NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
|
|
|
- Tibor Kocsis
- 9 évvel ezelőtt
- Látták:
Átírás
1 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015.

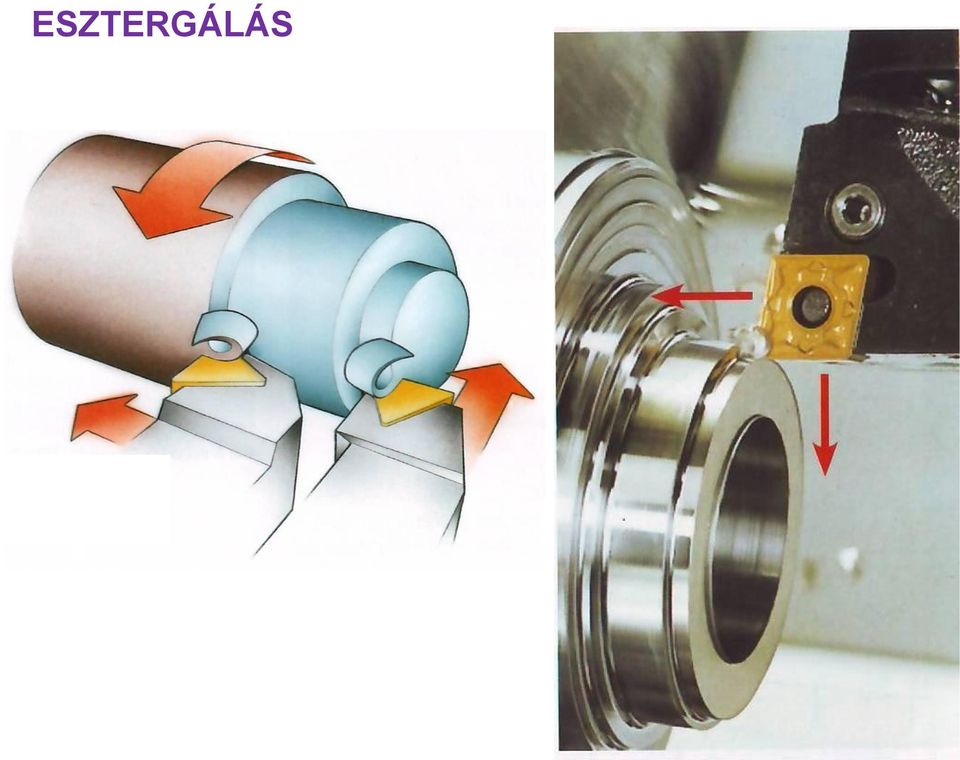
2 ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló alakú munkadarabok. Az esztergálás egyélű szerszámmal, - állandó keresztmetszetű forgács folyamatos leválasztásával - végzett forgácsolás.

3 n a ESZTERGÁLÁS f v FORGÁCSOLÁSI SEBESSÉG n FORDULATSZÁM a FOGÁSMÉLYSÉG f - ELŐTOLÁS FORGÁCSOLÓ FŐMOZGÁS: FORGÓ MELLÉKMOZGÁS: HALADÓ TENGELY IRÁNYÚ: HOSSZ SURÁR IRÁNYÚ: KERESZT MINDKÉT IRÁNYBAN ESZTERGÁLÁS PÁLYAMENTI FORG. FŐMOZGÁST A MUNKADARAB MELLÉKMOZGÁST A SZERSZÁM VÉGZI Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )

4 ESZTERGÁLÁS
5 SZÉCHENYI ISTVÁN EGYETEM GYŐR Esztergálás Esztergálás fokozatai és pontossága Nagyolás pontossága: IT 12-14, érdessége: Ra = 12,5 Félsimítás: pontossága: IT10-11, érdessége: Ra = 3,2-12,5. Simítás: pontossága: IT7-9, az érdesség: Ra = 1,6-6,3

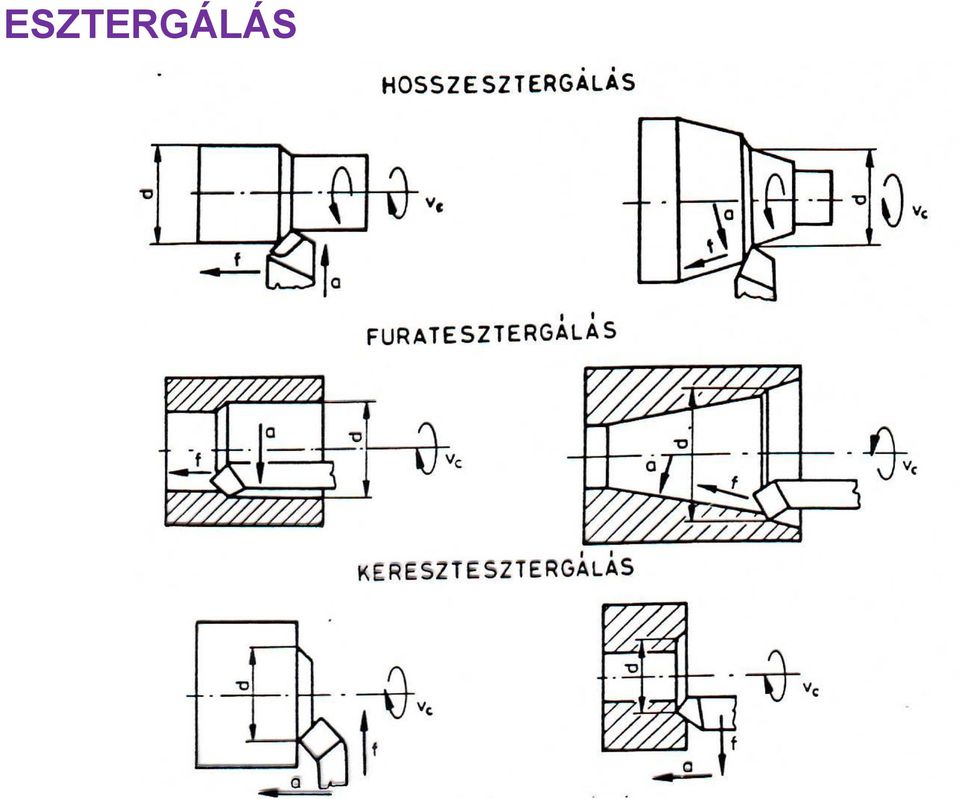
6 SZÉCHENYI ISTVÁN EGYETEM GYŐR Esztergálás Esztergálás változatai: Hosszesztergálás Beszúró esztergálás Keresztesztergálás, síkesztergálás Menetesztergálás Furatesztergálás

