MÛSZAKI INFORMÁCIÓK. Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI
|
|
|
- Etelka Fazekas
- 9 évvel ezelőtt
- Látták:
Átírás
1

2
3 Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI NAGY TELJESÍTMÉNYÛ GÉPI MENETFÚRÓK HSSE MENETMEGMUNKÁLÁSNÁL LEGGYAKRABBAN ELÕFORDULÓ PROBLÉMÁK NAGY TELJESÍTMÉNYÛ GÉPI MENETFÚRÓK JELÖLÉSEI A SZERSZÁMON MÉRETEK KAPCSOLATAI DIN ÉS ISO SZABVÁNY SZERINT 4.MENETMETSZÕK MENETMETSZÕK SZERKEZETI ELEMEI MÉRETSZABVÁNYOK TÛRÉSMEZÕK KIALAKÍTÁSOK ÉS HASZNÁLATUK JAVASLATOK GÉPI MENETMETSZÉSHEZ MENETMETSZÕK JELÖLÉSEI 5. TÁBLÁZATOK

4 1. A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ALAPANYAGOK Jelölés Leírás Jel DIN szerint Alkalmazás Gyorsacél Gyorsacél - kobalttal Porkohászati gyorsacél Tömör keményfém S S Gépi menetmetszõk, kézi- és gépi menetfúrók általános használatra Nagy teljesítményû menetfúrók, gépi menetmetszõk Nagy teljesítményû menetfúrók nehezen megmunkálható acélokhoz, menetformázók Nagy teljesítményû menetfúrók nehezen megmunkálható acélokhoz 2. MENETTÍPUSOK KATALÓGUS Metrikus ISO szabványmenet DIN-13 Metrikus ISO finommenet DIN-13 Amerikai menet ANSI B-1.1 Amerikai finommenet ANSI B-1.1 Whitworth csõmenet DIN-ISO 228 (azonos a BSP-vel) Whitworth menet BS-84:1956 (régen W jelöléssel) Whitworth finommenet BS-84:1956 Acélpáncélcsõ menet DIN (P) Szimmetrikus trapézmenet DIN 103 Amerikai kúpos csõmenet, tömítéssel ANSI B Whitworth csõmenet, kúpos külsõ menet ISO-7/1

5 KATALÓGUSBAN NEM SZEREPLÕ, DE RENDELHETÕ MENETTÍPUSOK Whitworth belsõ kúpos csõmenet azonos Whitworth csõmenet, hengeres belsõmenet azonos Whitworth menet, hengeres gázpalackszelephez Whitworth menet, kúpos gázpalackszelepekhez Gázpalacksapkához, zárófedélhez Hengeres zsinórmenet Kerékpármenet Kerékpármenet Kerékpármenet Szelepmenet Szelepmenet Villamosmenet biztosítékokhoz és lámpaaljzatokhoz Amerikai extra finommenet Amerikai menet ( Amerikai speciális menet Whitworth speciális menet Metrikus, nem szimetrikus trapéz (fûrész) menet Metrikus menet V-Coil lapkákhoz Amerikai menet V-Coil menetlapkákhoz Amerikai hengeres csõmenet Amerikai kúpos csõmenet, száraz tömítés
 menet Metrikus menet V-Coil lapkákhoz Amerikai menet V-Coil menetlapkákhoz Amerikai hengeres csõmenet Amerikai kúpos csõmenet,")
6 3. MENETFÚRÓK 3.1 Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) teljes hossz menethossz hasznos hossz négyszög hossz bekezdés hossz négyszög mérete menet átmérõ szár átmérõ nyak átmérõ bekezdési pont átmérõ mag átmérõ fogszélesség hátraköszörülés menetemelkedés profilszög homlokszög alámetszési szög spirálszög bekezdési szög egyenes horony csavart horony spirálpont hornyok száma

7 MÉRETSZABVÁNYOK A méretszabványok utalnak a menetfúrók külsõ méreteire. (teljes hossz, menethossz, szárátmérõ és négyszögméret) Jelölés Leírás Rövid kézi és gépi menetfúrók metrikus, finommenetekhez, UNC, UNF, BSW, BSF menetekhez úgy, mint más szabványt nem követõ menetfajtákhoz, kivételt képeznek a csõmenetek: G,Rp,Rc. Rövid kézi és gépi menetfúrók csõmenetekhez: G, Rp,Rc. Rövid kézi és gépi menetfúrók metrikus menetekhez, az UNC és BSW menetek szintén elérhetõek. Rövid kézi és gépi menetfúrók metrikus finommenetekhez, az UNF és BSF menetek szintén elérhetõek. Rövid kézi és gépi menetfúrók csõmenethez G. Gépi menetfúrók erõsített szárral, metrikus és finommetrikus meneteknél M3-M10 között és UNC, UNF, BSW, BSF meneteknél 1/8"-3/8" között. Gépi menetfúrók könnyített szárral metrikus meneteknél és UNC, BSW meneteknél. Gépi menetfúrók könnyített szárral metrikus finommeneteknél és UNF, BSF meneteknél. Gépi menetfúrók könnyített szárral csõmenetekhez G. BEKEZDÉS ÉS HORONYFAJTÁK Kézi menetfúrók bekezdési formái Menetfúró készlet Metrikus menet BSW, UNC bekezdési hosszúság Metrikus finommenet BSF, UNF, UNEF bekezdési szög csõmenet P, Pg horony Nr 1 elsõdleges menetfúró Nr 2 másodlagos menetfúró egyenes Nr 3 végleges menetfúró

8 BEKEZDÉSI ALAKOK GÉPI MENETFÚRÓKNÁL DIN-2197 SZABVÁNYSZERINT Bekezdési fajták jelölése Menetek száma a bekezdési hosszban Bekezdési szög Horonyfajták Felhasználás Egyenes Rövid átmenõ furathoz. Egyenes terelõéllel Eltérõ hosszúságú átmenõ furathoz közepes vagy hosszú forgácsot adó anyagnál. Zsákfurathoz és átmenõ furathoz, rövid forgácsot adó anyagnál. Egyenes vagy csavart Átmenõ furathoz vagy zsákfurathoz, hosszú menetkifutással. Zsákfurathoz, nagyon rövid menetkifutással. A fentieken kívül használt bekezdési fajták: anyamenetfúróknál (12 16)P, trapézmenetfúróknál 24P. HORNYOK GÉPI MENETFÚRÓKHOZ DIN 2197 SZABVÁNY SZERINT Horonyfajták Bekezdés Furat Felhasználás Forgács Egyenes Átmenõ Zsák Rövid, közepes Egyenes terelõéllel Átmenõ Közepes, hosszú Jobbos, csavart Zsák Közepes, hosszú Balos, csavart Átmenõ jobbos menetnél Zsák balos menetnél Közepes, hosszú
P, trapézmenetfúróknál 24P.")
9 MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI A katalógusban szereplõ menetfúrók a leggyakrabban használt jellemzõik alapján lettek osztályozva: Metrikus menetek -6H, amerikai menetek UNC, UNF -2B, Whitworth menetek - normál. Ettõl eltérõ típusok - igény szerint. A menetfúró osztályokat a metrikus menetnél nemzetközi és hazai szabványok egységesítik. Menetfúró osztályonként 2 vagy 3 tûrésmezõt különböztetünk meg (lásd: ábra és táblázat) Belsõ menet H tûréshatárok Menetfúró tûréshatárok Belsõ menet G tûréshatárok Menetfúró tûrések szabvány szerint Belsõ menet tûrésmezõk A Lengyel szabvány is követi a nemzetközi ISO-t mely 3 osztályt különböztet meg, kivétel ez alól a DIN 802, ahol negyedikként a 7G is szerepel,mint laza tûrésû menet. Ezenkívül a DIN 802 szabvány lehetõséget biztosít némi korrekcióra, tekintve a pontos megmunkálások esetét. Ezeknél a nagyobb pontosságot X -el jelölik pl: 6HX, 6GX.

