A nagysebességű marás technológiai alapjai és szerszámai
|
|
|
- Balázs Bodnár
- 9 évvel ezelőtt
- Látták:
Átírás
1 A nagysebességű marás technológiai alapjai és szerszámai

2 HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER

3 Szerszámgép Hajtás: nagy előtolások rövid gyorsulási idők Koncepció: a mozgó tömegek csökkentése rezgéselnyeletés megfelelő merevség

4 Gyorsulás-összehasonlítás Előtolás ( m/min ) HSC gép Hagyományos gép gyorsfejjel Marási hossz (mm)

5 Főorsó magas fordulatszám széles fordulatszám-tartomány kielégítő nyomaték speciális csapágyazás precíz szerszám befogás (HSK)

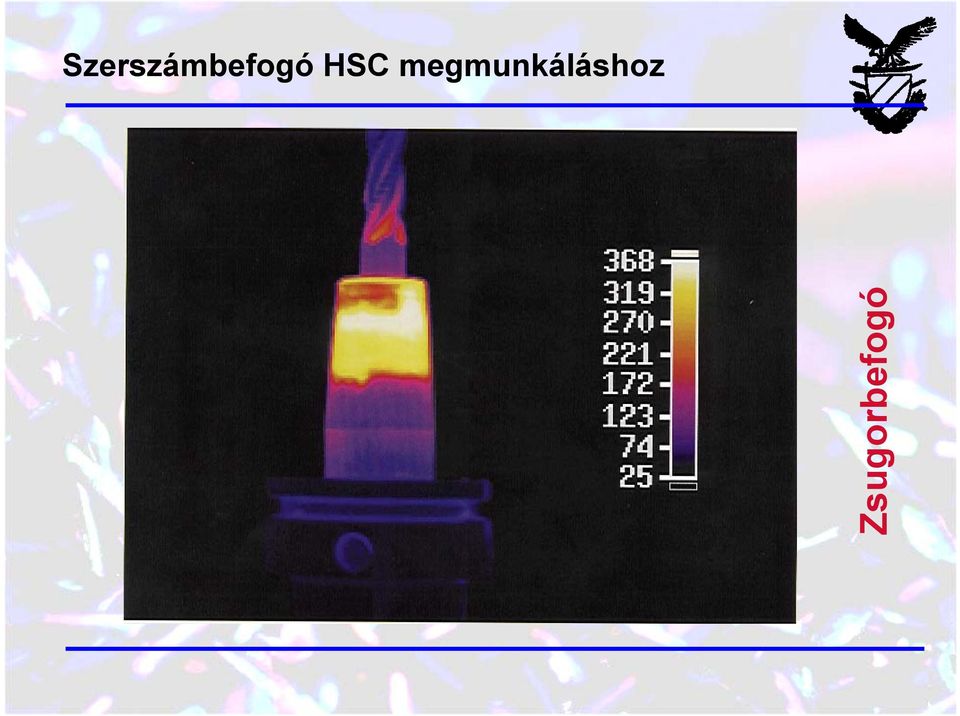
6 Szerszámbefogó HSC megmunkáláshoz Zsugorbefogó
7 Hagyományos megmunkálás Szerszám Surlódási zóna a forgácson Nyírási szög Surlódási zóna a hátoldalon Alakváltozás és nyírás Munkadarab

8 HSC megmunkálás Szerszám Munkadarab Nyírási szög HSC megmunkálásnál

9 Hőáramlás irányai HSC megmunkálásnál Kisméretű forgácsok Nagy hőmennyiség távozik el hűtőanyag szerszám nagy vágósebesség Nyírási szög hőáramlás

10 Megmunkálási tartományok Szálerősítéses műanyagok Alumínium Bronz, Sárgaréz Öntvény Acél Titán - Ötvözet Hagyományos forgácsolás Átmeneti terület HSC - Forgácsolás Nickelbázisú - Ötvözet Vc m/min

11 HSC (High Speed Cutting) megmunkálás Fő célok HSC Jobb felületi minőség Időmegtakarítás Költségcsökkentés Termelékenységnövekedés Polírozás Elektróda marás

12 A vágósebesség kihatásai Szerszám éltartam Marási erőhatás Marási térfogat Felületi minőség vágósebesség

13 A HSC-megmunkálás során fellépő hatások Vágósebesség Erhöhung növelése der Schnittgeschwindigkeit A forgácsleválasztási zóna hőmérsékletének Erhöhung der növelése Schneidzonentemperatur Megváltozik a forgácsleválasztás Veränderung der Spanbildung és a forgácseltávolítás und des Spanablaufs mechanizmusa Bearbeitung Werkzeug Werkstück Megmunkálás Abnahme der Schnittkräfte Wärmeabfuhr -forgácsolási über erő csökkenése die Späne -hőelvezetés Erhöhung a des forgácson Zeitspanungsvolumens keresztül -a leválasztott Reduktion der térfogat megnövekedése Hauptzeit -forgácsolási főidő csökkenése Szerszám Hohe thermische -megnövekedett Belastung hőterhelés Hoher Verschleiss -nagyobb szerszámkopás Munkadarab Geringe Erwärmung des Werkstücks -a mdb. Erhöhte melegedése Massgenauigkeit csökken -megnövekedett méretpontosság Verbesserte Oberflächengüte -látványosan javult felületminőség

14 A HSC szerszám követelményei Alapanyag - Nagy keménység, merevség Geometria Forgásszimmetria Minimális kiegyensúlyozatlanság Minimális köralakhiba Optimalizált élgeometria Elegendően nagy forgácsnútok Sarkos szerszám kerülendő Bevonat Nagy hőállóság Nagy adhéziós erő

