A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás. 2013/14 2. félév Dr. Kulcsár Gyula
|
|
|
- Diána Hajduné
- 8 évvel ezelőtt
- Látták:
Átírás
1 A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula
2 Esztergálás
3 3
4 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló főmozgás: a munkadarab által végzett forgómozgás. Mellékmozgások: a szerszám által végzett mozgások (hossz, kereszt, kombinált). Szerszáma: forgácsoló kés. Hengeres, sík, kúpos, alakos felületek és különböző profilú menetek készíthetők. 4
5 Esztergagép 5

6 Hosszesztergálás 6
7 Hosszesztergálás A munkadarab palástfelületét azonos átmérővel munkáljuk meg. Az előtolás a munkadarab forgási tengelyével párhuzamos, esetleg a tengelyre merőleges. Hossz - és lépcsős felületek esztergálásához általában egyenes és hajlított nagyoló, és simító késeket használnak. 7
8 Oldalazási művelet 8
9 Oldalazási művelet (síkesztergálás) A munkadarab két végén vagy oldalán tehát sík felületén a fogásmélység irányában vagy azzal ellentétesen, a tengelyre merőleges irányban végzett megmunkálás. A művelethez oldalazókést használunk. Oldalazáskor a hosszszánt rögzítjük, és a keresztszánnal mozgatjuk. 9

10 Beszúrás 10
11 Beszúrás A fogásmélység irányában, a munkadarab tengelyére merőlegesen végzett megmunkálás. Alkalmazása: horony készítésére, ha esztergálás közben az esztergakésnek szabad kifutást kell biztosítani. Ilyen esetben a beszúrás mélységét mindig a kés fogásvételi mélysége határozza meg. 11

12 Leszúrás 12
13 Leszúrás A munkadarab tengelyéig történő beszúrás (esztergán végzett darabolás). Különleges késeket használunk, amelyeknek közös jellemzője, hogy vágóélük rövid, a késfej a vágóélttől kezdve befelé és lefelé fokozatosan keskenyedik. 13
14 Furatesztergálás 14

15 Megmunkálás fúrórúddal 15

16 Fenékesztergálás 16
17 Furatesztergálás Az előfúrt furatot nagyobb átmérőre esztergálja. Szerszáma: lyukkés, fúrórúd Belső hengeres felületek esztergálással történő megmunkálása lehet: nagyoló, felsimító, simító esztergálás és finomfúrás. 17
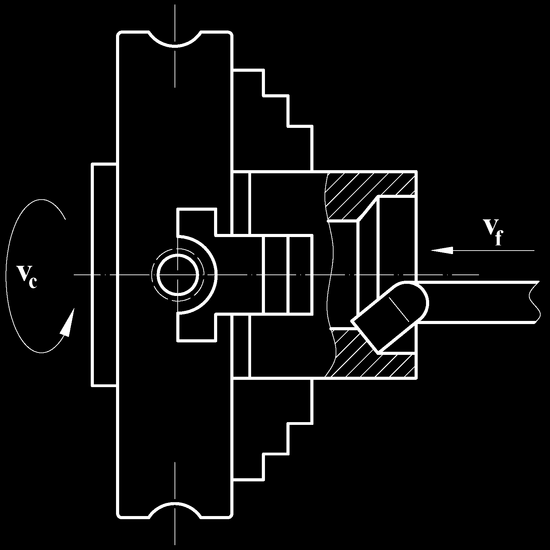
18 Menetesztergálás 18
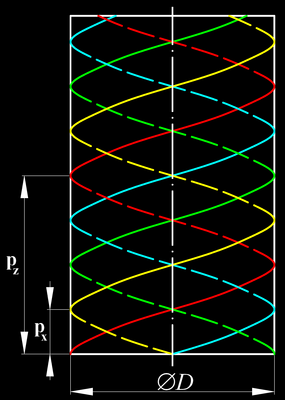
19 Több-bekezdésű menet 19
20 Menetesztergálás Célja: külső és belső menetek készítése. Menet Szabványos vagy nem szabványos profilú Egy vagy több bekezdésű A munkadarab forog, annak forgási tengelyével párhuzamos előtolással mozog a szerszám (menetemelkedés). Szerszáma: menetprofilos esztergakés. 20
21 Esztergakés Egyélű forgácsoló szerszám, amellyel a munkadarabról az anyagfelesleget távolítjuk el, állandó keresztmetszetű folyamatos forgács alakjában. Két fő funkcionális részre lehet osztani, a késfejre, és a késszárra. Csoportosíthatók: Munkavégzés, alak, rendeltetés, anyag szerint 21

