05 Külső hengeres felületek megmunkálása
|
|
|
- Flóra Varga
- 7 évvel ezelőtt
- Látták:
Átírás






1 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1


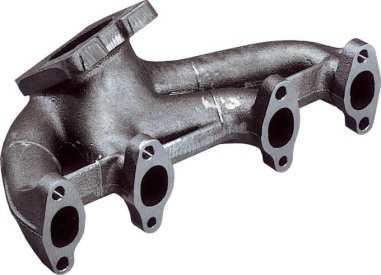
2 Y Külső hengeres felületek Sima hengeres felületek: pl. csapszeg zonos tengelyű hengeres felületek: pl. lépcsőstengely Párhuzamos tengelyű hengeres felületek: pl. forgattyús tengely Összekötő felület vagy átmeneti geometria: pl. bordástengely r. ikó B. 3 lőgyártmányok pontossága Y Húzott R a 1,6 12, Hengerelt R a 3, Öntött R a 6, Kovácsolt R a 6,3-12, r. ikó B. 4 2
 le kell darabolni az előgyártmányt.")
3 lőkészítő műveletek Y arabolás Oldalazás Központ jelölés Központfúrás Bábhely esztergálása r. ikó B. 5 arabolás Rúdanyag esetén (hengerelt, húzott) le kell darabolni az előgyártmányt. Y Fűrészelés Leszúrás (eszterga) Lángvágás r. ikó B. 6 3
4 Oldalazás z oldalazás célja a véglapok tengelyre merőleges helyzetének biztosítása. Y 1. Központfúrás előtt a központfúró helyzetének biztosítására. 2. Homlok élen való központosítás esetén. 3. Sorozat és tömeggyártás esetén a tengelyirányú helyzet meghatározáshoz. lkalmazható eljárások: 1. Csúcseszterga 2. Véglapmaró-központfúró gépen r. ikó B. 7 Központ jelölés Célja a központ helyének kijelölése. Y sztergán végzett központfúrás esetén nem szükséges. Csak bonyolult, több tengelyű alkatrészek esetén alkalmazzák. r. ikó B. 8 4

5 Központfúrás központfurat a tengelyvonal kijelölésére szolgáló segédbázis. központfurat szabványos (Sz 3999, Sz 6518, N 333) Y r. ikó B. 9 Központfurat Központfúró Y Szabályozás: sztergakés Köszörülés Követelmények: előírásos kúpszög központos elhelyezkedés azonos mélység r. ikó B. 10 5

 Síktárcsa")
6 Bábhely esztergálás l/d > 12 tengelyek bábbal való megtámasztása esetén a báb helyét megfelelő pontossággal és felületi érdességgel, több nagyoló és simító fogással kell elkészíteni. öbb bábhely esetén a tengely végei felöl haladunk a közepe felé. Y r. ikó B. 11 unkadarab felfogása Y Cél: központosítás Csúcsok között okmány (és csúcs) Síktárcsa Szorítóhüvely sztergatüske r. ikó B. 12 6

")

7 Felfogás csúcsok között Bázis: központfurat Legpontosabb módszer megmunkálás során nem változik bázisváltási hibák minimálisak Y r. ikó B. 13 Felfogás csúcsok között Állócsúcs (n max =500 1/ford) Fél állócsúcs (oldalazáshoz) Keményfém betétes csúcs Univerzális forgócsúcs (kevésbé pontos helyzet meghatározás, kopott csúcs rezgésveszély) Y r. ikó B. 14 7






8 enesztés menesztés feladata a nyomatékátvitel. Nem akadályozhatja a megmunkálást. Y Homlokmenesztő sztergaszív és menesztőtárcsa r. ikó B. 15 Befogás tokmányba Legáltalánosabb. yorsabb, de pontatlanabb mint csúcsok között. erevebb, nagyobb nyomaték vihető át. Y r. ikó B. 16 8

9 Befogás tokmányba Nagyoló megmunkálásoknál kemény pofa Simító megmunkálásoknál az átmérőnek megfelelően felesztergált puhapofa. Puhapofa felesztergálása mindig feszített állapotban. Y r. ikó B. 17 Befogás tokmányba l/d<3 esetén nem szükséges csúccsal támasztani 3<l/d<12 csúccsal meg kell támasztani l/d > 12 báb alkalmazása szükséges Y r. ikó B. 18 9
10 Y szterga báb l/d > 12 tengelyek esetén a munkadarabot célszerű megtámasztani. Állóbáb: a gépágyhoz rögzítve ozgóbáb: a szánhoz rögzítve echanikus / Hidraulikus r. ikó B. 19 Y Öntvény hidraulikus bábbal megtámasztva r. ikó B
11 Y r. ikó B. 21 Y Felfogás síktárcsán Nem tengelyszimmetrikus darabok felfogására pofák függetlenül állítható, nem központosítanak központosságot ki kell mérni, hosszadalmas Szorítás ájolás Kiegyensúlyozás r. ikó B



12 ndextokmány öbb tengelyű alkatész megmunkálás során forgatni lehet Speciális pofa tervezése ±90 Y r. ikó B. 23 Speciális pofa Y r. ikó B





13 Y Szorítóhüvely Kis átmérőjű, pontos darabok megfogására. Behúzó és kitoló szorítás. echanikus / Hidraulikus utomatizálható Sorozatgyártás r. ikó B. 25 sztergatüske Y Vékonyfalú, átmenő furatú alkatrészek megfogására. Nem deformálja darabot. Lehetővé teszi a teljes hossz menti megmunkálást. r. ikó B



14 Y Nagyolás nagyolás célja a ráhagyás eltávolítása. Célszerű a nagyolást minél kevesebb fogással elvégezni. Nagyoló esztergálás Rotációs marás r. ikó B. 27 Nagyoló esztergálás Y Forgó munkadarab, álló szerszám lőnagyolás: öntött, kovácsolt előgyártmány esetén a durva kéreg eltávolítása. Nagyolás: simítást megelőző megmunkálások 11-13, Ra>12,5. örekedni kell a minél kevesebb fogásra. Lépcsős tengelyek esetén meg kell határozni a fogásmegosztás módját. r. ikó B

15 Rotációs marás Főmozgás: szerszám ellékmozgás: munkadarab Y Bonyolult szerszám r. ikó B. 29 Y r. ikó B

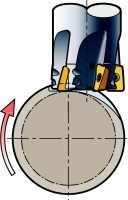
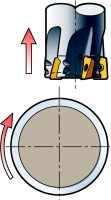


16 Y r. ikó B. 31 Y r. ikó B
17 Örvénylő marás ermelékeny eljárás pontosságot a munkadarab és a szerszám fordulatszáma határozza meg. Y r. ikó B. 33 Simítás simítás célja a pontos alak, méret és felületi minőség elkészítése. Nagy munkadarabok esetén külön műveletben, más gépen végezzük. Y Simító esztergálás Palástköszörülés r. ikó B




18 Simító esztergálás Kis fogásmélység, kis előtolás, nagy sebesség 8-10, Ra 1,6 Y r. ikó B. 35 Y Palástköszörülés 6-8, Ra 0,2-1,6 Csúcsok között / csúcs nélkül Hosszelőtolás / beszúró Befogás: tokmány+ csúcs, 2 csúcs r. ikó B

19 Y r. ikó B. 37 Csúcs nélküli köszörülés Y Hosszú, váll nélküli munkaarabok áteresztő (hosszelőtolásos) köszörülése. Vállas munkadarabok beszúró köszörülése. r. ikó B

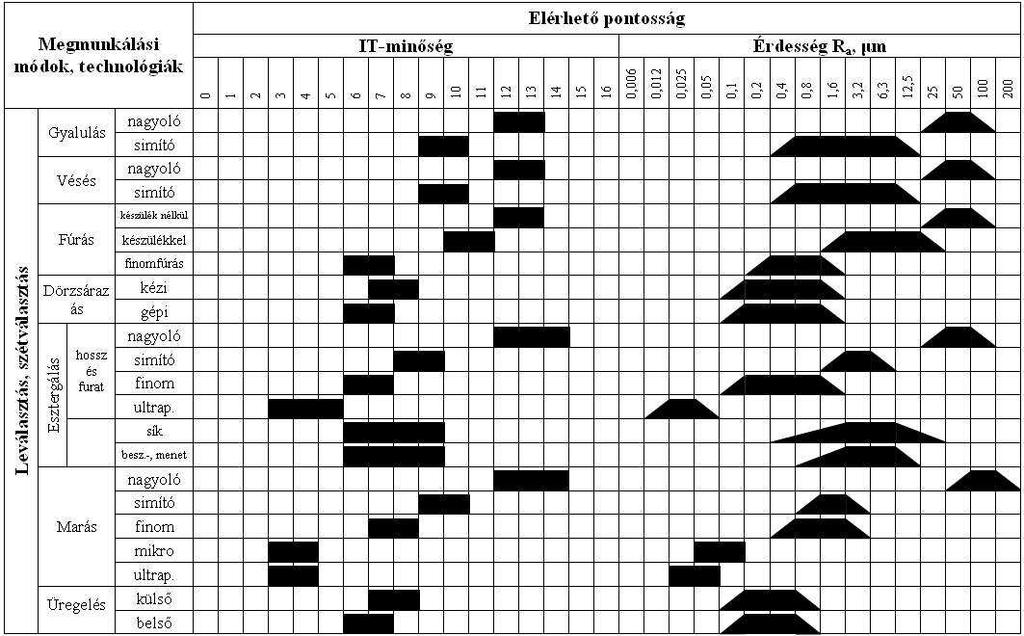
20 Felületi érdesség gyártási eljárások Y r. ikó B. 39 Felületi érdesség gyártási eljárások Y r. ikó B

21 Felületi érdesség gyártási eljárások Y r. ikó B. 41 Felkészülést segítő kérdések Y 1. ilyen formában jelenhet meg külső hengeres felület gépipari alkatrészeken? 2. ilyen előkészítő műveleteket kell végrehajtani tengely jellegű alkatrész gyártása esetén? 3. i a központfurat szerepe? 4. ilyen készülékek használhatók tengely jellegű alkatrészek megmunkálása során? 5. i a báb, milyen fajtái vannak? 6. Hogyan rögzíthető vékony falú furatos alkatrész? 7. ilyen eljárásokkal nagyolható egy palástfelület? 8. ilyen eljárásokkal 7 minőségnél pontosabb palástfelületet készíteni? r. ikó B
22 Feladat Y 80 mm hosszú, 40 mm átmérőjű nagyolt palástfelületet kell előállítanunk 60 mm átmérőjű előgyártmányból 400/1000 esztergagépen. forgácsolási sebesség 90 m/min, az előtolás 0.5 mm, a fogásmélység 3 mm, a beállítható fordulatszámok: ,5-33,5 1/min. Készítsen vázlatot a mozgásciklusról! ennyi a megmunkálás ideje? 80 mm hosszú, 38 mm átmérőjű simított palástfelületet kell készítenünk 400/1000 esztergagépen. forgácsolási sebesség 125 m/min, az elvárt felületi érdesség Ra 1,6 μm, a kés csúcssugara 0,4 mm, a beállítható fordulatszámok: ,5-33,5 1/min. Készítsen vázlatot a mozgásciklusról! ennyi a megmunkálás ideje? r. ikó B. 43 Videók Y luminium tengely esztergálása: Nagy méretű alkatrész esztergálása: eljes tengelymegmunkálás esztergaközponton: engely köszörülése: Csúcsnélküli köszörülés: r. ikó B
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
04 Bázisok és készülékek
 Y Forgácsolástechnológia alapjai 04 Bázisok és készülékek r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 munkadarab szabadságfokai Szabadságfok: egy dimenziós elmozdulási lehetőség. Y C Z X Y 6
Y Forgácsolástechnológia alapjai 04 Bázisok és készülékek r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 munkadarab szabadságfokai Szabadságfok: egy dimenziós elmozdulási lehetőség. Y C Z X Y 6
Technológiai sorrend
 Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Gyártástechnológia alapjai
 Gyártástechnológia alapjai BAGGA11MNC SZERSZÁMGÉPEK 1. Előadás Óbudai Egyetem, BGK AGI-GGY SZERSZÁMGÉPEK Tudnivalók: 1.) Irodalom: Saját előadási és gyakorlaton készített jegyzet A gyártástechnológia alapjai
Gyártástechnológia alapjai BAGGA11MNC SZERSZÁMGÉPEK 1. Előadás Óbudai Egyetem, BGK AGI-GGY SZERSZÁMGÉPEK Tudnivalók: 1.) Irodalom: Saját előadási és gyakorlaton készített jegyzet A gyártástechnológia alapjai
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
03 Előgyártmány választás
 Y Forgácsolástechnológia alapjai 03 lőgyártmány választás r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 z előgyártmány választás lépései Y lőgyártmány típus meghatározása Ráhagyás meghatározása
Y Forgácsolástechnológia alapjai 03 lőgyártmány választás r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 z előgyártmány választás lépései Y lőgyártmány típus meghatározása Ráhagyás meghatározása
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás
 11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
Gépmőhelygyakorlat I.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépmőhelygyakorlat I. Munkadarabok befogása, ütköztetése,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépmőhelygyakorlat I. Munkadarabok befogása, ütköztetése,
Sorrendtervezés. Dr. Mikó Balázs Az elemzés egysége a felületelem csoport.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Használható segédeszköz: számológép (Mobil/okostelefon számológép funkció nem használható a vizsgán!)
") A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Házi feladat (c) Dr Mikó Balázs - Gyártástechnológia II.
 Dr Mikó Balázs - Gyártástechnológia II.") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Gyártástechnológiai III. 6. előadás Esztergálás, gyalulás, vésés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 2/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 3 21 01 CNC-gépkezelő
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 2/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 3 21 01 CNC-gépkezelő
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs
 Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs Ráhagyások felépítése külsı méret esetén N Névleges méret FN Felsı határméter A s, A n, A
Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs Ráhagyások felépítése külsı méret esetén N Névleges méret FN Felsı határméter A s, A n, A
Forgácsolás és szerszámai
 Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Előgyártmány, ráhagyás
 GYÁRTÁSTERVEZÉS A gyártástervezés feladata Megtervezni a konstruktőr által megtervezett termék gyártási folyamatát. A technológiai tervezés célja: a gyártáshoz szükséges dokumentációk előállítása. Fogalmak