10 NAGY TELJESÍTMÉNYÛ GÉPI MENETFÚRÓK HSSE A HSS alapanyaggal készült általános gépi menetfúrók kielégítõen mûködnek hagyományos gépeknél és normál forgácsolási sebesség mellett. Az alkalomszerû, kis és közepes szériáknál használatuk még gazdaságosnak is mondható. Vannak azonban esetek, mikor a némileg magasabb árak ellenére a költségek drasztikusan csökkenthetõek. Köszönhetõen a megnövelt forgácsolási sebességnek, hosszabb szerszámélettartamnak, csökkentve a szerszámfelhasználást, növelve a kapacitást. A fent felsorolt kedvezõ tulajdonságokat egyesítik a nagy teljesítményû gépi menetfúrók. (anyaguk: HSSE) A nagytelejsítményû gépi menetfúrók jellemzõi Anyaguk Nagytelejsítményû/kobalt-gyorsacél HSSE, nagyteljesítményû porkohászati gyorsacél PM és keményfém VHM jellemzõen jó hõ és kopásállósággal. Hõkezelés Tartósság nagy keménység mellett. Felületkezelés Dolgozó rézgeometria Szuperkemény PVD-bevonatolások - Titánium-nitrid TiN, Titánium -arbonitrid TiCN,Titánium-aluminiumnitrid TiAlN vagy Aluminium-krómnitrid AlCrN és a vaporizált OX. Kialakítása anyagcsoportonként változik. Szuperkemény bevonatok jellemzõi Jel Bevonat típusa Név Szín Keménység HV 0,05 Max. hõm. ( C) Alkalmazás Titánium nitrid arany univerzális Titánium karbonitrid kékesszürke nehéz megmunkáláshoz, edzett anyagokhoz Titániumaluminium nitrid Aluminium krómnitrid szürkéslila kékesszürke fentivel azonos, száraz megmunkálás nehéz megmunkáláshoz, edzett anyagokhoz

11 Anyagcsoportok és felhasználási területek Csoport Leírás Lágy acélok Rm? 500 MPa szakítószilárdság Szerkezeti, automata és alacsonyan ötvözött acélokhoz 600 Mpa Rm 800MPa szakítószilárdság Átmenõ furatokhoz lágy anyagokba Rövid átmenõ furatokhoz és lemezekhez Szerkezeti, szerszám- és ötvözött acélokhoz 5 Magasan ötvözött, rozsdaálló és saválló acélokhoz Szerszám-, nehezen megmunkálható acélokhoz és edzett acélokhoz 38HRC-ig Nikkelhez, Titániumhoz és ezek ötvözeteihez Szerszám-, nehezen megmunkálható acélokhoz és edzett acélokhoz 44HRC-ig Edzett acélokhoz a csoportjel utáni szám mutatja meg a HRC keménységet Vasöntvényekhez és gömbgrafitos öntvényekhez Si>5% Sárgarézhez és rövid forgácsú bronzhoz Aluminium ötvözetekhez, réz és lágy acélokhoz Rm<400 MPa szakítószilárdságig Aluminium ötvözetekhez Si > 10% Rendkívül széles anyagskálához, kimondottan CNC gépekhez Mûanyagok menetformázásához nyúlásig

12 MENETMEGMUNKÁLÁSNÁL LEGGYAKRABBAN ELÕFORDULÓ PROBLÉMÁK Probléma: a menet túl nagy (idomszer túl laza) Nem megfelelõ szerszám használata a furathoz vagy a menethez A forgácsolási sebesség túl nagy Hideg heggedés a szerszám fogán Forgácslerakódás a horonyban Sorjás a szerszám Elégtelen a munkadarab, befogás Rossz elõtolás Probléma: a menet túl nagy (idomszer laza) Használt szerszám tûrése túl magas volt A szerszámok megfelelõ kiválasztásához a katalógus táblázatai adnak utasítást - csökkenteni a sebességet - több hûtés/kenés - új szerszám használata - bevonatos szerszámhasználata - több hûtés/kenés - a sérült fog eltávolítása - más spirálszögû horony használata - menetfúró készlet használata (fokozatosság) - drótkefével eltávolítható - hossz és radiális irányban is állítható befogó - munkadarabot megfelelõen pozícionálni - ellenõrizni mûködés közben - CNC programbeállítások ellenõrzése - kényszerelõtolást alkalmazni - befogót kiegyensúlyozni - ellenõrizni a menetfúrón szereplõ jelzést, megfelel-e az elõírtnak Nem megfelelõ utánélezés - az élezést végzõ szakember figyelmeztetése a szerszám eredeti geometriájának jelentõségére Probléma: túl szûk menet (az idomszer beragad vagy szorul) Újraélezés után már nem megfelelõ geometria Hiányosan élezték a szerszám egyes részeit Bekezdési alak vagy az anyagcsoport nem megfelelõ - a szerszám nem bír ki több élezést - új menetfúró használata - élezés megismétlése - új menetfúró használata - a katalógus táblázatából könnyedén kiválasztható az elõírt furat ill. anyagcsoport alapján Túl kicsi tûrés - a menetfúrón szerepel a tûrés is, érdemes elõször ezt ellenõrizni Probléma: harang alakú furat (az elsõ menetek túlméretesek lettek) Túl nagy tûrésû szerszám - a menetfúrón szerepel a tûrés is, érdemes elõször ezt ellenõrizni Élezési hiányosságok - ragaszkodjon az eredeti geometriához Probléma: túl rövid élettartam Szakadt és durva menetek Utánélezésnél hõ hatására veszít keménységébõl Veszteség élezés utáni felületkezelésnél - részletesen a következõ oldalon - köszörülés paramétereinek megváltoztatása - hûteni kell közben - új felületkezelés -ellenõrizni, hogy ez a megfelelõ felületkezelés ebben az esetben Nem megfelelõ furat ill. kezdés - fúrócsere vagy utánélezés - megfelelõ fúrási sebesség ill. elõtolás ellenrzése - hõkezelés menetmegmunkálás elõtt
 - drótkefével eltávolítható - hossz és radiális irányban is állítható befogó")
13 Probléma: Megmunkálásnál fellépõ problémák Nem megfelelõ anyag vagy nem megfelelõ menetfúró használata Túl kicsi fúró Nem elég mély furat Hiányzik a furat Forgácslerakódás a horonyban Hideg heggedés a fogakon Bekezdési fogak túlterhelése - a katalógusban szereplõ táblázat segít a kiválasztásban - megfelelõt választani - katalógusban szerepel fúróajánlás ( javasolt fúró menetfúráshoz és formázáshoz) - megfelelõ fúrót választani (lehet, hogy a fúró visszacsúszott a befogóba) - meggyõzõdni ott van-e valójában (ez a probléma leginkább a szállító és többmarós gépeknél fordul elõ) - eltérõ hornyú szerszám használata - menetfúró készlet használata - új menetfúró - bevonatos - több hûtés/kenés - sérült fogak eltávolítása - hosszabb bekezdésû menetfúró - hornyok számának növelése több bekezdési fogat jelent Elégtelen a munkadarab, befogás A menetfúró ütésszerûen ráfutott a furat aljára Menetkészítés edzett vagy nagyszilárdságú anyagba - hossz és radiális irányban is állítható befogó - munkadarabot megfelelõen pozícionálni - befogó használata hosszú kiegyensúlyozással és nyomaték beállítással - megfelelõen lett-e kiválasztva a szerszám - a HSSE-PM ill. VHM szerszámokat érdemes választani, nagyobb teljesítményük miatt Probléma: Felületen fellépõ problémák (szakadt és durva menetek) Nem megfelelõ anyagra vagy nem megfelelõ menetfúró használata - a katalógusban szereplõ táblázat segít a kiválasztásban A forgácsolási sebesség túl nagy vagy túl alacsony Hideg heggedés a szerszám fogán Forgácslerakódás a horonyban Sorjás a szerszám Túl kicsi fúró Nem megfelelõ hûtés/kenés Túlterhelés a menetemelkedés miatt, kemény anyagok, rövid bekezdés - kérjük válassza ki a táblázat alapján megfelelõ sebességet - a hûtés összehangolása is fontos - új szerszám használata - bevonatos szerszám használata - több hûtés/kenés - a sérült fog eltávolítása - más spirálszögû horony használata - menetfúró készlet használata (fokozatosság) - drótkefével eltávolítható - megfelelõt választani - katalógusban szerepel fúróajánlás ( javasolt fúró menetfúráshoz és formázáshoz) - válassza ki a megfelelõ kenõanyagot a katalógusból - ill. a megfelelõ hûtési/kenési mennyiséget - legkézenfekvõbb a készlet használata

14 NAGY TELJESÍTMÉNYÛ GÉPI MENETFÚRÓK JELÖLÉSEI A SZERSZÁMON Példa: DIN-371 szabvány szerinti gépi menetfúró, M10-es menet, 6H tûrés, 45 csavart horonnyal (zsákfurat) CNC gépekhez javasolt, TiCN bevonattal, belsõ hûtéssel. A számlán, megrendelésen, csomagoláson szereplõ jelölések: szabvány bevágási alak lásd lásd méret tûrési osztály lásd csavart horony jelölés lásd anyaga lásd felhasználás lásd belsõ hûtés bevonat lásd Száron szereplõ jelölések felhasználás tûrés méret bekezdési alak spiálszög csavarvonal emelkedés anyaga szériaszám

15 MÉRETEK KAPCSOLATAI DIN ÉS ISO SZABVÁNY SZERINT Az alsó táblázat a különbözõ szárátmérõket és négyzet méreteket mutatja az ISO-529, DIN-352, DIN-371, IN 376 szerint. Ezek a méretek elengedhetetlenül fontosak a szerszámbefogók kiválasztásánál. menet mérete