15 Megm. anyagok szerszám homlokszögek γ 20 Alu / Cu Grafit Inox 10 0 HRc <48 HRc HRc HRc 50-68

16 Technológiai irányelvek: Általános HSC kritériumok: 1. Egyenirányú marás (rádolgozás) 2. Kerülendő az anyagban történő 90 -os fogásvétel 3. Kerülendő a nútmegmunkálás forgácskeresztmetszet optimalizálás 4. Szerszámrádiusz < sarokrádiusz

17 HSC technológiai irányelvek : Fordulatszám meghatározása: vc=d*π*n / 1000 n=(1000*vc) / (D*Π) Előtoló sebesség meghatározása: vf=n*z*fz Acél (lágy) Acél (edzett) Cu (elektróda) Alumínium vc = m/min ap = 0,2-0,3 mm fz ~ D/100 ae = D*0,4 (max) Megjegyzés: magas Cr%-ú anyagoknál (pl: ) vc = m/min vc = m/min ap = 0,02-0,15 mm fz ~ D/100 ae = D*0,3 (max) Megjegyzés: magas Cr%-ú anyagoknál (pl: ) vc = m/min vc = m/min vf ~ D*1000 vc = m/min vf ~ D*1000 ap = 0,05-1,0 mm ae = D*0,4 (max) ap = 0,1-3,0 mm ae = D*0,4 (max)
 vc = 80-100 m/min vc = 500-700 m/min vf ~ D*1000 vc = 700-1000 m/min vf ~ D*1000 ap = 0,05-1,0 mm ae = D*0,4 (max) ap = 0,1-3,0 mm ae =")
18 Effektív szerszámátmérő meghatározása D D eff Gömbfejmaró D eff ap D ap Deff ap Deff ap Deff ap Deff 4 0,1 1 0,3 2 0, ,2 2 0,5 3 1, ,2 2 0,4 3 0,8 4 1, ,3 3 0,5 4 0,9 5 1, ,7 5 1,0 6 1,4 7 2, ,8 6 1,1 7 1,5 8 2, ,8 7 1,1 8 1,4 9 1,8 10 D eff = 2 ap (D - ap) [mm]
")
19 HSC HSC szerszámok alkalmazási területei Cu / Alu Acél Grafit