22 Esztergakések csoportosítása Munkavégzés (mindig előtolás irányban) Jobbos, balos, semleges élkialakítású (A kések állása a dolgozó rész befogórészhez viszonyított helyzetét jelenti.) 22
23 Esztergakések Alak szerint Egyenes: a dolgozó része és a befogórésze egy egyenesen van Hajlított: 23
24 Esztergakések Élgeometria szerint: Sokféle lehet főként beszúrás esetén Pl. alakos Hasábos kés Körkés stb. 24
25 Esztergakések Rendeltetésük szerint: nagyoló- simító- beszúró- leszúró- furatkések, egyéb alakos forgácsolókések. 25
26 Esztergakések Anyag szerint: tömör szerszámacél tompán hegesztett szerkezeti acél szár gyorsacél fej cserélhető lapkás kivitelű esztergakések szerkezeti acél szár gyorsacél, keményfém, kerámia, gyémánt lapkás 26
27 Keményfém-lapkás esztergakések 27

28 Szerelt lapkás esztergakés 28

29 Feladat: nevezze meg az alábbi szerszámokat és esztergálási műveleteket! 29
30 Külső hengeres felület esztergálása 30
 L: megmunkálandó hossz (mm) a p : fogásmélység (mm) n: főorsó fordulatszám v c : forgácsolási sebesség (m/min) f:")
31 Külső hengeres felület esztergálása d 0 : nyersdarab átmérő (mm) d m : készdarab átmérő az m. fogás után (mm) L: megmunkálandó hossz (mm) a p : fogásmélység (mm) n: főorsó fordulatszám v c : forgácsolási sebesség (m/min) f: előtolás (mm/ford) v f : előtoló sebesség (m/min) 31
 d ki : közepes átmérő az i.")
32 Forgácsleválasztási terv Q i : forgácsleválasztás intenzitása (cm 3 /min) v cki : közepes forgácsolósebesség az i. anyagréteg leválasztásánál (m/min) d ki : közepes átmérő az i. anyagréteg leválasztásánál (mm) 32
 V m : leválasztandó térfogat (cm 3 ) t mi : forgácsolás főideje az i.")
33 V mi : leválasztandó térfogat az i. anyagréteg leválasztásánál (cm 3 ) V m : leválasztandó térfogat (cm 3 ) t mi : forgácsolás főideje az i. anyagréteg leválasztásánál (min) t m : forgácsolás főideje (min) 33
34 A forgácskeresztmetszet: k r :szerszám (főél) elhelyezkedési szög (fok) b: forgácsszélesség (mm) h: forgácsvastagság (mm) A a : forgácskeresztmetszet (mm 2 ) 34
35 A forgácsolóerő: F c : főforgácsoló erő (N) F c = k c A k c : fajlagos forgácsolóerő (N/mm 2 ), k c =f(h, b, anyagminőség, élgeometria, hűtés, kopottság ) c F : konstans z F 0,1; x F 0,75; y F 1 k E : korrekciós tényezők eredője F f : előtolás irányú erők (N) F p : fogásvétel irányú erő (N) p: fajlagos élterhelés (N/mm) 35
36 M: forgácsolási nyomaték (Nm) P: forgácsolási teljesítmény P = F c v c + F f v f F c v c w: szögsebesség (radián/s) A szerszámkopás: g 0 : homlokszög (fok) a 0 : hátszög (fok) VB:hátkopás (mm) VB max =0,3-0,8 mm 36
37 Taylor egyenlete: m=-1/k=0.25 (k=-4~-3) C v =konstans Cv=v c, ha T=1min Bővített Taylor egyenlet: ahol p, q, m, n tapasztalati értékek 37
38 Mintapélda: Normalizált, C45 anyagú rúdacélból d=92 mm átmérőjű, L=250 mm hosszúságú munkadarabokat esztergálunk. Kiinduló átmérő d 0 =100 mm. Főorső fordulatszám = 500 ford/min, fogásmélység a p =2mm, előtolás f=0,5 mm/ford. A fajlagos forgácsolóerő k c =2250 N/mm 2. Határozzuk meg: 1. A fogások számát (m=?) 2. Az előtolás sebességét (v f =?) 3. A forgácsolási főidőt (t m =?) 4. A főforgácsolóerőt (F c =?) 5. A forgácsolás teljesítményét az első fogásnál. (P 1 =?) 38
39 Megoldás excelben L= 250 mm d= 92 mm m=? 2 d0= 100 mm vf=? 250 mm/min n= 500 ford/min tm=? 2 min ap= 2 mm Fc=? 2250 N f= 0,5 mm/ford P1=? 5, kw kc= 2250 N/mm2 m= (d0-d)/(2*ap)= 2 vf= n*f= tm= L*m/vf= Fc= kc*a=kc*ap*f= 250 mm/min 2 min 2250 N P1= M*omega= 5831, W 5, kw M= Fc*dk/2= Nmm= 111,375 Nm dk= (d0+d1)/2= (d0+d0-ap)/2= 99 mm omega= 2*Pi*n= 3141, rad/min= 52,35988 rad/s 39
40 Mintapélda: Egy hosszesztergálási műveletnél mekkora lehet a forgácsolósebesség a bővített Taylor egyenlet alapján, ha: T=30 min a p = 2 mm f=0,4 mm/ford p=0,33 q = 0,08 C v =350 VB=0,6 mm n=0,5 K=-4 Megoldás: 40
41 Források 1. Tóth T., Dudás L., Hornyák O.: Termelési rendszerek és folyamatok, gyakorlati jegyzet, Miskolci Egyetem, Alkalmazott Informatikai Tanszék Szakképzés gépészet forgácsolás esztergálás 41
42 Marás
43 43
44 Marás Szabályosan többélű forgácsoló szerszámmal végzett megmunkáló eljárás. Forgácsoló főmozgás: a marószerszám által végzett forgómozgás. Előtoló mellékmozgás: a munkadarab, vagy a szerszám által végezett (legtöbbször egyenes vonalú) mozgás. A marásnak két alapeljárása van: palástmarás, homlokmarás. 44

45 Homlokmarás A maró forgástengelye merőleges a megmunkált felületre. Paláston a főélek, homlokon a mellékélek forgácsolnak. Megmunkált felület: sík. 45

46 Palástmarás A maró forgástengelye párhuzamos a mart felülettel. A paláston lévő főélek forgácsolnak. Megmunkált felület: sík. 46

47 Palást-homlokmarás A paláston a főélek, a homlokon a mellékélek forgácsolnak. Megmunkált felület: lépcsős (derékszög). 47

48 Ellenirányú marás Hagyományos eljárás. Bármilyen marógépen kivitelezhető. 48

49 Egyenirányú marás Újabb keletű eljárás. Játékmentes asztal mozgatású gépet igényel. 49
50 Marószerszámok Ujjmaró Süllyesztékmaró Hosszlyukmaró T-horonymaró Ívesreterszhoronymaró 50
51 Marószerszámok Szögmaró szár felé csökkenő kúppal Szögmaró szár felé növekvő kúppal Kúpos süllyesztékmaró Gömbölyűvégű kúpos süllyesztékmaró 51

