Gyalulás, vésés, üregelés technológiája és szerszámai
|
|
|
- Adél Soós
- 10 évvel ezelőtt
- Látták:
Átírás
1 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015.

2 Felhasznált irodalom: Pápai Gábor.ppt prezentációja Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( ) Igaz Jenő: Forgácsoló megmunkálás II/ oldal Igaz Jenő - Pintér József: Forgácsoló megmunkálás III oldal
 Igaz Jenő: Forgácsoló megmunkálás II/1.")
3 GYALULÁS A gyalulás főleg síkfelületek megmunkálására alkalmazott technológia. GYALULÁS EGYÉLŰ SZERSZÁM, szabályos élgeometria, szakaszosan állandó keresztmetszetű forgácsot választ le FORGÁCSOLÓ FŐMOZGÁS - HALADÓ ALTERNÁLÓ (SZERSZÁM, MDB) (EGYENES VONALÚ) MELLÉKMOZGÁS - SZAKASZOS HALADÓ (SZERSZÁM, MDB) B MDB SZÉLESSÉGE L MDB HOSSZA χ FŐÉL ELHELYEZÉSI SZÖG Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
 B MDB SZÉLESSÉGE L MDB HOSSZA χ FŐÉL ELHELYEZÉSI SZÖG Forrás: Dr.")
4 GYALULÁS A gyalulási technológia felfogható úgy is, mint egy végtelen nagy átmérőjű munkadarab esztergálása. A vésést főleg belső, bonyolult felületek megmunkálásakor használják. A megmunkálás méretpontossága IT9-IT12, felületi érdessége R a =3, μm. V FORG. SEB. V V VISSZAFUTÁSI S. f ELŐTOLÁS a FOGÁSMÉLYSÉG HARÁNTGYALULÁS FŐMOZGÁST A SZERSZÁM MELLÉKMOZGÁST MDB HOSSZGYALULÁS VÉGZI MUNKADARAB SZERSZÁM VÉGZI Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )

 - ALAK (MÁSOLÁS) VÁLTÓLAPKÁS GYALUKÉS SZERSZÁM KIVITELE SZERINT - TÖMÖR HSS HSS-PM (LEFEJTŐ) - FORRASZOTT ÉLŰ (HW SZÍVÓS Pl.")
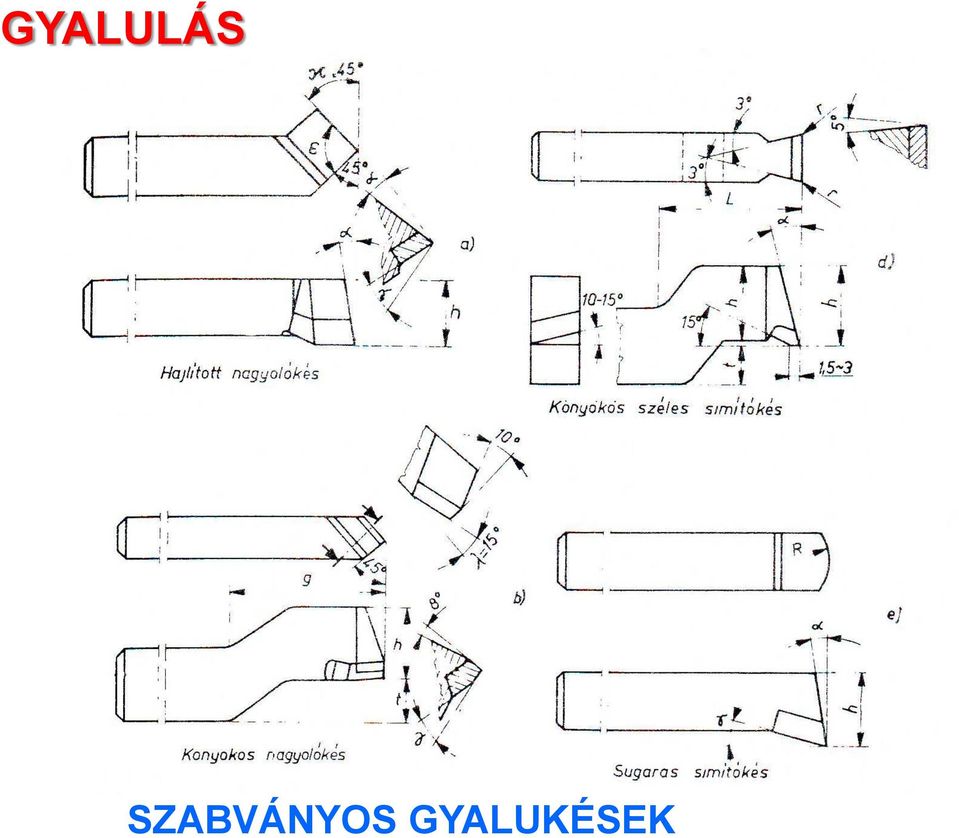
5 GYALULÁS ELŐÁLLÍTOTT FELÜLT SZERINT - SÍK - KÖR - CSAVARFELÜLET - FOGAZAT (LEFEJTÉS) TÖBBÉLŰ SZERSZ. - PROFILOZÓ (ALAKOS SZERSZÁM) - ALAK (MÁSOLÁS) VÁLTÓLAPKÁS GYALUKÉS SZERSZÁM KIVITELE SZERINT - TÖMÖR HSS HSS-PM (LEFEJTŐ) - FORRASZOTT ÉLŰ (HW SZÍVÓS Pl. P40) EGYENES HAJLÍTOTT HEGYES SZÉLES ALAKJA SZERINT - EGYENES FORRÁS: G. SPUR Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
 EGYENES HAJLÍTOTT HEGYES SZÉLES ALAKJA SZERINT - EGYENES FORRÁS: G. SPUR Forrás: Dr.")

6 GYALULÁS - HAJLÍTOTT - HEGYES - SZÉLES (EGYENES, SUGARAS) A TERHELÉS SORÁN EGYENES KÉSNÉL A DEFORMÁCIÓ MIATT NŐ A FOGÁS. KÖNYÖKÖS KÉSNÉL CSÖKKEN! KITÉR A TÚLTERHELÉS ELŐL. NAGYOLÁS, SIMÍTÁS: A NAGYOLÁS NAGY FOGÁSSAL ÉS ELŐTOLÁSSAL B SIMÍTÁS KIS FOGÁSSAL ÉS ELŐTOLÁSSAL C SIMÍTÁS IGEN KIS FOGÁSSAL SZÉLES KÉSSEL, NAGY ELŐTOLÁSSAL EGYENES KÖNYÖKÖS KÉS FORRÁS: G. SPUR Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )

7 GYALULÁS A szerszám anyagaként: gyakran elegendő a gyorsacél (ill. porkohászati gyorsacél), mivel a gyorsulások és lassulások megengedhető mértéke nem teszi lehetővé túl nagy sebességek elérését (max m/min). A gyorsacél mellett még forrasztott vagy váltólapkás kivitelben keményfém is használatos élanyag. A kis sebesség és a holtlöket alatti visszahűlés miatt egyszerű leválasztási viszonyok mellett hűtőfolyadék használata sem indokolt. Előnye a technológiának, hogy a munkadarab sem hevül fel. A forgácsteljesítmény elsődlegesen az előtolás és a fogásmélység növelésével javítható, de alapvetően így is messze elmarad a marással elérhető termelékenységtől.

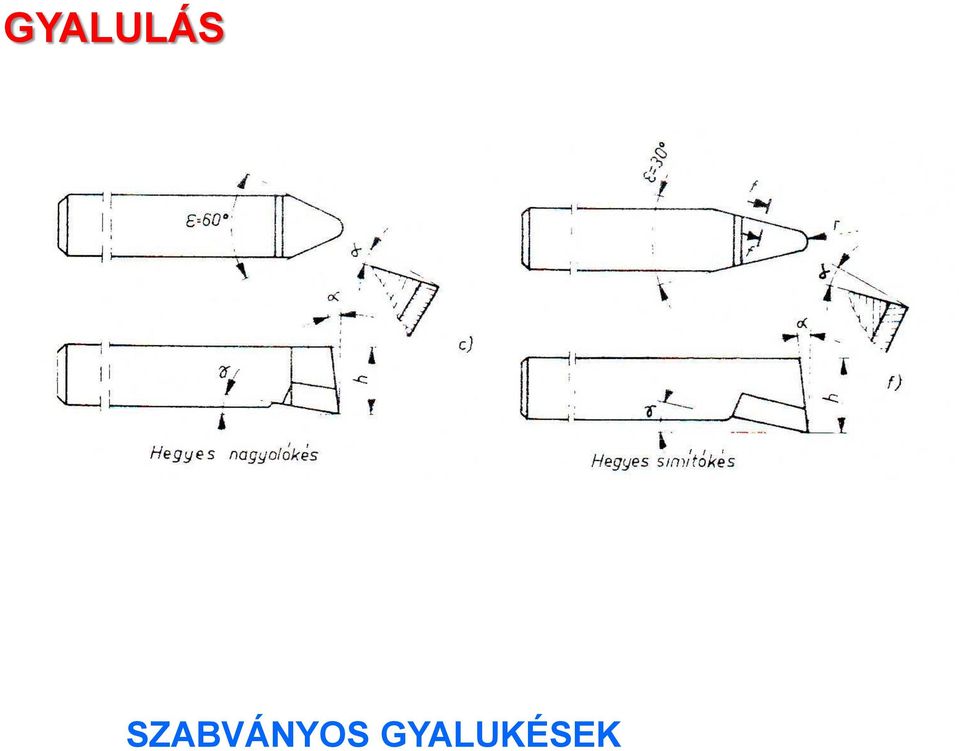
8 GYALULÁS SZABVÁNYOS GYALUKÉSEK

9 GYALULÁS SZABVÁNYOS GYALUKÉSEK
10 GYALUGÉPEK - HARÁNTGYALUGÉP
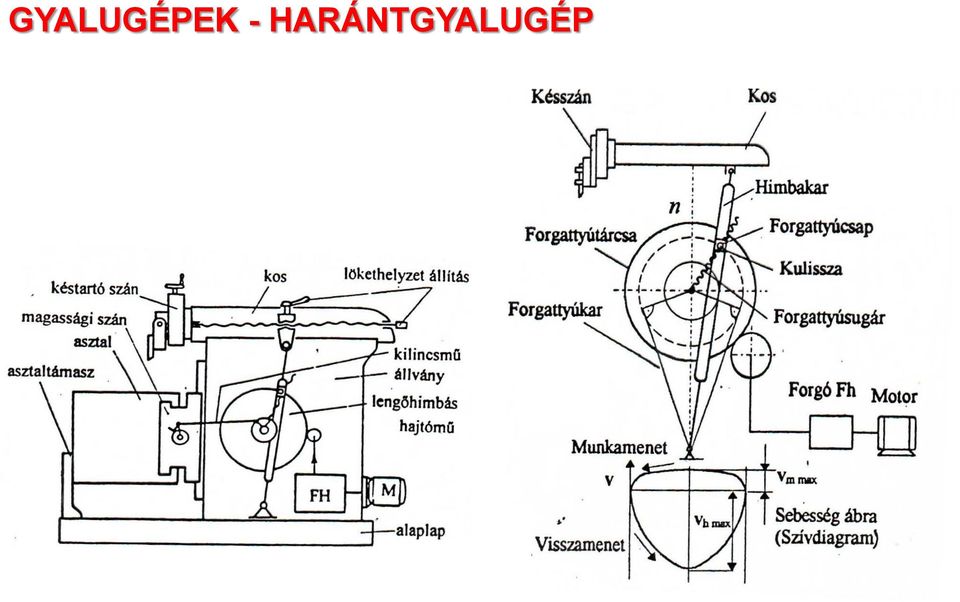
11 GYALUGÉPEK LENGŐHIMBÁS (KULISSZÁS) HAJTÁS V FORG. SEBESSÉG V V VISSZAFUTÁSI SEB. v v v β α n

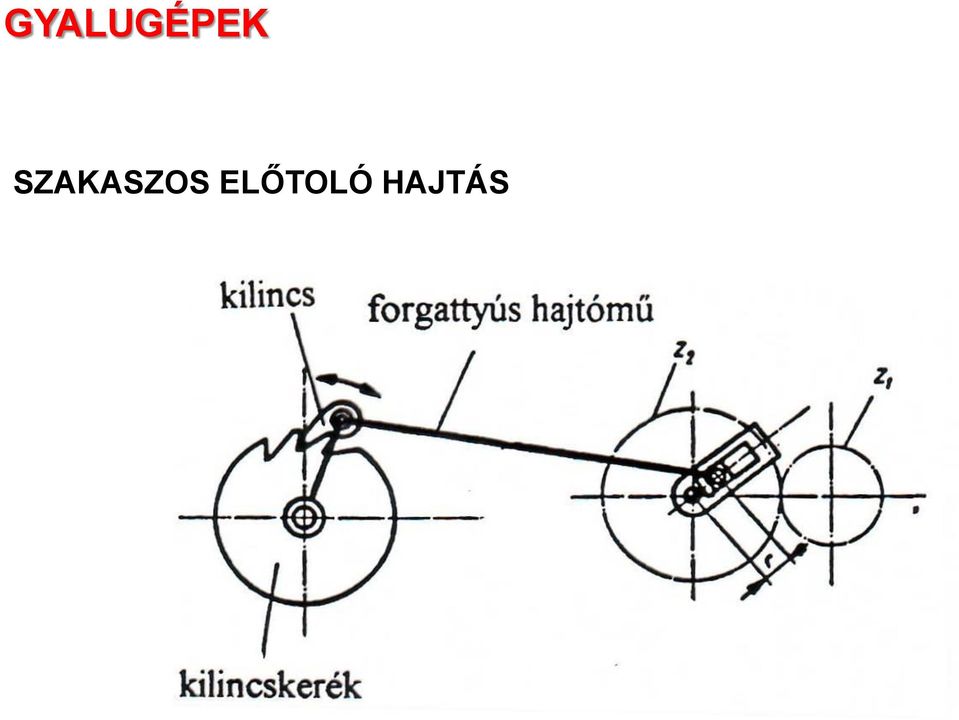
12 GYALUGÉPEK SZAKASZOS ELŐTOLÓ HAJTÁS
13 GYALUGÉPEK HARÁNTGYALU VÁZLATA (Szerk. any. tech. III.) 1-VILLANYMOTOR 2-KULISSZAKŐ 3-KULISSZA 4-MENETES ORSÓ 5-KÚPFOGASKERÉK 6-KOS 7-RÖGZÍTŐCSAVAR 8-KÚPKERÉK PÁR 9-CSAVARORSÓ KÉZI ELŐTOLÁSHOZ 10-KÚPFOGASKERÉK 11-KILINCSMŰSZERK. 12-BEÁLLÓ ÜTKÖZŐ 13-MUNKAASZTAL 14-SZÁNSZERKEZET 15-MENETES ORSÓ 16-MENETES O. ELŐTOLÁSHOZ 17-KILINCSMŰ 18-RUDAZAT 19-FORGATTYÚCSAP 20-KÚPFOGASKERÉK 21-ÜTKÖZŐ 22-FŐHAJTÓMŰ CSAPJA El07-ben megtekinthető!

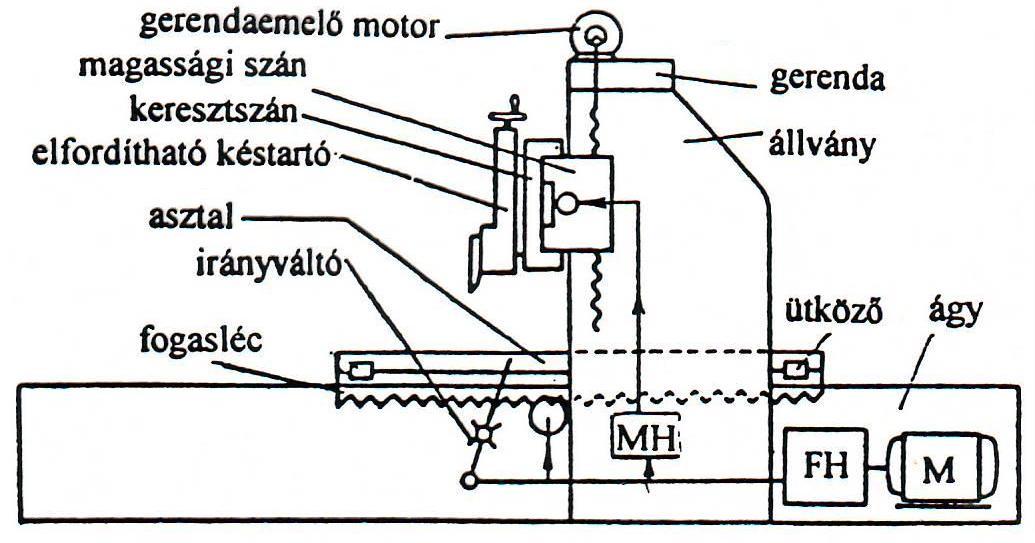
14 GYALUGÉPEK - HOSSZGYALUGÉPEK
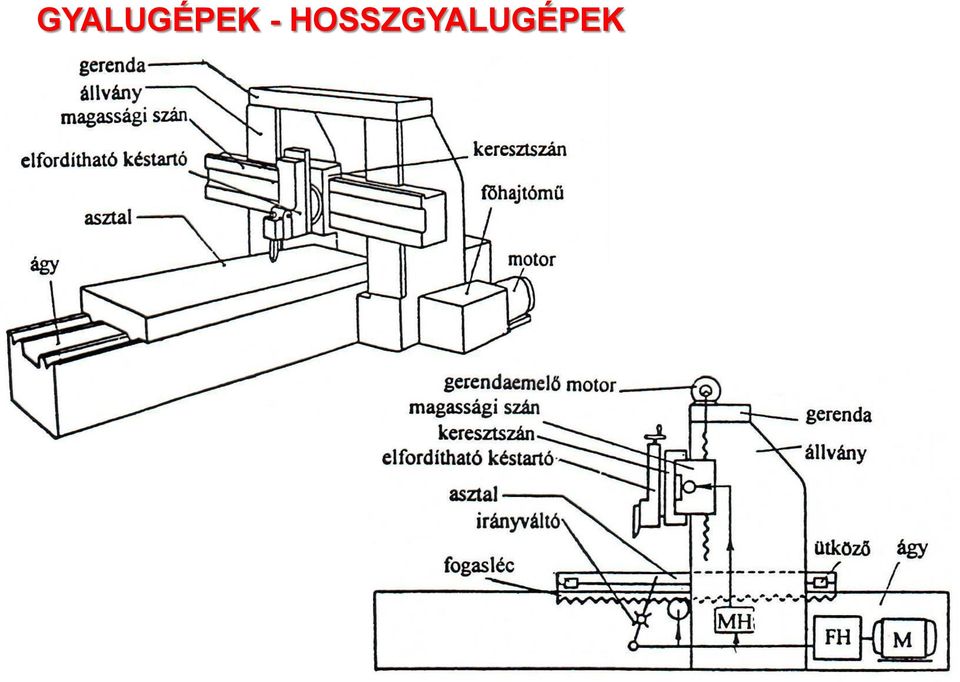
15 GYALUGÉPEK LEMEZGYALU VEREMGYALU A FŐ- ÉS MELLÉKMOZGÁST IS A SZERSZÁM VÉGZI. FORRÁS: PATTANTYÚS

 - BETÉTES KÉS (HSS) NINCS KÉSKIEMELÉS! Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II.")
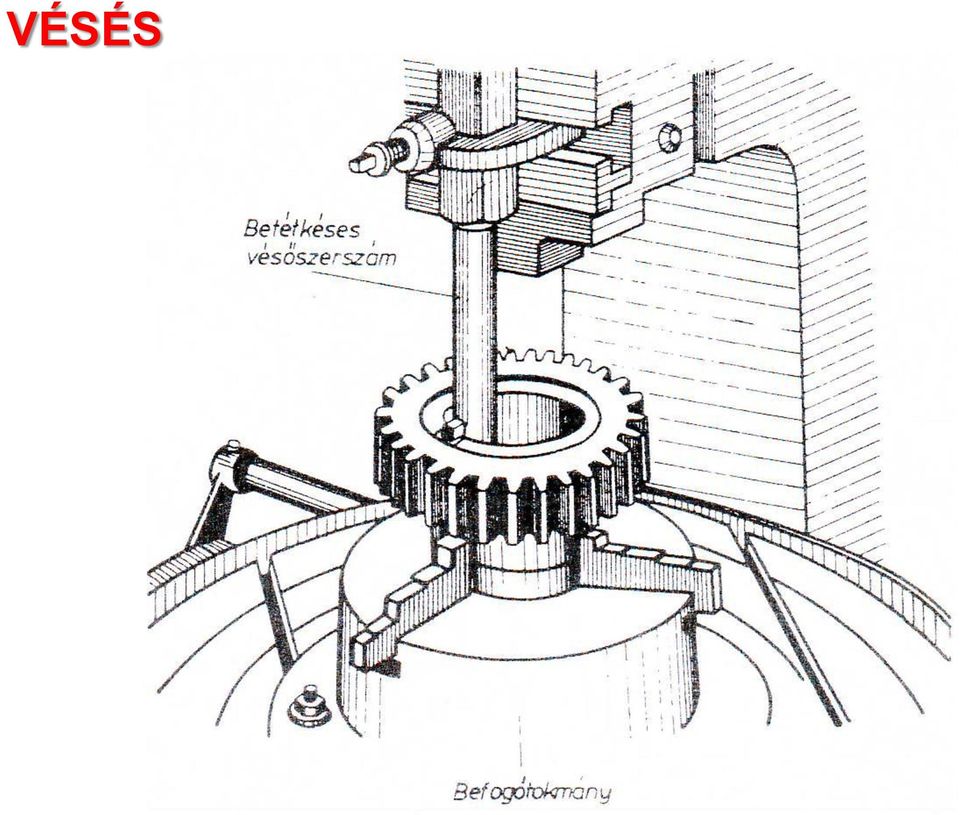
16 VÉSÉS FORGÁCSOLÁSI FŐMOZGÁS - EGYENES ALTERNÁLÓ (SZERSZÁM) MELLÉKMOZGÁS - SZAKASZOS, EGYENES (MDB) SZERSZÁM: EGYÉLŰ V FORGÁCSOLÁSI SEBESSÉG V V VISSZAFUTÁSI SEB. F ELŐTOLÁS A FOGÁSMÉLYSÉG - TÖMÖR (HSS) - BETÉTES KÉS (HSS) NINCS KÉSKIEMELÉS! Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )

17 VÉSÉS VÉSŐGÉP
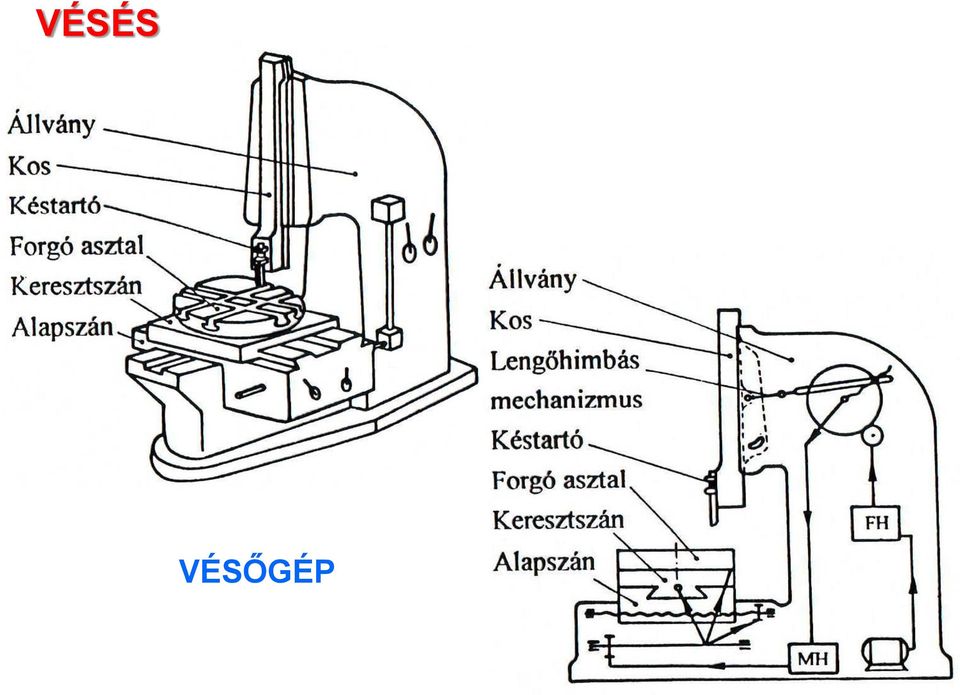
18 VÉSÉS
19
20 ÜREGELÉS Az üregeléshez olyan többfogú, szabályos élgeometriájú szerszámot alkalmaznak, melyen a fogak egymás után, lépcsőzetesen helyezkednek el. A fogak magassága közötti különbség az egy fogra eső forgácsvastagság (h z ). A megmunkáláskor a szerszám általában egyszer halad át a munkadarabon és készre munkálja a forgácsolt felületet. A nagyméretű (hosszú) drága szerszám miatt jellegzetesen a tömeggyártás technológiája. Az elérhető méretpontosság IT6-IT8, a felületi érdesség R a =1, μm. Az eljárással külső és belső felületek egyaránt megmunkálhatók.
 drága szerszám miatt jellegzetesen a tömeggyártás technológiája.")
21 ÜREGELÉS TÖBBÉLŰ SZERSZÁM FORGÁCSOLÁSI - FŐMOZGÁS: EGYENES VONALÚ (SPIRÁL) SZERSZÁM - MELLÉKMOZG.: NINCS (FORGÓ) CSAK SZERKEZETI ELŐTOLÁS (f z LÉPCSŐZETES FOGAK MAGASSÁGKÜLÖNBSÉGE értéke 0,02-0,2 mm között) V f Z (Szerk. any. III.) LÉTREHOZHATÓ FELÜLETEK: ALAKOS, BELSŐ, KÜLSŐ, SÍK, CSAVAR t - OSZTÁS Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( ) (Tschätsch) c - FOGMAGASSÁG b - FOGSZÉLESSÉG
22 BELSŐ ÜREGELÉS KÜLSŐ ÜREGELÉS Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
23 ÜREGELÉS, HÚZÓMARÁS HÚZÓ TÜSKE NYOMÓ TÜSKE SZERSZÁM: - TÖMÖR HSS, HSS-PM, TiN BEVONAT - FORRASZTOTT HW - VÁLTÓ ÉLŰ HW, PKD, CBN KIALAKÍTÁSA: (Pattantyús)
24 ÜREGELÉS, HÚZÓMARÁS Bevonatos belső üregelő szerszámok Forrás: Berghaus GmbH Forgácsolási sebesség függ a munkadarab és a szerszám anyagminőségétől is, de a mozgásviszonyok miatt tüske alakú szerszámoknál nem nagyobb 10 m/min értéknél. A zárt forgácstér és a gyakran bonyolult forgácsalak miatt üregeléshez bőséges hűtő-kenő anyag (többnyire olaj) használatos. Az üregeléssel akár IT6-os tűrés és jó felületi érdesség érhető el. A megmunkálás elvégezhető egyetlen szerszámlökettel, ami igen rövid műveleti időt tesz elérhetővé.
25 ÜREGELÉS HÚZÓMARÁS VÍZSZINTES ÜREGELŐGÉP (Frischherz II.) FÜGGŐLEGES KÜLSŐ ÜREGELŐGÉP ÉS SZERSZÁM
26 ÜREGELÉS, HÚZÓMARÁS (F: König - WIDIA, HENLEIN, SANDVIK)


27 ÜREGELÉS (F: König - WIDIA, HENLEIN, SANDVIK)


28 ÜREGELÉS FORGÓ ÜREGELÉS (FORRÁS: SANDVIK, HEGENSCHEIDT)
 Maschine Typ")
29 ÜREGELÉS FORGÓ ÜREGELÉS (FORRÁS: NILES) Maschine Typ N 30 TB
30 Köszönöm a figyelmet!
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
2011. tavaszi félév. Kopás, éltartam. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
FOGASKEREKEK GYÁRTÁSA ELŐADÁS
 FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
Finomfelületi megmunkálás
 2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
MUNKAANYAG. Hervay Péter. Gyalugép, gyalulás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II.
 Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
Korszerű technológiák
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal
 7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT
 2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
2011. tavaszi félév. Fogaskerékgyártás. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
Mélyfúrás megmunkáló központon
 MÉLYFÚRÓRENDSZEREK KEMÉNYFÉM SZERSZÁMOK Mélyfúrás megmunkáló központon Toolex Mélyfúrás megmunkáló központon Az egyélû mélyfúró eljárás és alkalmazási feltételei A korábbi években mélyfúró szerszámokat
MÉLYFÚRÓRENDSZEREK KEMÉNYFÉM SZERSZÁMOK Mélyfúrás megmunkáló központon Toolex Mélyfúrás megmunkáló központon Az egyélû mélyfúró eljárás és alkalmazási feltételei A korábbi években mélyfúró szerszámokat
A menetmegmunkálás módszerei
 MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától!
 Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától! SYNCHRO MENETFÚRÓK TAP Menetfúrók SYNCHRO SYNCHRO MENETMEGMUNKÁLÁS SYNCHRO TAP MENETFÚRÓ SYNCHRO mentfúró család Menetmegmunkáló szerszámok
Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától! SYNCHRO MENETFÚRÓK TAP Menetfúrók SYNCHRO SYNCHRO MENETMEGMUNKÁLÁS SYNCHRO TAP MENETFÚRÓ SYNCHRO mentfúró család Menetmegmunkáló szerszámok
JÁRMŰVEK JAVÍTÁSA. Javítási technológiák
 JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
Termelési rendszerek és folyamatok
 Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA Kiemelt tématerületek a hallgatói felkészülés támogatására Összeállította: Dr. Varga Gyula Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet MISKOLCI EGYETEM 2014 TARTALOM
GÉPGYÁRTÁSTECHNOLÓGIA Kiemelt tématerületek a hallgatói felkészülés támogatására Összeállította: Dr. Varga Gyula Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet MISKOLCI EGYETEM 2014 TARTALOM
Univerzális fúrók. UNIVERZÁLIS fúrók. TiN bevinatos univerzális. Újdonság! 8% Co tartalommal. Ponthegesztő fúró A002
 UNIVERZÁLIS fúrók A SANDVIK CSOPORT TAGJA A002 TiN bevinatos univerzális csigafúró Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész első 25%-a TiN bevonatos.
UNIVERZÁLIS fúrók A SANDVIK CSOPORT TAGJA A002 TiN bevinatos univerzális csigafúró Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész első 25%-a TiN bevonatos.
HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5
 HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5 SRG50 Tisztelt vásárló, köszönjük, hogy a KH Trading s.r.o. cég termékét választotta. Cégünk kész Önnek szolgálatait felajánlani a termék megvétele előtt,
HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5 SRG50 Tisztelt vásárló, köszönjük, hogy a KH Trading s.r.o. cég termékét választotta. Cégünk kész Önnek szolgálatait felajánlani a termék megvétele előtt,
CSOPORT CSOPORT CSOPORT
 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
Szelencés Standard manométerek Osztály pontosság 1,6%
 Szelencés Standard manométerek Osztály pontosság 1,6% Nem agresszív gáz és folyékony halmazállapotú, nem kristályosodó, alacsony viszkozítású közegek mérésére Nullapont beállítási lehetőség! A ház anyaga:
Szelencés Standard manométerek Osztály pontosság 1,6% Nem agresszív gáz és folyékony halmazállapotú, nem kristályosodó, alacsony viszkozítású közegek mérésére Nullapont beállítási lehetőség! A ház anyaga:
MUNKAANYAG. Palotai Zoltán. Kézi reszelés. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Palotai Zoltán Kézi reszelés A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30
Palotai Zoltán Kézi reszelés A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30
1) Ismertesse az egyélű szerszám alakját!
 Ismertesse az egyélű szerszám alakját!") 1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
Szerszámgépek. 1999/2000 II. félév Dr. Lipóth András által leadott anyagrész vázlata
 Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
MÛSZAKI INFORMÁCIÓK. Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI
 MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI") Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Általános gépészeti technológiai feladatok. Géprajzi alapismeretek Gépészeti szakszámítások
 Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL
 KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
Korszerű szerszámgépek
 SZÉCHENYI ISTVÁN EGYETEM GYŐR SZERSZÁMGÉPEK (NGB_AJ009_2) Korszerű szerszámgépek Összeállította: Dr. Pintér József 2011.09.26. Korszerű szerszámgépek 1 Korszerű szerszámgépek VÁZLAT 1. Kinematikai alapok,
SZÉCHENYI ISTVÁN EGYETEM GYŐR SZERSZÁMGÉPEK (NGB_AJ009_2) Korszerű szerszámgépek Összeállította: Dr. Pintér József 2011.09.26. Korszerű szerszámgépek 1 Korszerű szerszámgépek VÁZLAT 1. Kinematikai alapok,
CSOPORT CSOPORT CSOPORT
 404 Tárolódobozok Oldal........276-277 405 PolCok 405 MUnkAPAdok köszörült lapos szerszámacéllap 413 415 HÉzAGoló lemezek Oldal.......................278 Oldal........279-280 Oldal.......................281
404 Tárolódobozok Oldal........276-277 405 PolCok 405 MUnkAPAdok köszörült lapos szerszámacéllap 413 415 HÉzAGoló lemezek Oldal.......................278 Oldal........279-280 Oldal.......................281
B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK
 B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK Központfúrók, NC központfúrók B 7 Hengeresszárú gyorsacél csigafúrók B 7 Kúposszárú gyorsacél csigafúrók B Keményfém és keményfémlapkás csigafúrók B Felfúrók, süllyesztõk,
B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK Központfúrók, NC központfúrók B 7 Hengeresszárú gyorsacél csigafúrók B 7 Kúposszárú gyorsacél csigafúrók B Keményfém és keményfémlapkás csigafúrók B Felfúrók, süllyesztõk,
Ritzelés körkéses ritzelőgépeken
 Ritzelés körkéses rizelőgépeken - 1 - Ritzelés körkéses ritzelőgépeken 1 Bevezető A ritzen német szó hasítást, karcolást jelent. Nyomdai körökben ritzelés (riccelés) alatt leginkább öntapadó anyagok öntapadó
Ritzelés körkéses rizelőgépeken - 1 - Ritzelés körkéses ritzelőgépeken 1 Bevezető A ritzen német szó hasítást, karcolást jelent. Nyomdai körökben ritzelés (riccelés) alatt leginkább öntapadó anyagok öntapadó
SZABADALMI LEÍRÁS SZOLGÁLATI TALÁLMÁNY
 MAGYAR NÉPKÖZTÁRSASÁG SZABADALMI LEÍRÁS SZOLGÁLATI TALÁLMÁNY Bejelentés napja 1970. IX. 22. (CE-781) Nemzetközi osztályozás: G Ot n 1/00, G 01 n 3/00, G 01 n 25/00 ORSZÁGOS TALÁLMÁNYI HIVATAL Közzététel
MAGYAR NÉPKÖZTÁRSASÁG SZABADALMI LEÍRÁS SZOLGÁLATI TALÁLMÁNY Bejelentés napja 1970. IX. 22. (CE-781) Nemzetközi osztályozás: G Ot n 1/00, G 01 n 3/00, G 01 n 25/00 ORSZÁGOS TALÁLMÁNYI HIVATAL Közzététel
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Menetes csövek 5/10. Hatlapfejű facsavarok 5/1. Függesztő elem 5/10. Ászokcsavarok 5/2. Kétmenetű csavar 5/2 5/3. Függesztő kapocs 5/11 5/13
 Hatlapfejű facsavarok 5/1 es csövek 5/10 Ászokcsavarok 5/2 Függesztő elem 5/10 Kétmenetű csavar 5/2 5/3 Függesztő kapocs 5/11 5/13 Alátétes csavarok 5/3 Szorítókarom acélszerkezetekhez 5/14 Kereszthornyú
Hatlapfejű facsavarok 5/1 es csövek 5/10 Ászokcsavarok 5/2 Függesztő elem 5/10 Kétmenetű csavar 5/2 5/3 Függesztő kapocs 5/11 5/13 Alátétes csavarok 5/3 Szorítókarom acélszerkezetekhez 5/14 Kereszthornyú
Ajtócsukók DORMA TS 83 TS 73V TS 72 TS 71
 Ajtócsukók DORMA TS 83 TS 73V TS 7 TS 7 Ajtócsukók DORMA TS DORMA ajtócsukók biztos mino " ségben DORMA TS 83 Adatok és jellemzo " k TS 83 TS 73 V TS 7 TS 7 Csukóero " nagysága EN EN EN EN Fokozat nélkül
Ajtócsukók DORMA TS 83 TS 73V TS 7 TS 7 Ajtócsukók DORMA TS DORMA ajtócsukók biztos mino " ségben DORMA TS 83 Adatok és jellemzo " k TS 83 TS 73 V TS 7 TS 7 Csukóero " nagysága EN EN EN EN Fokozat nélkül
SVERKER 21 hidegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ SVERKER 21 hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärti-gen Wissensstand und vermitteln nur
SZERSZÁMACÉL ISMERTETÕ SVERKER 21 hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärti-gen Wissensstand und vermitteln nur
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA
 5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
Új! Ezekkel mindenki szívesen dolgozik. Az iparosok fűrészei.
 Az iparosok fűrészei. Ezekkel mindenki szívesen dolgozik. Új! Új és már bevált modellek: Daraboló fűrészek Gérvágó és daraboló fűrészek Gérvágó, daraboló és asztali körfűrészek A világ fűrészei. Az Elektra
Az iparosok fűrészei. Ezekkel mindenki szívesen dolgozik. Új! Új és már bevált modellek: Daraboló fűrészek Gérvágó és daraboló fűrészek Gérvágó, daraboló és asztali körfűrészek A világ fűrészei. Az Elektra
Fogaskerékmérés. Fogaskerék típusai. Fogaskerék felépítése. Követelmények. Tóth Georgina Nóra toth.georgina@
 Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra [email protected]@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra [email protected]@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
SZÖG- ÉS MENET- ELLENŐRZŐ ESZKÖZÖK
 05. előadás 1. fólia SZÖG- ÉS MENET- ELLENŐRZŐ ESZKÖZÖK 05. előadás 2. fólia 1.1. Vízszint-mérő A vízszint-mérővel (6. ábra) a munkadarab, gép vízszintes vagy függőleges helyzete állítható be. A vízszint-mérőben
05. előadás 1. fólia SZÖG- ÉS MENET- ELLENŐRZŐ ESZKÖZÖK 05. előadás 2. fólia 1.1. Vízszint-mérő A vízszint-mérővel (6. ábra) a munkadarab, gép vízszintes vagy függőleges helyzete állítható be. A vízszint-mérőben
Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére!
 1 6 ) M u t a s s a b e a s á r g a r é z c s ő v e z e t é k k é s z í t é s é t a z a l á b b i v á z l a t f e lh a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
1 6 ) M u t a s s a b e a s á r g a r é z c s ő v e z e t é k k é s z í t é s é t a z a l á b b i v á z l a t f e lh a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
MUNKAANYAG. Földi László. Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel. A követelménymodul megnevezése:
 Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Forgácsoló szerszámok Áttekintés
 4. Forgácsoló szerszámok Forgácsoló szerszámok Áttekintés HSS gravírozó marók 310 312 314 315 Miniatűr turbómarók/simítómarók Keményfém turbómarók, szár-ø 2,35 mm Turbómarók alumínium megmunkáláshoz Tartozékok
4. Forgácsoló szerszámok Forgácsoló szerszámok Áttekintés HSS gravírozó marók 310 312 314 315 Miniatűr turbómarók/simítómarók Keményfém turbómarók, szár-ø 2,35 mm Turbómarók alumínium megmunkáláshoz Tartozékok
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
RA szériás pneumatika csatlakozók
 RA szériás pneumatika csatlakozók Az RA termékcsalád A termékcsalád anyagjellemzői: 1. Csatlakozók anyaga: nikkelezett sárgaréz UNI EN 12164 CW614N 2. Tömítések anyaga: NBR Üzemi hőmérséklet: - 20 C tól
RA szériás pneumatika csatlakozók Az RA termékcsalád A termékcsalád anyagjellemzői: 1. Csatlakozók anyaga: nikkelezett sárgaréz UNI EN 12164 CW614N 2. Tömítések anyaga: NBR Üzemi hőmérséklet: - 20 C tól
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
Versenyző kódja: 43 15/2008. (VIII. 13.) SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA
 SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA") 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
Hajtások 2 2014.11.08.
 Hajtások 2 2014.11.08. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
Hajtások 2 2014.11.08. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
Fűtőtestszabályozó szelepek szelepemelkedés behatárolású előbeállítással. Rendelési L. h csatlakozó. max.
 Fűtőtestszabályozó szelepek szelepemelkedés behatárolású előbeállítással Normblatt 5523/5524 2002. máj. kiadás Speciális kivitelek R = R 1/2" G = G 3/4" Cikksz. Kivitel 5523 Egyenes 5524 Sarok R Ø H Rendelési
Fűtőtestszabályozó szelepek szelepemelkedés behatárolású előbeállítással Normblatt 5523/5524 2002. máj. kiadás Speciális kivitelek R = R 1/2" G = G 3/4" Cikksz. Kivitel 5523 Egyenes 5524 Sarok R Ø H Rendelési
Megmunkálások. Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Megmunkálás típusa: Nemesített/edzett állapot: régen ma
 KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
Felfúrók, süllyesztők, sorjázók, lemezfúrók
 Csigasüllyesztő B0 00 B0 00 Hengeresszárú csigasüllyesztő, élű N típusú kivitel, DIN Szerszám alapanyag: HSS gyorsacél, bevonat nélkül Szár: hengeres, menesztő lappal Javasolt alkalmazás: Általános felhasználásra,
Csigasüllyesztő B0 00 B0 00 Hengeresszárú csigasüllyesztő, élű N típusú kivitel, DIN Szerszám alapanyag: HSS gyorsacél, bevonat nélkül Szár: hengeres, menesztő lappal Javasolt alkalmazás: Általános felhasználásra,
Érvényes: 2015.12.31-ig FORGÁCSOLÁS. Akciós kiadvány AKCIÓS KIADVÁNY 24 ÓRÁS SZÁLLÍTÁS
 Érvényes: 2015.12.31-ig FORGÁCSOLÁS Akciós kiadvány AKCIÓS KIADVÁNY 24 ÓRÁS SZÁLLÍTÁS AKCIÓS KIADVÁNY / FORGÁCSOLÁS NINCS ANYAG, AMI MEGÁLLÍTJA Tömör keményfém hosszlyukmaró VHM TiAlN Typ N Z 2 45 HA Alkalmazható
Érvényes: 2015.12.31-ig FORGÁCSOLÁS Akciós kiadvány AKCIÓS KIADVÁNY 24 ÓRÁS SZÁLLÍTÁS AKCIÓS KIADVÁNY / FORGÁCSOLÁS NINCS ANYAG, AMI MEGÁLLÍTJA Tömör keményfém hosszlyukmaró VHM TiAlN Typ N Z 2 45 HA Alkalmazható
ROSCAMAT. Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A.
 KEZELÉSI UTASÍTÁS ROSCAMAT Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A. Pol. Ind. Pla dels Vinyats, nau 2 08250 St.Joan de Vilatorrada (Barcelona) Spain 938764359 938764242 938767738 938764044 E-mail:
KEZELÉSI UTASÍTÁS ROSCAMAT Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A. Pol. Ind. Pla dels Vinyats, nau 2 08250 St.Joan de Vilatorrada (Barcelona) Spain 938764359 938764242 938767738 938764044 E-mail:
Méréstechnika 5. Galla Jánosné 2014
 Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
Gazdaságos csiszolóvászon ívek Ragasztókötésû csiszolószemcsék nagyon rugalmas J-súlyú kék vászonlapon.
 200 CSISZOLÓSZALAGOK/CSISZOLÓSZIVACSOK Kézi csiszolótömb Kompaund gumiból készült, ívelt és lapos oldallal. A vászon rögzítését és a pozícionálást fémstiftek szolgálják.alkalmas az összes típusú bevonatos
200 CSISZOLÓSZALAGOK/CSISZOLÓSZIVACSOK Kézi csiszolótömb Kompaund gumiból készült, ívelt és lapos oldallal. A vászon rögzítését és a pozícionálást fémstiftek szolgálják.alkalmas az összes típusú bevonatos
FAIPARI ALAPISMERETEK
 Faipari alapismeretek középszint 1311 ÉRETTSÉGI VIZSGA 2014. május 20. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos tudnivalók
Faipari alapismeretek középszint 1311 ÉRETTSÉGI VIZSGA 2014. május 20. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos tudnivalók
Bevonatok Integrált biztonság
 Bevonatok Integrált biztonság Bevonatok Integrált biztonság Integrált biztonság Erős biztosító hatás Az integrált biztonság A bevonat helyettesíti az olyan kiegészítő biztosítóelemeket, mint a rugós alátétek,
Bevonatok Integrált biztonság Bevonatok Integrált biztonság Integrált biztonság Erős biztosító hatás Az integrált biztonság A bevonat helyettesíti az olyan kiegészítő biztosítóelemeket, mint a rugós alátétek,
HEGTOLDATOS KARIMA GYÁRTÁS
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR VEGYIPARI GÉPEK TANSZÉKE HEGTOLDATOS KARIMA GYÁRTÁS KÉSZÍTETTE: Jákob László KONZULENS: Bokros István mérnöktanár Miskolc, 2012 Tartalomjegyzék 1. Bevezetés...
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR VEGYIPARI GÉPEK TANSZÉKE HEGTOLDATOS KARIMA GYÁRTÁS KÉSZÍTETTE: Jákob László KONZULENS: Bokros István mérnöktanár Miskolc, 2012 Tartalomjegyzék 1. Bevezetés...
MUNKAANYAG. Dzúró Zoltán. Tengelyszerű munkadarab készítése XY típusú. esztergagépen, a munkafolyamat, a méret-, alakpontosság
 Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
IRWIN. Kések 57. Önzáró fogók 62 Fogók, drótvágó, kulcsok 64 Csőszerelő szerszámok 67. Kis gázégők 66. Lemezvágó ollók 69
 Ta r t a l o m Bevezetés Az IRWIN 88 óta gyárt kiváló minőségű szerszámokat ipari felhasználóknak. Rendkívüli ipari ismereteink és szakértelmünk képessé tesz minket arra, hogy folyamatosan egyre jobb minőségű
Ta r t a l o m Bevezetés Az IRWIN 88 óta gyárt kiváló minőségű szerszámokat ipari felhasználóknak. Rendkívüli ipari ismereteink és szakértelmünk képessé tesz minket arra, hogy folyamatosan egyre jobb minőségű
Pila kotoučová / CZ Píla kotúčová / SK Kézi körfűrész / HU Návod k použití Návod na použitie Használati utasítás
 Pila kotoučová / CZ Píla kotúčová / SK / HU Návod k použití Návod na použitie Használati utasítás Bevezetés Tisztelt Vásárló, Köszönjük, hogy megtisztelt bennünket bizalmával, és EXTOL termékünket választotta.
Pila kotoučová / CZ Píla kotúčová / SK / HU Návod k použití Návod na použitie Használati utasítás Bevezetés Tisztelt Vásárló, Köszönjük, hogy megtisztelt bennünket bizalmával, és EXTOL termékünket választotta.
Vasúti kerekek esztergálása
 ALKALMAZÁSI ÚTMUTATÓ Vasúti kerekek esztergálása Újraesztergálás és új kerekek esztergálása TARTALOM BEVEZETÉS 4 Különböző vonattípusok 5 Kerékanyagok 6 Kerékméretek 7 Kerékalakok 7 A kerekek gyártási
ALKALMAZÁSI ÚTMUTATÓ Vasúti kerekek esztergálása Újraesztergálás és új kerekek esztergálása TARTALOM BEVEZETÉS 4 Különböző vonattípusok 5 Kerékanyagok 6 Kerékméretek 7 Kerékalakok 7 A kerekek gyártási
Tevékenység: Gyűjtse ki és tanulja meg a kötőcsavarok szilárdsági tulajdonságainak jelölési módját!
 Csavarkötés egy külső ( orsó ) és egy belső ( anya ) csavarmenet kapcsolódását jelenti. A következő képek a motor forgattyúsházában a főcsapágycsavarokat és a hajtókarcsavarokat mutatják. 1. Kötőcsavarok
Csavarkötés egy külső ( orsó ) és egy belső ( anya ) csavarmenet kapcsolódását jelenti. A következő képek a motor forgattyúsházában a főcsapágycsavarokat és a hajtókarcsavarokat mutatják. 1. Kötőcsavarok
423.1R 100 423.2R 100 423.3R 100 423.3B 100 423.2B 100 423.1B 100 423.3J 100 423.2J 100 423.1J 100 423.4R 100 423.4B 100 423.5R 100 423.
 423.1R 100 gyűrűs kábelsaru - 20 darabos készlet 423.2R 100 villás kábelsaru - 20 darabos készlet 423.3R 100 villás kábelsaru - 20 darabos készlet 1R 1B 1J 2R 2B 2J 3R 3B 3J 609193 3 1 609194 4 1 609195
423.1R 100 gyűrűs kábelsaru - 20 darabos készlet 423.2R 100 villás kábelsaru - 20 darabos készlet 423.3R 100 villás kábelsaru - 20 darabos készlet 1R 1B 1J 2R 2B 2J 3R 3B 3J 609193 3 1 609194 4 1 609195
MARÁS MARÁS MARÁS MARÁS. Dr. Szmejkál Attila Ozsváth Péter. Járműszerkezeti anyagok és megmunkálások II / I. félév
 2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA. MTS marás programozási feladatok. MTS GmbH GO98 Bt. 1-80
 Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS marás programozási feladatok MTS GmbH GO98 Bt. 1-80 . MTS-maró programozása MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS marás programozási feladatok MTS GmbH GO98 Bt. 1-80 . MTS-maró programozása MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
Mechanikai Megmunkálás
 Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Visszatérő szelepek előbeállítás nélkül. Rendelési L H h csatlakozó csatlakozó
 Visszatérő szelepek előbeállítás nélkül Normblatt 3723/3724 1999. szept. kiadás Speciális kivitelek R = R 1/2" G = G 3/4" Cikksz. Kivitel 3723 Egyenes 3724 Sarok R Ø Rendelési L H h csatlakozó csatlakozó
Visszatérő szelepek előbeállítás nélkül Normblatt 3723/3724 1999. szept. kiadás Speciális kivitelek R = R 1/2" G = G 3/4" Cikksz. Kivitel 3723 Egyenes 3724 Sarok R Ø Rendelési L H h csatlakozó csatlakozó
CsAvArbiztosítási rendszer
 CsAvArbiztosítási rendszer A mûködési elv Az alátétek a lejtős fogazású belső felülettel, egymással szemben összeragasztva kerülnek értékesítésre, így megkönnyítve az első felszerelést és megakadályozva
CsAvArbiztosítási rendszer A mûködési elv Az alátétek a lejtős fogazású belső felülettel, egymással szemben összeragasztva kerülnek értékesítésre, így megkönnyítve az első felszerelést és megakadályozva
CSAVARKOMPRESSZOROK. Légszállítás. Motortelj. Lit./perc PS 1004-10 510 4 62 270 3/4 PS 1005-10 720 5,5 63 270 3/4 PS 10010-10 980 7,5 64 270 3/4
 CSAVARKOMPRESSZOROK PS 1004-1007 sorozat Tartály Csatl 10bar kw db(a) Liter zoll PS 1004-10 510 4 62 270 3/4 PS 1005-10 720 5,5 63 270 3/4 PS 10010-10 980 7,5 64 270 3/4 Szíj hajtású, GHH - Rand gyártmányú
CSAVARKOMPRESSZOROK PS 1004-1007 sorozat Tartály Csatl 10bar kw db(a) Liter zoll PS 1004-10 510 4 62 270 3/4 PS 1005-10 720 5,5 63 270 3/4 PS 10010-10 980 7,5 64 270 3/4 Szíj hajtású, GHH - Rand gyártmányú
CSOpORT 016 MENETVáGÓ. Oldal...19. CSOpORT 021 hengeres. Oldal...24. CSOpORT 032. Oldal...56. Oldal...62. Oldal...90. CSOpORT. Oldal...
 CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
FAIPARI ALAPISMERETEK
 Faipari alapismeretek középszint 1221 ÉRETTSÉGI VIZSGA 2014. október 13. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
Faipari alapismeretek középszint 1221 ÉRETTSÉGI VIZSGA 2014. október 13. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
HERZ-TS-90-V Termosztátszelep fokozatmentes, rejtett előbeállítással
 Termosztátszelep fokozatmentes, rejtett előbeállítással Normblatt 7723 V / 7724 V / 7728 V 7758 V / 7759 V 1999. szept. kiadás termosztát felsőrész Speciális kivitelek R = R 1/2" G = G 3/4" Módosítás joga
Termosztátszelep fokozatmentes, rejtett előbeállítással Normblatt 7723 V / 7724 V / 7728 V 7758 V / 7759 V 1999. szept. kiadás termosztát felsőrész Speciális kivitelek R = R 1/2" G = G 3/4" Módosítás joga
2010.08.29. 05 - Hengeres fogaskerekek gyártása. Hengeres Kúp Csiga. Egyenes Ferde Ívelt. Modul: m=d/z. A modul szabványos!!!
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
Szám János. Dörzsárazás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Szám János Dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-023-30
Szám János Dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-023-30
Csatlakozórendszer szelepes fűtőtestekhez. G 3/4" kónuszos. G 3/4" AG kónuszos
 Csatlakozórendszer szelepes fűtőtestekhez Normblatt áttekintés 2006. jan. kiadás áttekintés Bypass egységek és csatlakozóidomok Kivitel Fűtőtest-csatlakozó G 3/4" Rp 1/2" 2 db 1 3001 01 1 3002 01 Csőcsatlakozások
Csatlakozórendszer szelepes fűtőtestekhez Normblatt áttekintés 2006. jan. kiadás áttekintés Bypass egységek és csatlakozóidomok Kivitel Fűtőtest-csatlakozó G 3/4" Rp 1/2" 2 db 1 3001 01 1 3002 01 Csőcsatlakozások
MUNKAANYAG. Szám János. Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen. A követelménymodul megnevezése:
 Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
KÖRNYEZETBARÁT TECHNOLÓGIÁK
 FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 1997. március 21-23. KÖRNYZTBARÁT TCHNOLÓGIÁK Prof. Dr. Dudás Illés ÖSSZFOGLALÁS A káros környezeti hatások egyik előidézője lehet a gépipari termelés. ivel
FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 1997. március 21-23. KÖRNYZTBARÁT TCHNOLÓGIÁK Prof. Dr. Dudás Illés ÖSSZFOGLALÁS A káros környezeti hatások egyik előidézője lehet a gépipari termelés. ivel
BBBZ kódex --------------------------------------------------------------------------------------------------------- 4.3.2.5 Hajócsavar-gyártás
 4.3.2.5 Hajócsavar-gyártás A hajócsavarok gyártása erősen speciális tevékenység, amelynél olyan eszközökre is szükség van, mint a nagy méretű öntvények készítéséhez használt berendezések, azok megmunkálására
4.3.2.5 Hajócsavar-gyártás A hajócsavarok gyártása erősen speciális tevékenység, amelynél olyan eszközökre is szükség van, mint a nagy méretű öntvények készítéséhez használt berendezések, azok megmunkálására
AZ ASZTALOS MARÓGÉP ÜZEMELTETÉSI
 AZ ASZTALOS MARÓGÉP ÜZEMELTETÉSI UTASÍTÁSA 1. A berendezés leírása:... 1 2. Marószerszámok és azok felszerelésének munkabiztonsági előírásai... 1 3. A marószerszámok felszerelésének általános munkabiztonsági
AZ ASZTALOS MARÓGÉP ÜZEMELTETÉSI UTASÍTÁSA 1. A berendezés leírása:... 1 2. Marószerszámok és azok felszerelésének munkabiztonsági előírásai... 1 3. A marószerszámok felszerelésének általános munkabiztonsági
HIDRAULIKUS BONTÓKALAPÁCSOK SB TÍPUSCSALÁD. Erős ház, innovatív szerszámvezető rendszer és figyelemreméltó hidraulika rendszer
 HIDRAULIKUS BONTÓKALAPÁCSOK SB TÍPUSCSALÁD Erős ház, innovatív szerszámvezető rendszer és figyelemreméltó hidraulika rendszer Folytonos és megbízható termelékenység 50 éve mutattuk be az innovatív hidraulikus
HIDRAULIKUS BONTÓKALAPÁCSOK SB TÍPUSCSALÁD Erős ház, innovatív szerszámvezető rendszer és figyelemreméltó hidraulika rendszer Folytonos és megbízható termelékenység 50 éve mutattuk be az innovatív hidraulikus
A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál
 1 A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál A keményesztergálás, amelynél a forgácsolás 55 HRC-nél keményebb acélon, néhány ezred vagy
1 A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál A keményesztergálás, amelynél a forgácsolás 55 HRC-nél keményebb acélon, néhány ezred vagy