2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
|
|
|
- Erik Horváth
- 9 évvel ezelőtt
- Látták:
Átírás
1 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: / Budapest Universityof Technology and Economics Járműgyártás és -javítás Tanszék ESZTERGÁLÁS 2 1

2 Főmozgás Mellékmozgás v n a Végzi: mdb szerszám Jellege: forgó haladó Iránya: - tengely (hossz), sugár (kereszt), mindkettő (pályamenti) f v forgácsolási sebesség n fordulatszám a fogásmélység f - előtolás ESZTERGÁLÁS 3 ESZTERGÁLÁS 4 2

3 Esztergálás felosztása: Megmunkálás helye szerint: külső palást esztergálás belső furat esztergálás Előállított felület szerint: - Hengeres - Sík (forgástengelyre merőleges) - Kúp - Forgástest (gömb, profilos) - Menet - Különleges Poligon (sokszög) Hátraesztergált (spirál) ESZTERGÁLÁS 5 ESZTERGÁLÁS 6 3
 Hátraesztergált (spirál) ESZTERGÁLÁS 5")
4 ESZTERGÁLÁS 7 b = a / sin h = f sin κ κ A = b h = a f n mdb. fordulatszám v c forgácsolási sebesség v f előtolási sebesség f előtolás a fogásmélység h forgácsvastagság b forgácsszélesség a forgács keresztmetszet ESZTERGÁLÁS 8 4

5 ESZTERGÁLÁS WIPER GEOMETRIÁJÚ LAPKÁVAL 9 Esztergálás szerszáma: egyélű Forgácsolási iránya szerint: - jobbos (R) - balos (L) - semleges (N) Jellege szerint: - külső - belső Kivitele szerint: - tömör - forrasztott lapkás - szerelt váltólapkás Anyaga szerint: - HSS - HW, HT, HC, HF - CA, CM, CN, CC, CR - BN, DP, (CBN, PKD) ESZTERGÁLÁS 10 5
")
6 ISO forrasztott lapkás kések: ESZTERGÁLÁS 11 Váltólapkás kések és a lehetséges forgácsolási irányok 12 6

7 Billenő csapos Központi csavaros Leszorító körmös Billenő könyökös Önszorítós (Kennametal) LAPKA RÖGZÍTÉSI MÓDOK 13 Tangenciális rögzítés: LAPKA RÖGZÍTÉSI MÓDOK 14 7

8 Forgácsoló él alakja = munkadarab ellenprofilja előtolás iránya szerint: - radiális - tangenciális ALAKOS KÉSEK (IDOMKÉSEK) 15 Kivitel szerint: - hasáboskés - körkés n f α mdb hasábos kés ALAKOS KÉSEK ÉRINTŐS HASÁBKÉS 16 8

9 γ=0º γ>0º Egyenes mdb-on Hengeres mdb-on m =m cosα m profilmélység mdb-on m profilmélység a szerszámon ÉRINTŐKÉS m = m cos(α+γ) cosγ m = R sin(γ-ψ) sinγ cos(α+γ) 17 ÉRINTŐS VÁLTÓLAPKÁS HASÁBKÉS 18 9
 sinγ cos(α+γ) 17 ÉRINTŐS VÁLTÓLAPKÁS")
10 ALAKOS KÖRKÉS 19 A MUNKADARAB BEFOGÁSA 20 10

11 Befogás csúcsok közé Menesztés: - esztergaszív - homlokmenesztő A MUNKADARAB BEFOGÁSA Csúcs kialakítása: forgó csúcs álló csúcs fél csúcs 21 Befogás tokmányba: l d l d < 3 : befogás tokmányba 3 < l d < 12 : csúccsal megtámasztva l d > 12 : bábbal megtámasztva álló báb mozgó báb a szerszámmal szemben! A MUNKADARAB BEFOGÁSA 22 11

12 Befogás síktárcsán Patronos befogás - Húzott csiszolt szálanyag - 0,1 0,15 tűréssel Kicsi átfogási tartomány! Befogás expanziós tüskén A MUNKADARAB BEFOGÁSA 23 BESZÚRÁS, LESZÚRÁS 24 12

