAKÉRTELEM A FORGÁCSOLÁSBAN Marás ConeFit TM szintű flexibilitás. a legmagasabb WALTER PROTOTYP ConeFit moduláris rendszer maráshoz A SZERSZÁMRENDSZER moduláris tömör keményfém marórendszer
Termékkompetencia _SZAKÉRTELEM A FORGÁCSOLÁSBAN Marás ConeFit TM szintű flexibilitás. a legmagasabb WALTER PROTOTYP ConeFit moduláris rendszer maráshoz A SZERSZÁMRENDSZER moduláris tömör keményfém marórendszer
MÛSZAKI INFORMÁCIÓK. Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI
 MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI") Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
MÉLYFÚRÓ RENDSZEREK KEMÉNYFÉM SZERSZÁMOK. Spiralizált mélyfúró. Toolex. Teljes keményfém kivitelben Typ 158
 MÉLYFÚRÓ RENDSZEREK KEMÉNYFÉM SZERSZÁMOK Spiralizált mélyfúró Toolex Teljes keményfém kivitelben Typ 158 2 Toolex tanúsítási okirat Előnyök Új: Spiralizált mélyfúró szerszám belsőhűtéssel 1. Spiralizált
MÉLYFÚRÓ RENDSZEREK KEMÉNYFÉM SZERSZÁMOK Spiralizált mélyfúró Toolex Teljes keményfém kivitelben Typ 158 2 Toolex tanúsítási okirat Előnyök Új: Spiralizált mélyfúró szerszám belsőhűtéssel 1. Spiralizált
Termék leírása. Termék alkalmazása. A szár kialakítása 1.09. Szármaró
 szármaró profiline Termék leírása A legfinomabb szemcséjű nagyteljesítményű keményfémből készült, TiAIN kopásálló bevonattal ellátott RUKO szármarók a vágóélek egyidejű nagy termikus terhelhetősége mellett
szármaró profiline Termék leírása A legfinomabb szemcséjű nagyteljesítményű keményfémből készült, TiAIN kopásálló bevonattal ellátott RUKO szármarók a vágóélek egyidejű nagy termikus terhelhetősége mellett
Műanyagalakító szerszámacélok
 Műanyagalakító szerszámacélok ThyssenKrupp Ferroglobus ThyssenKrupp Tartalomjegyzék Általános információk Bevezetés 1 Műanyagfeldolgozó szerszámacélok tulajdonságai 2 Műanyagfeldolgozó szerszámacélok kémiai
Műanyagalakító szerszámacélok ThyssenKrupp Ferroglobus ThyssenKrupp Tartalomjegyzék Általános információk Bevezetés 1 Műanyagfeldolgozó szerszámacélok tulajdonságai 2 Műanyagfeldolgozó szerszámacélok kémiai
A nagysebességű marás technológiai alapjai és szerszámai
 A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
Termék leírása 1.10. Nagyteljesítményű keményfémből készült turbómarók
 » TURBÓMARÓK Termék leírása A nagyteljesítményű keményfémből készült turbómarók nagy vágóél stabilitással rendelkeznek az élek ezzel egyidejű szívóssága mellett. Nagyteljesítményű keményfémből készült
» TURBÓMARÓK Termék leírása A nagyteljesítményű keményfémből készült turbómarók nagy vágóél stabilitással rendelkeznek az élek ezzel egyidejű szívóssága mellett. Nagyteljesítményű keményfémből készült
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL
 KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
TITEX szerszámújdonságok a Fairtool kínálatában!
 TITEX szerszámújdonságok a Fairtool kínálatában! 1.Nagy teljesítményű gyorsacél csigafúrók VA INOX. - Különleges szerszámgeometria és bevonat kombináció - A szokványos bevonatos gyorsacél csigafúrókhoz
TITEX szerszámújdonságok a Fairtool kínálatában! 1.Nagy teljesítményű gyorsacél csigafúrók VA INOX. - Különleges szerszámgeometria és bevonat kombináció - A szokványos bevonatos gyorsacél csigafúrókhoz
B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK
 B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK Központfúrók, NC központfúrók B 7 Hengeresszárú gyorsacél csigafúrók B 7 Kúposszárú gyorsacél csigafúrók B Keményfém és keményfémlapkás csigafúrók B Felfúrók, süllyesztõk,
B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK Központfúrók, NC központfúrók B 7 Hengeresszárú gyorsacél csigafúrók B 7 Kúposszárú gyorsacél csigafúrók B Keményfém és keményfémlapkás csigafúrók B Felfúrók, süllyesztõk,
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
Szerszám ajánló CNC forgácsoláshoz
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Szerszám ajánló CNC forgácsoláshoz CSIGAFÚRÓ - NC BEKEZDİFÚRÓ - KÖZPONTFÚRÓ - KÚPSÜLLYESZTİ - DÖRZSÁR - MENETFORMÁZÓ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Szerszám ajánló CNC forgácsoláshoz CSIGAFÚRÓ - NC BEKEZDİFÚRÓ - KÖZPONTFÚRÓ - KÚPSÜLLYESZTİ - DÖRZSÁR - MENETFORMÁZÓ
