CAD-CAM-CAE Példatár
|
|
|
- Bertalan Horváth
- 10 évvel ezelőtt
- Látták:
Átírás
1 CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid leírása: Tengely jellegű alkatrész megmunkálásához szükséges NC program elkészítése. 1. A feladat megfogalmazása: Készítsük el az ábrán látható alkatrész NC programját! 1.1. Előgyártmány ajánlás Az alkatrészt húzott átmérő 40-es rúdanyagból készíthetjük leszúrással a 40-es átmérő megmunkálása nélkül. 1

2 2. A feladat megoldás lépései A feladat megoldása MTS-Topcam szimuláiós szoftver segítségével készítjük el. Az alkatrész esztergagépen készíthető el ez a tény meghatározza azt is, hogy a szoftver Topturn modulját kell használnunk az alkatrész nc program készítésének folyamán. Tehát ha kattintunk egyet a Topturn indítása ikonra akkor a megfelelő modul betöltése fog megtörténni. 2

3 Itt kiválasztásra kerül a használni kívánt szerszámgép paraméterei valamint a számunkra legfontosabb kötöttség a gép vezérlésének a nyelve. Kiválasztjuk az NCT 99T/2000T vezérlővel ellátott gépet, majd ez után a jobb oldalon az esztergálás indítása gombra kattintunk. Ekkor új ablak jelenik meg amelyen a szerszámgépünket láthatjuk Setup párbeszéd ablak Amint idáig eljutunk sikeresen lezártnak tekinthetjük a munka azon részét amely a gép és a vezérlő kiválasztását jelenti. Az F6 Setup párbeszéd billentyű lenyomásával jutunk tovább, itt hozhatunk létre egy file-t amire menthetjük a feladatunkat. Beírhatjuk nevünket.dnc filekiterjesztéssel, majd a megnyitás paranccsal tovább léphetünk a feladatmegoldásban. 3

4 Ezek után egy interaktív modulba jutunk ahol a megfelelő értékekkel feltöltve a keretrendszert felszerszámozhatjuk a szerszámgép revolverfejét kiválaszthatjuk a használni kívánt tokmányt és definiálhatjuk az előgyártmány helyzetét a tokmányban. A megnyitás után a képernyőn megjelenik egy berendező ablak mely három füllel rendelkezik, az első fül a tokmány vagyis a megfogó fajtáját kérdezi mi az elsőt választjuk mivel rúdból akarunk dolgozni. A megfogási mód konfigurációk közül ezért a KFD-HS 130 min.10 max.76 Et=10 jelű tokmányt választjuk ahol is külső tokmány átmérő 130 mm, áteresztő képesség mm-ig, ebben a tartományban mozgunk az átmérő 40-es méretünkel 4

5 valamint az Et=40 maximális megfogási mélység de valójában a tokmánypofa előgyártmánnyal érintkező hosszát állíthatjuk itt be a kívánt értéket numerikusan be kell adni a jobb alsó sarokban. A folytatáshoz a következő fülre kattintunk ami a nyersdarab/nullpont fül. Ebben az ablakban az előgyártmány hosszát, külső átmérőjét -ha központfuratos, akkor a csúcs átmérőjét -valamint ha cső, akkor belső átmérőjét adhatjuk meg. Itt választhatjuk meg az előgyártmány anyagát, de itt meg kell említeni, hogy a szimuláció során nincs jelentősége. A munkadarab nullpontot a darab baloldalára vagy a jobb oldalára helyezhetjük el. Nullpont eltolásra akkor lehet szükség, amikor a nullpont a jobb oldalon van és ekkor a nullpont eltölás mértéke, megegyezik az oldalazási ráhagyással. A hosszúsági méretnél figyelni kell arra,hogy az alkatrész ezen méretébe bele kell kalkulálni a tokmány Et hosszát a darab kész méretét a ráhagyásokat (oldalazási, tokmányütközés elkerülésére 1-1 mm-t) Nem maradt más hátra mint a szerszámok kiválasztása a szerszámok fülön. 5