13 LESZÚRÁS BESZÚRÁS BESZÚRÁS+ESZTERG. ALAKESZT. HOMLOKBESZÚRÁS HOMLOKBESZ.+ ALÁSZÚRÁS FURATBESZÚRÁS OLDALAZÁS FURATBESZÚRÁS BELSŐ PROFILOZÁS FURATESZT. ALUMÍNIUM +ESZTERGÁLÁS +ALÁSZÚRÁS FELNI MEGM. BESZÚRÁS, LESZÚRÁS 25 Kúp esztergálás: Ferdeélű késsel Késszán elfordításával KÚP ESZTERGÁLÁSA 26 13

14 Szegnyereg eltolással Kúpvonalzóval KÚP ESZTERGÁLÁSA 27 Gömb felület esztergálás: GÖMB ESZTERGÁLÁSA 28 14

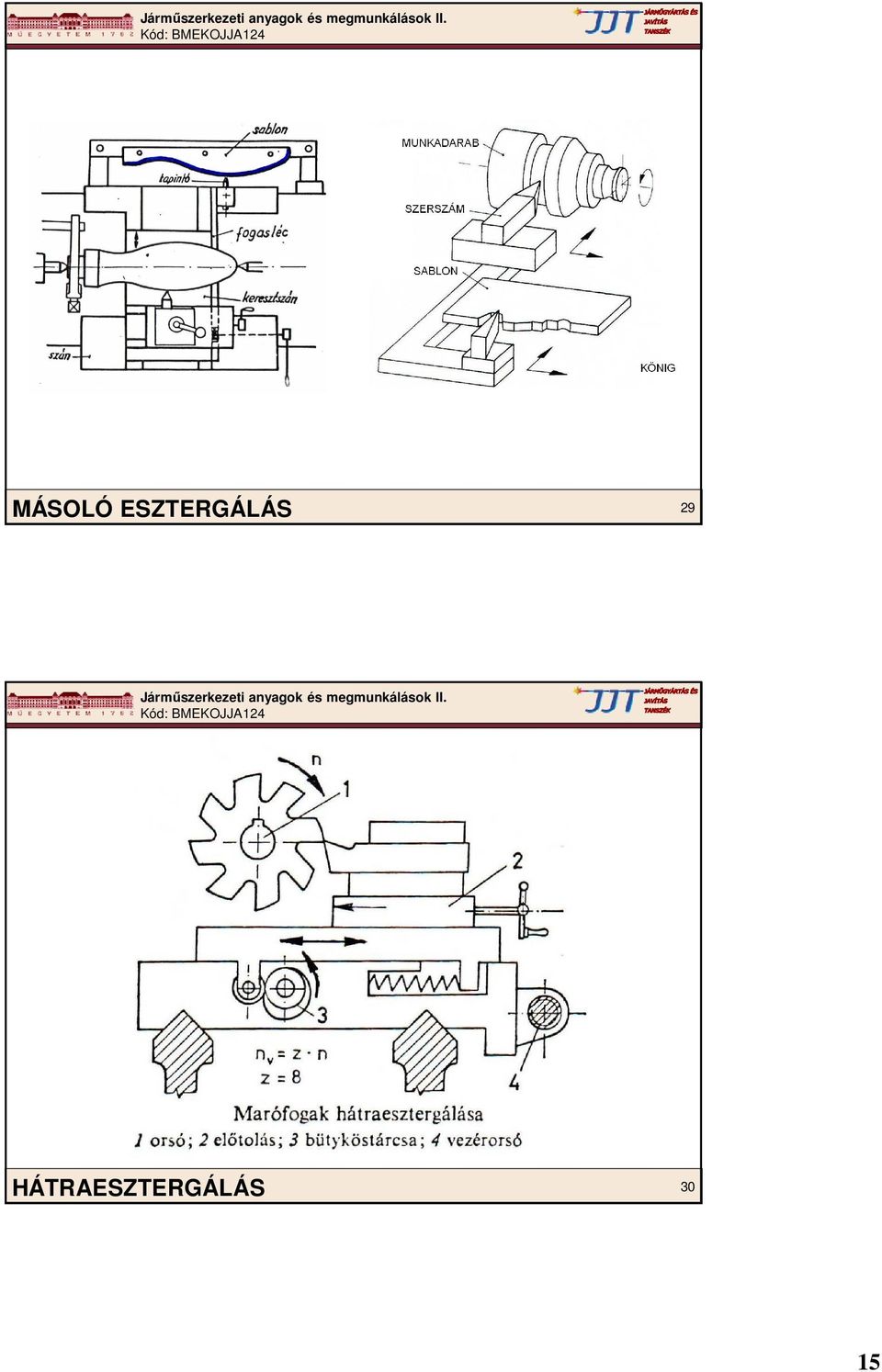
15 MÁSOLÓ ESZTERGÁLÁS 29 HÁTRAESZTERGÁLÁS 30 15
16 Menetek jelölése (MSZ ): M200x6(P2)LH 6H/6G 6g7g-R menet szelvény betűjele - menet átmérő - menetemelkedés - több bekezdés osztásjele - balmenet - tűrés - menet lekerekítés - menethossz MENET ESZTERGÁLÁS 31 Szerszám kialakítása: - tömör (HSS) - forrasztott lapkás (HW) - váltólapkás (HW, HT, HC ) Lapka kialakítása: Teljes profilú lapka Rész profilú lapka Fésűs lapka (teljes profil) MENET ESZTERGÁLÁS 32 16
 MENET ESZTERGÁLÁS")
17 Megfelelő működő hátszög (α m ) és homlokszög (γ m ) biztosítása alátét lapka! γ r - radiális homlokszög α r - radiális hátszög nem megfelelő α 2m α 2m egyenetlen kopás és érdesség a menet oldalon megfelelő α 2m = α 2m azonos kopás és érdesség α 2 - oldal hátszög λ - terelőszög MENET ESZTERGÁLÁS 33 Technológiai adatok: v forgácsolási sebesség mdb anyag-élanyag f előtolás menetemelkedés a fogásmélység - fogásfelosztás Radiális Eltolt oldalirányú Oldalirányú Váltakozó oldalirányú MENET ESZTERGÁLÁS 34 17