20 Alu-, rézmegmunkáló HSC szerszámok Alucut Aluspeed Sphericut-Alu

21 Acélmegmunkáló HSC szerszámok Steelspeed,Multispeed Sphericut
22 Acélmegmunkáló HXC szerszámok
23 Hagyományos gömbfejmaró geometria nézet Ansicht S a S b A A α Zentrum, 1 A-A Schnitt metszet A-A (vergrössert) γ Zentrum, 1 (nagyítás)
24 A Sphericut gömbfejmaró geometriája Ansicht nézet Keresztél Querschneide S a S b S c δ
25
26 A Sphericut gömbfejmaró toleranciája Névleges R Zu Programozandó programmierender Werkzeugradius= "Mitte szerszámrádiusz des Toleranzfeldes" = a tűrésmező közepe CNC Rádiusz R Rádiusz d1 r tűrés f8 Minimum Maximum ,0 1,5 2,0 2,5 3,0 4,0 5,0 6,0 8,0 10,0-0,006-0,010-0,013-0,020-0,028-0,035 0,980 1,480 1,980 2,480 2,980 3,972 4,972 5,972 7,965 9,965 0,994 1,494 1,994 2,494 2,994 3,990 4,990 5,990 7,987 9,987 R 0,987 1,487 1,987 2,487 2,987 3,981 4,981 5,981 7,976 9,976 Tűrésmező közepére programozott szerszámrádiusz esetén ISO tűrésmező f8 Maximális alakeltérés csak kb mm
27 Effektív szerszámátmérő meghatározása D D eff Gömbfejmaró D eff ap D ap Deff ap Deff ap Deff ap Deff 4 0,1 1 0,3 2 0, ,2 2 0,5 3 1, ,2 2 0,4 3 0,8 4 1, ,3 3 0,5 4 0,9 5 1, ,7 5 1,0 6 1,4 7 2, ,8 6 1,1 7 1,5 8 2, ,8 7 1,1 8 1,4 9 1,8 10 D eff = 2 ap (D - ap) [mm]
28 Felületi minőség Ra (mikron) 1,0 0,8 STANDARD 0,6 0,4 SPHERICUT 0, Megmunkálás ideje (perc)
29 No. U5295 Újdonság: Sphericut 220
30 A grafitmegmunkálás HSC szerszámai
31 Technológiai irányelvek: Általános HSC kritériumok: 1. Egyenirányú marás (rádolgozás) 2. Kerülendő az anyagban történő 90 -os fogásvétel 3. Kerülendő a nútmegmunkálás forgácskeresztmetszet optimalizálás 4. Szerszámrádiusz < sarokrádiusz
32 HSC technológiai irányelvek : Fordulatszám meghatározása: vc=d*π*n / 1000 n=(1000*vc) / (D*Π) Előtoló sebesség meghatározása: vf=n*z*fz Acél (lágy) Acél (edzett) Cu (elektróda) Alumínium vc = m/min ap = 0,2-0,3 mm fz ~ D/100 ae = D*0,4 (max) Megjegyzés: magas Cr%-ú anyagoknál (pl: ) vc = m/min vc = m/min ap = 0,02-0,15 mm fz ~ D/100 ae = D*0,3 (max) Megjegyzés: magas Cr%-ú anyagoknál (pl: ) vc = m/min vc = m/min vf ~ D*1000 vc = m/min vf ~ D*1000 ap = 0,05-1,0 mm ae = D*0,4 (max) ap = 0,1-3,0 mm ae = D*0,4 (max)
33 Alkalmazási terület Steelspeed
34 Simítás - HSC Peremfeltételek: Anyag: edzett szerszámacél HRc Átlagos szerszámátmérő: D=4-10 mm Bevonatos HM szerszám TiAlN (Unicut 4x)
35 Simítás HSC
36 A HSC simítás technológiai paraméterei Vágósebesség Fogankénti Forgácsolási Fogásszélesség Fogásmélység előtolás ae ap teljesítmény: = fordulatszám előtoló 0,05-0,1 sebesség 0,2 mm Q Vc fz = = 0,14 0, ,5 0, cm m/min 3 Vc [m/min] fz [mm] ap [mm] ae [mm] Q [cm 3 /min] ,05 0,12 0,05 0,1 0,05 0,2 0,14 2,5
37 HSC simítás edzett állapotban Példa: Szerszám: U D12 HM MG+ Választott paraméterek: Ajánl. vágósebesség: vc= 300 m/perc Fogankénti előtolás: fz= 0,09 mm Szerszámgép korlát: Fordulatszám: n= /perc Előtolás: vf= 5594 mm/perc Melegalakító szerszámacél állapot: EDZETT keménység: HRc Fordulatszám: n= /perc Előtolás: vf= 5594 mm/perc nmax= /perc Fordulatszám: n= /perc Előtolás: vf= 3240 mm/perc ap = 0,2 mm ae = 0,09 mm
38 Nagyolás HX Simítás HSC HXC technológia
39 HXC D vc z fz ap ae n vf Q mm mm/min mm mm mm 1/min mm/min mm3/min , ,07 1 2, , , HSC λ=30 o γ=5 o ~ 3x U5253 U5254 U5256 λ= 55 o γ= -10 o
40 Elősimítás HXC Peremfeltételek: Anyag: edzett szerszámacél HRc Átlagos szerszámátmérő: D=6-12 mm Bevonatos HM szerszám TiAlN (Unicut 4x)
41 Acélmegmunkáló HXC szerszámok
42 Elősimítás HXC X Vágósebesség Fogankénti Forgácsolási Fogásszélesség Fogásmélység előtolás ae=d*(0,1-0,5) teljesítmény: fordulatszám előtoló ap=1 mm sebesség Vc fz Q = = 0, ,1 cmm/min 3 X Vc [m/min] fz [mm] ap [mm] ae [mm] Q [cm 3 /min] ,05 0,1 1 D*(0,1 0,5) 1-12
43 Utónagyolás lágy állapotban HXC Peremfeltételek: Anyag: lágy szerszámacél N/mm 2 Átlagos szerszámátmérő: D=6-12 mm Bevonatos HM szerszám TiAlN (Unicut 4x)
44 HXC utónagyolás forgácsolási paraméterei X Vágósebesség Fogankénti Forgácsolási Fogásszélesség Fogásmélység előtolás ae=d*(0,1-0,5) teljesítmény: fordulatszám előtoló ap=1 mm sebesség Vc fz Q = = 0, ,1 cmm/min 3 X Vc [m/min] fz [mm] ap [mm] ae [mm] Q [cm 3 /min] ,05 0,1 1 D*(0,1 0,5) 2-24
45 Összefoglalás 2-24 D*(0,5-1) 1 0,05-0, HXC lágy 1-12 D*(0,5-1) 1 0,05-0, HXC edzett 0,14-2, Q [cm3/min] 0,05-0,2 D*(0,5-1) D*(0,5-1) D*(0,5-1) ae [mm] 0,05-0,1 D*(0,5-1) D*(0,5-1) D*(1-1,5) ap [mm] 0,05-0,12 0,04-0,1 0,05-0,1 0,04-0,1 fz [mm] Vc [m/min] HSC edzett HX edzett HX lágy HSS lágy Nagyolás Ut Utónagyol nagyolás Simítás El Elősim simítás
46 Így készítsünk süllyesztéket 1 óra alatt...
Megmunkálások. Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Megmunkálás típusa: Nemesített/edzett állapot: régen ma
 KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
Din6527K, VHM-TSM33, z=4, spirál: 30, sarokletörés. Ajánlott: acélhoz 1300 MPaig, öntöttvashoz, alumíniumhoz, rézhez, mőanyagokhoz.
 Horonymarók és ujjmarók rövid éllel P645-2-élő P647-3-élő P649-4-élő Din6527K, VHM-TSM33, z=2, spirál: 30, sarokletörés, átmérı tőrés: e8. Ajánlott: acélhoz 1300 MPa-ig, öntöttvashoz, alumíniumhoz, rézhez,
Horonymarók és ujjmarók rövid éllel P645-2-élő P647-3-élő P649-4-élő Din6527K, VHM-TSM33, z=2, spirál: 30, sarokletörés, átmérı tőrés: e8. Ajánlott: acélhoz 1300 MPa-ig, öntöttvashoz, alumíniumhoz, rézhez,
Fejlődés a trochoidális marás területén
 New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
Nagy sebességű marás (HSC)
") Nagy sebességű marás (HSC) A nagy sebességű marás HSC = High Speed Cutting Nagy sebességű marás alatt a lehetőség szerint nagy forgácsolási sebességet értjük felületek megmunkálása során. Ezért a megmunkálási
Nagy sebességű marás (HSC) A nagy sebességű marás HSC = High Speed Cutting Nagy sebességű marás alatt a lehetőség szerint nagy forgácsolási sebességet értjük felületek megmunkálása során. Ezért a megmunkálási
ArCut X szuper felületek a legrövidebb idő alatt
 passion for precision ArCut X szuper felületek a legrövidebb idő alatt ÚJ: ToolExpert ArCut X forgácsolási adat kalkulátor Az ArCut X egy termelékenység-fokozó a kiváló felületminőséget megkívánó simítási
passion for precision ArCut X szuper felületek a legrövidebb idő alatt ÚJ: ToolExpert ArCut X forgácsolási adat kalkulátor Az ArCut X egy termelékenység-fokozó a kiváló felületminőséget megkívánó simítási
Szabadformájú felületek. 3D felületek megmunkálása gömbmaróval. Dr. Mikó Balázs FRAISA ToolSchool Október
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
passion for precision ArCut X okos választás ahhoz, hogy a legrövidebb időn belül briliáns felületeket hozzon létre
 passion for precision ArCut X okos választás ahhoz, hogy a legrövidebb időn belül briliáns felületeket hozzon létre Az ArCut X egy termelékenység-fokozó a kiváló felületminőséget megkívánó simítási megmunkálásokhoz
passion for precision ArCut X okos választás ahhoz, hogy a legrövidebb időn belül briliáns felületeket hozzon létre Az ArCut X egy termelékenység-fokozó a kiváló felületminőséget megkívánó simítási megmunkálásokhoz
Akció! Über. special campaign
 + 3,5 % 2013. 05. 01-től PRÄZISION Precíziós keményfém marószerszámok Széles választék az Ön üzeme számára! Precision milling tools in solid carbide program choices for your production Über Akció! special
+ 3,5 % 2013. 05. 01-től PRÄZISION Precíziós keményfém marószerszámok Széles választék az Ön üzeme számára! Precision milling tools in solid carbide program choices for your production Über Akció! special
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
passion for precision Nagy teljesítményű NB-RPS SupraCarb HPC maró új teljesítménydimenzióban!
 passion for precision Nagy teljesítményű NB-RS SupraCarb HC maró új teljesítménydimenzióban! Ugrásszerű termelékenység növekedés a HC nagyoló megmunkálásban az NB-RS SupraCarb marószerszámmal [ 2 ] Az
passion for precision Nagy teljesítményű NB-RS SupraCarb HC maró új teljesítménydimenzióban! Ugrásszerű termelékenység növekedés a HC nagyoló megmunkálásban az NB-RS SupraCarb marószerszámmal [ 2 ] Az
Nagy teljesítmény Az új FORMAT GT
 Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Felülmúlhatatlanul sokoldalú. GARANT MasterSteel PickPocket Törje át az extrém teljesítmény határait a marás minden területén.
 IOVÁCIÓ ettó árak, érvényes 17. 07. 31-ig Felülmúlhatatlanul sokoldalú. GARAT ickocket Törje át az extrém teljesítmény határait a marás minden területén. GARAT ickocket www.hoffmann-group.com A sokoldalúság
IOVÁCIÓ ettó árak, érvényes 17. 07. 31-ig Felülmúlhatatlanul sokoldalú. GARAT ickocket Törje át az extrém teljesítmény határait a marás minden területén. GARAT ickocket www.hoffmann-group.com A sokoldalúság
Multicut XF simítómaró Surface Master new!
 passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
passion for precision NVS új standard az univerzális megmunkálás terén
 passion for precision NVS új standard az univerzális megmunkálás terén NB-NVS hengeres maró Az új standard az univerzális megmunkálás területén [ 2 ] Az NB-NVS révén a Fraisa új standardot alapoz meg az
passion for precision NVS új standard az univerzális megmunkálás terén NB-NVS hengeres maró Az új standard az univerzális megmunkálás területén [ 2 ] Az NB-NVS révén a Fraisa új standardot alapoz meg az
Forradalmi újdonság a marási technológia területén!
 Forradalmi újdonság a marási technológia területén! ORKOHÁSZATI HSS ARÓK ONLY ONE ORKOHÁSZATI 60 BEVONATOS HSS ARÓK 60 BEVONATOS ORKOHÁSZATI HSS ARÓ Tökéletes megoldás, hogy megvédje a forgácsolás okozta
Forradalmi újdonság a marási technológia területén! ORKOHÁSZATI HSS ARÓK ONLY ONE ORKOHÁSZATI 60 BEVONATOS HSS ARÓK 60 BEVONATOS ORKOHÁSZATI HSS ARÓ Tökéletes megoldás, hogy megvédje a forgácsolás okozta
11. NAGYSEBESSÉGŰ FORGÁCSOLÁS (HSC)
") 11. NAGYSEBESSÉGŰ FORGÁCSOLÁS (HSC) A forgácsolás a gépipari megmunkálások területén talán a legköltségesebb tevékenység, ugyanakkor a fejlesztésére fordított beruházás folyamatosan növekszik. Ezt a helyzetet
11. NAGYSEBESSÉGŰ FORGÁCSOLÁS (HSC) A forgácsolás a gépipari megmunkálások területén talán a legköltségesebb tevékenység, ugyanakkor a fejlesztésére fordított beruházás folyamatosan növekszik. Ezt a helyzetet
Harapósabb, erősebb, ez az új Tiger.
 _ ÚJ MINŐSÉGEK ESZTERGÁLÁSHOZ ÉS MARÁSHOZ Harapósabb, erősebb, ez az új Tiger. most esztergáláshoz is: az új ISO P generáció _ EZÜST, FEKETE, ERŐSEBB : A mérce. világszerte egyedülálló: A technológia A
_ ÚJ MINŐSÉGEK ESZTERGÁLÁSHOZ ÉS MARÁSHOZ Harapósabb, erősebb, ez az új Tiger. most esztergáláshoz is: az új ISO P generáció _ EZÜST, FEKETE, ERŐSEBB : A mérce. világszerte egyedülálló: A technológia A
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Hatékonyság a gyorsacél tartományában
 New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Ezen katalógusban azok a tömör keményfém
 F Ó K U S Z B A N A T E J E S Í T M É N Y 2 TÖMÖR KEMÉNYFÉM SZERSZÁMOK TÖMÖR KEMÉNYFÉM SZERSZÁMOK A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak. Cégünk
F Ó K U S Z B A N A T E J E S Í T M É N Y 2 TÖMÖR KEMÉNYFÉM SZERSZÁMOK TÖMÖR KEMÉNYFÉM SZERSZÁMOK A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak. Cégünk
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz
 passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
HX-NVS: 10x gyorsabb bemerülési sebesség nagy keménységű acélok HPC és HDC megmunkálásakor
 passion passion for precision for precision X-NVS: x gyorsabb bemerülési sebesség nagy keménységű acélok PC és DC megmunkálásakor Nagyoló megmunkálás nagy keménységű edett alanyagokban [ 2 ] RC feletti
passion passion for precision for precision X-NVS: x gyorsabb bemerülési sebesség nagy keménységű acélok PC és DC megmunkálásakor Nagyoló megmunkálás nagy keménységű edett alanyagokban [ 2 ] RC feletti
35% Gyors és biztonságos menetkészítés kitűnő áron Tömör keményfém menetmarók és fúró-menetmarók RABATT. 19:00-ig
 ÉRVÉNYES: 3.05.208 Rendelés 8:30-ig. Garantált kiszállítás a következő munkanapon. Piacvezető logisztikai rendszerünknek köszönhetően egyre többet tudunk nyújtani. A 9 óráig leadott rendeléseket garantáltan
ÉRVÉNYES: 3.05.208 Rendelés 8:30-ig. Garantált kiszállítás a következő munkanapon. Piacvezető logisztikai rendszerünknek köszönhetően egyre többet tudunk nyújtani. A 9 óráig leadott rendeléseket garantáltan
ESZTERGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 Rendelési oldalak 26 Műszaki melléklet 96
 ESTEGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 endelési oldalak 26 Műszaki melléklet 96 FÚÁS Walter Titex Tömör keményfém fúrók 104 endelési oldalak 106 Műszaki melléklet 122 Walter Felfúrás
ESTEGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 endelési oldalak 26 Műszaki melléklet 96 FÚÁS Walter Titex Tömör keményfém fúrók 104 endelési oldalak 106 Műszaki melléklet 122 Walter Felfúrás
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS ALAPJAI
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
Jármőszerkezeti anyagok és megmunkálások II. Kopás, éltartam. Dr. Szmejkál Attila Dr. Ozsváth Péter
 Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
MIKRON HSM 400, 400U 600, 600U, 800
 HU MIKRON HSM 400, 400U 600, 600U, 800 Alkalmazások 3-tengely MIKRON HSM 400, 600, 800 Grafit elektróda Óra alkatrészek MIKRON HSM 400 Különbözõ anyagok Óraipar/ mikromechanika Nagy kontúr- és pozícionálási
HU MIKRON HSM 400, 400U 600, 600U, 800 Alkalmazások 3-tengely MIKRON HSM 400, 600, 800 Grafit elektróda Óra alkatrészek MIKRON HSM 400 Különbözõ anyagok Óraipar/ mikromechanika Nagy kontúr- és pozícionálási
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Hatékony nagyolás az új -CB3 forgácstörővel. TOTAL TOOLING = MINŐSÉG x SZOLGÁLTATÁS 2
 2017. május Selection Válogatott termékek a WNT alkalmazástechnikusaitól Az iőegység alatt leválasztott legnagyobb forgácsmennyiség alumínium forgácsolásakor Hatékony nagyolás az új -CB3 forgácstörővel
2017. május Selection Válogatott termékek a WNT alkalmazástechnikusaitól Az iőegység alatt leválasztott legnagyobb forgácsmennyiség alumínium forgácsolásakor Hatékony nagyolás az új -CB3 forgácstörővel
MicroX Okos megoldás nagy pontosságú mikromaráshoz
 passion for precision MicroX Okos megoldás nagy pontosságú mikromaráshoz ToolExpert 2.0 Forgácsolási adat kalkulátor A MicroX sikertörténet négy összetevője [ 2 ] Bemutatjuk az új széles körűen kibővített
passion for precision MicroX Okos megoldás nagy pontosságú mikromaráshoz ToolExpert 2.0 Forgácsolási adat kalkulátor A MicroX sikertörténet négy összetevője [ 2 ] Bemutatjuk az új széles körűen kibővített
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Száras maró, keményfém
 záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
Termékkompetencia. Marás _SZAKÉRTELEM A FORGÁCSOLÁSBAN. ConeFit TM szintű flexibilitás. a legmagasabb
 Termékkompetencia _SZAKÉRTELEM A FORGÁCSOLÁSBAN Marás ConeFit TM szintű flexibilitás. a legmagasabb WALTER PROTOTYP ConeFit moduláris rendszer maráshoz A SZERSZÁMRENDSZER moduláris tömör keményfém marórendszer
Termékkompetencia _SZAKÉRTELEM A FORGÁCSOLÁSBAN Marás ConeFit TM szintű flexibilitás. a legmagasabb WALTER PROTOTYP ConeFit moduláris rendszer maráshoz A SZERSZÁMRENDSZER moduláris tömör keményfém marórendszer
Általános célú síkmaró sokszögletű lapkával
 E5HU AHX0 Sorozat Hatékony és gazdaságos síkmarás hétszögletű, kétoldalas lkákkal. Általános célú síkmaró sokszögletű lkával Általános célú síkmaró sokszögletű lkával AHX0S Ø 3- mm Normál és sűrű fogosztás
E5HU AHX0 Sorozat Hatékony és gazdaságos síkmarás hétszögletű, kétoldalas lkákkal. Általános célú síkmaró sokszögletű lkával Általános célú síkmaró sokszögletű lkával AHX0S Ø 3- mm Normál és sűrű fogosztás
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
MFC multifunkcionális nagy teljesítményű maró. A megoldás lágy forgácsoláshoz és HDC alkalmazásokhoz
 passion for precision MFC multifunkcionális nagy teljesítményű maró. A megoldás lágy forgácsoláshoz és HDC alkalmazásokhoz Új ToolExpert MFC forgácsolási adat kalkulátor MFC szerszámonként akár 96 alkalmazás
passion for precision MFC multifunkcionális nagy teljesítményű maró. A megoldás lágy forgácsoláshoz és HDC alkalmazásokhoz Új ToolExpert MFC forgácsolási adat kalkulátor MFC szerszámonként akár 96 alkalmazás
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
Korszerű keményfémfúrók forgácsolóképességének minősítése (Sirius 200 TiN)
") ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET GÉPGYÁRTÁSTECHNOLÓGIAI SZAKCSOPORT Korszerű keményfémfúrók forgácsolóképességének minősítése
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET GÉPGYÁRTÁSTECHNOLÓGIAI SZAKCSOPORT Korszerű keményfémfúrók forgácsolóképességének minősítése
MFC-R nagy teljesítményű multifunkcionális marószerszám Megoldás 3D megmunkáláshoz!
 passion for precision MFC-R nagy teljesítményű multifunkcionális marószerszám Megoldás 3D megmunkáláshoz! ÚJ: ToolExpert MFC forgácsolási adat kalkulátor Multifunkcionalitás, mint kulcstényező a teljes
passion for precision MFC-R nagy teljesítményű multifunkcionális marószerszám Megoldás 3D megmunkáláshoz! ÚJ: ToolExpert MFC forgácsolási adat kalkulátor Multifunkcionalitás, mint kulcstényező a teljes
SZERSZÁMOK FOLYAMATOSAN A LEGJOBB ÁRON!
 SZERSZÁMOK FOLYAMATOSAN A LEGJOBB ÁRON! a b e i j f k Ø c d g l m h 2013/2 Az akció 2013 december 31.-ig érvényes! KÖLTSÉGCSÖKKENTÔ MEGOLDÁSOK CSOPORTOS VÁSÁRLÁS ZÖLD TERMÉKEK CSOPORTOS VÁSÁRLÁS Vásároljon
SZERSZÁMOK FOLYAMATOSAN A LEGJOBB ÁRON! a b e i j f k Ø c d g l m h 2013/2 Az akció 2013 december 31.-ig érvényes! KÖLTSÉGCSÖKKENTÔ MEGOLDÁSOK CSOPORTOS VÁSÁRLÁS ZÖLD TERMÉKEK CSOPORTOS VÁSÁRLÁS Vásároljon
passion for precision Sphero-X simítás és nagyolás 40 és 70 HRC között
 passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
Effect of the different parameters to the surface roughness in freeform surface milling
 19 November 0, Budapest Effect of the different parameters to the surface roughness in freeform surface milling Balázs MIKÓ Óbuda University 1 Abstract Effect of the different parameters to the surface
19 November 0, Budapest Effect of the different parameters to the surface roughness in freeform surface milling Balázs MIKÓ Óbuda University 1 Abstract Effect of the different parameters to the surface
SZERSZÁMACÉL ISMERTETÕ. UHB 11 Keretacél. Überall, wo Werkzeuge hergestellt und verwendet werden
 SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
A menetmegmunkálás módszerei
 MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás. 2013/14 2. félév Dr. Kulcsár Gyula
 A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
Fúrás felsőfokon A továbbfejlesztett Dragonskin bevonat új szintre emeli az WTX Speed és WTX Feed fúrók teljesítményét
 New 2018. szeptember Új termékek forgácsoló szakemberek számára WTX Speed WTX Feed Fúrás felsőfokon A továbbfejlesztett Dragonskin bevonat új szintre emeli az WTX Speed és WTX Feed fúrók teljesítményét
New 2018. szeptember Új termékek forgácsoló szakemberek számára WTX Speed WTX Feed Fúrás felsőfokon A továbbfejlesztett Dragonskin bevonat új szintre emeli az WTX Speed és WTX Feed fúrók teljesítményét
PERFOR Szerszámkereskedelmi Kft.
 PERFOR Szerszámkereskedelmi Kft. Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 212 Mőszaki információ Forgácsolási adatok Perfor Kft 212 Tartalomjegyzék Elsı
PERFOR Szerszámkereskedelmi Kft. Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 212 Mőszaki információ Forgácsolási adatok Perfor Kft 212 Tartalomjegyzék Elsı
FRÖCCSÖNTŐ SZERSZÁMOK AKTÍV RÉSZEINEK KORSZERŰ TECHNOLÓGIÁJÁNAK TANULMÁNYOZÁSA
 Műszaki Tudományos Közlemények vol. 8. (2018) 89 94. https://doi.org/10.2478/mtk-2018-0021, https://eda.eme.ro/handle/10598/30277 Angol nyelven: https://doi.org/10.2478/mtk-2018-0022 Abstract FRÖCCSÖNTŐ