6 A revolverfej 16 darab szerszám tárhelyet tartalmaz, amit feltölthetünk a kívánt szerszámokkal, ezt megtehetjük amint a magazintároló szerkesztése gombra kattintunk 6

7 A revolverfej tárhelyére kattintva érhetjük el a részletes szerszám listát amiből kiválaszthatjuk a számunkra szükséges szerszámokat. 7

8 Bele kattintva a tárhely számba kiválasztható a megfelelő szerszámfajta (nagyoló, beszúró leszúró, menet, furat megmunkáló szerszám) most egy külső kontúr megmunkáló szerszámot választunk ki. Itt van némi szabadság attól függően, hogy milyen geometriájú szerszám fér hozzá a munkadarabhoz. A mi esetünkben az R15-ös rádiusz miatt a nagyoló szerszám csúcsszöge 55 fok főél elhelyezési szöge 93 fok szárkeresztmetszete 20x20-as. Lényeges még hogy látom a lapkát vagy sem azaz balos vagy jobbos a szerszám ehhez kell a programban állítani a forgásirányt. A feladathoz egy nagyoló egy simító balos és egy nagyoló jobbos szerszámra lesz szükség valamint egy leszúró szerszámra. Ezeket mind betárazzuk a revolverfejbe ha kész van egy szerszám betárazás akkor a bal felső sarokban lévő zöld pipával fogadtathatjuk el a beállításainkat. Ezek után ha mindent sikerült kitöltenünk akkor a 8. ábrán látható jobb alsó sarkában található ok gombra kattintva eljutunk a program szerkesztő üzemmódig. 8

9 3. NC-editor F1 billentyű lenyomásával az nc-editor üzemmódba jutunk ahol is a berendező lapunk által generált dokumentáció látható minden beállított adatunk szöveges formátumban. 9

10 10
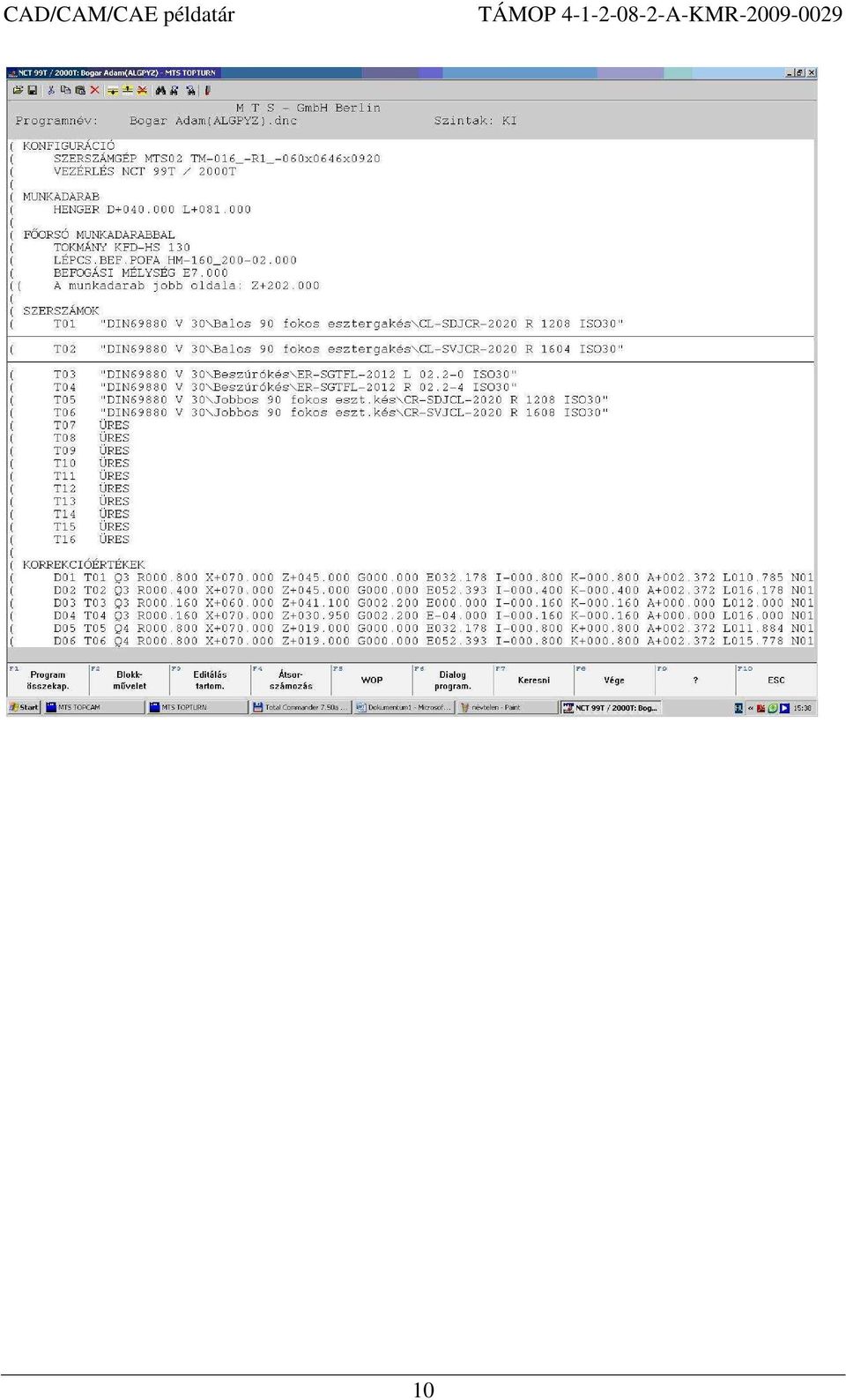
11 Ha ezeket az adatokat látjuk a képernyőn akkor szövegszerkesztés szerűen vihetjük be az Nc mondatokat, amelyek a következők. 11

12 NC-program N0005 G54 F0.5 S1000 M3 M8 T0101 N0007 G00 X100 Z100 N0010 G92 S2550 N0015 G96 S1000 N0020 G00 X45 Z81 N0025 G79 X-1 Z80 (Oldalazó ciklus) N0030 G00 X46 Z81 N0035 G71 U1 R1 (nagyoló ciklus) N0040 G71 P0060 Q0095 U0.4 W0.5 F0.5 N0045 G00 X100 Z100 N0050 T0202 S1000 (simító kést bevált) N0055 G96 S1000 N0060 G00 G42 X23 Z81 N0065 G01 X23 Z80 N0070 G01 X25 Z79 N0075 G01 X25 Z71.18 N0080 G01 X15 Z60 N0085 G02 X25 Z48.82,R15 (körív esztergálása a Mdb.-ba) N0090 G01 X25 Z40, R1 N0095 G01 X40 Z40 N0100 G40 G00 X100 Z100 N0105 T0606 S700 N0110 G0 X25 Z60 N0115 G71 U1 R1 N0120 G71 P135 Q145 U0.4 W0.5 F0.5 N0133 G00 X25 Z60 N0134 G00 X17 N0135 G01 G41 X15 Z60 N0145 G03 X25 Z71.18 R15 N0155 G00 X100 N0156 G00 G40 Z100 N0160 T0404 F2.5 S950 M3 (leszúró kést bevált) N0165 G00 X46 Z17.8 N0170 G01 X 25 N0175 G01 X46 (kiemel) N0180 G01 X10 N0185 G01 X46 N0190 G00 X100 Z100 M9 M0 N0195 M30 12

13 5. NC-program futtatása A program szerkesztést F8 vége funkció gombbal majd tárolással funkció gombot lenyomva hozzá kezdhetünk a program futtatásához F1 a programot át venni billentyűt lenyomva majd F8 automata üzemmódot kiválasztva F1 ismét automata üzemmódot indítva mozgásba lép a rendszer forgásba lendül a főorsó és elindul a revolverfej mellékmozgása. Ezen mozgások segítségével forgácsolással elkészül az alkatrészünk. Zoom üzemmód A forgácsolási folyamat jobban szemmel követhető zoom üzemmódban. 13

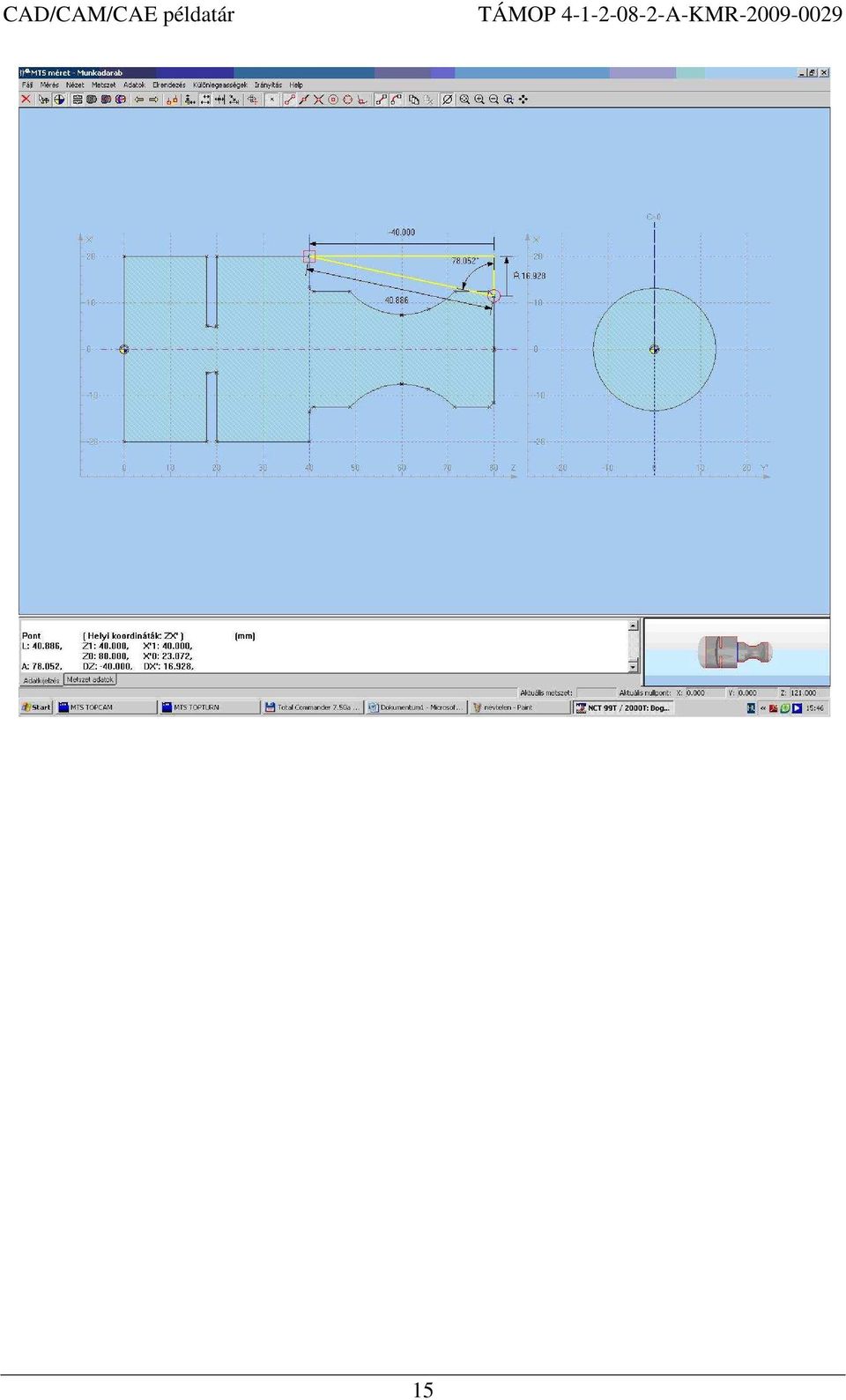
14 Itt kell megemlíteni, hogy leszúrás esetén a darab leesik a képernyőről a munkadarab elkapóba ezért praktikusan X1 koordinátáig szúrunk be, és ekkor a darab ott marad a képernyőn és méretellenőrzést lehet végezni, ha leszúrjuk teljesen akkor a munkadarab elkapóban kell keresni a darabunkat. Méretellenőrzés Futtatás képernyőn a fönti ikonsorban a tolómérő ikonra kattintva jutunk a méretellenőrző modulba.ahol különféle hosszirányú méreteket és átmérő méreteket valamint rádiuszok mérését tudjuk elvégezni. 14

15 15
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D-s CAM marási feladat ÓE-A19 alap közepes haladó CATIA
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D-s CAM marási feladat ÓE-A19 alap közepes haladó CATIA
Gyártandó alkatrész műhelyrajza és 3D test modellje
 Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Technológiai tervezés NC eszterga gépre ÓE B01 alap közepes haladó
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Technológiai tervezés NC eszterga gépre ÓE B01 alap közepes haladó
8. SZERSZÁMGÉP ANIMÁCIÓ
 8. SZERSZÁMGÉP ANIMÁCIÓ Meghatározás Az öttengelyes megmunkálások elengedhetetlen kelléke a szerszámgép különböző egységeinek megmunkálás közbeni ütközés ellenőrzése. A PowerMill, ütközés észlelés esetén
8. SZERSZÁMGÉP ANIMÁCIÓ Meghatározás Az öttengelyes megmunkálások elengedhetetlen kelléke a szerszámgép különböző egységeinek megmunkálás közbeni ütközés ellenőrzése. A PowerMill, ütközés észlelés esetén
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06
 MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: VEM befogott tartó ÓE-A15 alap közepes haladó CATIA V5 CAD,
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: VEM befogott tartó ÓE-A15 alap közepes haladó CATIA V5 CAD,
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Összeállítás készítése CAD rendszerben ÓE-A12 alap közepes
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Összeállítás készítése CAD rendszerben ÓE-A12 alap közepes
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Tengely jellegű alkatrész CAD modellezése ÓE-A06a alap közepes
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Tengely jellegű alkatrész CAD modellezése ÓE-A06a alap közepes
Csésze nevű alkatrész megmunkálása
 Csésze nevű alkatrész megmunkálása 1. Alkatrész megnyitása: Nyissa meg a Csésze.par alkatrész-fájlt a Fájl menü Megnyitás pontjával. 2. Alkatrész elmozgatása a megmunkálási pozícióba Amennyiben a megmunkálás
Csésze nevű alkatrész megmunkálása 1. Alkatrész megnyitása: Nyissa meg a Csésze.par alkatrész-fájlt a Fájl menü Megnyitás pontjával. 2. Alkatrész elmozgatása a megmunkálási pozícióba Amennyiben a megmunkálás
Forgácsolási folyamatok számítógépes tervezése I.