18 MENET ESZTERGÁLÁS 35 ESZTERGAGÉPEK 36 18

19 Esztergák csoportosító áttekintése 1: ESZTERGAGÉPEK 37 Esztergák csoportosító áttekintése 2: ESZTERGAGÉPEK 38 19

20 Hagyományos eszterga fő részei: ESZTERGAGÉPEK 39 Karusszeleszterga: Kétállványos Egyállványos ESZTERGAGÉPEK 40 20

21 Vasúti kerék esztergálása egyállványos karusszelesztergán: ESZTERGAGÉPEK 41 Karusszeleszterga ESZTERGAGÉPEK 42 21
22 Toronyrevolver-eszterga: ESZTERGAGÉPEK 43 Toronyrevolver: ESZTERGAGÉPEK 44 22
23 Dobrevolver-eszterga: ESZTERGAGÉPEK 45 Dobrevolver: ESZTERGAGÉPEK 46 23
24 Sokszögeszterga: Szerszám helyzete változik Munkadarab helyzete változik Előnye: nagy nyomaték átvitel nincs feszültséggyűjtő hely ESZTERGAGÉPEK 47 Vezérműtengely esztergálása: Forrás: INDEX ALKALMAZÁSOK 48 24
25 Főtengelyek esztergálása: Forrás: NILES ALKALMAZÁSOK 49 FŐTENGELY ESZTERGÁLÁSA 50 25
26 Vasúti féktárcsa esztergálása Vasúti kerékpár esztergálása ALKALMAZÁSOK Forrás: HEGENSCHEIDT MFD 51 Vasúti kerekek esztergálása: forrás: CERATIZIT ALKALMAZÁSOK HEGENSCHEIDT MFD 52 26
27 Vasúti kerekek esztergálása: ALKALMAZÁSOK HEGENSCHEIDT MFD 53 27
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
FORGÁCSOLÁS SZERSZÁMAI
 FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
FORGÁCSOLÁS SZERSZÁMAI. előadás
 FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Járműszerkezeti anyagok és megmunkálások II / I. félév. Fúrás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Gyártástechnológiai III. 6. előadás Esztergálás, gyalulás, vésés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS. Dr. Pintér József 2016.
 FÚRÁS. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
2011/12 I. félév. (www.uni miskolc.hu/~ggytmazs)
") Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás. 2013/14 2. félév Dr. Kulcsár Gyula
 A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás
 11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
MARÁS MARÁS MARÁS MARÁS. Dr. Szmejkál Attila Ozsváth Péter. Járműszerkezeti anyagok és megmunkálások II / I. félév
 2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
Gépgyártástechnológia alapjai 2012/13 I. félév
 Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Versenyző kódja: 12 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 03-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
34 521 03-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Használható segédeszköz: számológép (Mobil/okostelefon számológép funkció nem használható a vizsgán!)
") A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs
 Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs Ráhagyások felépítése külsı méret esetén N Névleges méret FN Felsı határméter A s, A n, A
Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs Ráhagyások felépítése külsı méret esetén N Névleges méret FN Felsı határméter A s, A n, A
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
FOGASKERÉKGYÁRTÁS FOGASKEREKEK FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal
 8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
Jármőszerkezeti anyagok és megmunkálások II. Kopás, éltartam. Dr. Szmejkál Attila Dr. Ozsváth Péter
 Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Gyártástechnológiai III. 12. előadás Egyetemes csúcseszterga felépítése, főbb részei mozgásláncolata. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 12. előadás Egyetemes csúcseszterga felépítése, főbb részei mozgásláncolata Előadó: Dr. Szigeti Ferenc főiskolai
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 12. előadás Egyetemes csúcseszterga felépítése, főbb részei mozgásláncolata Előadó: Dr. Szigeti Ferenc főiskolai
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
KÖSZÖRÜLÉS FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS KÖSZÖRÜLÉS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
A gépi forgácsolás alapfogalmai
 A gépi forgácsolás alapfogalmai A forgácsolás olyan megmunkálás, amelynek során a munkadarab kívánt alakját, méreteit és előírt felületi minőségét úgy érjük el, hogy a rajta lévő anyagfölösleget egy forgácsoló
A gépi forgácsolás alapfogalmai A forgácsolás olyan megmunkálás, amelynek során a munkadarab kívánt alakját, méreteit és előírt felületi minőségét úgy érjük el, hogy a rajta lévő anyagfölösleget egy forgácsoló
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
MUNKAANYAG. Rozovits Zoltán. Esztergálás műveletei. A követelménymodul megnevezése: Javítástechnológiai feladatok
 Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Sieg Hungary Árlista
 Sieg Hungary Árlista Érvényes 2010 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
Sieg Hungary Árlista Érvényes 2010 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Pontos és stabil befogó - nagyfokú rugalmasság a sokféle változatnak köszönhetően. TOTAL TOOLING = MINŐSÉG x SZOLGÁLTATÁS 2
 New 2013. szeptember Új termékek forgácsoló szakemberek számára Poligonszárú befogók Pontos és stabil befogó - nagyfokú rugalmasság a sokféle változatnak köszönhetően TOTL TOOLING = MINŐSÉG x SZOLGÁLTTÁS
New 2013. szeptember Új termékek forgácsoló szakemberek számára Poligonszárú befogók Pontos és stabil befogó - nagyfokú rugalmasság a sokféle változatnak köszönhetően TOTL TOOLING = MINŐSÉG x SZOLGÁLTTÁS
Forgácsolás és szerszámai
 Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL
 13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
a.) b.) a.) b.) a.) b.)
 b.) a.) b.) a.) b.)") 1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
2011. tavaszi félév. Élanyagok. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
MUNKAANYAG. Szőrös Gábor. Az egyetemes esztergagép működése, szerkezete, szerszámai, készülékei és gyakori típusai
 Szőrös Gábor Az egyetemes esztergagép működése, szerkezete, szerszámai, készülékei és gyakori típusai A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szőrös Gábor Az egyetemes esztergagép működése, szerkezete, szerszámai, készülékei és gyakori típusai A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
A felület összes jellemzői együtt határozzák meg a felületminőséget. Jelentősége a kapcsolódó felületeknél játszik nagy szerepet.
 FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
10. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal. 10.11 Hámozó lefejtő marás (pontossági ifogmarás)
") 0 Fogazatok efejező megmunkálása határozott élgeometriájú szerszámokkal 0 Hámozó lefejtő marás (pontossági ifogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
0 Fogazatok efejező megmunkálása határozott élgeometriájú szerszámokkal 0 Hámozó lefejtő marás (pontossági ifogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
ÍRÁSBELI FELADAT MEGOLDÁSA
 31 521 09 1000 00 00-2015 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 31 521 09 1000 00 00 SZVK rendelet száma: 32/2011. (VIII. 25.)
31 521 09 1000 00 00-2015 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 31 521 09 1000 00 00 SZVK rendelet száma: 32/2011. (VIII. 25.)
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Késtartók. Géptartozékok. ostrana Typ 4414. Gyorsváltós késtartó alaptest E405 005 E405 005 060 E405 008 E405 007 E405 006. Méretkódok: 080-180
 Gyorsváltós késtartó alaptest E5 005 Typ ok: 0 - Kivitel: E5 005 0 E5 005 0 E5 005 0 Ø E5 008 E5 007 E5 006 E5 005 E5 009 0 0 0 0 00 ( 8 8 6 6 6 8 8 00 00 ( Q ( R ( S 7 7 57,0,0 7,0 7,0 7,0,5,5,0,0,0,0,0,0,0,0,0
Gyorsváltós késtartó alaptest E5 005 Typ ok: 0 - Kivitel: E5 005 0 E5 005 0 E5 005 0 Ø E5 008 E5 007 E5 006 E5 005 E5 009 0 0 0 0 00 ( 8 8 6 6 6 8 8 00 00 ( Q ( R ( S 7 7 57,0,0 7,0 7,0 7,0,5,5,0,0,0,0,0,0,0,0,0
Esztergálás műveletei
 Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Rendelési kód D B Szár Támasztólapka Profilkés 550.120.40 120 40 25 x 60 550.000.40 550.040.35 A fej ára kés és támasztólapka nélkül.
 D B Szár Támasztólapka Profilkés 550.120.40 120 40 25 x 60 550.000.40 550.040.35 A fej ára kés és támasztólapka nélkül 112 944 HM profilkés 550.040.35 HSS támasztólapka 550.000.40 40 x 35 x 2 40 5 616
D B Szár Támasztólapka Profilkés 550.120.40 120 40 25 x 60 550.000.40 550.040.35 A fej ára kés és támasztólapka nélkül 112 944 HM profilkés 550.040.35 HSS támasztólapka 550.000.40 40 x 35 x 2 40 5 616
2011. tavaszi félév. Kopás, éltartam. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 2/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 3 21 01 CNC-gépkezelő
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 2/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 3 21 01 CNC-gépkezelő
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Lépcsős fúró 1.04. Ezzel a robusztus szerszámmal a lemezek egy műveletben központosíthatóak, megfúrhatóak, kifúrhatóak és sorjázhatóak.
 » LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
» LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
MUNKAANYAG. Rozovits Zoltán. Eszetergálás gépei és eszközei. A követelménymodul megnevezése: Javítástechnológiai feladatok
 Rozovits Zoltán Eszetergálás gépei és eszközei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30
Rozovits Zoltán Eszetergálás gépei és eszközei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30
MENETVÁGÓ SZERSZÁMOK. profiline
 MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
ÍRÁSBELI FELADAT MEGOLDÁSA
 Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet 54 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 521 03 SZVK
Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet 54 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 521 03 SZVK
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat!
 Sieg Hungary Árlista Érvényes 2011 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
Sieg Hungary Árlista Érvényes 2011 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
Finomfelületi megmunkálás
 2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
2012. NCT VEZÉRLÉSRE írásbeli ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY. április 19. Versenyző száma:
 ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 19. 2012. NCT VEZÉRLÉSRE írásbeli A kidolgozás időtartama: 150 perc Jóváhagyta: Apostol Attila Támogatók: NCT Kft. NCT Akadémia graphit Kft.
ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 19. 2012. NCT VEZÉRLÉSRE írásbeli A kidolgozás időtartama: 150 perc Jóváhagyta: Apostol Attila Támogatók: NCT Kft. NCT Akadémia graphit Kft.
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a