Műszaki Tudományos Közlemények vol. 8. (2018) 89 94. https://doi.org/10.2478/mtk-2018-0021, https://eda.eme.ro/handle/10598/30277 Angol nyelven: https://doi.org/10.2478/mtk-2018-0022 Abstract FRÖCCSÖNTŐ
HAHN + KOLB HÍREK. Ú j b e v o n a t o k Ú j g e o m e t r i á k N a g y é l e t t a r t a m o k
 HAHN + KOLB HÍREK AKTUÁLI TO AJÁNLATOK A HAHN+KOLB Hungiától Kiadás ideje: 2014. 06. Érvényes: 2014.09.30. Ú j b e v o n a t o k Ú j g e o m e t r i á k N a g y é l e t t a r t a m o k ATORN nagyteljesítményű
HAHN + KOLB HÍREK AKTUÁLI TO AJÁNLATOK A HAHN+KOLB Hungiától Kiadás ideje: 2014. 06. Érvényes: 2014.09.30. Ú j b e v o n a t o k Ú j g e o m e t r i á k N a g y é l e t t a r t a m o k ATORN nagyteljesítményű
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT
 A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
Katalógus FÚRÓSZERSZÁMOK
 Katalógus FÚRÓSZERSZÁMOK KATALÓGUS TARTALOM Oldal CSIGAFÚRÓK CSIGAFÚRÓK - EXTRA RÖVID TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 3xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 5xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 8xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK
Katalógus FÚRÓSZERSZÁMOK KATALÓGUS TARTALOM Oldal CSIGAFÚRÓK CSIGAFÚRÓK - EXTRA RÖVID TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 3xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 5xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 8xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK
2016/3. Az akció 2016 december 31. -ig érvényes, a postára adás dátumától!
 2016/3 Az akció 2016 december 31. -ig érvényes, a postára adás dátumától! Szerszámok folyamatosan a legjobb áron! CSOPORTOS VÁSÁRLÁS ZÖLD TERMÉKEK CSOPORTOS VÁSÁRLÁS Vásároljon rendkívüli kedvezményekkel!
2016/3 Az akció 2016 december 31. -ig érvényes, a postára adás dátumától! Szerszámok folyamatosan a legjobb áron! CSOPORTOS VÁSÁRLÁS ZÖLD TERMÉKEK CSOPORTOS VÁSÁRLÁS Vásároljon rendkívüli kedvezményekkel!
a.) b.) a.) b.) a.) b.)
 b.) a.) b.) a.) b.)") 1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT
 FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
Termék leírása. Termék alkalmazása. A szár kialakítása 1.09. Szármaró
 szármaró profiline Termék leírása A legfinomabb szemcséjű nagyteljesítményű keményfémből készült, TiAIN kopásálló bevonattal ellátott RUKO szármarók a vágóélek egyidejű nagy termikus terhelhetősége mellett
szármaró profiline Termék leírása A legfinomabb szemcséjű nagyteljesítményű keményfémből készült, TiAIN kopásálló bevonattal ellátott RUKO szármarók a vágóélek egyidejű nagy termikus terhelhetősége mellett
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval
 passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
passion for precision Sphero-CVD Keményfém nagy teljesítményű marása gyémánt marószerszámokkal
 passion for precision Sphero- Keményfém nagy teljesítményű marása gyémánt marószerszámokkal Keményfém gazdaságos marása nagy tisztaságú gyémánt marószerszámokkal [ 2 ] Ipari alkalmazásoknál a szerszámgyártásban
passion for precision Sphero- Keményfém nagy teljesítményű marása gyémánt marószerszámokkal Keményfém gazdaságos marása nagy tisztaságú gyémánt marószerszámokkal [ 2 ] Ipari alkalmazásoknál a szerszámgyártásban
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
ENS-SA3. Jellemzõk. Általános felhasználhatóság acél (55 HRC-ig) rozsdamentes acél öntöttvas nagyolás és elôsimítás
 rozsdamentes acél öntöttvas nagyolás és elôsimítás") Keményfém marószerszámok Gst a r széria általános megmunkálásokhoz Jellemzõk Általános felhasználhatóság acél (55 HRC-ig) rozsamentes acél öntöttvas nagyolás és elôsimítás Hosszú szerszámélettartam köszönhetôen
Keményfém marószerszámok Gst a r széria általános megmunkálásokhoz Jellemzõk Általános felhasználhatóság acél (55 HRC-ig) rozsamentes acél öntöttvas nagyolás és elôsimítás Hosszú szerszámélettartam köszönhetôen
Új erő a forgácsolásban.
 Termék kézikönyv Marás _ RAGYOGÓ ÉS ERŐS Új erő a forgácsolásban. Ne forgácsolja el idejét, használja ki a tigris erejét. A Tiger tec márkájú forgácsolóanyagok folyamatosan új szintet állítanak fel a forgácsolásban
Termék kézikönyv Marás _ RAGYOGÓ ÉS ERŐS Új erő a forgácsolásban. Ne forgácsolja el idejét, használja ki a tigris erejét. A Tiger tec márkájú forgácsolóanyagok folyamatosan új szintet állítanak fel a forgácsolásban
www.dixipolytool.com GYÉMÁNT GYÉMÁNT SZERSZÁMOK ÁTTEKINTÉSE SZÁRMARÓK SÜLLYESZTÔ MARÓK GRAVÍROZÓ SZERSZÁMOK SPECIÁLIS SZERSZÁMOK SÍKMARÓFEJ FÚRÓK
 GYÉMÁT GYÉMÁT SZERSZÁMOK ÁTTEKITÉSE 352 SZÁRMARÓK 358 SÜLLYESZTÔ MARÓK 364 GRAVÍROZÓ SZERSZÁMOK 365 SPECIÁLIS SZERSZÁMOK 366 SÍKMARÓFEJ 368 FÚRÓK 369 FURATMEGMUKÁLÁS 370 ESZTERGAKÉSEK 371 SPECIÁLIS FORMAVÁLASZTÉK
GYÉMÁT GYÉMÁT SZERSZÁMOK ÁTTEKITÉSE 352 SZÁRMARÓK 358 SÜLLYESZTÔ MARÓK 364 GRAVÍROZÓ SZERSZÁMOK 365 SPECIÁLIS SZERSZÁMOK 366 SÍKMARÓFEJ 368 FÚRÓK 369 FURATMEGMUKÁLÁS 370 ESZTERGAKÉSEK 371 SPECIÁLIS FORMAVÁLASZTÉK
2011. tavaszi félév. CNC forgácsolás. Balla Sándor
 2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
FÚRÁS MARÁS GRAVÍROZÁS DARABOLÁS MENET
 FÚRÁS 3 MARÁS 95 GRAVÍROZÁS 221 DARABOLÁS 237 MEET 277 FURATMEGMUKÁLÁS 333 GYÉMÁT, PCD ÉS CB SZERSZÁMOK 351 EGYÉB SZERSZÁMOK 387 ÁLTALÁOS IFORMÁCIÓK 395 1 FÚRÁS 3 FÚRÓK ÁTTEKITÉSE 4 KÖZPOTOZÓ ÉS C-KÖZPOTFÚRÓK
FÚRÁS 3 MARÁS 95 GRAVÍROZÁS 221 DARABOLÁS 237 MEET 277 FURATMEGMUKÁLÁS 333 GYÉMÁT, PCD ÉS CB SZERSZÁMOK 351 EGYÉB SZERSZÁMOK 387 ÁLTALÁOS IFORMÁCIÓK 395 1 FÚRÁS 3 FÚRÓK ÁTTEKITÉSE 4 KÖZPOTOZÓ ÉS C-KÖZPOTFÚRÓK
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
MÛSZAKI INFORMÁCIÓK. Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI
 MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI") Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Használható segédeszköz: rajzeszközök, nem programozható számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Vaanco Szerszám és Szereléstechnika Bt. 4220 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 213 Mőszaki információ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 213 Mőszaki információ
Intelligens Technológiák gyakorlati alkalmazása
 Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
2011/12 I. félév. (www.uni miskolc.hu/~ggytmazs)
") Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
passion for precision
 passion for precision AX-FPS Új távlatok az alumínium nagyteljesítményű marásában Ugrásszerű teljesítmény növekedés a szerszám és a megmunkálási környezet tökéletes összhangjának köszönhetően ToolExpert
passion for precision AX-FPS Új távlatok az alumínium nagyteljesítményű marásában Ugrásszerű teljesítmény növekedés a szerszám és a megmunkálási környezet tökéletes összhangjának köszönhetően ToolExpert
RAMAX S Elõnemesített korrózióálló Szerszám keretanyag
 SZERSZÁMACÉL ISMERTETÕ RAMAX S Elõnemesített korrózióálló Szerszám keretanyag Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A RAMAX S egy króm ötvözésû, korrózióálló forma
SZERSZÁMACÉL ISMERTETÕ RAMAX S Elõnemesített korrózióálló Szerszám keretanyag Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A RAMAX S egy króm ötvözésû, korrózióálló forma
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
passion for precision Lightform Steel menetformázó Biztonságos menetkészítés acélban
 passion for precision Lightform Steel menetformázó Biztonságos menetkészítés acélban Maximális folyamatbiztonság minimális költségek mellett [ 2 ] A menetformázás biztonságosabb és gazdaságosabb, mint
passion for precision Lightform Steel menetformázó Biztonságos menetkészítés acélban Maximális folyamatbiztonság minimális költségek mellett [ 2 ] A menetformázás biztonságosabb és gazdaságosabb, mint
Acél Sorozat (Metrikus)
") Acél Sorozat (Metrikus) ACÉL SOROZAT Az SGSPro Acél sorozat egy speciális geometriával tervezett szerszámrendszer, melyek a szerkezeti acélok és acél öntvények megmunkálására lettek kialakítva a növekvő
Acél Sorozat (Metrikus) ACÉL SOROZAT Az SGSPro Acél sorozat egy speciális geometriával tervezett szerszámrendszer, melyek a szerkezeti acélok és acél öntvények megmunkálására lettek kialakítva a növekvő
Új termékek forgácsoló szakemberek számára
 New 2017. október Új termékek forgácsoló szakemberek számára Új, nagy teljesítményű minőség rozsdamentes és erősen ötvözött acélok megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest
New 2017. október Új termékek forgácsoló szakemberek számára Új, nagy teljesítményű minőség rozsdamentes és erősen ötvözött acélok megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest
GRAVIROZÁS GRAVÍROZÓ SZERSZÁMOK FÉLKÉSZ KIVITEL
 GRAVIROZÁS GRAVÍROZÓ SZERSZÁMOK ÁTTEKITÉSE 222 GRAVÍROZÓ SZERSZÁMOK 3/4 225 GRAVÍROZÓ SZERSZÁMOK 1/2 228 GRAVÍROZÓ SZERSZÁMOK 230 GRAVÍROZÓ SZERSZÁMOK FÉL 231 IFORMÁCIÓK 233 FORGÁCSOLÁSI PARAMÉTEREK 234
GRAVIROZÁS GRAVÍROZÓ SZERSZÁMOK ÁTTEKITÉSE 222 GRAVÍROZÓ SZERSZÁMOK 3/4 225 GRAVÍROZÓ SZERSZÁMOK 1/2 228 GRAVÍROZÓ SZERSZÁMOK 230 GRAVÍROZÓ SZERSZÁMOK FÉL 231 IFORMÁCIÓK 233 FORGÁCSOLÁSI PARAMÉTEREK 234
Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától!
 Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától! SYNCHRO MENETFÚRÓK TAP Menetfúrók SYNCHRO SYNCHRO MENETMEGMUNKÁLÁS SYNCHRO TAP MENETFÚRÓ SYNCHRO mentfúró család Menetmegmunkáló szerszámok
Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától! SYNCHRO MENETFÚRÓK TAP Menetfúrók SYNCHRO SYNCHRO MENETMEGMUNKÁLÁS SYNCHRO TAP MENETFÚRÓ SYNCHRO mentfúró család Menetmegmunkáló szerszámok
MFC multifunkcionális nagy teljesítményű maró Egy szerszám 96 alkalmazási terület
 passion for precision MFC multifunkcionális nagy teljesítményű maró Egy szerszám 96 alkalmazási terület Új ToolExpert MFC forgácsolási adat kalkulátor Multifunkcionaltiás kulcstényezőként a teljes gyártási
passion for precision MFC multifunkcionális nagy teljesítményű maró Egy szerszám 96 alkalmazási terület Új ToolExpert MFC forgácsolási adat kalkulátor Multifunkcionaltiás kulcstényezőként a teljes gyártási