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
Érvényes: 2015.12.31-ig FORGÁCSOLÁS. Akciós kiadvány AKCIÓS KIADVÁNY 24 ÓRÁS SZÁLLÍTÁS
 Érvényes: 2015.12.31-ig FORGÁCSOLÁS Akciós kiadvány AKCIÓS KIADVÁNY 24 ÓRÁS SZÁLLÍTÁS AKCIÓS KIADVÁNY / FORGÁCSOLÁS NINCS ANYAG, AMI MEGÁLLÍTJA Tömör keményfém hosszlyukmaró VHM TiAlN Typ N Z 2 45 HA Alkalmazható
Érvényes: 2015.12.31-ig FORGÁCSOLÁS Akciós kiadvány AKCIÓS KIADVÁNY 24 ÓRÁS SZÁLLÍTÁS AKCIÓS KIADVÁNY / FORGÁCSOLÁS NINCS ANYAG, AMI MEGÁLLÍTJA Tömör keményfém hosszlyukmaró VHM TiAlN Typ N Z 2 45 HA Alkalmazható
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
HCR1325 acél leszúró és beszúró megmunkálásához. Új termékek forgácsoló szakemberek számára. 2015. március
 New 2015. március Új termékek forgácsoló szakemberek számára acél leszúró és beszúró megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest Tel. +36 1 437 0800 Fax +36 1 437 0801
New 2015. március Új termékek forgácsoló szakemberek számára acél leszúró és beszúró megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest Tel. +36 1 437 0800 Fax +36 1 437 0801
www.dixipolytool.com GYÉMÁNT GYÉMÁNT SZERSZÁMOK ÁTTEKINTÉSE SZÁRMARÓK SÜLLYESZTÔ MARÓK SPECIÁLIS SZERSZÁMOK SÍKMARÓFEJ FÚRÓK FURATMEGMUNKÁLÁS
 GYÉMÁT GYÉMÁT SZERSZÁMOK ÁTTEKITÉSE 288 SZÁRMARÓK 292 SÜLLYESZTÔ MARÓK 297 SPECIÁLIS SZERSZÁMOK 298 SÍKMARÓFEJ 299 FÚRÓK 301 FURATMEGMUKÁLÁS 302 ESZTERGAKÉSEK 303 SPECIÁLIS FORMAVÁLASZTÉK 308 DIADIX KÔLEHÚZÓ
GYÉMÁT GYÉMÁT SZERSZÁMOK ÁTTEKITÉSE 288 SZÁRMARÓK 292 SÜLLYESZTÔ MARÓK 297 SPECIÁLIS SZERSZÁMOK 298 SÍKMARÓFEJ 299 FÚRÓK 301 FURATMEGMUKÁLÁS 302 ESZTERGAKÉSEK 303 SPECIÁLIS FORMAVÁLASZTÉK 308 DIADIX KÔLEHÚZÓ
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
Univerzális fúrók. UNIVERZÁLIS fúrók. TiN bevinatos univerzális. Újdonság! 8% Co tartalommal. Ponthegesztő fúró A002
 UNIVERZÁLIS fúrók A SANDVIK CSOPORT TAGJA A002 TiN bevinatos univerzális csigafúró Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész első 25%-a TiN bevonatos.
UNIVERZÁLIS fúrók A SANDVIK CSOPORT TAGJA A002 TiN bevinatos univerzális csigafúró Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész első 25%-a TiN bevonatos.
TORNADO HSM szerszámok... 27 Forgácsolási paraméterek, termék informáci... 28-69
 Hungary.book.book Page 1 Monday, November 7, 2005 9:37 AM Tartalom Általános Termékek, bevezető........................ 2-4 Tartalomjegyzék........................... 5 Definíciók, forgácsolási stratégiák............
Hungary.book.book Page 1 Monday, November 7, 2005 9:37 AM Tartalom Általános Termékek, bevezető........................ 2-4 Tartalomjegyzék........................... 5 Definíciók, forgácsolási stratégiák............
Szakértelem a beszúrás és beszúró esztergálás területén
 Termék kézikönyv Beszúrás és beszúró esztergálás _ Walter Cut Szakértelem a beszúrás és beszúró esztergálás területén TARTALOM Beszúrás és beszúró esztergálás 2 Walter Cut Beszúró- és beszúróesztergáló
Termék kézikönyv Beszúrás és beszúró esztergálás _ Walter Cut Szakértelem a beszúrás és beszúró esztergálás területén TARTALOM Beszúrás és beszúró esztergálás 2 Walter Cut Beszúró- és beszúróesztergáló
Rész. Egész. Alkatrész. Just. High. Parts. Lineáris megvezetések, elérhetô áron!
 1 Rész. Egész. Alkatrész. Just. High. Parts. Lineáris megvezetések, elérhetô áron! 2 Üdvözlet a BEARING-tôl A HIWIN golyós perselyek kis súrlódású, halk futású, nagy pontosságú lineáris mozgást tesznek
1 Rész. Egész. Alkatrész. Just. High. Parts. Lineáris megvezetések, elérhetô áron! 2 Üdvözlet a BEARING-tôl A HIWIN golyós perselyek kis súrlódású, halk futású, nagy pontosságú lineáris mozgást tesznek
hungarian Nagyteljesítményű szerszámok
 hungarian Nagyteljesítményű szerok Alkalmazási segédlet színes gyűrűs szer választása A Sutton Tools a száron feltűntetett színes gyűrűkkel kívánja megkönnyíteni Ön ára a szerválasztást, a különböző anyagok
hungarian Nagyteljesítményű szerok Alkalmazási segédlet színes gyűrűs szer választása A Sutton Tools a száron feltűntetett színes gyűrűkkel kívánja megkönnyíteni Ön ára a szerválasztást, a különböző anyagok
www.dixipolytool.com GYÉMÁNT GYÉMÁNT SZERSZÁMOK ÁTTEKINTÉSE SZÁRMARÓK SÜLLYESZTÔ MARÓK GRAVÍROZÓ SZERSZÁMOK SPECIÁLIS SZERSZÁMOK SÍKMARÓFEJ FÚRÓK
 GYÉMÁT GYÉMÁT SZERSZÁMOK ÁTTEKITÉSE 352 SZÁRMARÓK 358 SÜLLYESZTÔ MARÓK 364 GRAVÍROZÓ SZERSZÁMOK 365 SPECIÁLIS SZERSZÁMOK 366 SÍKMARÓFEJ 368 FÚRÓK 369 FURATMEGMUKÁLÁS 370 ESZTERGAKÉSEK 371 SPECIÁLIS FORMAVÁLASZTÉK
GYÉMÁT GYÉMÁT SZERSZÁMOK ÁTTEKITÉSE 352 SZÁRMARÓK 358 SÜLLYESZTÔ MARÓK 364 GRAVÍROZÓ SZERSZÁMOK 365 SPECIÁLIS SZERSZÁMOK 366 SÍKMARÓFEJ 368 FÚRÓK 369 FURATMEGMUKÁLÁS 370 ESZTERGAKÉSEK 371 SPECIÁLIS FORMAVÁLASZTÉK
Mélyfúrás megmunkáló központon
 MÉLYFÚRÓRENDSZEREK KEMÉNYFÉM SZERSZÁMOK Mélyfúrás megmunkáló központon Toolex Mélyfúrás megmunkáló központon Az egyélû mélyfúró eljárás és alkalmazási feltételei A korábbi években mélyfúró szerszámokat
MÉLYFÚRÓRENDSZEREK KEMÉNYFÉM SZERSZÁMOK Mélyfúrás megmunkáló központon Toolex Mélyfúrás megmunkáló központon Az egyélû mélyfúró eljárás és alkalmazási feltételei A korábbi években mélyfúró szerszámokat
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Kerámiák és kompozitok a munkavédelemben
 ALKALMAZÁSOK 1. Kerámiák és kompozitok a munkavédelemben Kerámia erősítő szálak: - Ezek a leginkább elterjedtek -Elsőként tűzálló kemencék szigetelésénél alkalmazták - Könnyen beintegrálható más anyagok
ALKALMAZÁSOK 1. Kerámiák és kompozitok a munkavédelemben Kerámia erősítő szálak: - Ezek a leginkább elterjedtek -Elsőként tűzálló kemencék szigetelésénél alkalmazták - Könnyen beintegrálható más anyagok
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
A hőkezelés célja. Hőkezelési eljárások. Fémek hőkezelése. Tipikus hőkezelési ciklus
 NYGUDOMÁNY ÉS ECHNOLÓGI NSZÉK nyagechnológia (Hegeszés, hőkezelés) Hőkezelési eljárások Dr. Paloás Béla - dr. Némeh Árpád paloasb@eik.bme.hu hőkezelés célja szöveszerkeze válozaásával a kíván mechanikai-
NYGUDOMÁNY ÉS ECHNOLÓGI NSZÉK nyagechnológia (Hegeszés, hőkezelés) Hőkezelési eljárások Dr. Paloás Béla - dr. Némeh Árpád paloasb@eik.bme.hu hőkezelés célja szöveszerkeze válozaásával a kíván mechanikai-
D FEJEZET MARÓSZERSZÁMOK, FÛRÉSZEK
 D FEJEZET MARÓSZERSZÁMOK, FÛRÉSZEK Száras marók HSS, HSSE D1 1 Kúposszárú marók HSS, HSSE D Furatos marók HSS, HSSE D Száras marók keményfém D Váltólapkás marók, lapkák, tartozékok D 1 Fogazó és üregelõ
D FEJEZET MARÓSZERSZÁMOK, FÛRÉSZEK Száras marók HSS, HSSE D1 1 Kúposszárú marók HSS, HSSE D Furatos marók HSS, HSSE D Száras marók keményfém D Váltólapkás marók, lapkák, tartozékok D 1 Fogazó és üregelõ
CsAvArbiztosítási rendszer
 CsAvArbiztosítási rendszer A mûködési elv Az alátétek a lejtős fogazású belső felülettel, egymással szemben összeragasztva kerülnek értékesítésre, így megkönnyítve az első felszerelést és megakadályozva
CsAvArbiztosítási rendszer A mûködési elv Az alátétek a lejtős fogazású belső felülettel, egymással szemben összeragasztva kerülnek értékesítésre, így megkönnyítve az első felszerelést és megakadályozva
TBS Nagy fejű csavar Szénacél fehér horganyzással
 TBS Nagy fejű csavar Szénacél fehér horganyzással ETA 11/0030 CSOMAGOLÁS Doboz + Ce papír + bit SPECIÁLIS ACÉL nagy rugalmasságú acél (lehetővé teszi a fa mozgását) és nagy ellenállású (f y,k = 1000 n/mm
TBS Nagy fejű csavar Szénacél fehér horganyzással ETA 11/0030 CSOMAGOLÁS Doboz + Ce papír + bit SPECIÁLIS ACÉL nagy rugalmasságú acél (lehetővé teszi a fa mozgását) és nagy ellenállású (f y,k = 1000 n/mm
Félig szigetelt kábelvég méret Ø vezeték méret kiszerelés AP szám (mm) (mm 2 ) db/csomag 1,9 0,25-1 100 161 001
 (mm 2 ) db/csomag 1,9 0,25-1 100 161 001") ek Félig szigetelt kábelvég 1,9 0,25-1 100 161 001 Félig szigetelt kábelvég 1,9 1-2,5 100 161 002 Félig szigetelt kábelvég 2,8 2,5-6 100 161 003 2,8 0,25-1 100 161 020 4,7 0,25-1 100 161 021 4,7 1-2,5
ek Félig szigetelt kábelvég 1,9 0,25-1 100 161 001 Félig szigetelt kábelvég 1,9 1-2,5 100 161 002 Félig szigetelt kábelvég 2,8 2,5-6 100 161 003 2,8 0,25-1 100 161 020 4,7 0,25-1 100 161 021 4,7 1-2,5
MB-sorozat: sokoldalúan felhasználható mágnestalpas fúrógépek - nagy átmérő, gazdaságos és gyors fúráshoz
 Optimum katalógus 2015-16 Metallkraft további információkért látogasson el weboldalunkra: www.optiweb.hu MB-sorozat: sokoldalúan felhasználható mágnestalpas fúrógépek - nagy átmérő, gazdaságos és gyors
Optimum katalógus 2015-16 Metallkraft további információkért látogasson el weboldalunkra: www.optiweb.hu MB-sorozat: sokoldalúan felhasználható mágnestalpas fúrógépek - nagy átmérő, gazdaságos és gyors
Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
BIZALOM, PONTOSSÁG ÉS HATÉKONYSÁG LUTZ ORVOSI PENGÉK
 ORVOSTECHNIKA Válogatott terméklista kérjen ajánlatot más típusokra BIZALOM, PONTOSSÁG ÉS HATÉKONYSÁG LUTZ ORVOSI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS
ORVOSTECHNIKA Válogatott terméklista kérjen ajánlatot más típusokra BIZALOM, PONTOSSÁG ÉS HATÉKONYSÁG LUTZ ORVOSI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS
Kötőelemek tűrései a DIN 267 T2 szerint
 - Muszaki katalógus - A kötoelemek turései Kötőelemek tűrései a DIN 267 T2 szerint Általános tudnivalók Amennyiben az egyedi termékszabványokban vagy a megbízási dokumentumokban más nem kerül meghatározásra,
- Muszaki katalógus - A kötoelemek turései Kötőelemek tűrései a DIN 267 T2 szerint Általános tudnivalók Amennyiben az egyedi termékszabványokban vagy a megbízási dokumentumokban más nem kerül meghatározásra,
SVERKER 21 hidegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ SVERKER 21 hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärti-gen Wissensstand und vermitteln nur
SZERSZÁMACÉL ISMERTETÕ SVERKER 21 hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärti-gen Wissensstand und vermitteln nur
Korszerű technológiák
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
Téma: A szerkezeti acélanyagok fajtái, jelölésük. Mechanikai tulajdonságok. Acélszerkezeti termékek. Keresztmetszeti jellemzők számítása
 1. gakorlat: Téma: A szerkezeti acélanagok fajtái, jelölésük. echanikai tulajdonságok. Acélszerkezeti termékek. Keresztmetszeti jellemzők számítása A szerkezeti acélanagok fajtái, jelölésük: Ádán Dulácska-Dunai-Fernezeli-Horváth:
1. gakorlat: Téma: A szerkezeti acélanagok fajtái, jelölésük. echanikai tulajdonságok. Acélszerkezeti termékek. Keresztmetszeti jellemzők számítása A szerkezeti acélanagok fajtái, jelölésük: Ádán Dulácska-Dunai-Fernezeli-Horváth:
Akció AKCIÓS KIADVÁNY. Érvényes : visszavonásig. Fúrógépek. Lamellerek. Keményfém csigafúrók. Pneumatikus ütvecsavarozók. 50. oldal. 02.
 Akció 2015/I. AKCIÓS KIADVÁNY Érvényes : visszavonásig Fúrógépek Lamellerek Pneumatikus ütvecsavarozók Keményfém csigafúrók 02. oldal 30. oldal 50. oldal 04. oldal Asztali és oszlopos fúrógépek BT 15G
Akció 2015/I. AKCIÓS KIADVÁNY Érvényes : visszavonásig Fúrógépek Lamellerek Pneumatikus ütvecsavarozók Keményfém csigafúrók 02. oldal 30. oldal 50. oldal 04. oldal Asztali és oszlopos fúrógépek BT 15G
Javító és felrakó hegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Javító és felrakó hegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Szerző: dr. Palotás Béla 1 Felületi rétegek tulajdonságainak
Budapesti Műszaki és Gazdaságtudományi Egyetem Javító és felrakó hegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Szerző: dr. Palotás Béla 1 Felületi rétegek tulajdonságainak
Nemzeti Akkreditáló Testület. RÉSZLETEZŐ OKIRAT a NAT-2-0262/2014 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT--06/04 nyilvántartási számú akkreditált státuszhoz A MultiLab Kft. Kalibráló Laboratórium ( Budapest, Péterhegyi köz 5. A. ép., 0 Budapest, Csilla u.
Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT--06/04 nyilvántartási számú akkreditált státuszhoz A MultiLab Kft. Kalibráló Laboratórium ( Budapest, Péterhegyi köz 5. A. ép., 0 Budapest, Csilla u.
Fa- és Acélszerkezetek I. 6. Előadás Stabilitás II. Dr. Szalai József Főiskolai adjunktus
 Fa- és Acélszerkezetek I. 6. Előadás Stabilitás II. Dr. Szalai József Főiskolai adjunktus Tartalom Kifordulás jelensége Rugalmas hajlított gerenda kritikus nyomatéka Valódi hajlított gerendák viselkedése
Fa- és Acélszerkezetek I. 6. Előadás Stabilitás II. Dr. Szalai József Főiskolai adjunktus Tartalom Kifordulás jelensége Rugalmas hajlított gerenda kritikus nyomatéka Valódi hajlított gerendák viselkedése
Din6527K, VHM-TSM33, z=4, spirál: 30, sarokletörés. Ajánlott: acélhoz 1300 MPaig, öntöttvashoz, alumíniumhoz, rézhez, mőanyagokhoz.
 Horonymarók és ujjmarók rövid éllel P645-2-élő P647-3-élő P649-4-élő Din6527K, VHM-TSM33, z=2, spirál: 30, sarokletörés, átmérı tőrés: e8. Ajánlott: acélhoz 1300 MPa-ig, öntöttvashoz, alumíniumhoz, rézhez,
Horonymarók és ujjmarók rövid éllel P645-2-élő P647-3-élő P649-4-élő Din6527K, VHM-TSM33, z=2, spirál: 30, sarokletörés, átmérı tőrés: e8. Ajánlott: acélhoz 1300 MPa-ig, öntöttvashoz, alumíniumhoz, rézhez,
GRANE Szerszám- és mûanyagformaacél
 SZERSZÁMACÉL ISMERTETÕ GRANE Szerszám- és mûanyagformaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A GRANE egy króm-nikkel-molibdén-ötvözésû szerszámacél sz alábbi
SZERSZÁMACÉL ISMERTETÕ GRANE Szerszám- és mûanyagformaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A GRANE egy króm-nikkel-molibdén-ötvözésû szerszámacél sz alábbi
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
Termelési rendszerek és folyamatok
 Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
ÜVEGSZÁL ERŐSÍTÉSŰ KOMPOZIT FÚRÁSÁNAK VIZSGÁLATA GYORSACÉL ÉS KEMÉNYFÉM SZERSZÁMMAL DRILLING OF GLASS-FIBER-REINFORCED COMPOSITE BY HSS AND CARBIDE
 Gradus Vol 2, No 2 (215) 168-173 ISSN 264-814 ÜVEGSZÁL ERŐSÍTÉSŰ KOMPOZIT FÚRÁSÁNAK VIZSGÁLATA GYORSACÉL ÉS KEMÉNYFÉM SZERSZÁMMAL DRILLING OF GLASS-FIBER-REINFORCED COMPOSITE BY HSS AND CARBIDE Líska János
Gradus Vol 2, No 2 (215) 168-173 ISSN 264-814 ÜVEGSZÁL ERŐSÍTÉSŰ KOMPOZIT FÚRÁSÁNAK VIZSGÁLATA GYORSACÉL ÉS KEMÉNYFÉM SZERSZÁMMAL DRILLING OF GLASS-FIBER-REINFORCED COMPOSITE BY HSS AND CARBIDE Líska János
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
Kiváló hatékonyságot és termelékenységet biztosító Balinit bevonatok
 Kiváló hatékonyságot és termelékenységet biztosító Balinit bevonatok Optimális megoldás a stancoló és hidegalakító szerszámok kopás elleni védelmére Hidegalakítás A Balinit a szerszámait egy új minőségi
Kiváló hatékonyságot és termelékenységet biztosító Balinit bevonatok Optimális megoldás a stancoló és hidegalakító szerszámok kopás elleni védelmére Hidegalakítás A Balinit a szerszámait egy új minőségi
Anyagfelvitel nélküli felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
a NAT-1-1316/2008 számú akkreditálási ügyirathoz
 Nemzeti Akkreditáló Testület RÉSZLETEZÕ OKIRAT a NAT-1-1316/2008 számú akkreditálási ügyirathoz A METALCONTROL Anyagvizsgáló és Minõségellenõrzõ Központ Kft. (3540 Miskolc, Vasgyár u. 43.) akkreditált
Nemzeti Akkreditáló Testület RÉSZLETEZÕ OKIRAT a NAT-1-1316/2008 számú akkreditálási ügyirathoz A METALCONTROL Anyagvizsgáló és Minõségellenõrzõ Központ Kft. (3540 Miskolc, Vasgyár u. 43.) akkreditált
Hőkezelhetőség, hőkezelt alkatrészek vizsgálata
 Hőkezelhetőség, hőkezelt alkatrészek vizsgálata Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab
Hőkezelhetőség, hőkezelt alkatrészek vizsgálata Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab
GÉPJAVÍTÁS IV. SEGÉDLET
 Dr. Fazekas Lajos főiskolai docens GÉPJAVÍTÁS IV. SEGÉDLET T A R T A L O M J E G Y Z É K ELŐSZÓ... 3 1. Selectron-eljárás... 4 1.1. Az eljárás módszer szerinti alapváltozatai a következők... 4 1.1.1. Vékony
Dr. Fazekas Lajos főiskolai docens GÉPJAVÍTÁS IV. SEGÉDLET T A R T A L O M J E G Y Z É K ELŐSZÓ... 3 1. Selectron-eljárás... 4 1.1. Az eljárás módszer szerinti alapváltozatai a következők... 4 1.1.1. Vékony
Multicut XF simítómaró Surface Master new!
 passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
Alumínium és ötvözeteinek hegesztése
 Budapesti Műszaki és Gazdaságtudományi Egyetem Alumínium és ötvözeteinek hegesztése Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1
Budapesti Műszaki és Gazdaságtudományi Egyetem Alumínium és ötvözeteinek hegesztése Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1
Hidegalakító szerszámacélok
 Hidegalakító szerszámacélok ThyssenKrupp Ferroglobus TK BORÍTÓ 2 (2. oldal) Tartalomjegyzék 3 Általános információk 4 Hidegalakító szerszámacélok típusai és tulajdonságai a felhasználási cél függvényében
Hidegalakító szerszámacélok ThyssenKrupp Ferroglobus TK BORÍTÓ 2 (2. oldal) Tartalomjegyzék 3 Általános információk 4 Hidegalakító szerszámacélok típusai és tulajdonságai a felhasználási cél függvényében
Tartozék Akciós Árlista
 2015 AKCIÓS T2 füzet Tartozék Akciós Árlista Érvényes: 2015.08.01-2016.01.31-ig, illetve a készlet erejéig! Tisztelt Partnereink! - Felhívjuk szíves figyelmüket, hogy az kedvezményen felül igénybe vehető
2015 AKCIÓS T2 füzet Tartozék Akciós Árlista Érvényes: 2015.08.01-2016.01.31-ig, illetve a készlet erejéig! Tisztelt Partnereink! - Felhívjuk szíves figyelmüket, hogy az kedvezményen felül igénybe vehető
Forgácsoló szerszámok Áttekintés
 4. Forgácsoló szerszámok Forgácsoló szerszámok Áttekintés HSS gravírozó marók 310 312 314 315 Miniatűr turbómarók/simítómarók Keményfém turbómarók, szár-ø 2,35 mm Turbómarók alumínium megmunkáláshoz Tartozékok
4. Forgácsoló szerszámok Forgácsoló szerszámok Áttekintés HSS gravírozó marók 310 312 314 315 Miniatűr turbómarók/simítómarók Keményfém turbómarók, szár-ø 2,35 mm Turbómarók alumínium megmunkáláshoz Tartozékok
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
Jól struktúrált: szablyafűrészlap program a Bosch-tól
 Szúró- és szablyafűrészek Áttekintés 487 Jól struktúrált: szablyafűrészlap program a Bosch-tól A helyesen kiválasztott szablyafűrészlap nagymértékben meghatározza a i eredményt. Meghatározóak a megmunkálandó
Szúró- és szablyafűrészek Áttekintés 487 Jól struktúrált: szablyafűrészlap program a Bosch-tól A helyesen kiválasztott szablyafűrészlap nagymértékben meghatározza a i eredményt. Meghatározóak a megmunkálandó
V. Gyakorlat: Vasbeton gerendák nyírásvizsgálata Készítették: Friedman Noémi és Dr. Huszár Zsolt
 . Gyakorlat: asbeton gerenák nyírásvizsgálata Készítették: Frieman Noémi és Dr. Huszár Zsolt -- A nyírási teherbírás vizsgálata A nyírási teherbírás megfelelő, ha a következő követelmények minegyike egyiejűleg
. Gyakorlat: asbeton gerenák nyírásvizsgálata Készítették: Frieman Noémi és Dr. Huszár Zsolt -- A nyírási teherbírás vizsgálata A nyírási teherbírás megfelelő, ha a következő követelmények minegyike egyiejűleg
 Í ÍÍÍ Í Í Í Ö Ö Ö Ö Ö Ö Ö Ö Ú É Í Ö Á Á É Ö É Ö É É Á Á Ö Ú Ö Ö Í Á É É Í Á É Í Ö Ö Á Á É Í Ö Ö Ö Ö Ö Ö Á É Ö É É Ö É Ö Í Á É É Ö Ö É Ö Í Í Í Í Ö Ö Ö Í Ö É Ö É É Ö Ö Í É Ö Í É É Ö Í É Á É É Ű Ö Í É É Ö
Í ÍÍÍ Í Í Í Ö Ö Ö Ö Ö Ö Ö Ö Ú É Í Ö Á Á É Ö É Ö É É Á Á Ö Ú Ö Ö Í Á É É Í Á É Í Ö Ö Á Á É Í Ö Ö Ö Ö Ö Ö Á É Ö É É Ö É Ö Í Á É É Ö Ö É Ö Í Í Í Í Ö Ö Ö Í Ö É Ö É É Ö Ö Í É Ö Í É É Ö Í É Á É É Ű Ö Í É É Ö
CALMAX Mûanyagforma- és hidegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ CALMAX Mûanyagforma- és hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A CALMAX egy Cr-Mo-V-ötvözésû acél, melynek jellemzõi: Nagy szívósság
SZERSZÁMACÉL ISMERTETÕ CALMAX Mûanyagforma- és hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A CALMAX egy Cr-Mo-V-ötvözésû acél, melynek jellemzõi: Nagy szívósság
passion for precision Nagy teljesítményű NB-RPS SupraCarb HPC maró új teljesítménydimenzióban!
 passion for precision Nagy teljesítményű NB-RS SupraCarb HC maró új teljesítménydimenzióban! Ugrásszerű termelékenység növekedés a HC nagyoló megmunkálásban az NB-RS SupraCarb marószerszámmal [ 2 ] Az
passion for precision Nagy teljesítményű NB-RS SupraCarb HC maró új teljesítménydimenzióban! Ugrásszerű termelékenység növekedés a HC nagyoló megmunkálásban az NB-RS SupraCarb marószerszámmal [ 2 ] Az
Darupályatartók. Dr. Németh György főiskolai docens. A daruteher. Keréknyomás (K) Fékezőerő (F)
 Fékezőerő (F)") Dr. émeth Görg főiskoli docens Drupáltrtók s f c 6vg e f sz c/ >,5 e s ~,.. A druteher Q 4 4 eréknomás () Fékezőerő (F) F Oldlerő () Biztonsági ténező dru fjtájától (híddru/függődru) és névleges teherírástól
Dr. émeth Görg főiskoli docens Drupáltrtók s f c 6vg e f sz c/ >,5 e s ~,.. A druteher Q 4 4 eréknomás () Fékezőerő (F) F Oldlerő () Biztonsági ténező dru fjtájától (híddru/függődru) és névleges teherírástól
Hôszigetelt tetôés falpanelek. X-Dek TM termékcsalád. KS1000 XD és KS1000 XM Nagy fesztávú tetôpanelek
 Hôszigetelt tetôés falpanelek X-Dek TM termékcsalád S1000 XD és S1000 XM Nagy fesztávú tetôpanelek Tartalom Tartalom Csomóponti rajzok Bevezetés...3 Fôbb tulajdonságok...4 Tervezôi szabadság és vízszigetelés...6
Hôszigetelt tetôés falpanelek X-Dek TM termékcsalád S1000 XD és S1000 XM Nagy fesztávú tetôpanelek Tartalom Tartalom Csomóponti rajzok Bevezetés...3 Fôbb tulajdonságok...4 Tervezôi szabadság és vízszigetelés...6
PERFOR Szerszámkereskedelmi Kft.
 PERFOR Szerszámkereskedelmi Kft. Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 212 Mőszaki információ Forgácsolási adatok Perfor Kft 212 Tartalomjegyzék Elsı
PERFOR Szerszámkereskedelmi Kft. Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 212 Mőszaki információ Forgácsolási adatok Perfor Kft 212 Tartalomjegyzék Elsı
Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától!
 Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától! SYNCHRO MENETFÚRÓK TAP Menetfúrók SYNCHRO SYNCHRO MENETMEGMUNKÁLÁS SYNCHRO TAP MENETFÚRÓ SYNCHRO mentfúró család Menetmegmunkáló szerszámok
Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától! SYNCHRO MENETFÚRÓK TAP Menetfúrók SYNCHRO SYNCHRO MENETMEGMUNKÁLÁS SYNCHRO TAP MENETFÚRÓ SYNCHRO mentfúró család Menetmegmunkáló szerszámok
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT
 2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
Nemzeti Akkreditáló Testület. RÉSZLETEZŐ OKIRAT a NAT-1-1159/2014 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-1-1159/2014 nyilvántartási számú akkreditált státuszhoz A Tiszai Vegyi Kombinát Nyrt. Tiszaújváros Termelés Műszaki Felügyelet Műszaki Vizsgáló Laboratórium
Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-1-1159/2014 nyilvántartási számú akkreditált státuszhoz A Tiszai Vegyi Kombinát Nyrt. Tiszaújváros Termelés Műszaki Felügyelet Műszaki Vizsgáló Laboratórium
TENGELYCSONK MEGMUNKÁLÓ CELLA
 TENGELYCSONK MEGMUNKÁLÓ CELLA Egy tengelycsonk gyártócella az alábbi f egységekb l épül fel: - 2 db SLT6300/1000MC (B102) típusú CNC-esztergagép - 1 db HNS gyártmányú mér gép (Megrendel beszállítja) -
TENGELYCSONK MEGMUNKÁLÓ CELLA Egy tengelycsonk gyártócella az alábbi f egységekb l épül fel: - 2 db SLT6300/1000MC (B102) típusú CNC-esztergagép - 1 db HNS gyártmányú mér gép (Megrendel beszállítja) -
MÓDOSÍTOTT RÉSZLETEZÕ OKIRAT (1)
") Nemzeti Akkreditáló Testület MÓDOSÍTOTT RÉSZLETEZÕ OKIRAT (1) a NAT-1-1173/2011 nyilvántartási számú akkreditált státuszhoz A BM OKF Katasztrófavédelmi Kutatóintézet 1 (1033 Budapest, Laktanya u. 33.)
Nemzeti Akkreditáló Testület MÓDOSÍTOTT RÉSZLETEZÕ OKIRAT (1) a NAT-1-1173/2011 nyilvántartási számú akkreditált státuszhoz A BM OKF Katasztrófavédelmi Kutatóintézet 1 (1033 Budapest, Laktanya u. 33.)
Képalkotás a pásztázó elektronmikroszkóppal
 1 Képalkotás a pásztázó elektronmikroszkóppal Anton van Leeuwenhoek (1632-1723, Delft) Havancsák Károly, 2011. január FEI Quanta 3D SEM/FIB 2 A TÁMOP pályázat eddigi történései 3 Időrend A helyiség kialakítás
1 Képalkotás a pásztázó elektronmikroszkóppal Anton van Leeuwenhoek (1632-1723, Delft) Havancsák Károly, 2011. január FEI Quanta 3D SEM/FIB 2 A TÁMOP pályázat eddigi történései 3 Időrend A helyiség kialakítás
Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL. Érvényes : visszavonásig. Asztali satu forgó alappal. Váltólapkás sarokmarófej. Autóvízpumpa fogó Cobra QuickSet
 Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL Érvényes : visszavonásig Asztali satu forgó alappal Váltólapkás sarokmarófej Vágókorong Autóvízpumpa fogó Cobra QuickSet 36. oldal 16. oldal 22. oldal 34. oldal Fémipari
Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL Érvényes : visszavonásig Asztali satu forgó alappal Váltólapkás sarokmarófej Vágókorong Autóvízpumpa fogó Cobra QuickSet 36. oldal 16. oldal 22. oldal 34. oldal Fémipari
CNC marás. Optimum Szerviz. mert a jó szerviz nem csak nekünk fontos!
 TOVÁBBI INFORMÁCIÓKÉRT LÁTOGASSON EL WEBOLDALUNKRA: WWW.OPTIMUM-HUNGARIA.HU Optimum Szerviz CNC marás mert a jó szerviz nem csak nekünk fontos! Vállalt munkák: - Telepítés, üzembe helyezés - Oktatás, betanítás
TOVÁBBI INFORMÁCIÓKÉRT LÁTOGASSON EL WEBOLDALUNKRA: WWW.OPTIMUM-HUNGARIA.HU Optimum Szerviz CNC marás mert a jó szerviz nem csak nekünk fontos! Vállalt munkák: - Telepítés, üzembe helyezés - Oktatás, betanítás
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz
 passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
Termékújdonságok. Szerszámkészítés I / 2015. E 3260 alámetszett kidobó vezetővel
 Termékújdonságok Szerszámkészítés I / 2015 CD-katalógus 5.8.5.0 Online katalógus Ebben az évben is újabb termékbővítéssel reagálunk az Önök kívánságaira, észrevételeire. Mint teljeskörű beszállítók így
Termékújdonságok Szerszámkészítés I / 2015 CD-katalógus 5.8.5.0 Online katalógus Ebben az évben is újabb termékbővítéssel reagálunk az Önök kívánságaira, észrevételeire. Mint teljeskörű beszállítók így
Műanyag ipari rögzítőelem szín fej Ø csap Ø teljes hossz kiszerelés AP szám (mm) (mm) (mm) db/csomag fekete 15,3 6,5 20 25 180 001
 (mm) (mm) db/csomag fekete 15,3 6,5 20 25 180 001") fekete 15,3 6,5 20 25 180 001 szürke 18 8 24,5 25 180 135 fekete 24,3 8 19,2 25 180 134 fekete 18,4 7 25,8 25 186 500 fekete 19 8 32 25 187 454 fekete 22 8 23 50 180 017 szürke 22 8 23 50 180 170 fehér
fekete 15,3 6,5 20 25 180 001 szürke 18 8 24,5 25 180 135 fekete 24,3 8 19,2 25 180 134 fekete 18,4 7 25,8 25 186 500 fekete 19 8 32 25 187 454 fekete 22 8 23 50 180 017 szürke 22 8 23 50 180 170 fehér
Szakdolgozat JÁRMŰMOTOR HŐCSERÉLŐ GYÁRTÁSÁNAK ÉS MINŐSÉGBIZTOSÍTÁSÁNAK TERVEZÉSE
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gépgyártástechnológiai Tanszék Miskolc-Egyetemváros 3515 Szám: 2006-GGT-41 Szakdolgozat JÁRMŰMOTOR HŐCSERÉLŐ GYÁRTÁSÁNAK ÉS MINŐSÉGBIZTOSÍTÁSÁNAK TERVEZÉSE
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gépgyártástechnológiai Tanszék Miskolc-Egyetemváros 3515 Szám: 2006-GGT-41 Szakdolgozat JÁRMŰMOTOR HŐCSERÉLŐ GYÁRTÁSÁNAK ÉS MINŐSÉGBIZTOSÍTÁSÁNAK TERVEZÉSE
ORVAR SUPREME Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ ORVAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk Az ORVAR egy króm-molibdénvanádium ötvözésû melegmunkaacél, melynek jellemzõi: Hirtelen
SZERSZÁMACÉL ISMERTETÕ ORVAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk Az ORVAR egy króm-molibdénvanádium ötvözésû melegmunkaacél, melynek jellemzõi: Hirtelen
SZAKDOLGOZAT. Gömbcsap működtető orsó gyártástervezése
 Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Az optikai szálak. FV szálak felépítése, gyakorlati jelenségek
 Az optikai szálak FV szálak felépítése, gyakorlati jelenségek Egy kis történelem 1. - 1930 Norman R. French szabadalma optikai távbeszélő rendszerre (merev üvegrudak kötege) - 1950-es évek: 1-1,5m hosszú
Az optikai szálak FV szálak felépítése, gyakorlati jelenségek Egy kis történelem 1. - 1930 Norman R. French szabadalma optikai távbeszélő rendszerre (merev üvegrudak kötege) - 1950-es évek: 1-1,5m hosszú
A Ni-BÁZISÚ SZUPERÖTVÖZETEK MEGMUNKÁLHATÓSÁGA HORONYMARÁSKOR. MACHINEBILITY OF THE Ni-BASED SUPERALLOYS BY END MILLING
 Gradus Vol 2, No 2 (2015) 219-226 ISSN 2064-8014 A Ni-BÁZISÚ SZUPERÖTVÖZETEK MEGMUNKÁLHATÓSÁGA HORONYMARÁSKOR MACHINEBILITY OF THE Ni-BASED SUPERALLOYS BY END MILLING Kodácsy János 1, Kovács Zsolt Ferenc
Gradus Vol 2, No 2 (2015) 219-226 ISSN 2064-8014 A Ni-BÁZISÚ SZUPERÖTVÖZETEK MEGMUNKÁLHATÓSÁGA HORONYMARÁSKOR MACHINEBILITY OF THE Ni-BASED SUPERALLOYS BY END MILLING Kodácsy János 1, Kovács Zsolt Ferenc
31 582 08 1000 00 00 Épületasztalos Épületasztalos
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
MAGYAR RÉZPIACI KÖZPONT. 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu
 MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
Aquaflexactiv hézagképzõ - és szigetelõ rendszer
 Aquaflexactiv hézagképzõ - és szigetelõ rendszer Aquaflexactiv hézagképzõ és szigetelõ rendszer Mi az Aquaflexactiv? Az Aquaflexactiv egy kettős szigetelő hatású fugalemez, magas minőségű nátriumbentonit
Aquaflexactiv hézagképzõ - és szigetelõ rendszer Aquaflexactiv hézagképzõ és szigetelõ rendszer Mi az Aquaflexactiv? Az Aquaflexactiv egy kettős szigetelő hatású fugalemez, magas minőségű nátriumbentonit
5.136 Ütközéselnyelők
 .136 Ütközéselnyelők SMOVE ütközéselnyelő D00SNB Gázteleszkóp szín: beige A bútorajtók és fi ókelők záródását tompítja. A korpusz élébe befúrható. méret: ø10 x 63 mm furat: ø10 x 0 mm 0001370001 D060SNBN
.136 Ütközéselnyelők SMOVE ütközéselnyelő D00SNB Gázteleszkóp szín: beige A bútorajtók és fi ókelők záródását tompítja. A korpusz élébe befúrható. méret: ø10 x 63 mm furat: ø10 x 0 mm 0001370001 D060SNBN
MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel. Vezérlőpanel MT 100 13.
 Optimum Katalógus 2015-16 további információkért látogasson el weboldalunkra: mill MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel További információkat a
Optimum Katalógus 2015-16 további információkért látogasson el weboldalunkra: mill MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel További információkat a
költségcsökkentő megoldások GranTOOL negyedik generációs 916 különbözô 4GEN keményfém maró magyarországi raktárról, azonnal!
 költségcsökkentő megoldások MAÁS GranTOOL negyedik generációs forgácsolószerszámok 916 különbözô 4GEN keményfém maró magyarországi raktárról, azonnal! Tudta-e? Hogy mindez azt jelenti, hogy pl. egy 6-os
költségcsökkentő megoldások MAÁS GranTOOL negyedik generációs forgácsolószerszámok 916 különbözô 4GEN keményfém maró magyarországi raktárról, azonnal! Tudta-e? Hogy mindez azt jelenti, hogy pl. egy 6-os
Feszített vasbeton gerendatartó tervezése költségoptimumra
 newton Dr. Szalai Kálmán "Vasbetonelmélet" c. tárgya keretében elhangzott előadások alapján k 1000 km k m meter m Ft 1 1 1000 Feszített vasbeton gerendatartó tervezése költségoptimumra deg A következőkben
newton Dr. Szalai Kálmán "Vasbetonelmélet" c. tárgya keretében elhangzott előadások alapján k 1000 km k m meter m Ft 1 1 1000 Feszített vasbeton gerendatartó tervezése költségoptimumra deg A következőkben
a NAT-1-1250/2007 számú akkreditálási ügyirathoz
 Nemzeti Akkreditáló Testület RÉSZLETEZÕ OKIRAT a NAT-1-1250/2007 számú akkreditálási ügyirathoz A METAL-ART Nemesfémipari Zrt. Vizsgáló Laboratórium (1089 Budapest, Üllõi út 102.) akkreditált mûszaki területe
Nemzeti Akkreditáló Testület RÉSZLETEZÕ OKIRAT a NAT-1-1250/2007 számú akkreditálási ügyirathoz A METAL-ART Nemesfémipari Zrt. Vizsgáló Laboratórium (1089 Budapest, Üllõi út 102.) akkreditált mûszaki területe