7 ESZTERGÁLÁS FELOSZTÁSA: MEGMUNKÁLÁS HELYE SZERINT: KÜLSŐ PALÁST ESZTERGÁLÁS BELSŐ FURAT ESZTERGÁLÁS ELŐÁLLÍTOTT FELÜLET SZERINT: - HENGERES - SÍK (FORGÁSTENGELYRE MERŐLEGES) - KÚP - FORGÁSTEST (GÖMB, PROFILOS) - MENET - KÜLÖNLEGES POLIGON (SOKSZÖG) HÁTRAESZTERGÁLT (SPIRÁL) Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
 Forrás: Dr.")
8 ESZTERGÁLÁS
9 ESZTERGÁLÁS

10 Nagyoló hosszesztergálás VIDEO 10
11 Alakos felület esztergálása VIDEO Dr. Kodácsy János: Forgácsolás szerszámai E-tananyag,

12 Beszúrás furatban VIDEO Forrás: Dr. Kodácsy János: Forgácsolás szerszámai E-tananyag,

13 ESZTERGÁLÁS v (n) A f a n MDB. FORDULATSZÁM κ b = a / sin h = f sin κ κ A = b h = a f v f v FORGÁCSOLÁSI SEBESSÉG v f ELŐTOLÁSI SEBESSÉG f ELŐTOLÁS a FOGÁSMÉLYSÉG h FORGÁCSVASTAGSÁG b FORGÁCSSZÉLESSÉG A FORGÁCS KERESZTMETSZET Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )

14 SZÉCHENYI ISTVÁN EGYETEM GYŐR Esztergálás Eszterga szerszámok

15 ESZTERGÁLÁS SZERSZÁMA: EGYÉLŰ FORGÁCSOLÁSI IRÁNYA SZERINT: - JOBBOS - BALOS - SEMLEGES JELLEGE SZERINT: KÜLSŐ BELSŐ KIVITELE SZERINT: - TÖMÖR - FORRASZTOTT LAPKÁS - SZERELT VÁLTÓLAPKÁS ANYAGA SZERINT: - HSS - HW, HT, HC, HF - CA, CM, CN, CC, CR - BN, DP, (CBN, PKB, PKD) Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
 Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II.")
16 Keménység / vágósebesség Szerszámanyagok összehasonlítása GYÉMÁNT KÖBÖS BÓRNITRID IDEÁLIS ÉLANYAG KERÁMIA CERMET KEMÉNYFÉM GYORSACÉL Szívósság / előtolás

17 Tömör - gyorsacél Az esztergakés élgeometriáját köszörüléssel alakítják ki a HSS hasábból

18 Tömör, HSS kések

19 Forrasztott lapkás kések Forrás: Dr. Kodácsy János: Forgácsolás szerszámai E-tananyag, 2010

20 Szerelt lapkás szerszám Forrás: Dr. Kodácsy János: Forgácsolás szerszámai E-tananyag, 2010



21 SZÉCHENYI ISTVÁN EGYETEM GYŐR Esztergálás Eszterga szerszámok 1 egyenes esztergakés, 2 hajlított, 3 homlokélű, 4 oldalélű, 5 sarok, 6 széles, 7 beszúró, 8 furatkés átmenő furathoz, 9 furatkés zsákfurathoz, 10 hegyes esztergakés
22 VÁLTÓLAPKÁS KÉSEK ÉS A LEHETSÉGES FORGÁCSOLÁSI IRÁNYOK
23 A MUNKADARAB BEFOGÁSA ESZTERGÁN
24 MUNKADARAB BEFOGÁSA ESZTERGÁN 3 pofás tokmány
25 MUNKADARAB BEFOGÁSA ESZTERGÁN Síktárcsa
26 MUNKADARAB BEFOGÁSA ESZTERGÁN BEFOGÁS SÍKTÁRCSÁN PATRONOS BEFOGÁS - HÚZOTT CSISZOLT SZÁLANYAG - 0,1 0,15 TŰRÉSSEL KICSI ÁTFOGÁSI TARTOMÁNY! BEFOGÁS EXPANZIÓS TÜSKÉN
27 MUNKADARAB BEFOGÁSA ESZTERGÁN Patronos befogó
28 MUNKADARAB BEFOGÁSA ESZTERGÁN Szegnyereg
29 MUNKADARAB BEFOGÁSA ESZTERGÁN BEFOGÁS CSÚCSOK KÖZÉ MENESZTÉS - ESZTERGASZÍV - HOMLOKMENESZTŐ FORGÓ CSÚCS ÁLLÓ CSÚCS FÉL CSÚCS
30 MUNKADARAB BEFOGÁSA ESZTERGÁN Esztergaszív
31 MUNKADARAB BEFOGÁSA ESZTERGÁN Forgócsúcs Állócsúcs
32 Csúcsfészek fúrók
33 A MUNKADARAB BEFOGÁSA BEFOGÁS TOKMÁNYBA l d l d < 3 BEFOGÁS TOKMÁNYBA 3 < l d < 12 CSÚCCSAL MEGTÁMASZTVA l d > 12 BÁBBAL ÁLLÓ BÁB MOZGÓ BÁB A SZERSZÁMMAL SZEMBEN!
34 MUNKADARAB BEFOGÁSA ESZTERGÁN BÁB
35 Dr. Kodácsy János: Forgácsolás szerszámai E-tananyag, 2010 BÁB
36 KÚP ESZTERGÁLÁSA Rövid kúpok esztergálása esztergakéssel Meredek kúpok esztergálása a késszán elfordításával
37 KÚP ESZTERGÁLÁSA
38 KÚP ESZTERGÁLÁSA
39 KÚP ESZTERGÁLÁSA
40 KÚP ESZTERGÁLÁSA Pl. 1 : 20-as kúp esztergálása: Két csúcs közé be kell fogni egy olyan hengeres tüskét, melynek ütése a központfuratokhoz képest minimális. A késtartóba egy mérőórát kell úgy rögzíteni, hogy a tapintója kb. csúcsmagasságban legyen. Ezután a durva beállítást végezzük el, a kézi szán elforgatásával, a kívánt szögre, esetünkben 1º26', persze a perceket csak saccolni lehet. Ekkor a keresztszán mozgatásával a mérőóra 2-3 körbefordulása után 0-ra állítjuk az órát, majd a kézi szánt 20 mm-rel elmozdítjuk. Ha pontos lett volna az előzetes beállítás, most 0,5 mm-t kellene mutatni a mérőórának, persze ez elsőre nem szokott sikerülni, de két-három módosítás után biztos a siker.
41 GÖMB ESZTERGÁLÁSA VIDEO
42 MENET ESZTERGÁLÁS MENETEK JELÖLÉSE (MSZ ): M200x6(P2)LH 6H/6G 6g7g-R MENET SZELVÉNY BETŰJELE - MENET ÁTMÉRŐ - MENETEMELKEDÉS - TÖBB BEKEZDÉS OSZTÁSJELE - BALMENET - ILLESZTÉS - TŰRÉS - MENET LEKEREKÍTÉS - MENETHOSSZ
43 MENET ESZTERGÁLÁS SZERSZÁM KIALAKÍTÁSA: - TÖMÖR (HSS) - FORRASZTOTT LAPKÁS (HW) - VÁLTÓLAPKÁS (HW, HT, HC ) LAPKA KIALAKÍTÁSA: TELJES PROFILÚ LAPKA RÉSZ PROFILÚ LAPKA FÉSÜS LAPKA (TELJES PROFIL)
44 MENET ESZTERGÁLÁS TECHNOLÓGIAI ADATOK v FORGÁCSOLÁSI SEBESSÉG MDBANYAG-ÉLANYAG f ELŐTOLÁS MENETEMELKEDÉS a FOGÁSMÉLYSÉG - FOGÁSFELOSZTÁS RADIÁLIS ELTOLT OLDALIRÁNYÚ OLDALIRÁNYÚ VÁLTAKOZÓ OLDALIRÁNYÚ
45 SZÉCHENYI ISTVÁN EGYETEM GYŐR Esztergálás Leszúrás, beszúrás Beszúró-, leszúrókés helyes, illetve helytelen beállítása Kedvezőtlen forgácsolási viszonyok Dr. Pintér József FORGÁCSOLÁSI ELJÁRÁSOK
46 SZÉCHENYI ISTVÁN EGYETEM GYŐR Jellemzők: Esztergálás Viszonylag magas arányú a keményfém és a kerámia alkalmazása magas a váltólapkás kivitel aránya csavarfelület forgácsolásához, lefejtő esztergáláshoz, profilesztergáláshoz speciális, egyedi szerszámok Specialitások: keresztirányú síkesztergálás n c = const. v c = const. Dr. Pintér József FORGÁCSOLÁSI ELJÁRÁSOK
47 Esztergagépek Esztergáláskor a forgó főmozgást a munkadarab, az előtolómozgást (mellékmozgás) a szerszám végzi. Az esztergálás gépei olyan szerkezetek, amelyek ezt a kétféle mozgást egyidejűleg biztosítani tudják. A munkadarab mozgatását a főhajtómű, a szerszám mozgatását a főhajtóműtől függő előtolóhajtómű (mellékhajtómű) biztosítja.
48 Esztergagépek HAGYOMÁNYOS ESZTERGA FŐ RÉSZEI
49 Esztergagépek

50 SZÉCHENYI ISTVÁN EGYETEM GYŐR Esztergagépek Hagyományos esztergagép kinematikai felépítése és fényképe Dr. Pintér József FORGÁCSOLÁSI ELJÁRÁSOK
51 SZÉCHENYI ISTVÁN EGYETEM GYŐR Esztergagépek Univerzális esztergagép (SZE laborban)
52 SZÉCHENYI ISTVÁN EGYETEM GYŐR Esztergagépek Univerzális esztergagép szánszerkezete és kijelzője (SZE)
53 Esztergagépek
54 CNC esztergák Számjegyvezérlésű esztergák, esztergaközpontok 2D, 3D, 4D 8D Egyorsós kétorsós - ellenorsós - ikerorsós Az ikerorsós gépeken a két főorsó minden tekintetben azonos tulajdonságokkal bír, ebben az esetben megosztoznak a megmunkálás különböző fázisain, az ilyen gépek gyakran teljesen szimmetrikus kivitelben készülnek.
55 Komplex megmunkálás Az iparban legtöbbet alkalmazott gépek jellemzői, hogy csak egy forgácsolási feladat marás, esztergálás, fúrás megoldására alkalmasak. Mellettük ma már megjelentek az úgynevezett komplex megmunkálásra alkalmas szerszámgépek is.
56 Komplex megmunkálás Az esztergálási és a marási művelet egy felfogásban egy gépben történő elvégzése, a műveletkoncentráció a legtermelékenyebb megoldásokat eredményezi
57 Tipikus darab Komplex megmunkálás
58 Komplex megmunkálás Eszterga központ és koordináta tengelyei
59 Komplex megmunkálás Ø36-ra feszítve ESZTERGA Nagy mellékidő gépeken kívül MARÓ (Készülék, programozható körasztal)
60 Komplex megmunkálás
61 Komplex megmunkálás 4D 4D ESZTERGAKÖZPONT A és B oldalt egymás után készre munkálja Nem kell külön készülék, körasztal Nincs gépen kívüli mellékidő, csak munkadarab átfordítás Kevesebb bázisváltás SZE Gildemeister CTX310
62 SZÉCHENYI ISTVÁN EGYETEM GYŐR Esztergálás Esztergáló megmunkáló központ munkatere SZE Gildemeister CTX310
63 Komplex megmunkálás 4D SZE Gildemeister CTX310
64 Komplex megmunkálás 8D 8 tengelyes esztergáló megmunkálóközpont EMCO HYPERTURN 645 MCplus
65 Komplex megmunkálás 8D 8D ESZTERGAKÖZPONT A és B oldalt egymás után készre munkálja Nem kell külön készülék, körasztal Nincs gépen kívüli mellékidő Ellenorsó átveszi a darabot (pontos átfogás egytengelyűség) Párhuzamosan dolgozhat A és B oldal egymástól függetlenül (főidő csökkenés)
66 8D esztergaközpont
67 Iker- és segédorsós esztergáló központok Ikerorsós esztergáló központ Segédorsós esztergáló központ
68 Iker- és segédorsós esztergáló központok
69 SZÉCHENYI ISTVÁN EGYETEM GYŐR Esztergálás Esztergálás 4 tengelyes esztergáló megmunkáló központon Dr. Pintér József FORGÁCSOLÁSI ELJÁRÁSOK

70 Esztergálás képletei 70
71 Köszönöm a figyelmet!
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
FORGÁCSOLÁS SZERSZÁMAI
 FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
FORGÁCSOLÁS SZERSZÁMAI. előadás
 FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
menetjavító szerszám A menetek több ok miatt is károsodhatnak.
 Menetjavító szerszám 07 menetjavító szerszám A menetek több ok miatt is károsodhatnak. A korrózió, a kopás vagy a csavarok túl nagy meghúzási nyomatéka csak néhány ezek közül. A RUKO Procoil menetjavító
Menetjavító szerszám 07 menetjavító szerszám A menetek több ok miatt is károsodhatnak. A korrózió, a kopás vagy a csavarok túl nagy meghúzási nyomatéka csak néhány ezek közül. A RUKO Procoil menetjavító
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
PERI Bérlési feltételek Rundflex
 Kritériumok a bérleti anyagok értékeléséhez Kiadás: 01/2005 Oldal 1 / 18 Faltámaszok Áttekintés 1. Tisztítás... 4 2. Zsaluhéj károsodások... 5 3. Fatartó GT 24... 11 4. Egyéb elemek... 15 Utolsó változtatások
Kritériumok a bérleti anyagok értékeléséhez Kiadás: 01/2005 Oldal 1 / 18 Faltámaszok Áttekintés 1. Tisztítás... 4 2. Zsaluhéj károsodások... 5 3. Fatartó GT 24... 11 4. Egyéb elemek... 15 Utolsó változtatások
Kézi menetszerszámok termékleírása. menetmetszők termékleírása
 ENETVÁGÓ SZERszámOK 06 Kézi menetszerszámok termékleírása menetfúró nagyteljesítményű gyorsacélból. átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban n/² szilárdságig, temperöntvényben
ENETVÁGÓ SZERszámOK 06 Kézi menetszerszámok termékleírása menetfúró nagyteljesítményű gyorsacélból. átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban n/² szilárdságig, temperöntvényben
Mechanikai Megmunkálás
 Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
E FEJEZET GÉPTARTOZÉKOK
 E FEJEZET GÉPTRTOZÉKOK efogófejek E Kiesztergálófejek E Esztergatokmányok, felfogótüskék E 9 Késtartók E 7 Csúcsok, menesztõk E 97 Gépsatuk, osztófejek, körasztalok E 99 Mechanikus szorítóelemek, rezgéscsillapító
E FEJEZET GÉPTRTOZÉKOK efogófejek E Kiesztergálófejek E Esztergatokmányok, felfogótüskék E 9 Késtartók E 7 Csúcsok, menesztõk E 97 Gépsatuk, osztófejek, körasztalok E 99 Mechanikus szorítóelemek, rezgéscsillapító
» MENETVÁGÓ SZERSZÁMOK
 » ENETVÁGÓ SZERSZÁOK Kézi menetszerszámok termékleírása fúró nagyteljesítményű gyorsacélból. Átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban 800 N/² szilárdságig, temperöntvényben
» ENETVÁGÓ SZERSZÁOK Kézi menetszerszámok termékleírása fúró nagyteljesítményű gyorsacélból. Átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban 800 N/² szilárdságig, temperöntvényben
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
Foglalkozási napló. CAD-CAM informatikus 14. évfolyam
 Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal
 7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
SZAKDOLGOZAT. Gömbcsap működtető orsó gyártástervezése
 Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Forgácsoló gyártócellák, gyártórendszerek 2.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 2. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák (FMC) 2. Rugalmas gyártórendszerek
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 2. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák (FMC) 2. Rugalmas gyártórendszerek
A menetmegmunkálás módszerei
 MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
A BETON ZSUGORODÁSA A szilárduló beton a hidratáció, a száradás és egyéb belső átalakulások hatására zsugorodik. Ha a zsugorodás ébresztette
 A BETON ZSUGORODÁSA A szilárduló beton a hidratáció, a száradás és egyéb belső átalakulások hatására zsugorodik. Ha a zsugorodás ébresztette húzófeszültség eléri a kötés és szilárdulás folyamatában lévő
A BETON ZSUGORODÁSA A szilárduló beton a hidratáció, a száradás és egyéb belső átalakulások hatására zsugorodik. Ha a zsugorodás ébresztette húzófeszültség eléri a kötés és szilárdulás folyamatában lévő
MÛSZAKI INFORMÁCIÓK. Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI
 MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI") Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
Új, 50-es sorozat. Ipari szekcionált kapuk Tervezési segédlet: 03.2013. 01-jei kiadás
 Új, 50-es sorozat Ipari szekcionált kapuk Tervezési segédlet: 03.2013. 01-jei kiadás Tartalomjegyzék Tartalomjegyzék Oldal Termékleírás 4 5 Műszaki adatok áttekintése 6 7 Sínvezetések áttekintése 8 9 SPU
Új, 50-es sorozat Ipari szekcionált kapuk Tervezési segédlet: 03.2013. 01-jei kiadás Tartalomjegyzék Tartalomjegyzék Oldal Termékleírás 4 5 Műszaki adatok áttekintése 6 7 Sínvezetések áttekintése 8 9 SPU
CSOPORT CSOPORT CSOPORT
 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
20/1996. (III. 28.) IKM rendelet
 IKM rendelet") 20/1996. (III. 28.) IKM rendelet az ipari és kereskedelmi szakképesítések szakmai és vizsgakövetelményeiről szóló 18/1995. (VI. 6.) IKM rendelet módosításáról A szakképzésről szóló 1993. évi LXXVI. törvény
20/1996. (III. 28.) IKM rendelet az ipari és kereskedelmi szakképesítések szakmai és vizsgakövetelményeiről szóló 18/1995. (VI. 6.) IKM rendelet módosításáról A szakképzésről szóló 1993. évi LXXVI. törvény
MÜPRO. Szerelési anyagok. Hatlapfejű facsavarok DIN 571, horganyzott. Müpro - A haladás és minőség fogalma 5/1. Cikkszám. Famenet hossaz [mm]
![MÜPRO. Szerelési anyagok. Hatlapfejű facsavarok DIN 571, horganyzott. Müpro - A haladás és minőség fogalma 5/1. Cikkszám. Famenet hossaz [mm]](/thumbs/38/17931773.jpg "MÜPRO. Szerelési anyagok. Hatlapfejű facsavarok DIN 571, horganyzott. Müpro - A haladás és minőség fogalma 5/1. Cikkszám. Famenet hossaz [mm]") Szerelési anyagok MÜPRO Hatlapfejű facsavarok DIN 571, Teljes hossz Famenet hossaz Kulcsnyílás H6 40 24 10 105355 200 darab 45 27 105356 50 30 105358 55 33 105359 60 36 105362 70 42 105363 80 48 105364
Szerelési anyagok MÜPRO Hatlapfejű facsavarok DIN 571, Teljes hossz Famenet hossaz Kulcsnyílás H6 40 24 10 105355 200 darab 45 27 105356 50 30 105358 55 33 105359 60 36 105362 70 42 105363 80 48 105364
MAGYAR törzsfájl. g60 TEN, TEL K085109A
 HU MAGYAR törzsfájl g60 TEN, TEL K085109A 0814 Ezennel kijelentjük, hogy az alább megnevezett termék klalakitésa és épitési módja alapján, valamint az általunk forgalmezott kivitelben megfelel az idevágó,
HU MAGYAR törzsfájl g60 TEN, TEL K085109A 0814 Ezennel kijelentjük, hogy az alább megnevezett termék klalakitésa és épitési módja alapján, valamint az általunk forgalmezott kivitelben megfelel az idevágó,
Korszerű szerszámgépek
 SZÉCHENYI ISTVÁN EGYETEM GYŐR SZERSZÁMGÉPEK (NGB_AJ009_2) Korszerű szerszámgépek Összeállította: Dr. Pintér József 2011.09.26. Korszerű szerszámgépek 1 Korszerű szerszámgépek VÁZLAT 1. Kinematikai alapok,
SZÉCHENYI ISTVÁN EGYETEM GYŐR SZERSZÁMGÉPEK (NGB_AJ009_2) Korszerű szerszámgépek Összeállította: Dr. Pintér József 2011.09.26. Korszerű szerszámgépek 1 Korszerű szerszámgépek VÁZLAT 1. Kinematikai alapok,
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TB-25 tip.,
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TB-25 tip.,
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA
 5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
Mágnesek, mágnesasztalok
 Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
Műanyagok forgácsolása
 Műanyagok forgácsolása Szakszerű forgácsolással műanyagból is készülhetnek mérettartó, működőképes és hosszú élettartamú alkatrészek. A műanyagok forgácsolása ugyanúgy általános fogalom, mint a fémforgácsolás,
Műanyagok forgácsolása Szakszerű forgácsolással műanyagból is készülhetnek mérettartó, működőképes és hosszú élettartamú alkatrészek. A műanyagok forgácsolása ugyanúgy általános fogalom, mint a fémforgácsolás,
Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL. Érvényes : visszavonásig. Asztali satu forgó alappal. Váltólapkás sarokmarófej. Autóvízpumpa fogó Cobra QuickSet
 Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL Érvényes : visszavonásig Asztali satu forgó alappal Váltólapkás sarokmarófej Vágókorong Autóvízpumpa fogó Cobra QuickSet 36. oldal 16. oldal 22. oldal 34. oldal Fémipari
Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL Érvényes : visszavonásig Asztali satu forgó alappal Váltólapkás sarokmarófej Vágókorong Autóvízpumpa fogó Cobra QuickSet 36. oldal 16. oldal 22. oldal 34. oldal Fémipari
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT
 2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
Profilsínvezetések Profilsínvezetések RG/QR sorozat
 1.7 1.7.1 Profilsínvezetés tulajdonságai RG/QR sorozat A HIWIN RG sorozat profilsínvezetései görgőket használnak golyók helyett vezető elemként. Az RG sorozat különösen nagy merevséget és nagyon magas
1.7 1.7.1 Profilsínvezetés tulajdonságai RG/QR sorozat A HIWIN RG sorozat profilsínvezetései görgőket használnak golyók helyett vezető elemként. Az RG sorozat különösen nagy merevséget és nagyon magas
TARTOZÉKVÁLASZTÉK A TÖKÉLETES SZERSZÁMOKHOZ TÖKÉLETES TARTOZÉKOKRA VAN SZÜKSÉG.
 work. don t play. TARTOZÉKVÁLASZTÉK A TÖKÉLETES SZERSZÁMOKHOZ TÖKÉLETES TARTOZÉKOKRA VAN SZÜKSÉG. TARTALOMJEGYZÉK NINCS MINDENÜNK. DE MINDENNEL SZOLGÁLHATUNK, AMIRE ÖNNEK SZÜKSÉGE VAN. A Metabo az elektromos
work. don t play. TARTOZÉKVÁLASZTÉK A TÖKÉLETES SZERSZÁMOKHOZ TÖKÉLETES TARTOZÉKOKRA VAN SZÜKSÉG. TARTALOMJEGYZÉK NINCS MINDENÜNK. DE MINDENNEL SZOLGÁLHATUNK, AMIRE ÖNNEK SZÜKSÉGE VAN. A Metabo az elektromos
CSOpORT 016 MENETVáGÓ. Oldal...19. CSOpORT 021 hengeres. Oldal...24. CSOpORT 032. Oldal...56. Oldal...62. Oldal...90. CSOpORT. Oldal...
 CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
Termék: HYPRO 6 HIDRAULIKUS KÉZI LYUKASZTÓ TPA8 HASZNÁLATI ÚTMUTATÓ AZ EREDETI HASZNÁLATI ÚTMUTATÓ FORDÍTÁSA GARANCIALEVÉL
 GARANCIALEVÉL 1. Az által forgalmazott termékekre, az eladás napjától számítva: a Polgári Törvénykönyv rendelkezései alap- ján 24 hónap; a Kereskedelmi Törvénykönyv GARANCIALEVÉL rendelkezései alapján
GARANCIALEVÉL 1. Az által forgalmazott termékekre, az eladás napjától számítva: a Polgári Törvénykönyv rendelkezései alap- ján 24 hónap; a Kereskedelmi Törvénykönyv GARANCIALEVÉL rendelkezései alapján
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
Gépszerkezettan. A gépelemek méretezésének alapjai
 Gépszerkezettan A gépelemek méretezésének alapjai 1. A gépelemek méretezésének alapjai A gépalkatrészeket leggyakrabban szilárdsági alapon, a megengedhető feszültség figyelembevételével méretezzük. Szükséges:
Gépszerkezettan A gépelemek méretezésének alapjai 1. A gépelemek méretezésének alapjai A gépalkatrészeket leggyakrabban szilárdsági alapon, a megengedhető feszültség figyelembevételével méretezzük. Szükséges:
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
DR. ANDÓ MÁTYÁS GÉPIPARI TŰRÉSEK, ILLESZTÉSEK
 DR. ANDÓ MÁTYÁS GÉPIPARI TŰRÉSEK, ILLESZTÉSEK DR. ANDÓ MÁTYÁS GÉPIPARI TŰRÉSEK, ILLESZTÉSEK 2016 Gépipari tűrések 5 Tartalomjegyzék ISBN 978-963-12-4030-6 Andó Mátyás 2016. 1. Tűréshasználati elvek...
DR. ANDÓ MÁTYÁS GÉPIPARI TŰRÉSEK, ILLESZTÉSEK DR. ANDÓ MÁTYÁS GÉPIPARI TŰRÉSEK, ILLESZTÉSEK 2016 Gépipari tűrések 5 Tartalomjegyzék ISBN 978-963-12-4030-6 Andó Mátyás 2016. 1. Tűréshasználati elvek...
3. gyakorlat. 1/7. oldal file: T:\Gyak-ArchiCAD19\EpInf3_gyak_19_doc\Gyak3_Ar.doc Utolsó módosítás: 2015.09.17. 22:57:26
 3. gyakorlat Kótázás, kitöltés (sraffozás), helyiségek használata, szintek kezelése: Olvassuk be a korábban elmentett Nyaraló nevű rajzunkat. Készítsük el az alaprajz kótáit. Ezt az alsó vízszintes kótasorral
3. gyakorlat Kótázás, kitöltés (sraffozás), helyiségek használata, szintek kezelése: Olvassuk be a korábban elmentett Nyaraló nevű rajzunkat. Készítsük el az alaprajz kótáit. Ezt az alsó vízszintes kótasorral
TÁBLA- ÉS ELIGAZÍTÓ RENDSZEREK
 TÁBLA- ÉS ELIGAZÍTÓ RENDSZEREK Termékkatalógus 2016 Tartók Üvegek Táblák Pilonok Totemoszlopok Digital Signage LED Magyarországi Vezérképviselet Előszó Üdvözöljük a Consystec-nél! Szeretnénk Önnek bemutatni
TÁBLA- ÉS ELIGAZÍTÓ RENDSZEREK Termékkatalógus 2016 Tartók Üvegek Táblák Pilonok Totemoszlopok Digital Signage LED Magyarországi Vezérképviselet Előszó Üdvözöljük a Consystec-nél! Szeretnénk Önnek bemutatni
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
Beépítési lehetõségek
 Beépítési lehetõségek Alkalmazási területek Az állati és növényi zsírokkal és olajokkal terhelt szennyvizekbõl a csatornába bocsátás elõtt a zsírokat le kell választani. Amennyiben ez nem történne meg,
Beépítési lehetõségek Alkalmazási területek Az állati és növényi zsírokkal és olajokkal terhelt szennyvizekbõl a csatornába bocsátás elõtt a zsírokat le kell választani. Amennyiben ez nem történne meg,
Finomfelületi megmunkálás
 2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
MARÁS MARÁS MARÁS MARÁS. Dr. Szmejkál Attila Ozsváth Péter. Járműszerkezeti anyagok és megmunkálások II / I. félév
 2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
Alkatrészek tőrése. 1. ábra. Névleges méret méretszóródása
 1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
EPA 320 CNC eszterga Oktatási segédlet
 MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban
 Molnár István Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Molnár István Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
OptiLine 70 energiaoszlopok Bemutatás
 Bemutatás Energiaoszlopok 70 mm-es nyílással tetszőleges típusú szerelvényekhez Az rugalmas szerelési megoldásokat kínálnak az erősáram, valamint a távközlési és adatjelek eljuttatására a mennyezetről
Bemutatás Energiaoszlopok 70 mm-es nyílással tetszőleges típusú szerelvényekhez Az rugalmas szerelési megoldásokat kínálnak az erősáram, valamint a távközlési és adatjelek eljuttatására a mennyezetről
1) Ismertesse az egyélű szerszám alakját!
 Ismertesse az egyélű szerszám alakját!") 1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI
 15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata.
15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata.
Szent László SZKI Szekszárd HELYI TANTERV
 Szent László SZKI Szekszárd Készítette: Kozár István 2007 HELYI TANTERV Gépészet SZAKMACSOPORT Gépiforgácsoló SZAKMA OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2007-től 1 / Feladatok, ismeretek, készségek
Szent László SZKI Szekszárd Készítette: Kozár István 2007 HELYI TANTERV Gépészet SZAKMACSOPORT Gépiforgácsoló SZAKMA OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2007-től 1 / Feladatok, ismeretek, készségek
Gyémánt szerszámok és kémia A fejezet áttekintése
 Gyémánt szerszámok és kémia A fejezet áttekintése Gyémánt és bórnitrid csiszolóeszközök és csiszolótestek Gyémánt és bórnitrid köszörűcsapok 1304 Hűtő- és kenőanyagok, korrózióvédelem Kenőanyagok és olajok
Gyémánt szerszámok és kémia A fejezet áttekintése Gyémánt és bórnitrid csiszolóeszközök és csiszolótestek Gyémánt és bórnitrid köszörűcsapok 1304 Hűtő- és kenőanyagok, korrózióvédelem Kenőanyagok és olajok
TENGELYCSONK MEGMUNKÁLÓ CELLA
 TENGELYCSONK MEGMUNKÁLÓ CELLA Egy tengelycsonk gyártócella az alábbi f egységekb l épül fel: - 2 db SLT6300/1000MC (B102) típusú CNC-esztergagép - 1 db HNS gyártmányú mér gép (Megrendel beszállítja) -
TENGELYCSONK MEGMUNKÁLÓ CELLA Egy tengelycsonk gyártócella az alábbi f egységekb l épül fel: - 2 db SLT6300/1000MC (B102) típusú CNC-esztergagép - 1 db HNS gyártmányú mér gép (Megrendel beszállítja) -
Mechanikai megmunkálás Ipari termék- és formatervezıknek
 Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Baross Gábor Középiskola, Szakiskola és Kollégium
 Baross Gábor Középiskola, Szakiskola és Kollégium 031242 HELYI TANTERV AZ ELŐREHOZOTT, 3 ÉVES SZAKKÉPZÉSHEZ Gépészet..SZAKMACSOPORT Gépi forgácsoló..szakma OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2012.
Baross Gábor Középiskola, Szakiskola és Kollégium 031242 HELYI TANTERV AZ ELŐREHOZOTT, 3 ÉVES SZAKKÉPZÉSHEZ Gépészet..SZAKMACSOPORT Gépi forgácsoló..szakma OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2012.
A fogyasztás mérőhely anyagszükséglete
 1. Művezetője átadja egy elosztó-berendezés egyvonalas kapcsolási rajzát. Megkéri, mondja el munkatársainak, hogyan kell elkészíteni az adott elosztó-berendezést. A kapcsolási rajzról ki kell gyűjteni
1. Művezetője átadja egy elosztó-berendezés egyvonalas kapcsolási rajzát. Megkéri, mondja el munkatársainak, hogyan kell elkészíteni az adott elosztó-berendezést. A kapcsolási rajzról ki kell gyűjteni
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
(11) Lajstromszám: E 004 661 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 004 661 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000004661T2! (19) HU (11) Lajstromszám: E 004 661 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778425 (22) A bejelentés napja:
!HU000004661T2! (19) HU (11) Lajstromszám: E 004 661 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778425 (22) A bejelentés napja:
Vízmérés vízmérők. Épületgépészeti rendszerek előadás 2014. február 17.
 Vízmérés vízmérők Épületgépészeti rendszerek előadás 2014. február 17. 1 Vízfogyasztásmérők A vízfogyasztás mérésre leggyakrabban a szárnykerekes vagy turbinakerekes vízmérőket használják. Ezek összegző
Vízmérés vízmérők Épületgépészeti rendszerek előadás 2014. február 17. 1 Vízfogyasztásmérők A vízfogyasztás mérésre leggyakrabban a szárnykerekes vagy turbinakerekes vízmérőket használják. Ezek összegző
Tangó+ kerámia tetõcserép
 0 A cserépcsalád kerámia elemei A cserépfedés nézete TANGÓ+ alapcserép,-0, db / m TANGÓ+ szellőzőcserép TANGÓ+ hófogócserép db / szarufaköz, min. db / 0 m táblázat szerint TANGÓ+ jobbos szegőcserép,-,0
0 A cserépcsalád kerámia elemei A cserépfedés nézete TANGÓ+ alapcserép,-0, db / m TANGÓ+ szellőzőcserép TANGÓ+ hófogócserép db / szarufaköz, min. db / 0 m táblázat szerint TANGÓ+ jobbos szegőcserép,-,0
LT-52 ÉS LT-65 CNC ESZTERGA GÉPKÖNYV
 NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
ajánlat FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA MI PARTNEREK VAGYUNK Érvényes: 2010. április
 A 10-i akció az ajánlati kiadványban szereplő termékekre vonatkozik az üzlethálózat készletén lévő termékek erejéig készpénzfizetés esetén! Egyéb kedvezménnyel nem összevonható! Akciós időpontok: 2010.
A 10-i akció az ajánlati kiadványban szereplő termékekre vonatkozik az üzlethálózat készletén lévő termékek erejéig készpénzfizetés esetén! Egyéb kedvezménnyel nem összevonható! Akciós időpontok: 2010.
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
PB tartályok Biztonsági Szabályzata
 PB tartályok Biztonsági Szabályzata I. FEJEZET ALKALMAZÁSI TERÜLET A Szabályzatban foglaltakat alkalmazni kell valamennyi, a fogyasztóknál elhelyezett cseppfolyósított propán-butángázos tartályos gázellátó
PB tartályok Biztonsági Szabályzata I. FEJEZET ALKALMAZÁSI TERÜLET A Szabályzatban foglaltakat alkalmazni kell valamennyi, a fogyasztóknál elhelyezett cseppfolyósított propán-butángázos tartályos gázellátó
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
Esztergatokmányok, felfogótüskék
 sztergatokmányok, felfogótüskék pofás esztergatokmány, öntvényházas 00 00 ivitel: engeres központi befogás "A" forma, DIN, egyrészes pofák, öntvényházas kivitel. Typ: 0 0... Standard tartozék: ülső pofa
sztergatokmányok, felfogótüskék pofás esztergatokmány, öntvényházas 00 00 ivitel: engeres központi befogás "A" forma, DIN, egyrészes pofák, öntvényházas kivitel. Typ: 0 0... Standard tartozék: ülső pofa
Felfúrók, süllyesztők, sorjázók, lemezfúrók
 Csigasüllyesztő B0 00 B0 00 Hengeresszárú csigasüllyesztő, élű N típusú kivitel, DIN Szerszám alapanyag: HSS gyorsacél, bevonat nélkül Szár: hengeres, menesztő lappal Javasolt alkalmazás: Általános felhasználásra,
Csigasüllyesztő B0 00 B0 00 Hengeresszárú csigasüllyesztő, élű N típusú kivitel, DIN Szerszám alapanyag: HSS gyorsacél, bevonat nélkül Szár: hengeres, menesztő lappal Javasolt alkalmazás: Általános felhasználásra,
turn D 180x300 Vario Tulajdonságok D 180 x 300 Vario
 Különleges ajánlat ősz-tél 2012/2013 drill Meggyőző érvek turn D 180x300 Vario Főorsó Edzett és utánállítható, precíz kúpgörgős csapágyazásban Golyós gördülőcsapágy, P5 minőség Hengeres, központos csatlakozás,
Különleges ajánlat ősz-tél 2012/2013 drill Meggyőző érvek turn D 180x300 Vario Főorsó Edzett és utánállítható, precíz kúpgörgős csapágyazásban Golyós gördülőcsapágy, P5 minőség Hengeres, központos csatlakozás,
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
VII. Gyakorlat: Használhatósági határállapotok MSZ EN 1992 alapján Betonszerkezetek alakváltozása és repedéstágassága
 VII. Gyakorlat: Használhatósági határállapotok MSZ EN 199 alapján Betonszerkezetek alakváltozása és repedéstágassága Készítették: Kovács Tamás és Völgyi István -1- Készítették: Kovács Tamás, Völgyi István
VII. Gyakorlat: Használhatósági határállapotok MSZ EN 199 alapján Betonszerkezetek alakváltozása és repedéstágassága Készítették: Kovács Tamás és Völgyi István -1- Készítették: Kovács Tamás, Völgyi István
3. Földművek védelme
 3. Földművek védelme Általános tervezési kérdések 2 Alapkövetelmények a földművel szemben Funkcionális megfelelőség (vonalvezetés, űrszelvény, forgalmi kapcsolatok stb.) Statikai megfelelőség (teherbírások
3. Földművek védelme Általános tervezési kérdések 2 Alapkövetelmények a földművel szemben Funkcionális megfelelőség (vonalvezetés, űrszelvény, forgalmi kapcsolatok stb.) Statikai megfelelőség (teherbírások
14/1998. (XI. 27.) GM rendelet a Gázpalack Biztonsági Szabályzatról
 GM rendelet a Gázpalack Biztonsági Szabályzatról") 14/1998. (XI. 7.) GM rendelet a Gázpalack Biztonsági Szabályzatról 011.08.06-tól hatályos szöveg! A műszaki-biztonsági felügyeletet ellátó szervezetről szóló 166/199. (XII. 7.) Korm. rendelet 3. - ának
14/1998. (XI. 7.) GM rendelet a Gázpalack Biztonsági Szabályzatról 011.08.06-tól hatályos szöveg! A műszaki-biztonsági felügyeletet ellátó szervezetről szóló 166/199. (XII. 7.) Korm. rendelet 3. - ának
MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel. Vezérlőpanel MT 100 13.
 Optimum Katalógus 2015-16 további információkért látogasson el weboldalunkra: mill MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel További információkat a
Optimum Katalógus 2015-16 további információkért látogasson el weboldalunkra: mill MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel További információkat a
MÓDOSÍTOTT RÉSZLETEZÕ OKIRAT (1)
") Nemzeti Akkreditáló Testület MÓDOSÍTOTT RÉSZLETEZÕ OKIRAT (1) a NAT-1-1173/2011 nyilvántartási számú akkreditált státuszhoz A BM OKF Katasztrófavédelmi Kutatóintézet 1 (1033 Budapest, Laktanya u. 33.)
Nemzeti Akkreditáló Testület MÓDOSÍTOTT RÉSZLETEZÕ OKIRAT (1) a NAT-1-1173/2011 nyilvántartási számú akkreditált státuszhoz A BM OKF Katasztrófavédelmi Kutatóintézet 1 (1033 Budapest, Laktanya u. 33.)
Függesztőelemek Szekrény függesztő 5.71
 Függesztőelemek Szekrény függesztő.7 80.6 Szekrény függesztő méret: 77 x 8 x 8 mm irányban állítható mélységben: 0 mm magasságban: mm teherbírás- lásd:.77. oldal fehér 0000960000 barna 0000960000 Szereléskor
Függesztőelemek Szekrény függesztő.7 80.6 Szekrény függesztő méret: 77 x 8 x 8 mm irányban állítható mélységben: 0 mm magasságban: mm teherbírás- lásd:.77. oldal fehér 0000960000 barna 0000960000 Szereléskor
EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
(az állvány tartozék)
") Fém szalagfűrészek PPS-170TH megr. szám: 15000171 Visszahúzó rendszer kézi fűrészelés esetén (az állvány tartozék) Kezelőpanel Külön tartozékok a PPS-170TH-hoz: fűrészszalag, rugóacél, szél.: 20/ 8 fog/1
Fém szalagfűrészek PPS-170TH megr. szám: 15000171 Visszahúzó rendszer kézi fűrészelés esetén (az állvány tartozék) Kezelőpanel Külön tartozékok a PPS-170TH-hoz: fűrészszalag, rugóacél, szél.: 20/ 8 fog/1
Légbeszívó és légtelenítő szelep. Légbeszívó és légtelenítő szelep DN 1" kis levegő mennyiséghez DN 2" / DN 50
 Rend. szám Kivitel Közeg 987 1" standard hideg víz 987 standard hideg víz 9874 50 karimacsatlakozással, gömbgrafitos öntvény hideg víz 1" kis levegő mennyiséghez Üzemi tartomány, PN 0,1 PN PN 0,8 PN 1
Rend. szám Kivitel Közeg 987 1" standard hideg víz 987 standard hideg víz 9874 50 karimacsatlakozással, gömbgrafitos öntvény hideg víz 1" kis levegő mennyiséghez Üzemi tartomány, PN 0,1 PN PN 0,8 PN 1
CsAvArbiztosítási rendszer
 CsAvArbiztosítási rendszer A mûködési elv Az alátétek a lejtős fogazású belső felülettel, egymással szemben összeragasztva kerülnek értékesítésre, így megkönnyítve az első felszerelést és megakadályozva
CsAvArbiztosítási rendszer A mûködési elv Az alátétek a lejtős fogazású belső felülettel, egymással szemben összeragasztva kerülnek értékesítésre, így megkönnyítve az első felszerelést és megakadályozva
(1. és 2. kérdéshez van vet-en egy 20 oldalas pdf a Transzformátorokról, ide azt írtam le, amit én kiválasztanék belőle a zh-kérdéshez.
 1. A transzformátor működési elve, felépítése, helyettesítő kapcsolása (működési elv, indukált feszültség, áttétel, felépítés, vasmag, tekercsek, helyettesítő kapcsolás és származtatása) (1. és 2. kérdéshez
1. A transzformátor működési elve, felépítése, helyettesítő kapcsolása (működési elv, indukált feszültség, áttétel, felépítés, vasmag, tekercsek, helyettesítő kapcsolás és származtatása) (1. és 2. kérdéshez
40-00000143-03 TOPPER-NCT TNL-100AL, -120AL
 1. lap Tárgy: TNL-100AL, -120AL és -130A CNC esztergagépek 1 60-00000900-00 Megjegyzések az Árajánlathoz: 5 40-00000143-03 TOPPER-NCT TNL-100AL, -120AL és -130A tip. CNC esztergagépek közös jellemzői és
1. lap Tárgy: TNL-100AL, -120AL és -130A CNC esztergagépek 1 60-00000900-00 Megjegyzések az Árajánlathoz: 5 40-00000143-03 TOPPER-NCT TNL-100AL, -120AL és -130A tip. CNC esztergagépek közös jellemzői és
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási