9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL
|
|
|
- Károly Fülöp
- 9 évvel ezelőtt
- Látták:
Átírás
1 9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt a kemény anyagú szemcse aja, több aktív él is lehet. Az érintett elem, forgács keresztmetszet nagyságrenje kisebb mint határozott élgeometriájú szerszám esetén.

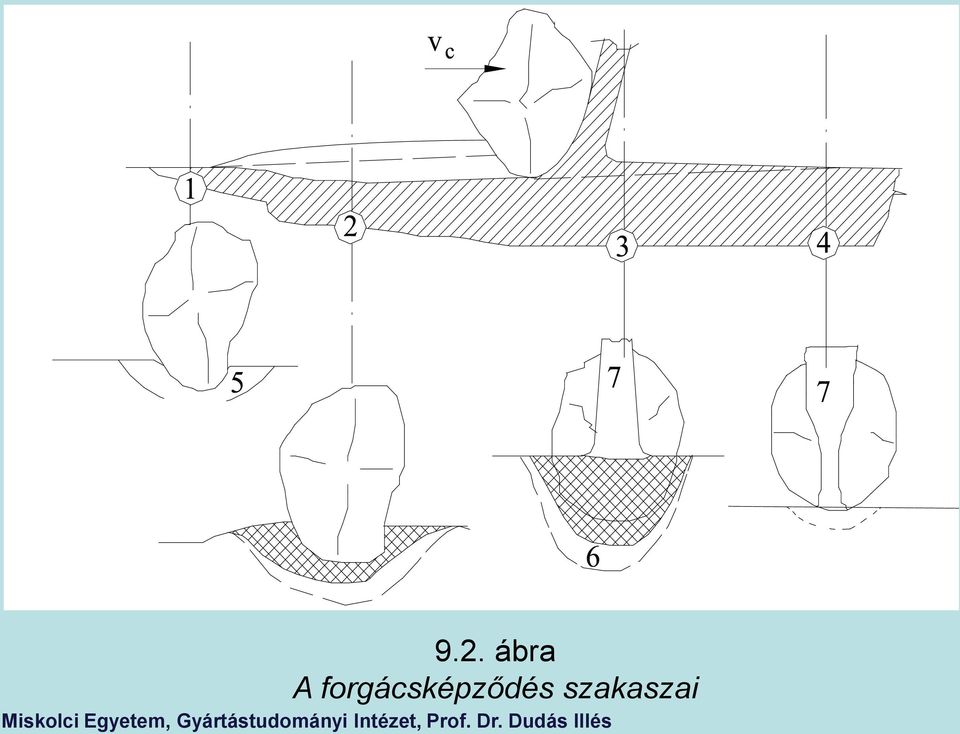
2 Esztergálás, marás Köszörülés Forgács Forgácsoló ék Kötés vc Köszörű szemcse vc 5 2 Forgács Munkaarab Nyírás 2. súrlóás, nyírás 3. Leválasztás,zömítés 4. Súrlóás, nyírás 5. Súrlóás ábra Forgácsképzőés a) esztergálás, b) köszörülés esetén A kötött szemcsével való forgácsolás erősen negatív homlokszögű szerszámmal valósul meg. A forgácsvastagság kicsi. Az anyag alakváltozása nem elhanyagolható.

3 9.2. ábra A forgácsképzőés szakaszai
4 9.1. A köszörűszerszám felépítése A köszörűszemcse anyaga A szemcse anyaga korun, szilícium karbi, köbös kristályos bórnitri és a gyémánt. A szemcseanyagokat egymástól a keménységük és kopásállóságuk különböztetik meg. Más szokásos fizikai tulajonságaik mérőszámai is a sűrűség, a rugalmassági moulus, Poisson szám, súrlóási tényező, hőállóság, hőtágulási együttható, hővezető képesség is különböznek. Korun A korun kristályos Al.-oxi (Al2O3).

5 Szilíciumkarbi A legfontosabb kerámia anyagokhoz tartozik. Színe szerint fekete vagy zöl színű lehet. A fekete SiC hajlító szilársága azonban nagyobb a zölnél. Szuperkemény csiszolóanyagok Ebbe a csoportba soroljuk a természetes-, a mesterséges gyémántot és a köbös bórnitriet. A természetes gyémántot ipari célra abban az esetben használunk, ha az mérete és/vagy szennyezettsége miatt más célra nem alkalmas. Elsősorban nem vasalapú anyagok, mint üveg, kerámia, keményfém, műanyag, stb., finomfelületi megmunkálására - tükrösítésére, fényesítésére - használják. A mesterséges gyémánt keménysége és sűrűsége azonos a természetes gyémántéval. Hőállósága azonban alacsony. Ma a gyémántszerszámok mintegy 75 %-a mesterséges gyémánt anyagú. A köbös bórnitri hexagonális szerkezetű, és a keménysége a gyémántéhoz hasonló.

6 A köszörűanyag szemcse nagysága A köszörű szemcsét geometriai tulajonságok is jellemzik, mint a szemcsenagyság és a szemcsealak A kötés Keramikus kötés Műgyanta kötés Fémes kötés Gumikötések v c forgács kötőanyag levegő pórus szemcse 9.3. ábra A pórusok egyik szerepe a köszörűkorongok műköésénél Keramikus kötésű korong szerkezete: szemcse, kötőanyag és a levegőpórus.

7 Szemc seanyag Szemc seméret Keménys ég Szerkezet Kötés Pl. C 100 M 10 V Szemc seanyag Korun A V keramikus kötés Szilíc ium karbi C S s zilikátkötés Durva Közepes Finom N.finom R RF B gumikötés gumikötés s zálerõs ítéss el mûgyantakötés BF mûgyantakötés s zálerõs ítéss el E s ellakkötés Mg magnezitkötés 10 zártabb szerkezet nyitott s zerkezet ábra Szilíciumkarbi és korun szemcséjű köszörűkorong jelölése (Gránit vállalat) A B C D E F G - renkívül lágy nagyon lágy H I J K lágy L M N O közepes P Q R S kemény T U V W nagyon kem ény X Y Z - renkívül kem ény

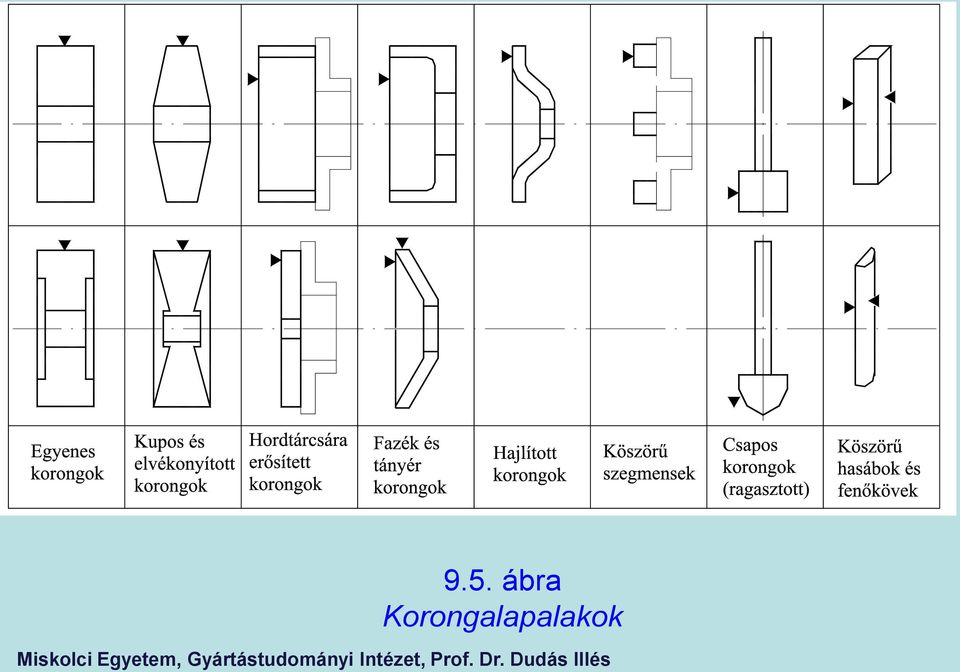
8 9.5. ábra Korongalapalakok
9 9.2. A köszörülés eljárásai v c sebesség a köszörükorong sebessége. A munkaarab v w [m/s] sebességét a q sebességviszony fejezi ki. q vc v w (9.1) fogásmélység ráhagyás folyamat jellemző
![A munkaarab v w [m/s] sebességét a q](/docs-images/45/9724167/images/page_9.jpg "sebességviszony fejezi ki. q vc 60 150 v w (9.")
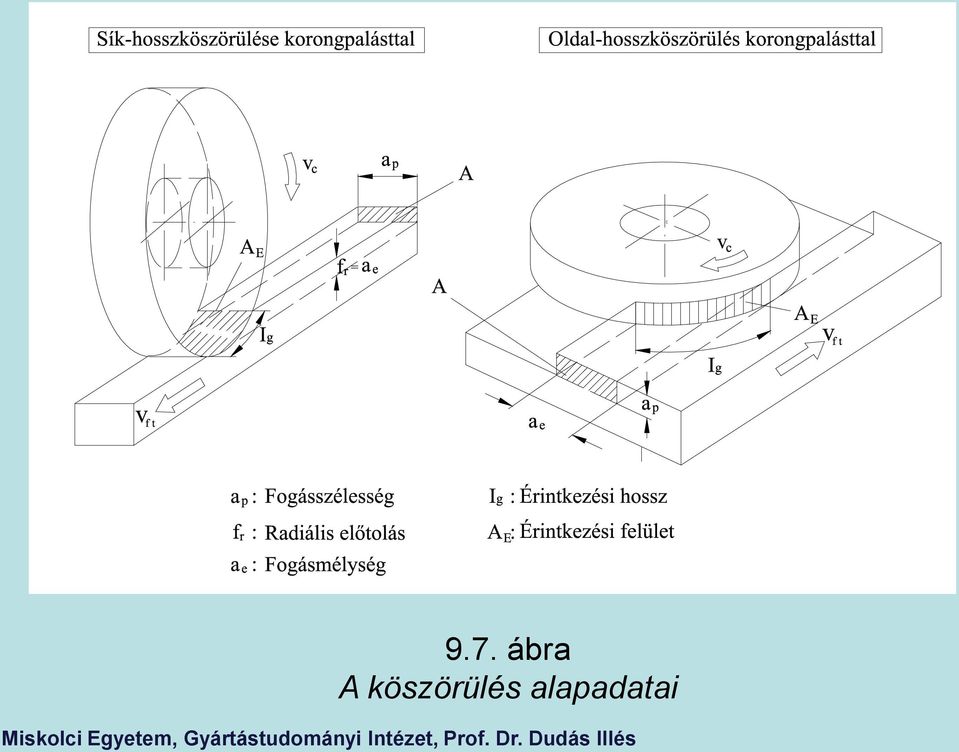
10 Az anyagleválasztási sebesség P a l á s t Kereszt- Hossz- Síkköszörülés Körköszörülés Külső- Belső ábra A köszörülési mószerek összefoglalása H o m l o k Kereszt- Hossz-

11 9.7. ábra A köszörülés alapaatai
12 A forgácsolóerő és teljesítmény Mikroéleken, fellépő forgácsolóerők ereője, az F c főforgácsoló-, az F p passzív, és az F f előtoló forgácsolóerő nagyobb a főforgácsolóerő nagyságánál. F p 1,5...3 F c (9.3) A h z az egy szemcsére eső forgácsvastagság.

13 A h z nagysága: h z h l L eq g z egyenértékű forgácsvastagság érintkezési hosszra eső szemcsék száma (9.4) ahol: l g érintkezési hossz L z két szemcse közötti közepes távolság. Az l g érintkezési hossz: l g a e s (9.5)
 ahol: l g érintkezési hossz L z két szemcse közötti")
14 eq s w s w eq s w w s 9.8. ábra Az egyenértékű átmérő Az egyenértékű átmérő: Külső hengeres felület esetén: Belső hengeres felület esetén: eq s w s w eq s w w s

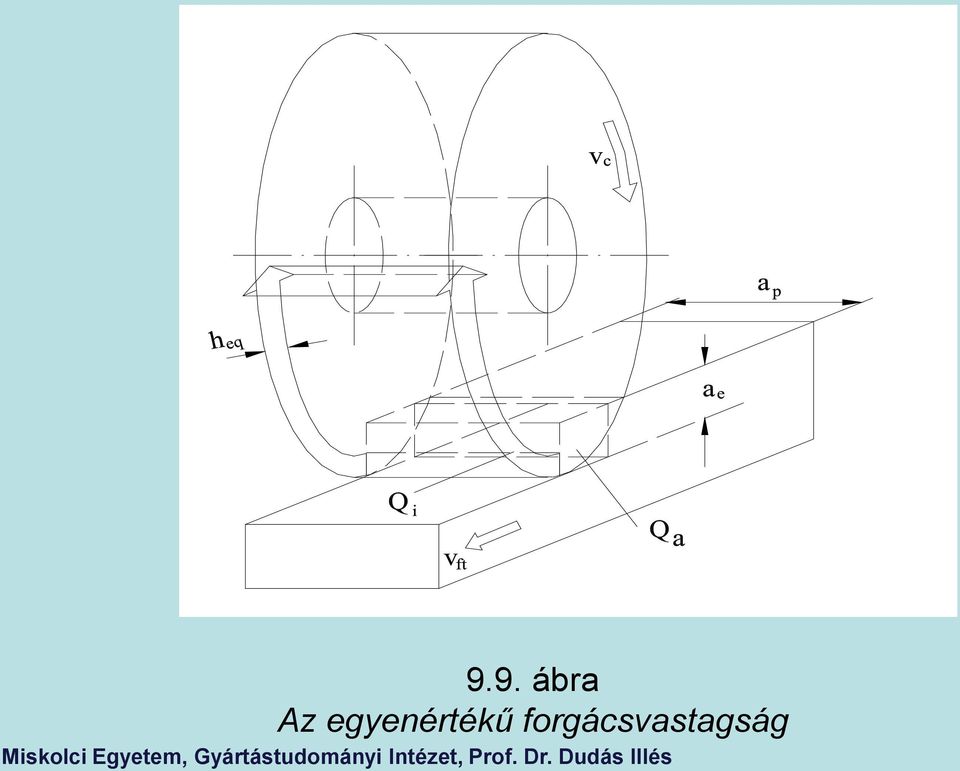
15 Az egy szemcsére eső forgácsvastagság: h z v v w c a e eq L z (9.8) A h eq közepes forgácsvastagság: h eq v v w c a e (9.9)
 A h eq közepes")
16 9.9. ábra Az egyenértékű forgácsvastagság
17 Az F c forgácsolóerő: F c k c1.1. h z z v v w c a e a p k (N) (9.10) A korong forgatásához szükséges nettó teljesítmény: Fc v 10 c Pc 3 (KW) (9.11)

18 A köszörűszerszámok kopása Hőmérséklet Mechanikus elhoróás A kötés megtartóereje nem kielégítő, a kötés lágy. Méret és alakpontos köszörülés r s 1 G a e vf t 2r s (9.12) A köszörűszerszám forgácsolóképességének fenntartása Önélezőését. Nagyoló köszörülés. Simító köszörülés Finomköszörülés Szabályozás
 9.2.4.")
19 Korongok szabályozása Korong kiképzése Tisztítás Tisztítás Alakképzés Élezés Alak létrehozása... létrehozása Felrakóások megszüntetése 1.Körfutás 2.Hengeresség 3.Alak létrehozása a szemcse és kötőanyag leválasztásával 1.Szemcse és 2.kötőanyag leválasztással ábra Köszörűkorongok szabályozása 1.A forgács- 2.köszörűkorong és hűtő-kenő anyag részecskék eltávolítása

20 A köszörükorong szabályozása álló vagy forgó szerszámokkal történik. Az álló szerszámokkal végzett szabályozás megfelel az esztergályozásnak. Ezért a korong szabályozott felületének profilja is annak megfelelő lesz ábra Szabályozás egyszemcsés szabályozó szerszámmal a) Korong a szabályozó szerszámmal b) A szabályozott felület jellemzői
 Korong a szabályozó")
21 (élezés) ábra Szabályozó szerszámok (profilozás)
22 A forgószabályozó szerszámok alakos korongok szabályozására használatosak: Morzsológörgő Kéttengelyű pályavezérlésű Összetett alakos szabályozó Hűtő-kenő folyaékok Hűtenek és kenő hatásuk révén csökkentik a súrlóást 9.3. A köszörülés rokon eljárásai
23 Szalagköszörülés Szerszám: textília, papír, stb. horozóra köszörűszemcséket ragasztanak. A szemcse-horozó rugalmas ábra Szalagköszörülés
24 Hosszú- és rövilöketű örzsköszörülés Szerszám: általában több hasáb, finom szemcsék, kötött helyzettel. Hosszúlöketű eljárás (honolás) (9.14. ábra). Rövilöketű eljárás (szuperfinis) (9.15. ábra). v u v v u c v m/min c 0,6 1 v 2 u v 2 a Átmérőhiba: 3 m Köralakhiba: 1 m Hengerességi hiba: 2 m ábra Hosszúlöketű örzsköszörülés (honolás)
25 9.15. ábra A rövilöketű örzsköszörülés és jellemző aatai (szuperfiniselés)
26 Tükrösítés (leppelés) Szaba szemcsék Alapszerszám Paszta Folyaék ábra A tükrösítés anyagleválasztó mechanizmusa
27 9.17. ábra Síkfelületű tükrösítő szerszám
28 9.18. ábra Hengeres felületek tükrösítése
29 Koptató csiszolás A koptató a munkaarab és a nagyszámú csiszolótest között nem szabályozott relatív elmozulás van. A sorják és felületi hibák megszüntetésére, revétlenítésre, rozsamentesítésre, polírozásra, fényesítésre, alkalmazzák. A csiszolótest vizes olatban lévő aalékanyag.
30 9.19. ábra Koptató köszörülés a) obcsiszolás, b) vibrációs csiszolás
31 Mágneses abrazív köszörülés (csiszolás) (Vázlata a ábrán) A csiszoló szemcsék mágnesezhetők. A megmunkálanó alkatrészt mágneses térbe helyezzük, a pólusok közötti légrésbe kell elhelyezni a porszerszámot. A forgácsoló erők nagysága a mágneses inukció értékétől függ.
32 9.20. ábra Mágneses fényesítés 1) munkaarab, 2) köszörűszemcse
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
KÖSZÖRÜLÉS FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS KÖSZÖRÜLÉS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Forgácsolás szerszámai
 Forgácsolás szerszámai Köszörülés Felhasznált irodalom: Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék,
Forgácsolás szerszámai Köszörülés Felhasznált irodalom: Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék,
Gyártástechnológiai III. 11./2 előadás Egyetemes osztófej Köszörülés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 11./2 előadás Egyetemes osztófej Köszörülés Előadó: Dr. Szigeti Ferenc főiskolai tanár Egyetemes (differenciál)
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 11./2 előadás Egyetemes osztófej Köszörülés Előadó: Dr. Szigeti Ferenc főiskolai tanár Egyetemes (differenciál)
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Fémipar: köszörülés, szerszámélezés
 Fémipar: köszörülés, szerszámélezés Eredményes munkát csak jól élezett szerszámmal tudunk végezni. A köszörülés (szerszámélezés) célja, hogy a kéziszerszámok élezését a megmunkálandó anyagtól függően a
Fémipar: köszörülés, szerszámélezés Eredményes munkát csak jól élezett szerszámmal tudunk végezni. A köszörülés (szerszámélezés) célja, hogy a kéziszerszámok élezését a megmunkálandó anyagtól függően a
Keményfém szerszámok és gyémántköszörűk
 Keményfém szerszámok és gyémántköszörűk A munkadarabot általában csak nála keményebb szerszámmal lehet hatékonyan megmunkálni. No és a szerszámot? Egy még keményebbel. No de hogyan készüljön a legkeményebb
Keményfém szerszámok és gyémántköszörűk A munkadarabot általában csak nála keményebb szerszámmal lehet hatékonyan megmunkálni. No és a szerszámot? Egy még keményebbel. No de hogyan készüljön a legkeményebb
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
A szűrőpapírok hűtő-kenőanyagok, híg olajok, mosófolyadékok, lúgok / kemény vizek, stb. tisztítására alkalmasak.
 APODIS SZŰRŐPAPÍROK Az APODIS szűrőpapírokat (textilrost szűrőanyagok) szilárd anyagok folyadékokból való kiszűrésére használják, főleg a forgácsoló megmunkálásoknál, mint például a köszörülés, marás,
APODIS SZŰRŐPAPÍROK Az APODIS szűrőpapírokat (textilrost szűrőanyagok) szilárd anyagok folyadékokból való kiszűrésére használják, főleg a forgácsoló megmunkálásoknál, mint például a köszörülés, marás,
KÖSZÖRÜLÉS, FINOMFELÜLETI MEGMUNKÁLÁSOK
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) KÖSZÖRÜLÉS, FINOMFELÜLETI MEGMUNKÁLÁSOK Dr. Pintér József 2016. 1 Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) KÖSZÖRÜLÉS, FINOMFELÜLETI MEGMUNKÁLÁSOK Dr. Pintér József 2016. 1 Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
dr. Sipos Sándor dr. Sipos Sándor
 Korszerű szerszámanyagok A gépiparban használt korszerű szerszámanyagok három csoportja: acélalapú, kemény és szuperkemény szerszámanyagok 1 Acélalapú szerszámanyagok ötvözetlen szerszámacélok (S-sorozat)
Korszerű szerszámanyagok A gépiparban használt korszerű szerszámanyagok három csoportja: acélalapú, kemény és szuperkemény szerszámanyagok 1 Acélalapú szerszámanyagok ötvözetlen szerszámacélok (S-sorozat)
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához
 PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához ÚJ Új, bővített felületmegmunkálási program Négy speciális kivitel a durvától a finom felületmegmunkálásig Kiváló termékek
PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához ÚJ Új, bővített felületmegmunkálási program Négy speciális kivitel a durvától a finom felületmegmunkálásig Kiváló termékek
MICHAEL KFT Gyömrői út 150. 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK
 MICHAEL KFT Gyömrői út 150 Csavar és kötőelem szaküzlet Telfon:06/1/4310170 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK 1. NYELES,FONATLAN KEREK KEFÉK Drótszál Kefe Szersz. Szabad Teljes Csap vast.
MICHAEL KFT Gyömrői út 150 Csavar és kötőelem szaküzlet Telfon:06/1/4310170 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK 1. NYELES,FONATLAN KEREK KEFÉK Drótszál Kefe Szersz. Szabad Teljes Csap vast.
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
Hatékony nagyolás az új -CB3 forgácstörővel. TOTAL TOOLING = MINŐSÉG x SZOLGÁLTATÁS 2
 2017. május Selection Válogatott termékek a WNT alkalmazástechnikusaitól Az iőegység alatt leválasztott legnagyobb forgácsmennyiség alumínium forgácsolásakor Hatékony nagyolás az új -CB3 forgácstörővel
2017. május Selection Válogatott termékek a WNT alkalmazástechnikusaitól Az iőegység alatt leválasztott legnagyobb forgácsmennyiség alumínium forgácsolásakor Hatékony nagyolás az új -CB3 forgácstörővel
Csiszolókövek, fenőidomok, paszták
 Köszörűkorongok általános jelölési rendszere Csiszolókövek, fenőidomok, paszták Alakjel Méretek Szemcse anyag Szemcsefinomság, kombináció Kötéskeménység Szerkezetszám Kötéstípus Kötőanyag belső jele Legnagyobb
Köszörűkorongok általános jelölési rendszere Csiszolókövek, fenőidomok, paszták Alakjel Méretek Szemcse anyag Szemcsefinomság, kombináció Kötéskeménység Szerkezetszám Kötéstípus Kötőanyag belső jele Legnagyobb
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
451 ERŐSÍTÉS NÉLKÜLI VÁGÓKORONGOK
 451 ERŐSÍTÉS NÉLKÜLI VÁGÓKORONGOK 425657 T41 125x1x20 48C 80 O 3 B 11 C80 1100 Ft 425668 T41 150x0,6x20 48C 100 N 3 B C35 1200 Ft 425670 T41 150x1x20 48C 100 R 3 B 11 C80 1200 Ft 425673 T41 150x1,6x20
451 ERŐSÍTÉS NÉLKÜLI VÁGÓKORONGOK 425657 T41 125x1x20 48C 80 O 3 B 11 C80 1100 Ft 425668 T41 150x0,6x20 48C 100 N 3 B C35 1200 Ft 425670 T41 150x1x20 48C 100 R 3 B 11 C80 1200 Ft 425673 T41 150x1,6x20
POLÍROZÁS A SZERSZÁMGYÁRTÁSBAN I. rész.
 1, A polírozás fogalma: POLÍROZÁS A SZERSZÁMGYÁRTÁSBAN I. rész. A polírozás olyan felület-megmunkálási eljárás, melynek során sima, tükörfényes felületet hozunk létre mechanikai vagy kémiai módszerekkel.
1, A polírozás fogalma: POLÍROZÁS A SZERSZÁMGYÁRTÁSBAN I. rész. A polírozás olyan felület-megmunkálási eljárás, melynek során sima, tükörfényes felületet hozunk létre mechanikai vagy kémiai módszerekkel.
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
Lehúzás rögzített gyémántlehúzó szerszámmal:
 Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
Köszörülés, finommegmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Köszörülés, finommegmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Köszörülés, finommegmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013.
equest equest upon r upon r 07/10/2013 07/10/2013
 Csiszolókövek 5 Tartalom Csiszolókövek Polírozó kövek...2 Kerámia csiszolókövek...16 Szupergyémánt csiszolókövek...26 Kristályszálas csiszolókövek...30 5 www.dmeeu.com - 1 - Polírozó kövek, kerámia csiszolókövek
Csiszolókövek 5 Tartalom Csiszolókövek Polírozó kövek...2 Kerámia csiszolókövek...16 Szupergyémánt csiszolókövek...26 Kristályszálas csiszolókövek...30 5 www.dmeeu.com - 1 - Polírozó kövek, kerámia csiszolókövek
Csiszoló-polírozó rudak, csiszolókorongok
 Csiszoló- csiszolókorongok 7 Tartalom Csiszoló- Rögzített hegyek...2 Gyémánt köszörűhegyek...7 Köszörűkorongok...15 Köszörűtűk...19 Csiszolósapkák, -szíjak, -tárcsák és hordozók...24 7 www.dmeeu.com -
Csiszoló- csiszolókorongok 7 Tartalom Csiszoló- Rögzített hegyek...2 Gyémánt köszörűhegyek...7 Köszörűkorongok...15 Köszörűtűk...19 Csiszolósapkák, -szíjak, -tárcsák és hordozók...24 7 www.dmeeu.com -
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Erősebb. Tartósabb. Sárga. Az új Klingspor lamellástányérok
 Erősebb. Tartósabb. Sárga. Az új Klingspor lamellástányérok A lamellás csiszolótányér szakértőjétől Átdolgoztuk termékválasztékunkat, és ezzel a Klingspor történetének legátfogóbb és legátláthatóbb SMT-programját
Erősebb. Tartósabb. Sárga. Az új Klingspor lamellástányérok A lamellás csiszolótányér szakértőjétől Átdolgoztuk termékválasztékunkat, és ezzel a Klingspor történetének legátfogóbb és legátláthatóbb SMT-programját
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Szerszám anyagok (élanyagok, szerszám bevonatok)
") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszám anyagok (élanyagok, szerszám bevonatok) Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszám anyagok (élanyagok, szerszám bevonatok) Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
16 Kõmegmunkálás. 16 0015 Gránitfúrók 16 0060 Gyémánt vágók gránithoz 16 0070 Gyémánt csiszolók
 16 Kõmegmunkálás 16 0015 Gránitfúrók 16 0060 Gyémánt vágók gránithoz 16 0070 Gyémánt csiszolók Gránitfúró hengeres befogás színkód: zöld /mm l/mm L/mm c/befogás/mm 3 11 0637 901 3 3,5 12 60 5,0 0637 901
16 Kõmegmunkálás 16 0015 Gránitfúrók 16 0060 Gyémánt vágók gránithoz 16 0070 Gyémánt csiszolók Gránitfúró hengeres befogás színkód: zöld /mm l/mm L/mm c/befogás/mm 3 11 0637 901 3 3,5 12 60 5,0 0637 901
2011. tavaszi félév. Élanyagok. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Használható segédeszköz: számológép (Mobil/okostelefon számológép funkció nem használható a vizsgán!)
") A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
Köszörűkorong szabályozás vizsgálata beszúró furatköszörülés esetén
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Köszörűkorong szabályozás vizsgálata beszúró furatköszörülés esetén Takács Péter II. éves MSC gépészmérnök hallgató Konzulens:
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Köszörűkorong szabályozás vizsgálata beszúró furatköszörülés esetén Takács Péter II. éves MSC gépészmérnök hallgató Konzulens:
Új homlokfelület geometria szuper-kemény szerszámanyagokra. New rake surface geometrie for ultra hard tool materials
 Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás. 2013/14 2. félév Dr. Kulcsár Gyula
 A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR SZERSZÁMGÉPEK TANSZÉKE 3515 MISKOLC EGYETEMVÁROS DIPLOMATERVEZÉS. Feladat címe:
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR SZERSZÁMGÉPEK TANSZÉKE 3515 MISKOLC EGYETEMVÁROS DIPLOMATERVEZÉS Feladat címe: VEZÉRMŰTENGELYEK GYÁRTÁSTECHNOLÓGIÁJA Készítette: SUHA DÁNIEL Neptun kód:
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR SZERSZÁMGÉPEK TANSZÉKE 3515 MISKOLC EGYETEMVÁROS DIPLOMATERVEZÉS Feladat címe: VEZÉRMŰTENGELYEK GYÁRTÁSTECHNOLÓGIÁJA Készítette: SUHA DÁNIEL Neptun kód:
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal
 8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
Járműszerkezeti anyagok és megmunkálások II / II. félév 2. előadás ÉLANYAGOK. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
MUNKAANYAG. Molnár István. A síkköszörűgép szerkezete, szerszámok, készülékek megválasztása, forgácsolási. paraméterek meghatározása
 Molnár István A síkköszörűgép szerkezete, szerszámok, készülékek megválasztása, forgácsolási paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Molnár István A síkköszörűgép szerkezete, szerszámok, készülékek megválasztása, forgácsolási paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Száras maró, keményfém
 záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040
 SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
ÚJ! COMBICLICK fibertárcsa szabadalmaztatott hűtő és felfogató rendszerrel GERMAN FEDERAL AWARD 2008 FOR OUTSTANDING INNOVATION
 ÚJ! 25%-kal magasabb csiszolási teljesítmény. 30%-kal alacsonyabb munkadarab hőmérséklet. 30%-kal alacsonyabb szerszámkopás. 75% időmegtakarítás a gyorsabb szerszámcsere következtében. GERMAN FEDERAL AWARD
ÚJ! 25%-kal magasabb csiszolási teljesítmény. 30%-kal alacsonyabb munkadarab hőmérséklet. 30%-kal alacsonyabb szerszámkopás. 75% időmegtakarítás a gyorsabb szerszámcsere következtében. GERMAN FEDERAL AWARD
TUDOMÁNYOS DIÁKKÖRI DOLGOZAT
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT A keményesztergálás és a köszörülés összehasonlítása Comparison of hard cutting and grinding Kujbus Tamás IV. éves gépészmérnök
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT A keményesztergálás és a köszörülés összehasonlítása Comparison of hard cutting and grinding Kujbus Tamás IV. éves gépészmérnök
I, Egy különleges fenıidom a csúcstechnológiákhoz DEGUSSIT.
 I, Egy különleges fenıidom a csúcstechnológiákhoz DEGUSSIT. A technológiai fejlesztések, új kihívásai az egyre keményebb, szívósabb, kopásállóbb acélok elıállítása a szerszám- és tömeggyártás kiszolgálására.
I, Egy különleges fenıidom a csúcstechnológiákhoz DEGUSSIT. A technológiai fejlesztések, új kihívásai az egyre keményebb, szívósabb, kopásállóbb acélok elıállítása a szerszám- és tömeggyártás kiszolgálására.
MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel);
MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel);
7.3. Plazmasugaras megmunkálások
 7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
ALUMEC Nagyszilárdságú alumínium
 T O O L S T E E L F A C T S ALUMEC Nagyszilárdságú alumínium Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln
T O O L S T E E L F A C T S ALUMEC Nagyszilárdságú alumínium Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
A nagysebességű marás technológiai alapjai és szerszámai
 A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
Termelési rendszerek és folyamatok
 Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET
 Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz
 passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
Szerszámkészítő Szerszámkészítő
 É 3-6//B A 1/7 (II. 7.) SzMM renelettel móosított 1/6 (II. 17.) OM renelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási renjéről alapján. Szakképesítés,
É 3-6//B A 1/7 (II. 7.) SzMM renelettel móosított 1/6 (II. 17.) OM renelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási renjéről alapján. Szakképesítés,
Tájékoztató. a Gépgyártástechnológia alapjai című tárgy oktatásához
 Tájékoztató a Gépgyártástechnológia alapjai című tárgy oktatásához Neptun kód: GEGTT500-B Szak: Műszaki menedzser BSc, Mechatronikai mérnök BSc, Logisztikai mérnök Formatervező BSc. Járműmérnök BSc Évfolyam:
Tájékoztató a Gépgyártástechnológia alapjai című tárgy oktatásához Neptun kód: GEGTT500-B Szak: Műszaki menedzser BSc, Mechatronikai mérnök BSc, Logisztikai mérnök Formatervező BSc. Járműmérnök BSc Évfolyam:
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
ALVAR 14 Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ ALVAR 14 Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden 930702 Die Angaben in dieser Broschüre basieren auf unserem gegenwär-tigen Wissensstand und vermitteln
SZERSZÁMACÉL ISMERTETÕ ALVAR 14 Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden 930702 Die Angaben in dieser Broschüre basieren auf unserem gegenwär-tigen Wissensstand und vermitteln
passion for precision Sphero-CVD Keményfém nagy teljesítményű marása gyémánt marószerszámokkal
 passion for precision Sphero- Keményfém nagy teljesítményű marása gyémánt marószerszámokkal Keményfém gazdaságos marása nagy tisztaságú gyémánt marószerszámokkal [ 2 ] Ipari alkalmazásoknál a szerszámgyártásban
passion for precision Sphero- Keményfém nagy teljesítményű marása gyémánt marószerszámokkal Keményfém gazdaságos marása nagy tisztaságú gyémánt marószerszámokkal [ 2 ] Ipari alkalmazásoknál a szerszámgyártásban
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
TANMENET. Tanév: 2015/2016. Szakképesítés száma: Követelménymodul: Követelménymodul száma: Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2015/2016 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Köszörűs feladatok Követelménymodul száma: 10175-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2015/2016 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Köszörűs feladatok Követelménymodul száma: 10175-12 Tantárgy: Tananyag típus: Évfolyam:
Jelölés Grit # AB 1 18/20 34, Ft AB 2 30/40 26, Ft AB 3 60/80 25, Ft AB 4 120/150 24, Ft
 Prémium fémkötésű gyémánt csiszolófejek Abrasive extreme Extra puha/abrazív felületek AX 1 16/20 47,16 14 900 Ft AX 2 25/30 45,68 14 400 Ft AX 3 40/50 45,68 14 400 Ft AX 4 /80 45,61 14 400 Ft AX 5 120/
Prémium fémkötésű gyémánt csiszolófejek Abrasive extreme Extra puha/abrazív felületek AX 1 16/20 47,16 14 900 Ft AX 2 25/30 45,68 14 400 Ft AX 3 40/50 45,68 14 400 Ft AX 4 /80 45,61 14 400 Ft AX 5 120/
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 2. Előadás Alapjelenségek-II. Szerszámkopás, éltartam A kopás mikrojelenségei: Makrojelenségek: kopásformák atomi- vagy kis méretekben játszódnak le
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 2. Előadás Alapjelenségek-II. Szerszámkopás, éltartam A kopás mikrojelenségei: Makrojelenségek: kopásformák atomi- vagy kis méretekben játszódnak le
2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat, keménységmérés
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
FORGÁCSOLÁSI FOLYAMATOK ÖKOLÓGIAI BIZTONSÁGÁNAK FOKOZÁSA
 A Miskolci Egyetem Közleménye A sorozat, Bányászat, 66. kötet, (2004) p. 103-108 FORGÁCSOLÁSI FOLYAMATOK ÖKOLÓGIAI BIZTONSÁGÁNAK FOKOZÁSA Grabcsenko A. J. - Lescsenko I. Sz. Harkovi Állami Műszaki Egyetem
A Miskolci Egyetem Közleménye A sorozat, Bányászat, 66. kötet, (2004) p. 103-108 FORGÁCSOLÁSI FOLYAMATOK ÖKOLÓGIAI BIZTONSÁGÁNAK FOKOZÁSA Grabcsenko A. J. - Lescsenko I. Sz. Harkovi Állami Műszaki Egyetem
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
Autóipari megmunkálási eljárások
 Tantárgyi dosszié Autóipari megmunkálási eljárások GEGTT602-B TÁJÉKOZTATÓ az "Autóipari megmunkálási eljárások " c. tárgy oktatásáról (GEGTT602-B) Szak: Járműmérnöki (BSc) alapszak (G 2BJ) Előadó: Dr.
Tantárgyi dosszié Autóipari megmunkálási eljárások GEGTT602-B TÁJÉKOZTATÓ az "Autóipari megmunkálási eljárások " c. tárgy oktatásáról (GEGTT602-B) Szak: Járműmérnöki (BSc) alapszak (G 2BJ) Előadó: Dr.
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 1.1. Orientáció 2013 1.2. Finomfelületi
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 1.1. Orientáció 2013 1.2. Finomfelületi