16 MENETMETSZÕK MENETMETSZÕK SZERKEZETI ELEMEI - névleges menetátmérõ - külsõ átmérõ - magasság - bekezdési szög - homlokszög - bekezdési szög - forgácsfurat - bekezdés - héjjbekezdés - rögzítõcsavar furat MÉRETSZABVÁNYOK A szabványméretek elsõsorban a metszõk külsõ jellemzõit (átmérõ, magasság) határozzák meg, míg az ú.n. névleges szabványok a szerszám rögzítésének módjára utalnak. (befogás, rögzítõcsavar furatmérete, V horony) Jel szabvány leírás EN (korábban DIN 223) körmetszõk metrikus és finommenethez, UNC, UNF, BSW, BSF és egyéb menettípusok. Kivétel ez alól csak a G és R jelölésû csõmenetek. korábban körmetszõk csõmenetekhez G korábban körmetszõk kúpos csõmenetekhez R

17 TÛRÉSMEZÕK A katalógusban szereplõ tûrések közül menetmetszõknél leginkább a 6g tûrést használják a metrikus (M) menetekhez, az UNC, UNF menetekhez pedig leginkább a 2A jelölésût, stb. Igény szerint bármely más tûrésû metszõket is legyártunk. Például metrikus menetekhez: 4h tûréssel sûrû menetekhez, 6e tûréssel vékony rétegû galvanizált bevonatokhoz, stb. KIALAKÍTÁSOK ÉS HASZNÁLATUK megmunkálás követelmény menetkialakitás jellemzõ geometria jelölés anyaga felhasználási terület héjjbevágás nélkül szerkezeti acélok, öntvények Gépi Nagy teljesítményû Metszés héjjbevágással héjjbevágás nélkül acélokhoz,mint felül, jobb minõségû menetek gépi megmunkáláshoz tökéletes sárgaréz és rövidforgácsú bronz Lapolás héjjbevágással rozsdamentes acélok, aluminium öntvények és gömbgrafitos öntvények esetén JAVASLATOK GÉPI MENETMETSZÉSHEZ megmunkálandó anyag sebesség m/min. fémmegmunkálási folyadék szerkezeti acélok automata acélok edzett acélok hõálló acélok inox öntött vas rövid forgácsú sárgaréz hosszú forgácsú ságaréz hosszú forgácsú bronz rövid forgácsú bronz réz hosszú forgácsú auminium aluminium öntvény olaj olaj olaj, spec. olaj olaj spec. olaj olaj, kerozin olaj, spec. olaj olaj olaj, emulzió olaj, emulzió olaj, spec. emulzió spec. olaj, kerozin spec. olaj, kerozin

18 MENETMETSZÕK JELÖLÉSEI Például: nagy teljesítményû gépimenetmetszõ DIN-EN szabvány szerint M12-es méretben 6g tûréssel rozsdamentes acélhoz. A menetmetszõkre jellemzõ jelölések megtalálhatók a rendelésen,számlán és a csomagoláson is. szabvány méret lásd tûrés lásd alapanyag lásd javasolt felhasználás lásd Jelölések a menetmetszõn tûrés méret javasolt felhasználás alapanyag

19 TÁBLÁZATOK AJÁNLOTT FURATÁTMÉRÕK MENETFÚRÓVAL TÖRTÉNÕ MEGMUNKÁLÁSNÁL menet menet menet menet menet menet AJÁNLOTT FURATÁTMÉRÕK MENETFORMÁZÓVAL TÖRTÉNÕ MEGMUNKÁLÁSNÁL menet menet menet menet menet

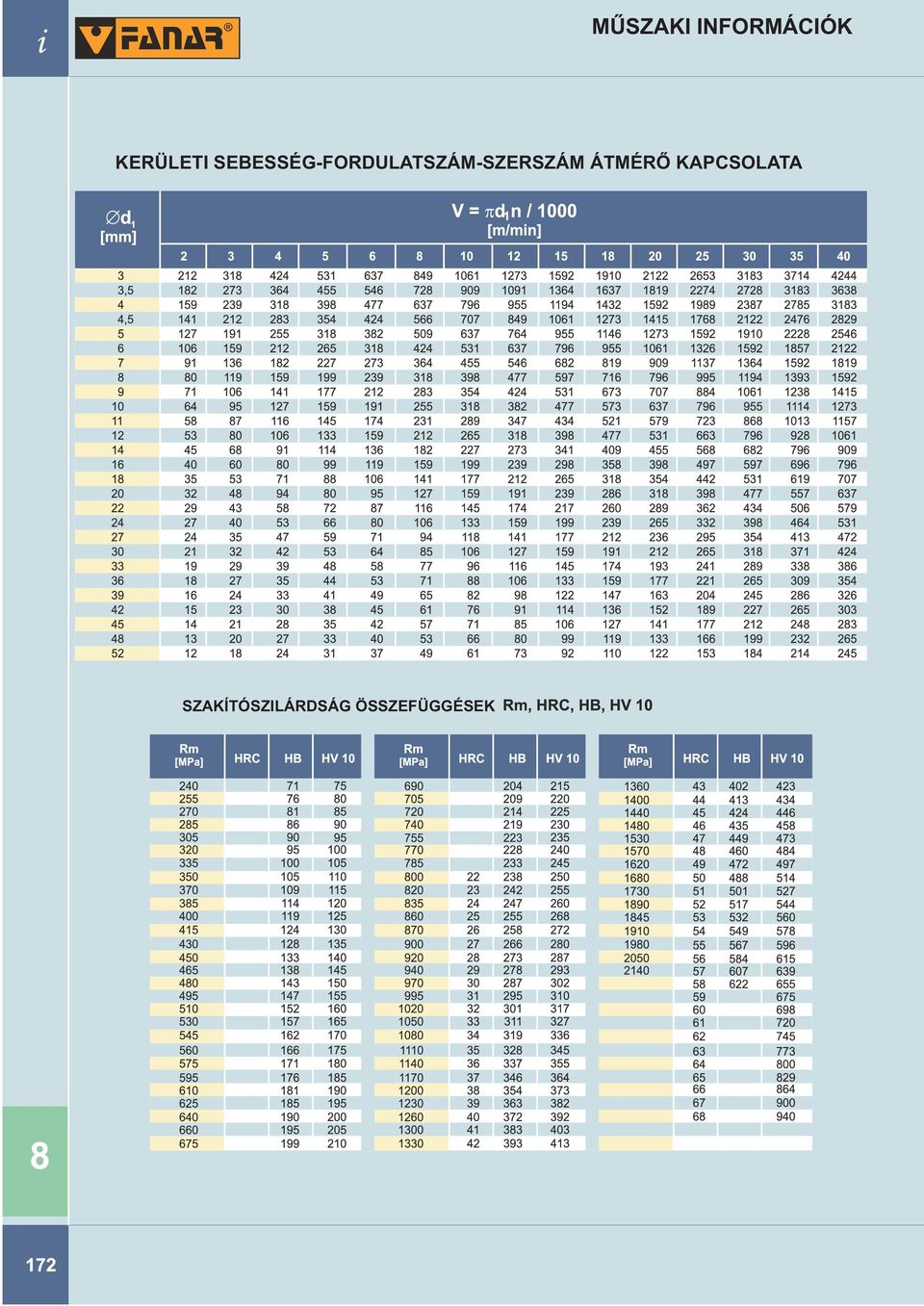
20 KERÜLETI SEBESSÉG-FORDULATSZÁM-SZERSZÁM ÁTMÉRÕ KAPCSOLATA SZAKÍTÓSZILÁRDSÁG ÖSSZEFÜGGÉSEK
21 ISO metrikus menet (M, MF) névleges méret HATÁRÉRTÉKEK-BELSÕ MENET Amerikai menetek (UNC, UNF) névleges méret Withworth csõmenet (G) névleges méret
» MENETVÁGÓ SZERSZÁMOK
 » ENETVÁGÓ SZERSZÁOK Kézi menetszerszámok termékleírása fúró nagyteljesítményű gyorsacélból. Átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban 800 N/² szilárdságig, temperöntvényben
» ENETVÁGÓ SZERSZÁOK Kézi menetszerszámok termékleírása fúró nagyteljesítményű gyorsacélból. Átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban 800 N/² szilárdságig, temperöntvényben
Kézi menetszerszámok termékleírása. menetmetszők termékleírása
 ENETVÁGÓ SZERszámOK 06 Kézi menetszerszámok termékleírása menetfúró nagyteljesítményű gyorsacélból. átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban n/² szilárdságig, temperöntvényben
ENETVÁGÓ SZERszámOK 06 Kézi menetszerszámok termékleírása menetfúró nagyteljesítményű gyorsacélból. átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban n/² szilárdságig, temperöntvényben
Rm<800MPa. Aktuális raktárkészletünk felöl érdeklődjön elérhetőségeinken. (UNC) Nagy teljesítményű gépi menetfúrók, menetformázók
 Nagy teljesítményű gépi menetfúrók, menetformázók") Aktuális raktárkészletünk felöl érdeklődjön elérhetőségeinken. (UNC) Nagy teljesítményű gépi menetfúrók, menetformázók Rm
Aktuális raktárkészletünk felöl érdeklődjön elérhetőségeinken. (UNC) Nagy teljesítményű gépi menetfúrók, menetformázók Rm
Szerszám ajánló CNC forgácsoláshoz
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Szerszám ajánló CNC forgácsoláshoz CSIGAFÚRÓ - NC BEKEZDİFÚRÓ - KÖZPONTFÚRÓ - KÚPSÜLLYESZTİ - DÖRZSÁR - MENETFORMÁZÓ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Szerszám ajánló CNC forgácsoláshoz CSIGAFÚRÓ - NC BEKEZDİFÚRÓ - KÖZPONTFÚRÓ - KÚPSÜLLYESZTİ - DÖRZSÁR - MENETFORMÁZÓ
Akció AKCIÓS KIADVÁNY. Érvényes : visszavonásig. Fúrógépek. Lamellerek. Keményfém csigafúrók. Pneumatikus ütvecsavarozók. 50. oldal. 02.
 Akció 2015/I. AKCIÓS KIADVÁNY Érvényes : visszavonásig Fúrógépek Lamellerek Pneumatikus ütvecsavarozók Keményfém csigafúrók 02. oldal 30. oldal 50. oldal 04. oldal Asztali és oszlopos fúrógépek BT 15G
Akció 2015/I. AKCIÓS KIADVÁNY Érvényes : visszavonásig Fúrógépek Lamellerek Pneumatikus ütvecsavarozók Keményfém csigafúrók 02. oldal 30. oldal 50. oldal 04. oldal Asztali és oszlopos fúrógépek BT 15G
Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL. Érvényes : visszavonásig. Asztali satu forgó alappal. Váltólapkás sarokmarófej. Autóvízpumpa fogó Cobra QuickSet
 Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL Érvényes : visszavonásig Asztali satu forgó alappal Váltólapkás sarokmarófej Vágókorong Autóvízpumpa fogó Cobra QuickSet 36. oldal 16. oldal 22. oldal 34. oldal Fémipari
Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL Érvényes : visszavonásig Asztali satu forgó alappal Váltólapkás sarokmarófej Vágókorong Autóvízpumpa fogó Cobra QuickSet 36. oldal 16. oldal 22. oldal 34. oldal Fémipari
CSOPORT CSOPORT CSOPORT
 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától!
 Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától! SYNCHRO MENETFÚRÓK TAP Menetfúrók SYNCHRO SYNCHRO MENETMEGMUNKÁLÁS SYNCHRO TAP MENETFÚRÓ SYNCHRO mentfúró család Menetmegmunkáló szerszámok
Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától! SYNCHRO MENETFÚRÓK TAP Menetfúrók SYNCHRO SYNCHRO MENETMEGMUNKÁLÁS SYNCHRO TAP MENETFÚRÓ SYNCHRO mentfúró család Menetmegmunkáló szerszámok
CSOpORT 016 MENETVáGÓ. Oldal...19. CSOpORT 021 hengeres. Oldal...24. CSOpORT 032. Oldal...56. Oldal...62. Oldal...90. CSOpORT. Oldal...
 CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
Univerzális fúrók. UNIVERZÁLIS fúrók. TiN bevinatos univerzális. Újdonság! 8% Co tartalommal. Ponthegesztő fúró A002
 UNIVERZÁLIS fúrók A SANDVIK CSOPORT TAGJA A002 TiN bevinatos univerzális csigafúró Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész első 25%-a TiN bevonatos.
UNIVERZÁLIS fúrók A SANDVIK CSOPORT TAGJA A002 TiN bevinatos univerzális csigafúró Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész első 25%-a TiN bevonatos.
Vaanco Szerszám és Szereléstechnika Bt. 4220 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 213 Mőszaki információ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 213 Mőszaki információ
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT
 2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
A menetmegmunkálás módszerei
 MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
Szerszám ajánló. kisgéphez és kézi forgácsoláshoz
 Szerszám ajánló Szerszámanyagok A gyorsacél (HSS) krómmal, molibdénnel, wolframmal és vanádiummal erősen ötvözött acél, amelynek keménysége edzve 63-64 HRC. A legtöbb fém forgácsolásához alkalmas. A kobaltos
Szerszám ajánló Szerszámanyagok A gyorsacél (HSS) krómmal, molibdénnel, wolframmal és vanádiummal erősen ötvözött acél, amelynek keménysége edzve 63-64 HRC. A legtöbb fém forgácsolásához alkalmas. A kobaltos
Felfúrók, süllyesztők, sorjázók, lemezfúrók
 Csigasüllyesztő B0 00 B0 00 Hengeresszárú csigasüllyesztő, élű N típusú kivitel, DIN Szerszám alapanyag: HSS gyorsacél, bevonat nélkül Szár: hengeres, menesztő lappal Javasolt alkalmazás: Általános felhasználásra,
Csigasüllyesztő B0 00 B0 00 Hengeresszárú csigasüllyesztő, élű N típusú kivitel, DIN Szerszám alapanyag: HSS gyorsacél, bevonat nélkül Szár: hengeres, menesztő lappal Javasolt alkalmazás: Általános felhasználásra,
MENETTECHNOLÓGIA MADE IN GERMANY
 MENETTECHNOLÓGIA MADE IN GERMANY Tiger-Tools Kft. Tartalomjegyzék Kézi, metrikus 3 Kézi, metrikus, finommenet 4 Gépi, metrikus, egyenes- és csavarthornyú 5 Gépi, metrikus, finommenet, egyenes- és csavarthornyú
MENETTECHNOLÓGIA MADE IN GERMANY Tiger-Tools Kft. Tartalomjegyzék Kézi, metrikus 3 Kézi, metrikus, finommenet 4 Gépi, metrikus, egyenes- és csavarthornyú 5 Gépi, metrikus, finommenet, egyenes- és csavarthornyú
D FEJEZET MARÓSZERSZÁMOK, FÛRÉSZEK
 D FEJEZET MARÓSZERSZÁMOK, FÛRÉSZEK Száras marók HSS, HSSE D1 1 Kúposszárú marók HSS, HSSE D Furatos marók HSS, HSSE D Száras marók keményfém D Váltólapkás marók, lapkák, tartozékok D 1 Fogazó és üregelõ
D FEJEZET MARÓSZERSZÁMOK, FÛRÉSZEK Száras marók HSS, HSSE D1 1 Kúposszárú marók HSS, HSSE D Furatos marók HSS, HSSE D Száras marók keményfém D Váltólapkás marók, lapkák, tartozékok D 1 Fogazó és üregelõ
hungarian Nagyteljesítményű szerszámok
 hungarian Nagyteljesítményű szerok Alkalmazási segédlet színes gyűrűs szer választása A Sutton Tools a száron feltűntetett színes gyűrűkkel kívánja megkönnyíteni Ön ára a szerválasztást, a különböző anyagok
hungarian Nagyteljesítményű szerok Alkalmazási segédlet színes gyűrűs szer választása A Sutton Tools a száron feltűntetett színes gyűrűkkel kívánja megkönnyíteni Ön ára a szerválasztást, a különböző anyagok