GYÁRTÁSTERVEZÉS A gyártástervezés feladata Megtervezni a konstruktőr által megtervezett termék gyártási folyamatát. A technológiai tervezés célja: a gyártáshoz szükséges dokumentációk előállítása. Fogalmak
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártástechnológiai III. 12. előadás Egyetemes csúcseszterga felépítése, főbb részei mozgásláncolata. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 12. előadás Egyetemes csúcseszterga felépítése, főbb részei mozgásláncolata Előadó: Dr. Szigeti Ferenc főiskolai
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 12. előadás Egyetemes csúcseszterga felépítése, főbb részei mozgásláncolata Előadó: Dr. Szigeti Ferenc főiskolai
Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány
 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. miko.balazs@bgk.uni-obuda.hu
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. miko.balazs@bgk.uni-obuda.hu
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
Gyártástechnológia III. 1.előadás: Gépgyártástechnológia alapfogalmai. előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Anyag és gyártásismeret 2
 Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Anyag és gyártásismeret Gyártási hibák: a kész
Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Anyag és gyártásismeret Gyártási hibák: a kész
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Elıgyártmány típusok Hengerelt Húzott Kovácsolt Öntött Hegesztett
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
Dr. Mikó Balázs
 Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
A felület összes jellemzői együtt határozzák meg a felületminőséget. Jelentősége a kapcsolódó felületeknél játszik nagy szerepet.
 FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
Házi feladat Dr Mikó Balázs - Gyártástechnológia II. 5
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Gépi forgácsoló 4 Gépi forgácsoló 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Szerszámkészítő Szerszámkészítő
 É 3-6//B A 1/7 (II. 7.) SzMM renelettel móosított 1/6 (II. 17.) OM renelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási renjéről alapján. Szakképesítés,
É 3-6//B A 1/7 (II. 7.) SzMM renelettel móosított 1/6 (II. 17.) OM renelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási renjéről alapján. Szakképesítés,
Technológiai tervezés Oktatási segédlet
 Miskolci Egyete Gépészérnöki és Inforatikai Kar Gépgyártástechnológiai Tanszék Technológiai tervezés Oktatási segédlet Műveleti éretek és ráhagyások eghatározása. Miskolc, 009 Összeállította: Dr. Maros
Miskolci Egyete Gépészérnöki és Inforatikai Kar Gépgyártástechnológiai Tanszék Technológiai tervezés Oktatási segédlet Műveleti éretek és ráhagyások eghatározása. Miskolc, 009 Összeállította: Dr. Maros
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM MK/HU Érvényességi idő: 2009. 10. 08. óra, perc a vizsgabefejezés szerint. Minősítő neve, beosztása: Nagy László s.k. NSZFI főigazgató Készítő szerv: Nemzeti Szakképzési
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM MK/HU Érvényességi idő: 2009. 10. 08. óra, perc a vizsgabefejezés szerint. Minősítő neve, beosztása: Nagy László s.k. NSZFI főigazgató Készítő szerv: Nemzeti Szakképzési
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06
 MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
Sieg Hungary Árlista
 Sieg Hungary Árlista Érvényes 2010 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
Sieg Hungary Árlista Érvényes 2010 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
Tervezési feladat. Komplex tervezés c. tárgyból. Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés c. tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Kódjel: d8 1 Tartalomjegyzék: 1.aaAz alkatrész
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés c. tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Kódjel: d8 1 Tartalomjegyzék: 1.aaAz alkatrész
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
Gépműhelygyakorlat I.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépműhelygyakorlat I. 3. Forgácsolástechnológiai alapfogalmak
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépműhelygyakorlat I. 3. Forgácsolástechnológiai alapfogalmak
ÍRÁSBELI FELADAT MEGOLDÁSA
 31 521 09 1000 00 00-2015 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 31 521 09 1000 00 00 SZVK rendelet száma: 32/2011. (VIII. 25.)
31 521 09 1000 00 00-2015 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 31 521 09 1000 00 00 SZVK rendelet száma: 32/2011. (VIII. 25.)
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
Hatékony nagyolás az új -CB3 forgácstörővel. TOTAL TOOLING = MINŐSÉG x SZOLGÁLTATÁS 2
 2017. május Selection Válogatott termékek a WNT alkalmazástechnikusaitól Az iőegység alatt leválasztott legnagyobb forgácsmennyiség alumínium forgácsolásakor Hatékony nagyolás az új -CB3 forgácstörővel
2017. május Selection Válogatott termékek a WNT alkalmazástechnikusaitól Az iőegység alatt leválasztott legnagyobb forgácsmennyiség alumínium forgácsolásakor Hatékony nagyolás az új -CB3 forgácstörővel
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D-s CAM marási feladat ÓE-A19 alap közepes haladó CATIA
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D-s CAM marási feladat ÓE-A19 alap közepes haladó CATIA
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék. Tervezési feladat. Komplex tervezés. Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ 1 Tartalomjegyzék: 1.Az alkatrész geometriai modellje
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ 1 Tartalomjegyzék: 1.Az alkatrész geometriai modellje
A gépi forgácsolás alapfogalmai
 A gépi forgácsolás alapfogalmai A forgácsolás olyan megmunkálás, amelynek során a munkadarab kívánt alakját, méreteit és előírt felületi minőségét úgy érjük el, hogy a rajta lévő anyagfölösleget egy forgácsoló
A gépi forgácsolás alapfogalmai A forgácsolás olyan megmunkálás, amelynek során a munkadarab kívánt alakját, méreteit és előírt felületi minőségét úgy érjük el, hogy a rajta lévő anyagfölösleget egy forgácsoló
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
MUNKAANYAG. Szőrös Gábor. Az egyetemes esztergagép működése, szerkezete, szerszámai, készülékei és gyakori típusai
 Szőrös Gábor Az egyetemes esztergagép működése, szerkezete, szerszámai, készülékei és gyakori típusai A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szőrös Gábor Az egyetemes esztergagép működése, szerkezete, szerszámai, készülékei és gyakori típusai A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Versenyző kódja: 12 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 03-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
34 521 03-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
ÍRÁSBELI FELADAT MEGOLDÁSA
 Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet 54 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 521 03 SZVK
Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet 54 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 521 03 SZVK
MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel);
MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel);
Multicut XF simítómaró Surface Master new!
 passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
A GRANTOOL BEMUTATJA ÚJ, PRECÍZIÓS SATUCSALÁDJAIT PRECÍZIÓS SATUK
 PRECÍZIÓS SATUK STANDARD (széria) satuk STANDARDFLEX flexibilis moduláris rendszer XL moduláris rendszerû satuk OK MULTITASKING MULTIFLEX több darab egyidejû megfogása MEGFOGÁSTECHNIKAI RENDSZERÉPÍTÔ ELEMEK
PRECÍZIÓS SATUK STANDARD (széria) satuk STANDARDFLEX flexibilis moduláris rendszer XL moduláris rendszerû satuk OK MULTITASKING MULTIFLEX több darab egyidejû megfogása MEGFOGÁSTECHNIKAI RENDSZERÉPÍTÔ ELEMEK
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Intelligens Technológiák gyakorlati alkalmazása
 Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
Méretlánc átrendezés a gyakorlatban
 Méretlánc átrendezés a gyakorlatban 1. Méretlánc átrendezésének okai Méretlánc átrendezésével csak akkor foglalkozunk, ha szükséges, ezek az esetek általában a következők: Koordináta rendszerhez igazodó
Méretlánc átrendezés a gyakorlatban 1. Méretlánc átrendezésének okai Méretlánc átrendezésével csak akkor foglalkozunk, ha szükséges, ezek az esetek általában a következők: Koordináta rendszerhez igazodó
Szabadformájú felületek. 3D felületek megmunkálása gömbmaróval. Dr. Mikó Balázs FRAISA ToolSchool Október
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Gépi forgácsoló Gépi forgácsoló
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Gyártástechnológiai III. 9. előadás: A gyártási folyamat tervezésének alapjai. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 9. előadás: A gyártási folyamat tervezésének alapjai Előadó: Dr. Szigeti Ferenc főiskolai tanár A gyártási folyamat
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 9. előadás: A gyártási folyamat tervezésének alapjai Előadó: Dr. Szigeti Ferenc főiskolai tanár A gyártási folyamat
FOGLALKOZÁSI TERV. Kósa Péter műszaki oktató. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás. 2013/14 2. félév Dr. Kulcsár Gyula
 A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat!
 Sieg Hungary Árlista Érvényes 2011 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
Sieg Hungary Árlista Érvényes 2011 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL
 13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
FORGÁCSOLÁS SZERSZÁMAI
 FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
Nagy teljesítmény Az új FORMAT GT
 Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll