2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
|
|
|
- Amanda Gál
- 9 évvel ezelőtt
- Látták:
Átírás
1 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: / Budapest Universityof Technology and Economics Járműgyártás és -javítás Tanszék FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL Kötött szemcse - Köszörülés - Forgó szerszámmal (koronggal) - Szalaggal - Dörzscsiszolás (dörzsköszörülés, hónolás) Szabad szemcse - Tükrösítés (leppelés) - Sugaras csiszolás - Koptatás - Tükörsimítás (szuperfiniselés) KÖSZÖRÜLÉS 2 1
 - Szalaggal - Dörzscsiszolás (dörzsköszörülés, hónolás) Szabad")
2 Köszörülés (koronggal): Főmozgás Mellékmozgás Végzi: szerszám mdb v. szerszám Jellege: forgó haladó, forgó Iránya: - egyenes, kör Szerszám: - Köszörű korong Köszörű szemcse Kötőanyag Pórusok KÖSZÖRÜLÉS 3 Szemcse: Természetes Mesterséges Korund (Al 2 O 3 ) A Szilícium karbid (SiC) C Bór karbid (BC) - Köbös bórnitrid (CBN) B Gyémánt D SZEMCSEANYAGOK ÉS TULAJDONSÁGAIK forrás: TYROLIT 4 2
 C Bór karbid (BC) - Köbös bórnitrid (CBN) B Gyémánt D SZEMCSEANYAGOK ÉS")
3 Szemcse: SZEMCSEANYAGOK ÉS TULAJDONSÁGAIK TYROLIT 5 Szemcsenagyság: - 1 collra eső szitalyukak száma melyen már fennakad a szemcse mesh - Legnagyobb szemcseméret, µm-ben SZEMCSEMÉRETEK TYROLIT 6 3

4 Kötőanyagok: - Fém - galván - szinter - Kerámia - üveg típusú - porcelán típusú - hidegen keményedő - Szerves - műgyanta - gumi - sellak TYROLIT 7 Kötés keménysége: A szemcsék kötőanyagból való kiszakadásával szembeni ellenállóképessége. Önélezés Kemény anyagokhoz lágy kötőanyagú Lágy anyagokhoz kemény kötőanyagú szerszámot kell alkalmazni. GRANIT KÖNIG 8 4

5 Kötés tömörsége: Pórus térfogat Teljes térfogat V SZ + V K + V P = V Teljes térfogat Szerkezeti szám: Szemcse Kötőanyag Pórus térfogat GRANIT 9 Köszörűkorong megnevezése: Alakjel Méretek Szemcse anyaga Szemcse mérete Keménység Szerkezet Kötés Megengedett sebesség KÖNIG 10 5

6 Köszörűkorongok alakja: Hengeres korong Csapos korong Tányérkorong Fazék korong Gyűrűs korong 11 Köszörűkorongok profilja: Tschätsch 12 6

7 Élgeometria: α - hátszög β ékszög > 90 γ homlokszög NEGATÍV δ metszőszög Φ nyírási szög a fogásmélység h f - Forgácsvastagság ÉLGEOMETRIA KÖSZÖRÜLÉSNÉL Rugalmas és képlékeny alakváltozás aránya nagyobb (mint határozott élgeometriánál) TYROLIT 13 Forgácsképződés: 1 - Rugalmas alakváltozás 2 - Rugalmas és képlékeny alakváltozás 3 - Rugalmas és képlékeny alakváltozás és nyírás 4 Rugalmas alakváltozás és nyírás FORGÁCSKÉPZŐDÉS FÁZISAI KÖSZÖRÜLÉSNÉL 14 7

8 Hőképződés: ENERGIAMÉRLEG 15 Hőképződés: TYROLIT 16 8

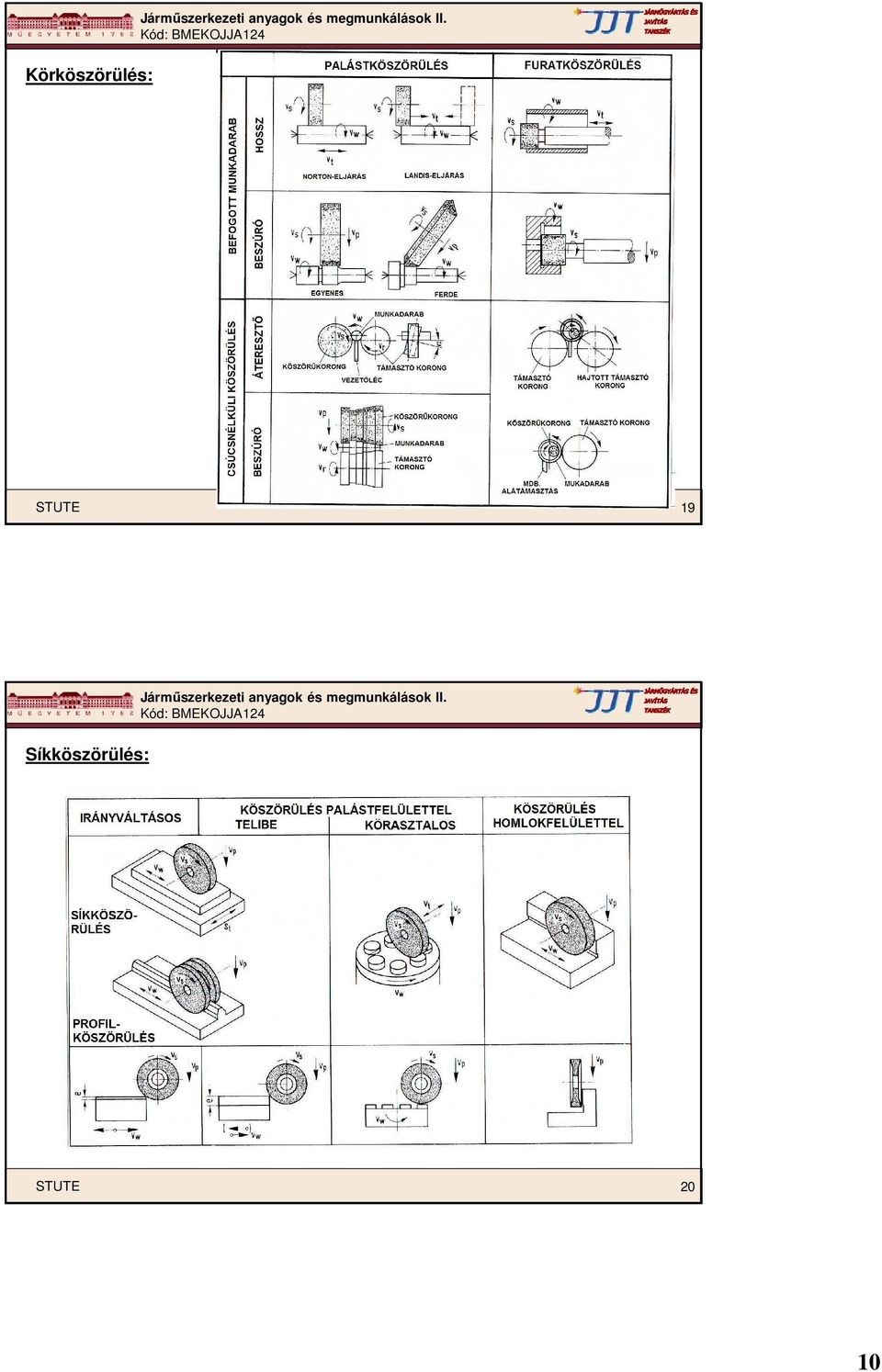
9 Szerszám elhasználódási módjai: Kötőanyag : Szemcse: Kopás (nyomás és hő hatására) Kipergés (kristálycsoportok) Szemcsetörés Szemcse kifordulás SZERSZÁM KOPÁSFORMÁI STUTE 17 Köszörülési módok: - Körköszörülés - Sík - Menet - Fogazat - Profil - Másoló köszörülés 18 9

10 Körköszörülés: STUTE 19 Síkköszörülés: STUTE 20 10
11 Menet köszörülés: ~1 körülfordulás Hosszköszörülés egyprofilú kővel Hosszköszörülés többprofilú kővel Beszúró köszörülés többprofilú kővel Belső menet köszörülése MENET KÖSZÖRÜLÉS TSCHÄTSCH 21 Forgácsolási erő (Élnyomás): F v Főforgácsoló erő F f Előtolás irányú erő F n Normál irányú erő STUTE 22 11
: F v Főforgácsoló erő F f Előtolás irányú erő F n Normál irányú")
12 Forgácsolási erő: F 1 =k s A 1 BALI 23 Forgácsolási erő (palástköszörülés): F=k S A V = 1000 v t a f [mm 3 ] A=? Különböző módszerek! A pill = L = v k V L 1000 a f v t A pill = = v k F= k s a f v t 60 v K [mm 2 ] [mm] a f v t 60 v K V időegység alatt leválasztott anyag térfogata v k korongsebesség [m/s] v t tárgy sebesség [m/min] a fogásmélység f előtolás (oldalelőtolás) L időegység alatt megtett köszörülési úthossz [mm] (pl. a korong egy szemcséjét tekintve) 24 12
![A pill = L = 60 1000 v k V L 1000 a f v t A pill = = 60 1000 v k F= k s a f v t 60 v K [mm 2 ] [mm] a f v t 60 v K V](/docs-images/54/9470989/images/page_12.jpg "időegység alatt leválasztott anyag térfogata v k korongsebesség [m/s] v t tárgy sebesség [m/min] a fogásmélység f")
13 Korong köszörülési teljesítménye: P K =F v k [W] Munkadarab forgatásához szükséges teljesítmény: P MDB =F v t [W] Sebesség-tényező: Átköszörülési szám: q=60 v K v mdb Nagyolás: >90-60 Simítás: ~ 90 Finomsimítás: > u= Korong szélesség Oldalelőtolás Nagyolásnál: 3-4 Simításnál: Korong felfogása: Rugalmas alátét (papír, gumi) a korong homlokfelületén Korong kiegyensúlyozása: Kiegyensúlyozás: - Statikus - Dinamikus (gépen, üzemi fordulaton) Kiegyensúlyozatlanság: - Formához kapcsolódó - Struktúrához kötött Statikus kiegyensúlyozás KÖSZÖRŰKORONGOK FELFOGÁSA TSCHÄTSCH 26 13
 Kiegyensúlyozatlanság: - Formához kapcsolódó - Struktúrához kötött Statikus kiegyensúlyozás KÖSZÖRŰKORONGOK FELFOGÁSA TSCHÄTSCH")
14 Korong lehúzása, leszabályozása: - Friss szemcsék (lehúzás) - Megfelelő geometria (leszabályozás) Sima korongnál kő palást és a forgástengely II biztosítása Alakos korongnál másoló, vagy NC/CNC leszabályozó berendezések Szabályozó: álló vagy mozgó gyémánt (egykristály vagy tárcsa) Kiszikráztatás: - Nagyolás - Simítás - Kiszikráztatás! 27 Köszörülés (szalaggal): 28 14
 Kiszikráztatás: - Nagyolás - Simítás - Kiszikráztatás!")
15 Köszörűgépek: - Körköszörűk - Palást - Furat - Síkköszörűk - Hossz - Körasztalos - Szerszámköszörűk - Koordináta köszörűk - Daraboló köszörűk - Különleges köszörűk - Henger - Bütykös-, forgattyús teng. - Ágyköszörűk, vezeték kösz. - Menet - Fogaskerék - Borda - Szalagköszörűk 29 Palástköszörűgép 30 15

16 Egyetemes köszörűgép: (SZIMFÉK) 31 (SZIMFÉK) 32 Egyetemes köszörűgép: 16
 32 16")
17 Csúcsnélküli köszörűgép vázlata Furatköszörűgép vázlata 33 Síkköszörűgépek elvi felépítése 34 17

18 Forgattyústengely köszörű: (SZIMFÉK) 35 (SZIMFÉK) 36 Köszörű kötél: 18
 36")
KÖSZÖRÜLÉS FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS KÖSZÖRÜLÉS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
Forgácsolás szerszámai
 Forgácsolás szerszámai Köszörülés Felhasznált irodalom: Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék,
Forgácsolás szerszámai Köszörülés Felhasznált irodalom: Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék,
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
Köszörülés, finommegmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Köszörülés, finommegmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Köszörülés, finommegmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013.
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL
 9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
KÖSZÖRÜLÉS, FINOMFELÜLETI MEGMUNKÁLÁSOK
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) KÖSZÖRÜLÉS, FINOMFELÜLETI MEGMUNKÁLÁSOK Dr. Pintér József 2016. 1 Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) KÖSZÖRÜLÉS, FINOMFELÜLETI MEGMUNKÁLÁSOK Dr. Pintér József 2016. 1 Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Finomfelületi megmunkálás
 2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
Fémipar: köszörülés, szerszámélezés
 Fémipar: köszörülés, szerszámélezés Eredményes munkát csak jól élezett szerszámmal tudunk végezni. A köszörülés (szerszámélezés) célja, hogy a kéziszerszámok élezését a megmunkálandó anyagtól függően a
Fémipar: köszörülés, szerszámélezés Eredményes munkát csak jól élezett szerszámmal tudunk végezni. A köszörülés (szerszámélezés) célja, hogy a kéziszerszámok élezését a megmunkálandó anyagtól függően a
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
MUNKAANYAG. Molnár István. A síkköszörűgép szerkezete, szerszámok, készülékek megválasztása, forgácsolási. paraméterek meghatározása
 Molnár István A síkköszörűgép szerkezete, szerszámok, készülékek megválasztása, forgácsolási paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Molnár István A síkköszörűgép szerkezete, szerszámok, készülékek megválasztása, forgácsolási paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Gyártástechnológiai III. 11./2 előadás Egyetemes osztófej Köszörülés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 11./2 előadás Egyetemes osztófej Köszörülés Előadó: Dr. Szigeti Ferenc főiskolai tanár Egyetemes (differenciál)
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 11./2 előadás Egyetemes osztófej Köszörülés Előadó: Dr. Szigeti Ferenc főiskolai tanár Egyetemes (differenciál)
Csiszolókövek, fenőidomok, paszták
 Köszörűkorongok általános jelölési rendszere Csiszolókövek, fenőidomok, paszták Alakjel Méretek Szemcse anyag Szemcsefinomság, kombináció Kötéskeménység Szerkezetszám Kötéstípus Kötőanyag belső jele Legnagyobb
Köszörűkorongok általános jelölési rendszere Csiszolókövek, fenőidomok, paszták Alakjel Méretek Szemcse anyag Szemcsefinomság, kombináció Kötéskeménység Szerkezetszám Kötéstípus Kötőanyag belső jele Legnagyobb
Köszörülés technológiája
 Magyarkúti József Köszörülés technológiája A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja:
Magyarkúti József Köszörülés technológiája A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja:
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal
 8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
Csiszoló-polírozó rudak, csiszolókorongok
 Csiszoló- csiszolókorongok 7 Tartalom Csiszoló- Rögzített hegyek...2 Gyémánt köszörűhegyek...7 Köszörűkorongok...15 Köszörűtűk...19 Csiszolósapkák, -szíjak, -tárcsák és hordozók...24 7 www.dmeeu.com -
Csiszoló- csiszolókorongok 7 Tartalom Csiszoló- Rögzített hegyek...2 Gyémánt köszörűhegyek...7 Köszörűkorongok...15 Köszörűtűk...19 Csiszolósapkák, -szíjak, -tárcsák és hordozók...24 7 www.dmeeu.com -
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
MUNKAANYAG. Magyarkúti József. Egyéb szakmaspecifikus megmunkálások eszközei, technológiája
 Magyarkúti József Egyéb szakmaspecifikus megmunkálások eszközei, technológiája A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06
Magyarkúti József Egyéb szakmaspecifikus megmunkálások eszközei, technológiája A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
Keményfém szerszámok és gyémántköszörűk
 Keményfém szerszámok és gyémántköszörűk A munkadarabot általában csak nála keményebb szerszámmal lehet hatékonyan megmunkálni. No és a szerszámot? Egy még keményebbel. No de hogyan készüljön a legkeményebb
Keményfém szerszámok és gyémántköszörűk A munkadarabot általában csak nála keményebb szerszámmal lehet hatékonyan megmunkálni. No és a szerszámot? Egy még keményebbel. No de hogyan készüljön a legkeményebb
TANMENET. Tanév: 2015/2016. Szakképesítés száma: Követelménymodul: Követelménymodul száma: Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2015/2016 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Köszörűs feladatok Követelménymodul száma: 10175-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2015/2016 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Köszörűs feladatok Követelménymodul száma: 10175-12 Tantárgy: Tananyag típus: Évfolyam:
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
Lehúzás rögzített gyémántlehúzó szerszámmal:
 Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
FOGASKERÉKGYÁRTÁS FOGASKEREKEK FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL
 13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
A nagysebességű marás technológiai alapjai és szerszámai
 A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szerszámgépek, robotok
 Szerszámgépek, robotok II. Esztergagépek Csúcsesztergák 2 1 5 7 3 4 6 Egyetemes csúcseszterga (E 400) meredekmenetváltó FH fék cserekerekek M hossz-előtolás kereszt-előtolás szorzómű MEANDER NORTON vezérorsó
Szerszámgépek, robotok II. Esztergagépek Csúcsesztergák 2 1 5 7 3 4 6 Egyetemes csúcseszterga (E 400) meredekmenetváltó FH fék cserekerekek M hossz-előtolás kereszt-előtolás szorzómű MEANDER NORTON vezérorsó
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Járműszerkezeti anyagok és megmunkálások II / I. félév. Fúrás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához
 PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához ÚJ Új, bővített felületmegmunkálási program Négy speciális kivitel a durvától a finom felületmegmunkálásig Kiváló termékek
PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához ÚJ Új, bővített felületmegmunkálási program Négy speciális kivitel a durvától a finom felületmegmunkálásig Kiváló termékek
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
10. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal. 10.11 Hámozó lefejtő marás (pontossági ifogmarás)
") 0 Fogazatok efejező megmunkálása határozott élgeometriájú szerszámokkal 0 Hámozó lefejtő marás (pontossági ifogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
0 Fogazatok efejező megmunkálása határozott élgeometriájú szerszámokkal 0 Hámozó lefejtő marás (pontossági ifogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
Új homlokfelület geometria szuper-kemény szerszámanyagokra. New rake surface geometrie for ultra hard tool materials
 Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
2011. tavaszi félév. Élanyagok. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
Járműszerkezeti anyagok és megmunkálások II / II. félév 2. előadás ÉLANYAGOK. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
POLÍROZÁS A SZERSZÁMGYÁRTÁSBAN I. rész.
 1, A polírozás fogalma: POLÍROZÁS A SZERSZÁMGYÁRTÁSBAN I. rész. A polírozás olyan felület-megmunkálási eljárás, melynek során sima, tükörfényes felületet hozunk létre mechanikai vagy kémiai módszerekkel.
1, A polírozás fogalma: POLÍROZÁS A SZERSZÁMGYÁRTÁSBAN I. rész. A polírozás olyan felület-megmunkálási eljárás, melynek során sima, tükörfényes felületet hozunk létre mechanikai vagy kémiai módszerekkel.
Használható segédeszköz: számológép (Mobil/okostelefon számológép funkció nem használható a vizsgán!)
") A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A KATALÓGUSBAN NEM SZEREPLŐ MÉRETŰ ÉS MINŐSÉGŰ
 F I G Y E L E M! A KATALÓGUSBAN NEM SZEREPLŐ MÉRETŰ ÉS MINŐSÉGŰ C S I S Z O L Ó T E R M É K E K G Y Á R T Á S Á T EGYEDI MEGRENDELÉSEK ALAPJÁN V Á L L A L J U K EGYEDI RENDELÉSNÉL A SZÁLLÍTÁSI HATÁRIDŐ
F I G Y E L E M! A KATALÓGUSBAN NEM SZEREPLŐ MÉRETŰ ÉS MINŐSÉGŰ C S I S Z O L Ó T E R M É K E K G Y Á R T Á S Á T EGYEDI MEGRENDELÉSEK ALAPJÁN V Á L L A L J U K EGYEDI RENDELÉSNÉL A SZÁLLÍTÁSI HATÁRIDŐ
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS. Dr. Pintér József 2016.
 FÚRÁS. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
Termelési rendszerek és folyamatok
 Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
2011. tavaszi félév. Kopás, éltartam. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
MARÁS MARÁS MARÁS MARÁS. Dr. Szmejkál Attila Ozsváth Péter. Járműszerkezeti anyagok és megmunkálások II / I. félév
 2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Szerszámacélok köszörülésérıl
 OKTATÓANYAG KIZÁRÓLAG BELSİ HASZNÁLATRA! Szerszámacélok köszörülésérıl Szempontok, összefüggések, paraméterek Szerkesztette, fordította: Losteiner József NONIUSZ Csiszolástechnika +36-30-535-8080 Tartalom:
OKTATÓANYAG KIZÁRÓLAG BELSİ HASZNÁLATRA! Szerszámacélok köszörülésérıl Szempontok, összefüggések, paraméterek Szerkesztette, fordította: Losteiner József NONIUSZ Csiszolástechnika +36-30-535-8080 Tartalom:
Jármőszerkezeti anyagok és megmunkálások II. Kopás, éltartam. Dr. Szmejkál Attila Dr. Ozsváth Péter
 Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
csiszoló szivacstömbök Oldal gyorsan cserélhetõ korongok Oldal szúrófûrészlapok Oldal csiszolópaszták Oldal barkács szerszámgépek Oldal
 csoport csiszolóvászon 200 Oldal csoport 204 Oldal... csoport 230 Oldal végtelenített csiszolószalagok. 170 vágó- és tisztítókorongok 180-181 csoport csapos köszö- 250 Oldal. 190-191 csoport 268 Oldal.
csoport csiszolóvászon 200 Oldal csoport 204 Oldal... csoport 230 Oldal végtelenített csiszolószalagok. 170 vágó- és tisztítókorongok 180-181 csoport csapos köszö- 250 Oldal. 190-191 csoport 268 Oldal.
FORGÁCSOLÁS SZERSZÁMAI. előadás
 FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
Abrazív megmunkálások
 Abrazív megmunkálások Szerzı: Dr. Gyáni Károly Lektor: Prof. Dr. Horváth Mátyás Tartalomjegyzék 1. Abrazív szerszámok 3 1.1 Az abrazív szemcsék anyaga 3 1.2 Az abrazív szemcsék szemcsenagysága 3 1.3 Az
Abrazív megmunkálások Szerzı: Dr. Gyáni Károly Lektor: Prof. Dr. Horváth Mátyás Tartalomjegyzék 1. Abrazív szerszámok 3 1.1 Az abrazív szemcsék anyaga 3 1.2 Az abrazív szemcsék szemcsenagysága 3 1.3 Az
Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs
 Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs Ráhagyások felépítése külsı méret esetén N Névleges méret FN Felsı határméter A s, A n, A
Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs Ráhagyások felépítése külsı méret esetén N Névleges méret FN Felsı határméter A s, A n, A
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Sebességváltó-főtengely köszörülési eljárásainak összehasonlítása és megtervezése
 MISKOLCI EGYETEM Gépészmérnöki és Informatikai Kar Gépgyártástechnológiai Tanszék Sebességváltó-főtengely köszörülési eljárásainak összehasonlítása és megtervezése Készítette: Szabó Krisztina Miskolc,
MISKOLCI EGYETEM Gépészmérnöki és Informatikai Kar Gépgyártástechnológiai Tanszék Sebességváltó-főtengely köszörülési eljárásainak összehasonlítása és megtervezése Készítette: Szabó Krisztina Miskolc,
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel); szilárdsági
MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel); szilárdsági
16 Kõmegmunkálás. 16 0015 Gránitfúrók 16 0060 Gyémánt vágók gránithoz 16 0070 Gyémánt csiszolók
 16 Kõmegmunkálás 16 0015 Gránitfúrók 16 0060 Gyémánt vágók gránithoz 16 0070 Gyémánt csiszolók Gránitfúró hengeres befogás színkód: zöld /mm l/mm L/mm c/befogás/mm 3 11 0637 901 3 3,5 12 60 5,0 0637 901
16 Kõmegmunkálás 16 0015 Gránitfúrók 16 0060 Gyémánt vágók gránithoz 16 0070 Gyémánt csiszolók Gránitfúró hengeres befogás színkód: zöld /mm l/mm L/mm c/befogás/mm 3 11 0637 901 3 3,5 12 60 5,0 0637 901
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP
 FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP 1 / 5 II. FELADATLAP Számítások, ábrák, tesztek 1. feladat 12 pont Kiszárításos módszerrel végeznek nedvességtartalom mérést.
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP 1 / 5 II. FELADATLAP Számítások, ábrák, tesztek 1. feladat 12 pont Kiszárításos módszerrel végeznek nedvességtartalom mérést.
Köszörűkorong szabályozás vizsgálata beszúró furatköszörülés esetén
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Köszörűkorong szabályozás vizsgálata beszúró furatköszörülés esetén Takács Péter II. éves MSC gépészmérnök hallgató Konzulens:
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Köszörűkorong szabályozás vizsgálata beszúró furatköszörülés esetén Takács Péter II. éves MSC gépészmérnök hallgató Konzulens:
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
csiszolókorongok tépõzáras/öntapadós Oldal... 163 Oldal... 172,173 csapos polírozófilcek Oldal... 182,183 LevegõsrenDszer 259 tartozékok
 csiszolóvászon 200 Ívek és szalagok Oldal.... 160,161 csiszoló 201 szivacstömbök 202 csiszolókorongok gyantarost hátlappal 203 csiszolókorongok tépõzáras/öntapadós hátlappal végtelenített csiszolószalagok
csiszolóvászon 200 Ívek és szalagok Oldal.... 160,161 csiszoló 201 szivacstömbök 202 csiszolókorongok gyantarost hátlappal 203 csiszolókorongok tépõzáras/öntapadós hátlappal végtelenített csiszolószalagok
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Esztergálás műveletei
 Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
FORGÁCSOLÁS SZERSZÁMAI
 FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
MUNKAANYAG. Rozovits Zoltán. Esztergálás műveletei. A követelménymodul megnevezése: Javítástechnológiai feladatok
 Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
dr. Sipos Sándor dr. Sipos Sándor
 Korszerű szerszámanyagok A gépiparban használt korszerű szerszámanyagok három csoportja: acélalapú, kemény és szuperkemény szerszámanyagok 1 Acélalapú szerszámanyagok ötvözetlen szerszámacélok (S-sorozat)
Korszerű szerszámanyagok A gépiparban használt korszerű szerszámanyagok három csoportja: acélalapú, kemény és szuperkemény szerszámanyagok 1 Acélalapú szerszámanyagok ötvözetlen szerszámacélok (S-sorozat)