 n: maró fordulatszáma (ford/min) v f : előtolás")
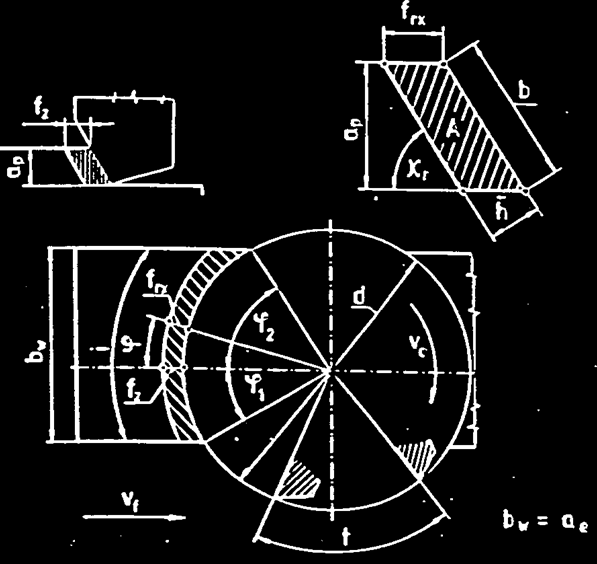
52 Palástmarás mozgási és forgácsolási viszonyai h A maró forgástengelye párhuzamos a megmunkált felülettel. z: a maró fogainak száma f z : fogankénti előtolás (mm) a e : fogásmélység (mm) n: maró fordulatszáma (ford/min) v f : előtolás sebessége t: a maró fogosztása (mm) 52
 forgács szakaszos leválasztása.")
 Q: a forgácsleválasztás intenzitása (cm 3")
53 Palástmarás geometriai és forgácsleválasztási jellemzői Változó keresztmetszetű (bajusz alakú) forgács szakaszos leválasztása. d : maróátmérő (mm) i : forgácsolási ív hossza (mm) : közepes forgácsvastagság (mm) Q: a forgácsleválasztás intenzitása (cm 3 /min) 53

54 Palástmarás erőszükséglete A leggyakoribb palástmarók furatosak és ferde élűek. A ferde él nyugodt, rezgésmentes járást és kis erőhullámzást biztosít a szerszámnak. A nagyobb marók éle hullámos vagy forgácstörő hornyokkal tagolt. F c1 : egy fogra eső forgácsolási sebesség irányú erő (N) k c : fajlagos forgácsolóerő (N/mm 2 ) A c : átlagos forgácskeresztmetszet (mm 2 ) F c : teljes forgácsolási sebesség irányú erő (N) Ψ: kapcsolószám (az egyidejűleg forgácsoló fogak száma) 54
 v c : forgácsoló")
55 Palástmarás erő- és teljesítményszükséglete F c (középérték) behelyettesítve: P c : teljesítményszükséglet (W) v c : forgácsoló sebesség 55

56 Palástmarás erőviszonyai Ellenirányú marás Egyenirányú marás 56
57 Homlokmarás h 57
58 Homlokmarás mozgási és forgácsolási viszonyai h A maró forgástengelye merőleges a megmunkált felületre. A megmunkált felület mindig síkfelület. Geometriai viszonyok f rx : közepes forgácsvastagságnak megfelelő fogankénti előtolás (mm) Területegyenlőség: : közepes forgácsvastagság (mm) 58
 Ψ: kapcsolószám (az egyidejűleg forgácsoló fogak száma) P: a teljesítményszükséglet (W) v c : forgácsolósebesség")
59 Homlokmarás erő- és teljesítményszükséglete F c1 : egy fogra jutó főforgácsolóerő (N) h F c : teljes főforgácsolóerő (N) t: fogosztás (mm) Ψ: kapcsolószám (az egyidejűleg forgácsoló fogak száma) P: a teljesítményszükséglet (W) v c : forgácsolósebesség (m/min) 59
 erőt; 2.")
60 Mintapélda palástmarásra A50 anyagminőségű munkadarabon L=120mm hosszú, b w =65mm széles síkfelületet gyorsacél palástmaróval kell megmunkálni. A szerszám adatai a következők: d=80mm, z=8 fog. A forgácsolási adatok: a e = 3mm, f z =0,1mm/fog, v c =25 m/min. Táblázatból k c =4734 N/mm 2 A50-hez. Számítsa ki 1. a teljes főforgácsoló (forgácsoló sebesség irányú) erőt; 2. az átlagos teljesítményszükségletet; 3. az anyagleválasztás intenzitását; 4. a gépi főidőt! 60
61 Megoldás

62 Megoldás folytatása 4. 62
63 Felhasznált jegyzet: 1. Tóth T., Dudás L., Hornyák O.: Termelési rendszerek és folyamatok, gyakorlati jegyzet, Miskolci Egyetem, Alkalmazott Informatikai Tanszék. Ajánlott link: 63
64 Köszönöm a figyelmet!
65 Köszönöm a figyelmet!
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Termelési rendszerek és folyamatok
 Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
MUNKAANYAG. Rozovits Zoltán. Esztergálás műveletei. A követelménymodul megnevezése: Javítástechnológiai feladatok
 Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Esztergálás műveletei
 Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
FORGÁCSOLÁS SZERSZÁMAI
 FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
ÍRÁSBELI FELADAT MEGOLDÁSA
 31 521 09 1000 00 00-2015 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 31 521 09 1000 00 00 SZVK rendelet száma: 32/2011. (VIII. 25.)
31 521 09 1000 00 00-2015 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 31 521 09 1000 00 00 SZVK rendelet száma: 32/2011. (VIII. 25.)
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
FORGÁCSOLÁS SZERSZÁMAI. előadás
 FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Használható segédeszköz: számológép (Mobil/okostelefon számológép funkció nem használható a vizsgán!)
") A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Gyártástechnológiai III. 6. előadás Esztergálás, gyalulás, vésés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 4. MARÓSZERSZÁMOK TERVEZÉSE A marás célja sík vagy összetett felületek megmunkálása az előírt felületi minőség, méret- és alakpontosság betartása mellett. 4.1. A megmunkálás jellemzői az anyagleválasztás:
4. MARÓSZERSZÁMOK TERVEZÉSE A marás célja sík vagy összetett felületek megmunkálása az előírt felületi minőség, méret- és alakpontosság betartása mellett. 4.1. A megmunkálás jellemzői az anyagleválasztás:
Gépműhelygyakorlat I.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépműhelygyakorlat I. 3. Forgácsolástechnológiai alapfogalmak
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépműhelygyakorlat I. 3. Forgácsolástechnológiai alapfogalmak
A gépi forgácsolás alapfogalmai
 A gépi forgácsolás alapfogalmai A forgácsolás olyan megmunkálás, amelynek során a munkadarab kívánt alakját, méreteit és előírt felületi minőségét úgy érjük el, hogy a rajta lévő anyagfölösleget egy forgácsoló
A gépi forgácsolás alapfogalmai A forgácsolás olyan megmunkálás, amelynek során a munkadarab kívánt alakját, méreteit és előírt felületi minőségét úgy érjük el, hogy a rajta lévő anyagfölösleget egy forgácsoló
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
2011/12 I. félév. (www.uni miskolc.hu/~ggytmazs)
") Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Forgácsolás és szerszámai
 Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 2. Előadás Alapjelenségek-II. Szerszámkopás, éltartam A kopás mikrojelenségei: Makrojelenségek: kopásformák atomi- vagy kis méretekben játszódnak le
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 2. Előadás Alapjelenségek-II. Szerszámkopás, éltartam A kopás mikrojelenségei: Makrojelenségek: kopásformák atomi- vagy kis méretekben játszódnak le
Járműszerkezeti anyagok és megmunkálások II / I. félév. Fúrás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A nagysebességű marás technológiai alapjai és szerszámai
 A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel);
MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel);
Versenyző kódja: 12 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 03-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
34 521 03-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
2. FELADATOK MARÁSHOZ
 2. ELADATOK MARÁSHOZ 2.1. orgácsolási adatok meghatároása 2.1.1. Előtolás, ogásmélység meghatároása Határoa meg a percenkénti előtolás értékét. eladat = n = 2.1.1.1. 15 = 0.15 mm 50 1/min 2.1.1.2. 12 =
2. ELADATOK MARÁSHOZ 2.1. orgácsolási adatok meghatároása 2.1.1. Előtolás, ogásmélység meghatároása Határoa meg a percenkénti előtolás értékét. eladat = n = 2.1.1.1. 15 = 0.15 mm 50 1/min 2.1.1.2. 12 =
Intenzitás-alapú optimalizálási módszer fejlesztése nagyoló homlokmarás technológiai adatainak meghatározásához
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Intenzitás-alapú optimalizálási módszer fejlesztése nagyoló homlokmarás technológiai adatainak meghatározásához Simon Csaba
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Intenzitás-alapú optimalizálási módszer fejlesztése nagyoló homlokmarás technológiai adatainak meghatározásához Simon Csaba
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS. Dr. Pintér József 2016.
 FÚRÁS. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
Tájékoztató. a Gépgyártástechnológia alapjai című tárgy oktatásához
 Tájékoztató a Gépgyártástechnológia alapjai című tárgy oktatásához Neptun kód: GEGTT500-B Szak: Műszaki menedzser BSc, Mechatronikai mérnök BSc, Logisztikai mérnök Formatervező BSc. Járműmérnök BSc Évfolyam:
Tájékoztató a Gépgyártástechnológia alapjai című tárgy oktatásához Neptun kód: GEGTT500-B Szak: Műszaki menedzser BSc, Mechatronikai mérnök BSc, Logisztikai mérnök Formatervező BSc. Járműmérnök BSc Évfolyam:
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
MARÁS MARÁS MARÁS MARÁS. Dr. Szmejkál Attila Ozsváth Péter. Járműszerkezeti anyagok és megmunkálások II / I. félév
 2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
Szerszámkészítő Szerszámkészítő
 É 3-6//B A 1/7 (II. 7.) SzMM renelettel móosított 1/6 (II. 17.) OM renelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási renjéről alapján. Szakképesítés,
É 3-6//B A 1/7 (II. 7.) SzMM renelettel móosított 1/6 (II. 17.) OM renelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási renjéről alapján. Szakképesítés,
Száras maró, keményfém
 záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Din6527K, VHM-TSM33, z=4, spirál: 30, sarokletörés. Ajánlott: acélhoz 1300 MPaig, öntöttvashoz, alumíniumhoz, rézhez, mőanyagokhoz.
 Horonymarók és ujjmarók rövid éllel P645-2-élő P647-3-élő P649-4-élő Din6527K, VHM-TSM33, z=2, spirál: 30, sarokletörés, átmérı tőrés: e8. Ajánlott: acélhoz 1300 MPa-ig, öntöttvashoz, alumíniumhoz, rézhez,
Horonymarók és ujjmarók rövid éllel P645-2-élő P647-3-élő P649-4-élő Din6527K, VHM-TSM33, z=2, spirál: 30, sarokletörés, átmérı tőrés: e8. Ajánlott: acélhoz 1300 MPa-ig, öntöttvashoz, alumíniumhoz, rézhez,
MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel); szilárdsági
MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel); szilárdsági
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
Versenyző kódja: 16 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
34 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A felmérési egység kódja:
 A felmérési egység lajstromszáma: 0221 A felmérési egység adatai A felmérési egység kódja: A kódrészletek jelentése: Forgács//30/Ksz/Ált/b Forgácsoló szakképesítés-csoportban, a célzott, 30-as szintű szakképesítéssel
A felmérési egység lajstromszáma: 0221 A felmérési egység adatai A felmérési egység kódja: A kódrészletek jelentése: Forgács//30/Ksz/Ált/b Forgácsoló szakképesítés-csoportban, a célzott, 30-as szintű szakképesítéssel
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Gyártandó alkatrész műhelyrajza és 3D test modellje
 Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
ÍRÁSBELI FELADAT MEGOLDÁSA
 Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet 54 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 521 03 SZVK
Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet 54 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 521 03 SZVK
Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs
 Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs Ráhagyások felépítése külsı méret esetén N Névleges méret FN Felsı határméter A s, A n, A
Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs Ráhagyások felépítése külsı méret esetén N Névleges méret FN Felsı határméter A s, A n, A
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL
 9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
2. FURATMEGMUNKÁLÓ SZERSZÁMOK TERVEZÉSE. Jellegzetes furatmegmunkáló szerszámok:
 2. FURATMEGMUNKÁLÓ SZERSZÁMOK TERVEZÉSE Jellegzetes furatmegmunkáló szerszámok: Itt nem tárgyaljuk a fúrórúddal, a húzótüskével végzett furatmegmunkálás és furatmarás szerszámait. központfúrók, csigafúrók,
2. FURATMEGMUNKÁLÓ SZERSZÁMOK TERVEZÉSE Jellegzetes furatmegmunkáló szerszámok: Itt nem tárgyaljuk a fúrórúddal, a húzótüskével végzett furatmegmunkálás és furatmarás szerszámait. központfúrók, csigafúrók,
Dudás Illés GÉPGYÁRTÁS-TECHNOLÓGIA III. A.Megmunkáló eljárások és szerszámaik B.Fogazott alkatrészek gyártása és szerszámaik
 Dudás Illés GÉPGYÁRTÁS-TECHNOLÓGIA III. A.Megmunkáló eljárások és szerszámaik B.Fogazott alkatrészek gyártása és szerszámaik Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés 1. BELSŐ HENGERES
Dudás Illés GÉPGYÁRTÁS-TECHNOLÓGIA III. A.Megmunkáló eljárások és szerszámaik B.Fogazott alkatrészek gyártása és szerszámaik Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés 1. BELSŐ HENGERES
Autóipari megmunkálási eljárások
 Tantárgyi dosszié Autóipari megmunkálási eljárások GEGTT602-B TÁJÉKOZTATÓ az "Autóipari megmunkálási eljárások " c. tárgy oktatásáról (GEGTT602-B) Szak: Járműmérnöki (BSc) alapszak (G 2BJ) Előadó: Dr.
Tantárgyi dosszié Autóipari megmunkálási eljárások GEGTT602-B TÁJÉKOZTATÓ az "Autóipari megmunkálási eljárások " c. tárgy oktatásáról (GEGTT602-B) Szak: Járműmérnöki (BSc) alapszak (G 2BJ) Előadó: Dr.
Gépgyártástechnológia alapjai 2012/13 I. félév
 Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS ALAPJAI
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
FORGÁCSOLÁS BEVEZETÉS
 BEVEZETÉS A szabványok az összes megmunkáló eljárást hat főcsoportra osztják: alaklétesítés, képlékeny alakítás, szétválasztás, egyesítés, bevonás, anyagtulajdonság megváltoztatása. A főcsoportok természetesen
BEVEZETÉS A szabványok az összes megmunkáló eljárást hat főcsoportra osztják: alaklétesítés, képlékeny alakítás, szétválasztás, egyesítés, bevonás, anyagtulajdonság megváltoztatása. A főcsoportok természetesen
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
ÍRÁSBELI FELADAT MEGOLDÁSA
 34 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
34 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet. Intézeti szám: 2006-ALNk-19. Szakdolgozat
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet Intézeti szám: 2006-ALNk-19 Szakdolgozat Faipari rúdeszterga késtartójának gyártástervezése Készítette: Toppantó István Neptun
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet Intézeti szám: 2006-ALNk-19 Szakdolgozat Faipari rúdeszterga késtartójának gyártástervezése Készítette: Toppantó István Neptun
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Ezen katalógusban azok a tömör keményfém
 F Ó K U S Z B A N A T E J E S Í T M É N Y 2 TÖMÖR KEMÉNYFÉM SZERSZÁMOK TÖMÖR KEMÉNYFÉM SZERSZÁMOK A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak. Cégünk
F Ó K U S Z B A N A T E J E S Í T M É N Y 2 TÖMÖR KEMÉNYFÉM SZERSZÁMOK TÖMÖR KEMÉNYFÉM SZERSZÁMOK A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak. Cégünk
Gépi forgácsoló 4 Gépi forgácsoló 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,