 Forgácsolási folyamatok számítógépes tervezése I. Az alkatrészprogram szintaktikája Program szám Mindig 4 karakter Program név Maximum 16 karakter NCT 2000T Dr. Mikó Balázs %O1234(programnév) N0005 (megjegyzés)
Forgácsolási folyamatok számítógépes tervezése I. Az alkatrészprogram szintaktikája Program szám Mindig 4 karakter Program név Maximum 16 karakter NCT 2000T Dr. Mikó Balázs %O1234(programnév) N0005 (megjegyzés)
CAD-ART Kft. 1117 Budapest, Fehérvári út 35.
 CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : [email protected] http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Laser megmunkálás PEPS 4 laser megmunkálási
CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : [email protected] http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Laser megmunkálás PEPS 4 laser megmunkálási
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Használható segédeszköz: számológép (Mobil/okostelefon számológép funkció nem használható a vizsgán!)
") A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
ADATSZOLGÁLTATÁS központi honlap használata esetén
 ADATSZOLGÁLTATÁS központi honlap használata esetén 1. A 18/2005. IHM rendelet melléklete alapján össze kell állítani a közérdekű adatokat 2. Az elkészített dokumentumok feltöltése a központi honlapra:
ADATSZOLGÁLTATÁS központi honlap használata esetén 1. A 18/2005. IHM rendelet melléklete alapján össze kell állítani a közérdekű adatokat 2. Az elkészített dokumentumok feltöltése a központi honlapra:
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
SinuTrain (Siemens 840D) szoftver. SinuTrain szoftver indítása: Az asztalon lévő SinuTrain indító ikonra 2x kattintással
 szoftver. SinuTrain szoftver indítása: Az asztalon lévő SinuTrain indító ikonra 2x kattintással") SinuTrain (Siemens 840D) szoftver SinuTrain szoftver indítása: Az asztalon lévő SinuTrain indító ikonra 2x kattintással A feljövő felületen rákattintással kiválasztjuk a vezérlőhöz illesztett gépet. A
SinuTrain (Siemens 840D) szoftver SinuTrain szoftver indítása: Az asztalon lévő SinuTrain indító ikonra 2x kattintással A feljövő felületen rákattintással kiválasztjuk a vezérlőhöz illesztett gépet. A
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Méretlánc átrendezés a gyakorlatban
 Méretlánc átrendezés a gyakorlatban 1. Méretlánc átrendezésének okai Méretlánc átrendezésével csak akkor foglalkozunk, ha szükséges, ezek az esetek általában a következők: Koordináta rendszerhez igazodó
Méretlánc átrendezés a gyakorlatban 1. Méretlánc átrendezésének okai Méretlánc átrendezésével csak akkor foglalkozunk, ha szükséges, ezek az esetek általában a következők: Koordináta rendszerhez igazodó
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
Prezentáció, Prezentáció elkészítése. Nézetek
 Microsoft Power Point 2003 program esetén Különböző nézetek közül választhatunk, melyeket többféleképpen érhetünk el: kattinthatunk a Nézet menüre, és onnan választjuk ki a használni kívánt nézetet; a
Microsoft Power Point 2003 program esetén Különböző nézetek közül választhatunk, melyeket többféleképpen érhetünk el: kattinthatunk a Nézet menüre, és onnan választjuk ki a használni kívánt nézetet; a
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs [email protected] r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs [email protected] r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
A. Webes metaadat szerkesztő
 ADATSZOLGÁLTATÁS központi honlap használata esetén 1. A 18/2005. IHM rendelet melléklete alapján össze kell állítani a közérdekű adatokat 2. Az elkészített dokumentumok feltöltése a központi honlapra:
ADATSZOLGÁLTATÁS központi honlap használata esetén 1. A 18/2005. IHM rendelet melléklete alapján össze kell állítani a közérdekű adatokat 2. Az elkészített dokumentumok feltöltése a központi honlapra:
Sú gó az ASIR/PA IR Públikús felú lethez
 Sú gó az ASIR/PA IR Públikús felú lethez Súgó a magyarországi központi Agrárstatisztikai és Piaci Árinformációs rendszer publikus moduljához. 1 Publikus felhasználói regisztráció A publikus felület Regisztráció
Sú gó az ASIR/PA IR Públikús felú lethez Súgó a magyarországi központi Agrárstatisztikai és Piaci Árinformációs rendszer publikus moduljához. 1 Publikus felhasználói regisztráció A publikus felület Regisztráció
KULCS_PROGRAMOZÁS_TKU (ESZTERGÁLÁS)
") KULCS_PROGRAMOZÁS_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М Gépi nullpont 0,5 b) А Felvett nullpont 0,5 c) W Munkadarab nullpont 0,5 d) R Referenciapont 0,5
KULCS_PROGRAMOZÁS_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М Gépi nullpont 0,5 b) А Felvett nullpont 0,5 c) W Munkadarab nullpont 0,5 d) R Referenciapont 0,5
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs [email protected]
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs [email protected]
MUNKAANYAG. Dabi Ágnes. CNC és szimulációs program kezelése. A követelménymodul megnevezése: A próbagyártás technológiája
 Dabi Ágnes CNC és szimulációs program kezelése A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-005-30
Dabi Ágnes CNC és szimulációs program kezelése A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-005-30
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: [email protected]
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20AMs- és -32AMs CNC hosszeszterga
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20AMs- és -32AMs CNC hosszeszterga
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA. MTS-eszterga programozása. MTS GmbH GO98 Bt.
 Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-eszterga programozása MTS GmbH GO98 Bt. MTS eszterga programozása MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-eszterga programozása MTS GmbH GO98 Bt. MTS eszterga programozása MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
PC kártya és a szoftver telepítése, indítása után ( ID, jelszó : admin, admin)
") PC kártya és a szoftver telepítése, indítása után ( ID, jelszó : admin, admin) Mozgásérzékelés beállítása Jobb klikk a beállítandó videó képén (pl: Channel1),a Channel configuration (videó csatorna konfigurációs
PC kártya és a szoftver telepítése, indítása után ( ID, jelszó : admin, admin) Mozgásérzékelés beállítása Jobb klikk a beállítandó videó képén (pl: Channel1),a Channel configuration (videó csatorna konfigurációs
Orsó-fordulatszám (S), orsó-forgásirány (M3, M4, M5)
, orsó-forgásirány (M3, M4, M5)") Funkció Az orsó-fordulatszám és -forgásirány megadása a főorsót forgásba hozza és ezzel megteremti a forgácsolás előfeltételét. Szintaxis Kép 1 Orsómozgások esztergálásnál A főorsó mellett lehetnek további
Funkció Az orsó-fordulatszám és -forgásirány megadása a főorsót forgásba hozza és ezzel megteremti a forgácsolás előfeltételét. Szintaxis Kép 1 Orsómozgások esztergálásnál A főorsó mellett lehetnek további
Loxone IR extension és IR modul bekötése és programozása:
 Loxone IR extension és IR modul bekötése és programozása: Bekötési alapok: Az IR Extension hálózati kábel (Cat5, Cat6, Cat7) segítségével köthető össze az IR modullal. 8db IR modul csatlakoztatható egy
Loxone IR extension és IR modul bekötése és programozása: Bekötési alapok: Az IR Extension hálózati kábel (Cat5, Cat6, Cat7) segítségével köthető össze az IR modullal. 8db IR modul csatlakoztatható egy
Táblázatok. Táblázatok beszúrása. Cellák kijelölése
 Táblázatok Táblázatok beszúrása A táblázatok sorokba és oszlopokba rendezett téglalap alakú cellákból épülnek fel. A cellák tartalmazhatnak képet vagy szöveget. A táblázatok használhatók adatok megjelenítésére,
Táblázatok Táblázatok beszúrása A táblázatok sorokba és oszlopokba rendezett téglalap alakú cellákból épülnek fel. A cellák tartalmazhatnak képet vagy szöveget. A táblázatok használhatók adatok megjelenítésére,
Tervezési feladat. Komplex tervezés c. tárgyból. Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés c. tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Kódjel: d8 1 Tartalomjegyzék: 1.aaAz alkatrész
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés c. tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Kódjel: d8 1 Tartalomjegyzék: 1.aaAz alkatrész
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék. Tervezési feladat. Komplex tervezés. Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ 1 Tartalomjegyzék: 1.Az alkatrész geometriai modellje
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ 1 Tartalomjegyzék: 1.Az alkatrész geometriai modellje
Adat le,- és feltöltés a DOS operációs rendszerrel rendelkező Topcon mérőállomásokra, TopconLink szoftver alkalmazásával (V1.0)
") Adat le,- és feltöltés a DOS operációs rendszerrel rendelkező Topcon mérőállomásokra, TopconLink szoftver alkalmazásával (V1.0) 1/11 Tartalomjegyzék 1. Koordináta konverzió Topcon Link szoftverrel, feltöltéshez
Adat le,- és feltöltés a DOS operációs rendszerrel rendelkező Topcon mérőállomásokra, TopconLink szoftver alkalmazásával (V1.0) 1/11 Tartalomjegyzék 1. Koordináta konverzió Topcon Link szoftverrel, feltöltéshez
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAD rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Szíjtárcsa mőhelyrajzának elkészítése ÓE-A14 alap közepes haladó
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAD rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Szíjtárcsa mőhelyrajzának elkészítése ÓE-A14 alap közepes haladó
1) Szállítói számla kontírozásának megkezdését megelőző lépések a Tárgyi eszköz modulban
 Szállítói számla kontírozásának megkezdését megelőző lépések a Tárgyi eszköz modulban") 1) Szállítói számla kontírozásának megkezdését megelőző lépések a Tárgyi eszköz modulban Bizonylat pénzügyi ellenőrzése és kontírozása A Pénzügy modulban történő kontírozást megelőzően a Tárgyi eszköz
1) Szállítói számla kontírozásának megkezdését megelőző lépések a Tárgyi eszköz modulban Bizonylat pénzügyi ellenőrzése és kontírozása A Pénzügy modulban történő kontírozást megelőzően a Tárgyi eszköz
10. Az NC programozás alapjai. Az NC technika fejlődése. Az NC technika rugalmas automatizált. nagy termelékenység
 10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D CAM marási feladat ÓE-A19 alap közepes haladó CATIA V5
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D CAM marási feladat ÓE-A19 alap közepes haladó CATIA V5
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Órarendkészítő szoftver
 SchoolTime Órarendkészítő szoftver 2.0 verzió Tartalomjegyzék: 1., Belépés a programba...3 2., Órarend főtábla...3 3., Tanátok...4 3.1., Új tanár felvitele, módosítása...4 3.2., Tanár törlése...4 3.3.,
SchoolTime Órarendkészítő szoftver 2.0 verzió Tartalomjegyzék: 1., Belépés a programba...3 2., Órarend főtábla...3 3., Tanátok...4 3.1., Új tanár felvitele, módosítása...4 3.2., Tanár törlése...4 3.3.,
CAD-ART Kft Budapest, Fehérvári út 35.
 CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : [email protected] http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Marás PEPS 5 marási példa A feladatban
CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : [email protected] http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Marás PEPS 5 marási példa A feladatban
ADATSZOLGÁLTATÁS webes metaadat-szerkesztővel
 ADATSZOLGÁLTATÁS webes metaadat-szerkesztővel A. központi OAI szerver igénybe vétele esetén A regisztráció elfogadását követően az adminisztrációs felületen a Webes metaadat szerkesztő funkciót kell kiválasztani:
ADATSZOLGÁLTATÁS webes metaadat-szerkesztővel A. központi OAI szerver igénybe vétele esetén A regisztráció elfogadását követően az adminisztrációs felületen a Webes metaadat szerkesztő funkciót kell kiválasztani:
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Négycsuklós mechanizmus modelljének. Adams. elkészítése, kinematikai vizsgálata,
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Négycsuklós mechanizmus modellezése SZIE-K2 alap közepes - haladó Adams
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Négycsuklós mechanizmus modellezése SZIE-K2 alap közepes - haladó Adams
Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány
 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. [email protected]
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. [email protected]
A főképernyő felső ikonsorába kerültek a sajátmappa különböző füleire vezérlő ikonok, valamint a gyakran használt műveletek.
 2010.10.04. programverzió újdonságai Papirusz Ügyiratkezelő Rendszer Saját mappával, főképernyővel kapcsolatos változások A főképernyő felső ikonsorába kerültek a sajátmappa különböző füleire vezérlő ikonok,
2010.10.04. programverzió újdonságai Papirusz Ügyiratkezelő Rendszer Saját mappával, főképernyővel kapcsolatos változások A főképernyő felső ikonsorába kerültek a sajátmappa különböző füleire vezérlő ikonok,
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2200 és BNC-2600 típusú CNC
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2200 és BNC-2600 típusú CNC
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait: a)
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait: a)
A számítógépes adatgyűjtő program használata
 A számítógépes adatgyűjtő program használata I. Bekapcsolás 1. Az elosztó szekrényen lévő főkapcsoló felkapcsolásával helyezzük a Sütő berendezést feszültség alá! 2. Vezérlés be feliratú nyomógombot ütközésig
A számítógépes adatgyűjtő program használata I. Bekapcsolás 1. Az elosztó szekrényen lévő főkapcsoló felkapcsolásával helyezzük a Sütő berendezést feszültség alá! 2. Vezérlés be feliratú nyomógombot ütközésig
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
ClicXoft programtálca Leírás
 ClicXoft programtálca Leírás Budapest 2015 Bevezetés A ClicXoft programok bár önálló programok közös technológia alapon lettek kifejlesztve. Emellett közös tulajdonságuk, hogy a hasonló funkciókhoz ugyanaz
ClicXoft programtálca Leírás Budapest 2015 Bevezetés A ClicXoft programok bár önálló programok közös technológia alapon lettek kifejlesztve. Emellett közös tulajdonságuk, hogy a hasonló funkciókhoz ugyanaz
Online naptár használata
 Online naptár használata WEB: https://www.google.com/calendar A Google naptár egy olyan Google-fiókhoz kötött szolgáltatás, melynek használatával a felhasználók egy ingyenes, online rendszerben tárolhatják
Online naptár használata WEB: https://www.google.com/calendar A Google naptár egy olyan Google-fiókhoz kötött szolgáltatás, melynek használatával a felhasználók egy ingyenes, online rendszerben tárolhatják
POSZEIDON dokumentáció (1.2)
") POSZEIDON dokumentáció (1.2) Bevezetés a Poszeidon rendszer használatába I. TELEPÍTÉS Poszeidon alkalmazás letölthető: www.sze.hu/poszeidon/poszeidon.exe Lépések: FUTTATÁS / (FUTTATÁS) / TOVÁBB / TOVÁBB
POSZEIDON dokumentáció (1.2) Bevezetés a Poszeidon rendszer használatába I. TELEPÍTÉS Poszeidon alkalmazás letölthető: www.sze.hu/poszeidon/poszeidon.exe Lépések: FUTTATÁS / (FUTTATÁS) / TOVÁBB / TOVÁBB
B) Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!
 Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!") 1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
Pénzintézetek jelentése a pénzforgalmi jelzőszám változásáról
 Pénzintézetek jelentése a pénzforgalmi jelzőszám változásáról Felhasználói Segédlet MICROSEC Kft. 1022 Budapest, Marczibányi tér 9. telefon: (1)438-6310 2002. május 4. Tartalom Jelentés készítése...3 Új
Pénzintézetek jelentése a pénzforgalmi jelzőszám változásáról Felhasználói Segédlet MICROSEC Kft. 1022 Budapest, Marczibányi tér 9. telefon: (1)438-6310 2002. május 4. Tartalom Jelentés készítése...3 Új
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A4 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A4 alap közepes - haladó SolidEdge CAD 3D
Közoktatási Statisztika Tájékoztató 2012/2013. Használati útmutató
 Közoktatási Statisztika Tájékoztató 2012/2013 Tartalomjegyzék 1. Technikai információk... 2 2. Publikus felület... 2 2.1 Bejelentkezés... 2 2.2 Összesítés... 3 2.2.1 Statisztikai tábla megtekintése...