Menetmaró. Menet-esztergakés
 Menetmaró CNC menetgyártás rugalmasan, biztonságosan. Mikroszemcsés keményfém, TiAlCN bevonat. Minden fémhez 65 HRc-ig. NB XB NF NBK NBT NS NM SR 60 55 KS* BH* BH* Micro1 Micro2 VL* M2-M36 MF4-tıl UNC/UNF
Menetmaró CNC menetgyártás rugalmasan, biztonságosan. Mikroszemcsés keményfém, TiAlCN bevonat. Minden fémhez 65 HRc-ig. NB XB NF NBK NBT NS NM SR 60 55 KS* BH* BH* Micro1 Micro2 VL* M2-M36 MF4-tıl UNC/UNF
Listaár 2000 HGB HSS. 2016.01.01-től
 Kézi menetfúró készletek HSS DIN 352 Katalógusszám: 2000 Kialakítás: 3 db-os készlet (elő-, közép- és készrevágó) Készrevágó 2-3 bekezdőmenettel, C forma Tűrésosztály: ISO 2-6 H Listaár 2000 HGB HSS 2016.01.01-től
Kézi menetfúró készletek HSS DIN 352 Katalógusszám: 2000 Kialakítás: 3 db-os készlet (elő-, közép- és készrevágó) Készrevágó 2-3 bekezdőmenettel, C forma Tűrésosztály: ISO 2-6 H Listaár 2000 HGB HSS 2016.01.01-től
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Szögmérők, derékszögek, mérőhasábok
 Alapinformációk mérőhasábokhoz Szögmérők, derékszögek, mérőhasábok Mitutoyo hasábok jellemzői: A Mitutoyo a mérőhasábjait a nagy múltra visszatekintő Miyazaki gyárában állítja elő. A Mitutoyo acél illetve
Alapinformációk mérőhasábokhoz Szögmérők, derékszögek, mérőhasábok Mitutoyo hasábok jellemzői: A Mitutoyo a mérőhasábjait a nagy múltra visszatekintő Miyazaki gyárában állítja elő. A Mitutoyo acél illetve
MENETVÁGÓ SZERSZÁMOK. profiline
 MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK
 B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK Központfúrók, NC központfúrók B 7 Hengeresszárú gyorsacél csigafúrók B 7 Kúposszárú gyorsacél csigafúrók B Keményfém és keményfémlapkás csigafúrók B Felfúrók, süllyesztõk,
B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK Központfúrók, NC központfúrók B 7 Hengeresszárú gyorsacél csigafúrók B 7 Kúposszárú gyorsacél csigafúrók B Keményfém és keményfémlapkás csigafúrók B Felfúrók, süllyesztõk,
Érvényes: 2015.12.31-ig FORGÁCSOLÁS. Akciós kiadvány AKCIÓS KIADVÁNY 24 ÓRÁS SZÁLLÍTÁS
 Érvényes: 2015.12.31-ig FORGÁCSOLÁS Akciós kiadvány AKCIÓS KIADVÁNY 24 ÓRÁS SZÁLLÍTÁS AKCIÓS KIADVÁNY / FORGÁCSOLÁS NINCS ANYAG, AMI MEGÁLLÍTJA Tömör keményfém hosszlyukmaró VHM TiAlN Typ N Z 2 45 HA Alkalmazható
Érvényes: 2015.12.31-ig FORGÁCSOLÁS Akciós kiadvány AKCIÓS KIADVÁNY 24 ÓRÁS SZÁLLÍTÁS AKCIÓS KIADVÁNY / FORGÁCSOLÁS NINCS ANYAG, AMI MEGÁLLÍTJA Tömör keményfém hosszlyukmaró VHM TiAlN Typ N Z 2 45 HA Alkalmazható
HELICOIL plus sérült menetek javítása 0140/11.05
 HELICOIL plus sérült menetek javítása 0140/11.05 A menetbetétek nagy teherbírású kötést biztosítanak, különösen az olyan alacsony szilárdságú anyagok esetében, mint az alumínium és magnézium. Több, mint
HELICOIL plus sérült menetek javítása 0140/11.05 A menetbetétek nagy teherbírású kötést biztosítanak, különösen az olyan alacsony szilárdságú anyagok esetében, mint az alumínium és magnézium. Több, mint
Termékkompetencia. Marás _SZAKÉRTELEM A FORGÁCSOLÁSBAN. ConeFit TM szintű flexibilitás. a legmagasabb
 Termékkompetencia _SZAKÉRTELEM A FORGÁCSOLÁSBAN Marás ConeFit TM szintű flexibilitás. a legmagasabb WALTER PROTOTYP ConeFit moduláris rendszer maráshoz A SZERSZÁMRENDSZER moduláris tömör keményfém marórendszer
Termékkompetencia _SZAKÉRTELEM A FORGÁCSOLÁSBAN Marás ConeFit TM szintű flexibilitás. a legmagasabb WALTER PROTOTYP ConeFit moduláris rendszer maráshoz A SZERSZÁMRENDSZER moduláris tömör keményfém marórendszer
Termék leírása. Termék alkalmazása. A szár kialakítása 1.09. Szármaró
 szármaró profiline Termék leírása A legfinomabb szemcséjű nagyteljesítményű keményfémből készült, TiAIN kopásálló bevonattal ellátott RUKO szármarók a vágóélek egyidejű nagy termikus terhelhetősége mellett
szármaró profiline Termék leírása A legfinomabb szemcséjű nagyteljesítményű keményfémből készült, TiAIN kopásálló bevonattal ellátott RUKO szármarók a vágóélek egyidejű nagy termikus terhelhetősége mellett
HCR1325 acél leszúró és beszúró megmunkálásához. Új termékek forgácsoló szakemberek számára. 2015. március
 New 2015. március Új termékek forgácsoló szakemberek számára acél leszúró és beszúró megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest Tel. +36 1 437 0800 Fax +36 1 437 0801
New 2015. március Új termékek forgácsoló szakemberek számára acél leszúró és beszúró megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest Tel. +36 1 437 0800 Fax +36 1 437 0801
ajánlat FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA MI PARTNEREK VAGYUNK Érvényes: 2010. április
 A 10-i akció az ajánlati kiadványban szereplő termékekre vonatkozik az üzlethálózat készletén lévő termékek erejéig készpénzfizetés esetén! Egyéb kedvezménnyel nem összevonható! Akciós időpontok: 2010.
A 10-i akció az ajánlati kiadványban szereplő termékekre vonatkozik az üzlethálózat készletén lévő termékek erejéig készpénzfizetés esetén! Egyéb kedvezménnyel nem összevonható! Akciós időpontok: 2010.
Szakértelem a beszúrás és beszúró esztergálás területén
 Termék kézikönyv Beszúrás és beszúró esztergálás _ Walter Cut Szakértelem a beszúrás és beszúró esztergálás területén TARTALOM Beszúrás és beszúró esztergálás 2 Walter Cut Beszúró- és beszúróesztergáló
Termék kézikönyv Beszúrás és beszúró esztergálás _ Walter Cut Szakértelem a beszúrás és beszúró esztergálás területén TARTALOM Beszúrás és beszúró esztergálás 2 Walter Cut Beszúró- és beszúróesztergáló
Félautomata menetvágógépek
 Félautomata menetvágógépek REMS Unimat for Professionals Nagyon gazdaságos Egyedi és sorozatgyártás Egyszerű kezelés Gyorsan beállítható Rudak Csövek Bordázott betonacél Metrikus csavar menetek Hengeres
Félautomata menetvágógépek REMS Unimat for Professionals Nagyon gazdaságos Egyedi és sorozatgyártás Egyszerű kezelés Gyorsan beállítható Rudak Csövek Bordázott betonacél Metrikus csavar menetek Hengeres
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
Gépi menetfúró Nagyteljesítményő menetfúrók M és MF
 Gépi menetfúró Nagyteljesítményő menetfúrók M és MF (60 ) ST2 - STEEL (piros) IT2 - INOX (kék) AT2 - ALU (zöld) BT1 - BRONZ (sárga) DIN31/DIN36/DIN34-B. Tőrés: 6H. HSSE+TiN. Egyenes hornyú menetfúró forgácsterelıvel.
Gépi menetfúró Nagyteljesítményő menetfúrók M és MF (60 ) ST2 - STEEL (piros) IT2 - INOX (kék) AT2 - ALU (zöld) BT1 - BRONZ (sárga) DIN31/DIN36/DIN34-B. Tőrés: 6H. HSSE+TiN. Egyenes hornyú menetfúró forgácsterelıvel.
Megmunkálások. Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Megmunkálás típusa: Nemesített/edzett állapot: régen ma
 KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
Kisméretű alkatrészek megmunkálása
 SANDVIK COROMANT FORGÁCSOLÓSZERSZÁMOK Kisméretű alkatrészek megmunkálása ESZTERGÁLÁS LESZÚRÁS ÉS BESZÚRÁS MENETKÉSZÍTÉS MARÁS FÚRÁS Tartalomjegyzék Bevezetés 2 Csúszófejes gépek 4 Rendelési információk
SANDVIK COROMANT FORGÁCSOLÓSZERSZÁMOK Kisméretű alkatrészek megmunkálása ESZTERGÁLÁS LESZÚRÁS ÉS BESZÚRÁS MENETKÉSZÍTÉS MARÁS FÚRÁS Tartalomjegyzék Bevezetés 2 Csúszófejes gépek 4 Rendelési információk
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
Félautomata menetvágógépek
 Félautomata menetvágógépek REMS Unimat 75 REMS Unimat 77 for Professionals Nagyon gazdaságos Egyedi és sorozatgyártás Egyszerű kezelés Gyorsan beállítható Rudak Csövek Bordázott betonacél Metrikus csavar
Félautomata menetvágógépek REMS Unimat 75 REMS Unimat 77 for Professionals Nagyon gazdaságos Egyedi és sorozatgyártás Egyszerű kezelés Gyorsan beállítható Rudak Csövek Bordázott betonacél Metrikus csavar
CSAVAROS LEMEZLYUKASZTÓK. profiline
 CSAVAROS LEMEZLYUKASZTÓK profiline Termék leírása Vékonyfalú anyagok néhány mozdulattal, gyorsan, fáradtságmentesen, tisztán és sorjamentesen kilyukaszthatóak. Jobb felfekvés a 3 pontos kivágásnak köszönhetően,
CSAVAROS LEMEZLYUKASZTÓK profiline Termék leírása Vékonyfalú anyagok néhány mozdulattal, gyorsan, fáradtságmentesen, tisztán és sorjamentesen kilyukaszthatóak. Jobb felfekvés a 3 pontos kivágásnak köszönhetően,
Csavaros lemezlyukasztók
 CSAVAROS LEMEzlyUKAsztóK Csavaros lemezlyukasztók vékonyfalú anyagok néhány mozdulattal, gyorsan, fáradtságmentesen, tisztán és sorjamentesen kilyukaszthatóak. jobb felfekvés a 3 pontos kivágásnak köszönhetően,
CSAVAROS LEMEzlyUKAsztóK Csavaros lemezlyukasztók vékonyfalú anyagok néhány mozdulattal, gyorsan, fáradtságmentesen, tisztán és sorjamentesen kilyukaszthatóak. jobb felfekvés a 3 pontos kivágásnak köszönhetően,
CSAVAROS LEMEZLYUKASZTÓK. profiline
 CSAVAROS LEMEZLYUKASZTÓK profiline Termék leírása Vékonyfalú anyagok néhány mozdulattal, gyorsan, fáradtságmentesen, tisztán és sorjamentesen kilyukaszthatóak. Jobb felfekvés a 3 pontos kivágásnak köszönhetően,
CSAVAROS LEMEZLYUKASZTÓK profiline Termék leírása Vékonyfalú anyagok néhány mozdulattal, gyorsan, fáradtságmentesen, tisztán és sorjamentesen kilyukaszthatóak. Jobb felfekvés a 3 pontos kivágásnak köszönhetően,
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
650 ILLEsZtŐsZEGEK. 670 MENEtEs 671 ACÉLGOLYÓK. HErNYÓCsAVArOK. Oldal...620. Oldal...596-602. D-FEJŰ BELsŐ. BELsŐ. KÉsZLEtEK.
 CsOpOrt 600 BELsŐ KULCsNYILÁsÚ CsAVArOK CsOpOrt 602 BELsŐ KULCsNYÍLÁsÚ HErNYÓCsAVArOK Oldal...........596602 Oldal.......................603 CsOpOrt 604 BELsŐ KULCsNYÍLÁsÚ süllyesztett FEJŰ CsAVArOK CsOpOrt
CsOpOrt 600 BELsŐ KULCsNYILÁsÚ CsAVArOK CsOpOrt 602 BELsŐ KULCsNYÍLÁsÚ HErNYÓCsAVArOK Oldal...........596602 Oldal.......................603 CsOpOrt 604 BELsŐ KULCsNYÍLÁsÚ süllyesztett FEJŰ CsAVArOK CsOpOrt
ZEBRA HSS-E Gépi menetfúró
 ZEBRA HSS-E WÜRTH Szereléstechnika Kft. - 2040 Budaörs, Gyár u. 2. - Tel.:(00 36) 23/48- - Nyomtatva Magyarországon P 04 282/M 05 2080 02/200 P 04 282 Vak és átmenõ metrikus ISO-menetek elõállítására a
ZEBRA HSS-E WÜRTH Szereléstechnika Kft. - 2040 Budaörs, Gyár u. 2. - Tel.:(00 36) 23/48- - Nyomtatva Magyarországon P 04 282/M 05 2080 02/200 P 04 282 Vak és átmenõ metrikus ISO-menetek elõállítására a
PERFOR Szerszámkereskedelmi Kft.
 PERFOR Szerszámkereskedelmi Kft. Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 212 Mőszaki információ Forgácsolási adatok Perfor Kft 212 Tartalomjegyzék Elsı
PERFOR Szerszámkereskedelmi Kft. Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 212 Mőszaki információ Forgácsolási adatok Perfor Kft 212 Tartalomjegyzék Elsı
menetjavító szerszám A menetek több ok miatt is károsodhatnak.
 Menetjavító szerszám 07 menetjavító szerszám A menetek több ok miatt is károsodhatnak. A korrózió, a kopás vagy a csavarok túl nagy meghúzási nyomatéka csak néhány ezek közül. A RUKO Procoil menetjavító
Menetjavító szerszám 07 menetjavító szerszám A menetek több ok miatt is károsodhatnak. A korrózió, a kopás vagy a csavarok túl nagy meghúzási nyomatéka csak néhány ezek közül. A RUKO Procoil menetjavító
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
MÉRETELLENŐRZŐ- ESZKÖZÖK
 04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
Mechanikus szorítóelemek, rezgéscsillapító gépelátétek
 eszorító karom rövid, önbeálló U alakú alátéttel 00 00 eszorító karom, fokozat nélkül állítható. Nemesített acél, horganyzott. Thorony ral, alátéttel, anyával, önbeálló U alátéttel szállítjuk. Nr. 3 Thorony
eszorító karom rövid, önbeálló U alakú alátéttel 00 00 eszorító karom, fokozat nélkül állítható. Nemesített acél, horganyzott. Thorony ral, alátéttel, anyával, önbeálló U alátéttel szállítjuk. Nr. 3 Thorony
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
AKCIÓS TARTOZÉK AJÁNLATAINK
 AKCIÓS TARTOZÉK AJÁNLATAINK Az akció 2016.06.13. 2016.09.30. között, illetve a készlet erejéig érvényes! Tartalomjegyzék SDS-MAX 4 élű fúrók... 3 SDS-plus 4 élű fúrók... 4 SDS-plus 2 élű fúrók... 5 Betonfúrók
AKCIÓS TARTOZÉK AJÁNLATAINK Az akció 2016.06.13. 2016.09.30. között, illetve a készlet erejéig érvényes! Tartalomjegyzék SDS-MAX 4 élű fúrók... 3 SDS-plus 4 élű fúrók... 4 SDS-plus 2 élű fúrók... 5 Betonfúrók
Szárnyvastagság 56-92 mm. Alapszínek
 Gyártmányismertetö GU emelötoló és emelötoló-bukó vasalatok Alkalmazás A G.U-emelötoló-bukó vasalatok alkalmazási területei: 2-6 részes emelötoló ajtók 2-4 részes emelötoló ablakok a mindenkori tokborítással
Gyártmányismertetö GU emelötoló és emelötoló-bukó vasalatok Alkalmazás A G.U-emelötoló-bukó vasalatok alkalmazási területei: 2-6 részes emelötoló ajtók 2-4 részes emelötoló ablakok a mindenkori tokborítással
Forgácsoló szerszámok Áttekintés
 4. Forgácsoló szerszámok Forgácsoló szerszámok Áttekintés HSS gravírozó marók 310 312 314 315 Miniatűr turbómarók/simítómarók Keményfém turbómarók, szár-ø 2,35 mm Turbómarók alumínium megmunkáláshoz Tartozékok
4. Forgácsoló szerszámok Forgácsoló szerszámok Áttekintés HSS gravírozó marók 310 312 314 315 Miniatűr turbómarók/simítómarók Keményfém turbómarók, szár-ø 2,35 mm Turbómarók alumínium megmunkáláshoz Tartozékok
TARTOZÉKVÁLASZTÉK A TÖKÉLETES SZERSZÁMOKHOZ TÖKÉLETES TARTOZÉKOKRA VAN SZÜKSÉG.
 work. don t play. TARTOZÉKVÁLASZTÉK A TÖKÉLETES SZERSZÁMOKHOZ TÖKÉLETES TARTOZÉKOKRA VAN SZÜKSÉG. TARTALOMJEGYZÉK NINCS MINDENÜNK. DE MINDENNEL SZOLGÁLHATUNK, AMIRE ÖNNEK SZÜKSÉGE VAN. A Metabo az elektromos
work. don t play. TARTOZÉKVÁLASZTÉK A TÖKÉLETES SZERSZÁMOKHOZ TÖKÉLETES TARTOZÉKOKRA VAN SZÜKSÉG. TARTALOMJEGYZÉK NINCS MINDENÜNK. DE MINDENNEL SZOLGÁLHATUNK, AMIRE ÖNNEK SZÜKSÉGE VAN. A Metabo az elektromos
Kiváló hatékonyságot és termelékenységet biztosító Balinit bevonatok
 Kiváló hatékonyságot és termelékenységet biztosító Balinit bevonatok Optimális megoldás a stancoló és hidegalakító szerszámok kopás elleni védelmére Hidegalakítás A Balinit a szerszámait egy új minőségi
Kiváló hatékonyságot és termelékenységet biztosító Balinit bevonatok Optimális megoldás a stancoló és hidegalakító szerszámok kopás elleni védelmére Hidegalakítás A Balinit a szerszámait egy új minőségi
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel. Vezérlőpanel MT 100 13.
 Optimum Katalógus 2015-16 további információkért látogasson el weboldalunkra: mill MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel További információkat a
Optimum Katalógus 2015-16 további információkért látogasson el weboldalunkra: mill MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel További információkat a
1) Ismertesse az egyélű szerszám alakját!
 Ismertesse az egyélű szerszám alakját!") 1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
1 HSS fúrók. 2 Tömör keményfém fúrók Fúrás. 3 Váltólapkás fúrók. 4 Dörzsárak és süllyesztő szerszámok. 5 Menetfúrók és menetmetszők
 1 HSS fúrók 2 Tömör keményfém fúrók Fúrás 3 Váltólapkás fúrók 4 Dörzsárak és süllyesztő szerszámok 5 Menetfúrók és menetmetszők Menet 6 Cirkulár- és menetmarók 8 Váltólapkás esztergaszerszámok Esztergálás
1 HSS fúrók 2 Tömör keményfém fúrók Fúrás 3 Váltólapkás fúrók 4 Dörzsárak és süllyesztő szerszámok 5 Menetfúrók és menetmetszők Menet 6 Cirkulár- és menetmarók 8 Váltólapkás esztergaszerszámok Esztergálás
Schachermayer AKCIÓ. BMG akció 2016/1
 AKCIÓ Schachermayer BMG akció 2016/1 Érvényes: 2016. janu 4. - 2016. mcius 31-ig, illetve a készlet erejéig. A feltüntetett ak nettó ak, forintban és ÁFA nélkül értendők. Az esetleges nyomdai hibákért
AKCIÓ Schachermayer BMG akció 2016/1 Érvényes: 2016. janu 4. - 2016. mcius 31-ig, illetve a készlet erejéig. A feltüntetett ak nettó ak, forintban és ÁFA nélkül értendők. Az esetleges nyomdai hibákért
www.menet-szerszam.hu MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.)
") Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
ÁRLISTA. INOX - Magasan ötvözött, rozsda és saválló acélokra, Rm 1000Mpa szakítószilárdságig. HSSCo5 FÚRÓ
 INOX - Magasan ötvözött, rozsda és saválló acélokra, Rm 1000Mpa szakítószilárdságig csúcsszög δ=130 ; Tűrés:h8 w2-101811-0100 DIN-338 1,00 HSSCo5 INOX w2-101811-0110 DIN-338 1,10 HSSCo5 INOX w2-101811-0120
INOX - Magasan ötvözött, rozsda és saválló acélokra, Rm 1000Mpa szakítószilárdságig csúcsszög δ=130 ; Tűrés:h8 w2-101811-0100 DIN-338 1,00 HSSCo5 INOX w2-101811-0110 DIN-338 1,10 HSSCo5 INOX w2-101811-0120
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
ÉRVÉNYES: ÁRFORGÁCSOLÓ FÚRÓSZERSZÁMOK SÜLLYESZTŐSZERSZÁMOK MENETSZERSZÁMOK MARÓK
 ÉRVÉNYES: 2019.02.11-2019.06.30. 2019 ÁRFORGÁCSOLÓ FÚRÓSZERSZÁMOK SÜLLYESZTŐSZERSZÁMOK MENETSZERSZÁMOK MARÓK A VÁLASZTÁS SZABADSÁGA 70.000 PRÉMIUM MINŐSÉGŰ SZERSZÁM EGY HELYEN A BESZERZÉS ÚJ VILÁGA: www.hahn-kolb.hu
ÉRVÉNYES: 2019.02.11-2019.06.30. 2019 ÁRFORGÁCSOLÓ FÚRÓSZERSZÁMOK SÜLLYESZTŐSZERSZÁMOK MENETSZERSZÁMOK MARÓK A VÁLASZTÁS SZABADSÁGA 70.000 PRÉMIUM MINŐSÉGŰ SZERSZÁM EGY HELYEN A BESZERZÉS ÚJ VILÁGA: www.hahn-kolb.hu
» Menetjavító szerszám
 » Menetjavító szerszám Menet-utánvágók A RUKO külső- és belsőmenet-utánvágóival költségeket takaríthat meg a karbantartási és telepítési munkák során, építkezéseken, a mezőgazdaságban, gépjárművek javításánál
» Menetjavító szerszám Menet-utánvágók A RUKO külső- és belsőmenet-utánvágóival költségeket takaríthat meg a karbantartási és telepítési munkák során, építkezéseken, a mezőgazdaságban, gépjárművek javításánál
2011. tavaszi félév. Fogaskerékgyártás. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
Bemutatkozás. Alapítva: 1999. Magyarország. Ipari minőség
 Bemutatkozás Weko 1999 óta aktívan működő szerszám nagykereskedelmi vállalkozás lefedi az ipari szerszámok többségét, a kínálatában a kézi-, forgácsolószerszámok, rögzítés technika, szorítók, darabolás
Bemutatkozás Weko 1999 óta aktívan működő szerszám nagykereskedelmi vállalkozás lefedi az ipari szerszámok többségét, a kínálatában a kézi-, forgácsolószerszámok, rögzítés technika, szorítók, darabolás
Katalógus FÚRÓSZERSZÁMOK
 Katalógus FÚRÓSZERSZÁMOK KATALÓGUS TARTALOM Oldal CSIGAFÚRÓK CSIGAFÚRÓK - EXTRA RÖVID TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 3xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 5xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 8xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK
Katalógus FÚRÓSZERSZÁMOK KATALÓGUS TARTALOM Oldal CSIGAFÚRÓK CSIGAFÚRÓK - EXTRA RÖVID TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 3xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 5xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 8xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK
tem S H e g e s z t õ 5 8 siegmund
 58 Lap Lap Basic 00x00x25 60 Basic x00x25 62 Basic 00x00x25 64 Basic 00xx25 66 Basic 2400xx25 68 Basic 3000xx25 70 Öntöttvas hegesztőasztal x600x0 72 Öntöttvas hegesztőasztal x7x0 74 Professional 00x00x0
58 Lap Lap Basic 00x00x25 60 Basic x00x25 62 Basic 00x00x25 64 Basic 00xx25 66 Basic 2400xx25 68 Basic 3000xx25 70 Öntöttvas hegesztőasztal x600x0 72 Öntöttvas hegesztőasztal x7x0 74 Professional 00x00x0
Mérettáblázat a BS EN ISO 4762 DIN 912 szerint. Tövigmenetes (natúr) Ár QFT-600 Ft/100 db - - - - - - - - - - - - - tövigmenetes.
 Ár QFT-600 Ft/100 db - - - - - - - - - - - - - tövigmenetes.") RöGZíTÉSTEchNIKA csoport 600 BELSŐ KULcSNYíLÁSÚ csavarok Belső kulcsnyílású csavarok metrikus Magasan ötvözött acél, BS EN ISO 898/1 szabv. szerint. Szilárdság 12.9. Nagy húzóterhelésű alkalmazásoknál
RöGZíTÉSTEchNIKA csoport 600 BELSŐ KULcSNYíLÁSÚ csavarok Belső kulcsnyílású csavarok metrikus Magasan ötvözött acél, BS EN ISO 898/1 szabv. szerint. Szilárdság 12.9. Nagy húzóterhelésű alkalmazásoknál
1. táblázat. Szórt bevonatokhoz használható fémek és kerámiaanyagok jellemzői
 5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
Gépszerkezettan. A gépelemek méretezésének alapjai
 Gépszerkezettan A gépelemek méretezésének alapjai 1. A gépelemek méretezésének alapjai A gépalkatrészeket leggyakrabban szilárdsági alapon, a megengedhető feszültség figyelembevételével méretezzük. Szükséges:
Gépszerkezettan A gépelemek méretezésének alapjai 1. A gépelemek méretezésének alapjai A gépalkatrészeket leggyakrabban szilárdsági alapon, a megengedhető feszültség figyelembevételével méretezzük. Szükséges:
Az innovácó a szakterületünk!
 Tervezés Fejlesztés Megvalósítás Az innovácó a szakterületünk! A 16 System rendszer könnyedsége és pontossága ideális a finom fémipari alkatrészekhez. A széles skálájú tartalékrészek segítségével gyakorlatilag
Tervezés Fejlesztés Megvalósítás Az innovácó a szakterületünk! A 16 System rendszer könnyedsége és pontossága ideális a finom fémipari alkatrészekhez. A széles skálájú tartalékrészek segítségével gyakorlatilag
CSOPORT CSOPORT CSOPORT
 404 Tárolódobozok Oldal........276-277 405 PolCok 405 MUnkAPAdok köszörült lapos szerszámacéllap 413 415 HÉzAGoló lemezek Oldal.......................278 Oldal........279-280 Oldal.......................281
404 Tárolódobozok Oldal........276-277 405 PolCok 405 MUnkAPAdok köszörült lapos szerszámacéllap 413 415 HÉzAGoló lemezek Oldal.......................278 Oldal........279-280 Oldal.......................281
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
Nagyteljesítményű maró NVDS Akár 15-ször gyorsabb bemerülés
 passion for precision Nagyteljesítményű maró NVDS Akár 15-ször gyorsabb bemerülés Megújult forgácsolási adatkalkulátor ToolExpert Az NVDS-technológia 7 dimenziója eddig elérhetetlen teljesítmények előtt
passion for precision Nagyteljesítményű maró NVDS Akár 15-ször gyorsabb bemerülés Megújult forgácsolási adatkalkulátor ToolExpert Az NVDS-technológia 7 dimenziója eddig elérhetetlen teljesítmények előtt
LI-ION AKKUMULÁTOROS GÉPEK 18-36 V
 LI-ION AKKUMULÁTOROS GÉPEK 18-36 V BCS550RFE AKKUS FÉMVÁGÓ KÖRFŰRÉSZ Akkufeszültség: 18 V / 3,0 Ah Fordulatszám: 3.600/perc Tárcsaátmérő: 136 x 20 mm Vágásteljesítmény: 0-51 mm Súly: 2,6 kg BPB180RFE AKKUS
LI-ION AKKUMULÁTOROS GÉPEK 18-36 V BCS550RFE AKKUS FÉMVÁGÓ KÖRFŰRÉSZ Akkufeszültség: 18 V / 3,0 Ah Fordulatszám: 3.600/perc Tárcsaátmérő: 136 x 20 mm Vágásteljesítmény: 0-51 mm Súly: 2,6 kg BPB180RFE AKKUS
P M K. K10 - - 05-20 ü. Alkalmas külsõ esztergakésekhez. Rend. szám. Minős. NFI VF. ISO jelölés. QX500 10-25 - - ü ü ü ü
 FORGÁCSOÓ SZERSZÁMOK 120 TNMG APKÁK ISO ESZTERGÁÁS Forgácstörö PG Forgácstörö NF3 NM5 NM6 NM7 NR8 NR9 Alkalmazás Simítás Középnagyolás Középnagyolás Középnagyolás Nagyolás Nagyolás ISO jelölés P M K P
FORGÁCSOÓ SZERSZÁMOK 120 TNMG APKÁK ISO ESZTERGÁÁS Forgácstörö PG Forgácstörö NF3 NM5 NM6 NM7 NR8 NR9 Alkalmazás Simítás Középnagyolás Középnagyolás Középnagyolás Nagyolás Nagyolás ISO jelölés P M K P
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
E FEJEZET GÉPTARTOZÉKOK
 E FEJEZET GÉPTRTOZÉKOK efogófejek E Kiesztergálófejek E Esztergatokmányok, felfogótüskék E 9 Késtartók E 7 Csúcsok, menesztõk E 97 Gépsatuk, osztófejek, körasztalok E 99 Mechanikus szorítóelemek, rezgéscsillapító
E FEJEZET GÉPTRTOZÉKOK efogófejek E Kiesztergálófejek E Esztergatokmányok, felfogótüskék E 9 Késtartók E 7 Csúcsok, menesztõk E 97 Gépsatuk, osztófejek, körasztalok E 99 Mechanikus szorítóelemek, rezgéscsillapító
TITEX szerszámújdonságok a Fairtool kínálatában!
 TITEX szerszámújdonságok a Fairtool kínálatában! 1.Nagy teljesítményű gyorsacél csigafúrók VA INOX. - Különleges szerszámgeometria és bevonat kombináció - A szokványos bevonatos gyorsacél csigafúrókhoz
TITEX szerszámújdonságok a Fairtool kínálatában! 1.Nagy teljesítményű gyorsacél csigafúrók VA INOX. - Különleges szerszámgeometria és bevonat kombináció - A szokványos bevonatos gyorsacél csigafúrókhoz
Termék leírása 1.10. Nagyteljesítményű keményfémből készült turbómarók
 » TURBÓMARÓK Termék leírása A nagyteljesítményű keményfémből készült turbómarók nagy vágóél stabilitással rendelkeznek az élek ezzel egyidejű szívóssága mellett. Nagyteljesítményű keményfémből készült
» TURBÓMARÓK Termék leírása A nagyteljesítményű keményfémből készült turbómarók nagy vágóél stabilitással rendelkeznek az élek ezzel egyidejű szívóssága mellett. Nagyteljesítményű keményfémből készült
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Réz Bronz Co-Ni Ti Mőa. Vc P029, P Vc P391F, P392F f D 2 D 5 D10 D15
 P029 - Phoenix extra rövid P391F - Phoenix-Futura extra rövid DIN1897, HSSE5, horony: S-38, csúcs: 130, fényes, élezés: 1/3-2/3, átmérı tőrés: h8. NC gépekre: erısített lélekvastagság, széles horony, biztonságos
P029 - Phoenix extra rövid P391F - Phoenix-Futura extra rövid DIN1897, HSSE5, horony: S-38, csúcs: 130, fényes, élezés: 1/3-2/3, átmérı tőrés: h8. NC gépekre: erısített lélekvastagság, széles horony, biztonságos
költségcsökkentô megoldások Menetmegmunkálás Az akció érvényes 2014 december 31.-ig! menetfúrás PATENTED GUN POINT SPIRAL FLUTE menetesztergálás
 öltségcsöentô megoláso Menetmegmunálás Az ació érvényes 2014 ecember 31.-ig! menetfúrás SIRA FUTE GUN OINT ATENTE menetesztergálás MENETMEGMUNKÁÁS COMBO TA COMBO TA SIRA FUTE GUN OINT ATENTE COMBO TA TM
öltségcsöentô megoláso Menetmegmunálás Az ació érvényes 2014 ecember 31.-ig! menetfúrás SIRA FUTE GUN OINT ATENTE menetesztergálás MENETMEGMUNKÁÁS COMBO TA COMBO TA SIRA FUTE GUN OINT ATENTE COMBO TA TM
4. Sajtolás és fröccs-sajtolás
 4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
Mágnesek, mágnesasztalok
 Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA
 FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA Mi partnerek vagyunk! Közös a jövõnk... Az Ön Partnere: Érvényes: 2010. október 1-2011. március 31. 2010/2011 ajánlat Cserélhetô fejes tömör keményfém fúrók A DORMER
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA Mi partnerek vagyunk! Közös a jövõnk... Az Ön Partnere: Érvényes: 2010. október 1-2011. március 31. 2010/2011 ajánlat Cserélhetô fejes tömör keményfém fúrók A DORMER
MUNKAANYAG. Dzúró Zoltán. Tengelyszerű munkadarab készítése XY típusú. esztergagépen, a munkafolyamat, a méret-, alakpontosság
 Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Szám János. Dörzsárazás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Szám János Dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-023-30
Szám János Dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-023-30
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
ROSCAMAT. Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A.
 KEZELÉSI UTASÍTÁS ROSCAMAT Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A. Pol. Ind. Pla dels Vinyats, nau 2 08250 St.Joan de Vilatorrada (Barcelona) Spain 938764359 938764242 938767738 938764044 E-mail:
KEZELÉSI UTASÍTÁS ROSCAMAT Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A. Pol. Ind. Pla dels Vinyats, nau 2 08250 St.Joan de Vilatorrada (Barcelona) Spain 938764359 938764242 938767738 938764044 E-mail:
Gazdaságos csiszolóvászon ívek Ragasztókötésû csiszolószemcsék nagyon rugalmas J-súlyú kék vászonlapon.
 200 CSISZOLÓSZALAGOK/CSISZOLÓSZIVACSOK Kézi csiszolótömb Kompaund gumiból készült, ívelt és lapos oldallal. A vászon rögzítését és a pozícionálást fémstiftek szolgálják.alkalmas az összes típusú bevonatos
200 CSISZOLÓSZALAGOK/CSISZOLÓSZIVACSOK Kézi csiszolótömb Kompaund gumiból készült, ívelt és lapos oldallal. A vászon rögzítését és a pozícionálást fémstiftek szolgálják.alkalmas az összes típusú bevonatos
Ötvözött szerkezeti acélok Raktári program
 Ötvözött szerkezeti acélok Raktári program ThyssenKrupp Ferroglobus ThyssenKrupp Hetedik kiadás 2006. április Ötvözetlen és alacsony ötvözésû lemeztermékek Betonacélok Szerszámacélok Melegen hengerelt
Ötvözött szerkezeti acélok Raktári program ThyssenKrupp Ferroglobus ThyssenKrupp Hetedik kiadás 2006. április Ötvözetlen és alacsony ötvözésû lemeztermékek Betonacélok Szerszámacélok Melegen hengerelt