Közoktatási Statisztika Tájékoztató 2012/2013 Tartalomjegyzék 1. Technikai információk... 2 2. Publikus felület... 2 2.1 Bejelentkezés... 2 2.2 Összesítés... 3 2.2.1 Statisztikai tábla megtekintése...
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
E-Freight beállítási segédlet
 E-Freight beállítási segédlet Az E-Freight rendszer működéséhez szükséges programok és beállítások v08 A legújabb verzióért kérjük, olvassa be az alábbi kódot: 1. Támogatott böngészők Az E-Freight az Internet
E-Freight beállítási segédlet Az E-Freight rendszer működéséhez szükséges programok és beállítások v08 A legújabb verzióért kérjük, olvassa be az alábbi kódot: 1. Támogatott böngészők Az E-Freight az Internet
Az Éves adóbevallás 2005 modul ismertetése
 Az Éves adóbevallás 2005 modul ismertetése A program a setup lefutása után -ha bejelöltük-, magától elindul. A következkben az indítás a startmenübl, vagy a telepít által létrehozott asztal ikonról indítható:
Az Éves adóbevallás 2005 modul ismertetése A program a setup lefutása után -ha bejelöltük-, magától elindul. A következkben az indítás a startmenübl, vagy a telepít által létrehozott asztal ikonról indítható:
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0281-06/2 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartama: 45 perc A 20/2007. (V. 21.)
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0281-06/2 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartama: 45 perc A 20/2007. (V. 21.)
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-1600 és BNC-1800 típusú CNC
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-1600 és BNC-1800 típusú CNC
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 2/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 3 21 01 CNC-gépkezelő
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 2/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 3 21 01 CNC-gépkezelő
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A5 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A5 alap közepes - haladó SolidEdge CAD 3D
2012. NCT VEZÉRLÉSRE írásbeli ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY. április 19. Versenyző száma:
 ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 19. 2012. NCT VEZÉRLÉSRE írásbeli A kidolgozás időtartama: 150 perc Jóváhagyta: Apostol Attila Támogatók: NCT Kft. NCT Akadémia graphit Kft.
ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 19. 2012. NCT VEZÉRLÉSRE írásbeli A kidolgozás időtartama: 150 perc Jóváhagyta: Apostol Attila Támogatók: NCT Kft. NCT Akadémia graphit Kft.
DIN GÉP TIPUS MARÓ ESZTERGA MONDAT FORMÁTUM, MEGJEGYZÉSEK KÓD JELENTÉSE. Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben G00
 DIN 66025 KÓD G00 G01 G02 G03 Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben Körinterpoláció (OMJM ) Körinterpoláció (OMJE ) G04 Várakozási idő G09 Pontos méretre állás G10 G11 G12 G13 G17
DIN 66025 KÓD G00 G01 G02 G03 Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben Körinterpoláció (OMJM ) Körinterpoláció (OMJE ) G04 Várakozási idő G09 Pontos méretre állás G10 G11 G12 G13 G17
1) Kontírozás megkezdését megelőző lépések a Készlet modulban. A kontírozást a Készlet a főkönyvnek egy menüpont futtatásával adja át:
 Kontírozás megkezdését megelőző lépések a Készlet modulban. A kontírozást a Készlet a főkönyvnek egy menüpont futtatásával adja át:") 1) Kontírozás megkezdését megelőző lépések a Készlet modulban 1.1 Bizonylat ellenőrzés és automatikus kontírozás A 2014 évi számviteli változások miatt a Készlet programban is szükségessé válik a kontírozás,
1) Kontírozás megkezdését megelőző lépések a Készlet modulban 1.1 Bizonylat ellenőrzés és automatikus kontírozás A 2014 évi számviteli változások miatt a Készlet programban is szükségessé válik a kontírozás,
Táblázatkezelés, Diagramkészítés. Egyéb műveletek
 Diagram törlése Beágyazott diagramobjektum esetén jelöljük ki a diagramot a diagram üres területére kattintva, majd üssük le a DELETE billentyűt! Ha a diagram önálló diagramlapon helyezkedik el, akkor
Diagram törlése Beágyazott diagramobjektum esetén jelöljük ki a diagramot a diagram üres területére kattintva, majd üssük le a DELETE billentyűt! Ha a diagram önálló diagramlapon helyezkedik el, akkor
Forgattyús mechanizmus modelljének. Adams. elkészítése, kinematikai vizsgálata,
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Forgattyús mechanizmus modellezése SZIE-K1 alap közepes - haladó Adams
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Forgattyús mechanizmus modellezése SZIE-K1 alap közepes - haladó Adams
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Motor összeállítási CAD modellje ÓE-B04 alap közepes haladó
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Motor összeállítási CAD modellje ÓE-B04 alap közepes haladó
Tervez2 Monor gyakorló leírása
 Tervez2 Monor gyakorló leírása A Monor gyakorló a 00-06-ig menetrendi időszakhoz készült. Indítsuk el a Launcher-t. F9 billentyű lenyomása után keressük ki a megjelenő ablakból a 100-Monor.t2 fájlt, kattintás
Tervez2 Monor gyakorló leírása A Monor gyakorló a 00-06-ig menetrendi időszakhoz készült. Indítsuk el a Launcher-t. F9 billentyű lenyomása után keressük ki a megjelenő ablakból a 100-Monor.t2 fájlt, kattintás
Hallgatói segédlet a tananyag megjelenítéséhez
 Hallgatói segédlet a tananyag megjelenítéséhez A Hunline rendszerbe a hunline.hu oldalon lehet belépni. Felhasználói névként a Neptun kódot, jelszóként a születési adatok nyolc számjegyét kell megadni.
Hallgatói segédlet a tananyag megjelenítéséhez A Hunline rendszerbe a hunline.hu oldalon lehet belépni. Felhasználói névként a Neptun kódot, jelszóként a születési adatok nyolc számjegyét kell megadni.
munkamenetben x x G01 [X...] [Y...] [Z...] [F...] [S...] [T...] [M...]
![munkamenetben x x G01 [X...] [Y...] [Z...] [F...] [S...] [T...] [M...]](/thumbs/60/44621925.jpg "munkamenetben x x G01 [X...] [Y...] [Z...] [F...] [S...] [T...] [M...]") KÓD G00 G01 KÓD JELENTÉSE GÉP TIPUS MARÓ ESZT. MONDAT FORMÁTUM, MEGJEGYZÉSEK Elmozdulás gyorsmenetben G00 [X...] [Y...] [Z...] [S...] [T...] [M...] Egyenes interpoláció munkamenetben G01 [X...] [Y...]
KÓD G00 G01 KÓD JELENTÉSE GÉP TIPUS MARÓ ESZT. MONDAT FORMÁTUM, MEGJEGYZÉSEK Elmozdulás gyorsmenetben G00 [X...] [Y...] [Z...] [S...] [T...] [M...] Egyenes interpoláció munkamenetben G01 [X...] [Y...]
Diagram készítése. Diagramok formázása
 Diagram készítése Diagramok segítségével a táblázatban tárolt adatainkat különféle módon ábrázolhatjuk. 1. A diagram készítésének első lépése az adatok kijelölése a táblázatban, melyekhez diagramot szeretnénk
Diagram készítése Diagramok segítségével a táblázatban tárolt adatainkat különféle módon ábrázolhatjuk. 1. A diagram készítésének első lépése az adatok kijelölése a táblázatban, melyekhez diagramot szeretnénk
CÍMLISTA HASZNÁLATA. Címlista alapok
 CÍMLISTA HASZNÁLATA Címlista alapok Címlista elemnek hívunk minden személyt és céget amit a címlista modulban tárolunk. Két típusát különböztetjük meg: cég és személy. Személyekhez és a cégekhez különböző
CÍMLISTA HASZNÁLATA Címlista alapok Címlista elemnek hívunk minden személyt és céget amit a címlista modulban tárolunk. Két típusát különböztetjük meg: cég és személy. Személyekhez és a cégekhez különböző
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CMS videó megjelenítő szoftver használata
 CMS videó megjelenítő szoftver használata Bevezető Ez a felhasználói kézikönyv a HF-DVR5704T 4 csatornás H.264 tömörítésű hálózati rögzítőhöz mellékelt CMS szoftver használatát mutatja be. Nem tér ki az
CMS videó megjelenítő szoftver használata Bevezető Ez a felhasználói kézikönyv a HF-DVR5704T 4 csatornás H.264 tömörítésű hálózati rögzítőhöz mellékelt CMS szoftver használatát mutatja be. Nem tér ki az
CADcat. Bevezetés a program főbb funkcióiba
 CADcat. Bevezetés a program főbb funkcióiba Tartalomjegyzék Tartalomjegyzék...2 1 Telepítési útmutató...3 2 Alkatrész kiválasztása (példa: DIN 912, M5x30, 8.8, fémtiszta)...5 2.1 1. lehetőség: Az alkatrészek
CADcat. Bevezetés a program főbb funkcióiba Tartalomjegyzék Tartalomjegyzék...2 1 Telepítési útmutató...3 2 Alkatrész kiválasztása (példa: DIN 912, M5x30, 8.8, fémtiszta)...5 2.1 1. lehetőség: Az alkatrészek
2. lecke. A bibliaolvasó tervkészítı
 2. lecke A bibliaolvasó tervkészítı A rendszeres bibliaolvasásban többféle vezérfonal is segítségünkre lehet, de el is készíthetjük a sajátunkat. Ebben segít a bibliaolvasó tervkészítı. A bibliaolvasó
2. lecke A bibliaolvasó tervkészítı A rendszeres bibliaolvasásban többféle vezérfonal is segítségünkre lehet, de el is készíthetjük a sajátunkat. Ebben segít a bibliaolvasó tervkészítı. A bibliaolvasó
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
1 Rendszerkövetelmények
 1 Rendszerkövetelmények 1.1 Operációs rendszer Az i-deal2 ajánlatadó alkalmazás a Microsoft.Net és Click Once technológiáin alapul. Ezek használatához legalább Microsoft Windows XP SP2 (Szervízcsomag 2),
1 Rendszerkövetelmények 1.1 Operációs rendszer Az i-deal2 ajánlatadó alkalmazás a Microsoft.Net és Click Once technológiáin alapul. Ezek használatához legalább Microsoft Windows XP SP2 (Szervízcsomag 2),
Versenyző kódja: 16 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
34 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: [email protected]
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 SMART-42 és -30Ms CNC esztergagép
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 SMART-42 és -30Ms CNC esztergagép
Táblázatos adatok használata
 Táblázatos adatok használata Tartalomjegyzék 1. Az adatok rendezése...2 2. Keresés a táblázatban...2 3. A megjelenő oszlopok kiválasztása...3 4. Az oszlopok sorrendjének meghatározása...4 5. Az oszlopok
Táblázatos adatok használata Tartalomjegyzék 1. Az adatok rendezése...2 2. Keresés a táblázatban...2 3. A megjelenő oszlopok kiválasztása...3 4. Az oszlopok sorrendjének meghatározása...4 5. Az oszlopok
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: