Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
|
|
|
- Tivadar Szilágyi
- 9 évvel ezelőtt
- Látták:
Átírás
1 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató

2 Felület integritás maradó feszültségek felületi struktúra/érdesség felület szövetszerkezet

3 A maradó feszültségek hatása Anyag kifáradási tesztek eredményei: két teszt: Ø120 mm kúpgörgős csapágyak Ø450 mm kúpgörgős csapágyak mindkét esetben keményesztergálás és köszörülés a keményesztergált csapágyak kifáradási élettartama jobb a maradó feszültségeknek köszönhető 3

4 Az előtolás és a munkadarab keménységének a hatása: állandó forgácsolási sebesség vc = 120 m/min 4

5 A szerszám él geometria hatása az nagyobb él lekerekítési sugárral nagyobb maradó feszültség élletörés 0 ról 20 ra növelésével nagyobb maradó feszültség az élletörés és a nagyobb hónolási sugár ugyanúgy hat a kialakuló maradó feszültség profilra 5

6 Következtetések Nagy maradó feszültségek elérése: nagy előtolással, de ez jelentősen megnöveli a forgácsolási erőket nagy él lekerekítési sugárral, de ez jelentősen növeli a hőmérsékletet a letörés hatása egyenértékű a nagy lekerekítési sugárral a nagyobb keménységűre hőkezelt anyagban nagyobb maradó feszültségek keletkeznek ezekből következik, hogy közepes hónolási sugár (0,02 0,05 mm) +20 os letörési szög és kis előtolás és nagy munkadarab keménység ajánlott, hogy a szerszám hőmérséklete és a forgácsolási erők is alacsonyabbak legyenek 6

7 Korróziós különbségek a képen látható munkadarab 3 felületét 3 különböző eljárással munkálták meg: Köszörülés Huzalos szikraforgácsolás Nagypontosságú keményesztergálás 7

8 2. Felület érdességi modellek Brammertz és L Vov elmélete M. Knüfermman feldolgozásában

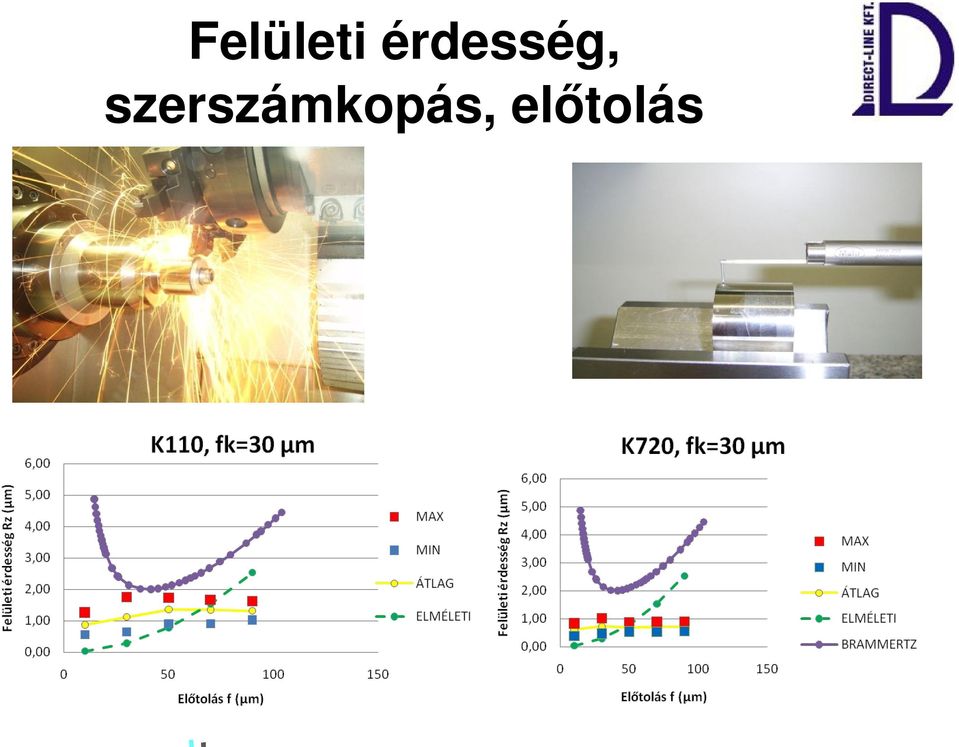
9 2. Érdességi modell problémák A valóságos felületi érdesség és szórása K.F.Koch [1]szerint Felületi érdesség vizsgálatok (Direct line) A kopás folyamán nem feltétlenül romlik a felületi érdesség. Adott kopási szinten vannak olyan előtolás értékek ahol javul az érdesség előző kopási szinthez viszonyítva s van ahol romlik. Előfordulhat ugyanazon kopási szintnél, hogy nagy előtoláshoz jobb felületi érdesség tartozik mint kisebb előtolási értékhez.

10 Felületi érdesség, szerszámkopás, előtolás
11 3. Él érdesség mérés Olympus LEXT Konfokális lézerpásztázó 3D s mikroszkóp

12 4. Érdességi modell kezdeti feltételei Feltételek: A szerszám éle, ahogy az, a fenti ábrán is láthatjuk, egy mikro geometriai egyenetlenségekkel rendelkező szabálytalan síkgörbe. Néhány fordulat alatt a szerszám kopása elhanyagolható. A MKGS rendszer abszolút merev. A munkadarab anyagának rugalmas és képlékeny alakváltozása elhanyagolható.

13 4. Gyakorlati tapasztalatok Új szerszámmal konstans körülmények között forgácsolva, a felületi érdesség, a forgácsolási út növekedésével, kis ingadozásokkal ugyan, de fokozatosan romlik. A forgácsolási út növekedésével nő a hátkopás és a homlokkopás is. Az él, a kontakt ívhossz mentén nem kopik egyenletesen. Egyrészről a szerszám csúcsa körül gyorsabban kopik, a főél azon szakaszán, ahol az él forgácsolni kezd, egy kis bekopás figyelhető meg, míg a mellékél felé eső élszakaszok kevésbé koptak. Az él érdessége, a kopás előrehaladtával folyamatosan változik.

14 5. A modell felépítése Előtolá s f Szerszám él R profil Mérési hossz lc Szerszám élprofil leképezés előtolás függvényében Előirt felületi érdesség Ismétlés amig l=lc+2lr Felületi profil származtatás Prognosztizált felület profil Rz, Ra, tp előtolás

15 6. Felületi érdesség modell A burkoló görbéből az érdességi modell alapján származtatott munkadarab érdességi profil.

16 6. Felület prognosztizálás A gyakorlatban számtalanszor előfordul az a jelenség, miszerint az előtolás csökkentése nem mindig jár együtt a felületi minősség javulásával, sőt az előtolás csökkentésével gyakran előfordul, hogy romlik a felületi minőség. Célok: egy pontosabb, gyakorlatban hasznosítható érdességi modell létrehozása,

17 Köszönöm a figyelmet!

Felület érdességi modell nagypontosságú keményesztergáláskor. Surface roughness model in high precision hard turning
 Felület érdességi modell nagypontosságú keményesztergáláskor Surface roughness model in high precision hard turning KESZENHEIMER Attila 1, FARKAS Balázs Zsolt 2, dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Felület érdességi modell nagypontosságú keményesztergáláskor Surface roughness model in high precision hard turning KESZENHEIMER Attila 1, FARKAS Balázs Zsolt 2, dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS ALAPJAI
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
Szabadformájú felületek. 3D felületek megmunkálása gömbmaróval. Dr. Mikó Balázs FRAISA ToolSchool Október
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
A felület összes jellemzői együtt határozzák meg a felületminőséget. Jelentősége a kapcsolódó felületeknél játszik nagy szerepet.
 FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Lehúzás rögzített gyémántlehúzó szerszámmal:
 Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Géprajz - gépelemek. Előadó: Németh Szabolcs mérnöktanár. Belső használatú jegyzet 2
 Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Andó Mátyás Felületi érdesség matyi.misi.eu. Felületi érdesség. 1. ábra. Felületi érdességi jelek
 1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
Jármőszerkezeti anyagok és megmunkálások II. Kopás, éltartam. Dr. Szmejkál Attila Dr. Ozsváth Péter
 Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Multicut XF simítómaró Surface Master new!
 passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
DICHTOMATIK. Beépítési tér és konstrukciós javaslatok. Statikus tömítés
 Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040
 SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
Intelligens Technológiák gyakorlati alkalmazása
 Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
Nagy teljesítmény Az új FORMAT GT
 Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ
 RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ Referencia útmutató laboratórium és műhely részére Magyar KIADÁS lr i = kiértékelési hossz Profilok és szűrők (EN ISO 4287 és EN ISO 16610-21) 01 A tényleges
RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ Referencia útmutató laboratórium és műhely részére Magyar KIADÁS lr i = kiértékelési hossz Profilok és szűrők (EN ISO 4287 és EN ISO 16610-21) 01 A tényleges
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Homlokmaró szerszám kopásának meghatározása akusztikus emisszió alapján
 JELLEGZETES ÜZEMFENNTARTÁSI OBJEKTUMOK ÉS SZAKTERÜLETEK 3.08 3.09 5.16 Homlokmaró szerszám kopásának meghatározása akusztikus emisszió alapján Tárgyszavak: állapot-ellenőrzés; akusztikus emisszió; kopás;
JELLEGZETES ÜZEMFENNTARTÁSI OBJEKTUMOK ÉS SZAKTERÜLETEK 3.08 3.09 5.16 Homlokmaró szerszám kopásának meghatározása akusztikus emisszió alapján Tárgyszavak: állapot-ellenőrzés; akusztikus emisszió; kopás;
CBN szerszámok éltartamának meghatározása mesterséges neurális háló segítségével
 CBN szerszámok éltartamának meghatározása mesterséges neuráls háló segítségével Kemény (edzett felületek kalakításának célja az alkatrészeken: szlárdság -, keménység -, kfáradás határ növelése. Edzett
CBN szerszámok éltartamának meghatározása mesterséges neuráls háló segítségével Kemény (edzett felületek kalakításának célja az alkatrészeken: szlárdság -, keménység -, kfáradás határ növelése. Edzett
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait: a)
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait: a)
Új homlokfelület geometria szuper-kemény szerszámanyagokra. New rake surface geometrie for ultra hard tool materials
 Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Gyártástechnológiai III 5. előadás: Forgácsoló szerszámok kopása és éltartama Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 5. előadás: Forgácsoló szerszámok kopása és éltartama Előadó: Dr. Szigeti Ferenc főiskolai tanár Szerszám kopás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 5. előadás: Forgácsoló szerszámok kopása és éltartama Előadó: Dr. Szigeti Ferenc főiskolai tanár Szerszám kopás
Szabad formájú mart felületek mikro és makro pontosságának vizsgálata
 2018. Január 25-26. 1034 Budapest, Doberdó u. 6. Varga Bálint Témavezető: Dr. Mikó Balázs Szabad formájú mart felületek mikro és makro pontosságának vizsgálata AZ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA UNKP-17-3
2018. Január 25-26. 1034 Budapest, Doberdó u. 6. Varga Bálint Témavezető: Dr. Mikó Balázs Szabad formájú mart felületek mikro és makro pontosságának vizsgálata AZ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA UNKP-17-3
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Felületminőség. 11. előadás
 Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
Különleges megmunkálási technológiák M_aj003_1
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Gyártási rendszerek szakirány 1. előadás Összeállította: Dr. Pintér József Tantárgyi követelmények 1. Tantárgy kódja: M_aj003_1
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Gyártási rendszerek szakirány 1. előadás Összeállította: Dr. Pintér József Tantárgyi követelmények 1. Tantárgy kódja: M_aj003_1
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Lézer hónolt felületek vizsgálata
 Lézer hónolt felületek vizsgálata Dr. Czinege Imre, Csizmazia Ferencné Dr., Dr. Solecki Levente Széchenyi István Egyetem ANYAGVIZSGÁLAT A GYAKORLATBAN KONFERENCIA 2008. Június 4-5. Áttekintés A lézer hónolás
Lézer hónolt felületek vizsgálata Dr. Czinege Imre, Csizmazia Ferencné Dr., Dr. Solecki Levente Széchenyi István Egyetem ANYAGVIZSGÁLAT A GYAKORLATBAN KONFERENCIA 2008. Június 4-5. Áttekintés A lézer hónolás
ÚJ ÉLGEOMETRIA FEJLESZTÉSE PCBN SZERSZÁMOKRA
 Nemzetközi részvételű GTE konferencia Gyártás 2010 2010. október 20 21. Budapest ÚJ ÉLGEOMETRIA FEJLESZTÉSE PCBN SZERSZÁMOKRA Dr. Mészáros Imre, Farkas Balázs Zsolt, Keszenheimer Attila Cím, e mail: Budapesti
Nemzetközi részvételű GTE konferencia Gyártás 2010 2010. október 20 21. Budapest ÚJ ÉLGEOMETRIA FEJLESZTÉSE PCBN SZERSZÁMOKRA Dr. Mészáros Imre, Farkas Balázs Zsolt, Keszenheimer Attila Cím, e mail: Budapesti
Welc me! Sopron Szeptember 2008
 Flex Trim A/S Welc me! Sopron Szeptember 2008 1. A Flex Trim bemutatása Filozófia: A felületi csiszolás jobb minőségben és könnyebben elvégezhető mint a hagyományos kézi csiszolással. Vízió: A legtöbb
Flex Trim A/S Welc me! Sopron Szeptember 2008 1. A Flex Trim bemutatása Filozófia: A felületi csiszolás jobb minőségben és könnyebben elvégezhető mint a hagyományos kézi csiszolással. Vízió: A legtöbb
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
10. Különleges megmunkálások. 11. Elektroeróziós megmunkálások. Elektroeróziós megmunkálások. Különleges megmunkálások csoportosítása
 10. Különleges megmunkálások Különleges megmunkálások csoportosítása - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák -
10. Különleges megmunkálások Különleges megmunkálások csoportosítása - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák -
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
A MÁV Zrt. karbantartási stratégiájához élettartam költség szempontjából optimalizált kitérőszerkezet kiválasztása
 A MÁV Zrt. karbantartási stratégiájához élettartam költség szempontjából optimalizált kitérőszerkezet kiválasztása Tápiógyörgye projekt 1 XVII. Pályafenntartási konferencia Tartalom 1 1 1 2 RCF kialakulásának
A MÁV Zrt. karbantartási stratégiájához élettartam költség szempontjából optimalizált kitérőszerkezet kiválasztása Tápiógyörgye projekt 1 XVII. Pályafenntartási konferencia Tartalom 1 1 1 2 RCF kialakulásának
A beton kúszása és ernyedése
 A beton kúszása és ernyedése A kúszás és ernyedés reológiai fogalmak. A reológia görög eredetű szó, és ebben az értelmezésben az anyagoknak az idő folyamán lejátszódó változásait vizsgáló műszaki tudományág
A beton kúszása és ernyedése A kúszás és ernyedés reológiai fogalmak. A reológia görög eredetű szó, és ebben az értelmezésben az anyagoknak az idő folyamán lejátszódó változásait vizsgáló műszaki tudományág
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL
 9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Acélok II. Készítette: Torma György
 Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Üvegszál erősítésű anyagok esztergálása
 Üvegszál erősítésű anyagok esztergálása Líska János 1 1 Kecskemétri Főiskola, GAMF Kar, Járműtechnológia Tanszék Összefoglalás: A kompozitokat különleges tulajdonságok és nagy szilárdság jellemzi. Egyre
Üvegszál erősítésű anyagok esztergálása Líska János 1 1 Kecskemétri Főiskola, GAMF Kar, Járműtechnológia Tanszék Összefoglalás: A kompozitokat különleges tulajdonságok és nagy szilárdság jellemzi. Egyre
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
Forgácsolási folyamatok számítógépes tervezése I.
 Forgácsolási folyamatok számítógépes tervezése I. Az alkatrészprogram szintaktikája Program szám Mindig 4 karakter Program név Maximum 16 karakter NCT 2000T Dr. Mikó Balázs %O1234(programnév) N0005 (megjegyzés)
Forgácsolási folyamatok számítógépes tervezése I. Az alkatrészprogram szintaktikája Program szám Mindig 4 karakter Program név Maximum 16 karakter NCT 2000T Dr. Mikó Balázs %O1234(programnév) N0005 (megjegyzés)
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ
 ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. Döntse el, hogy az alábbi gépelemekre vonatkozó állítások igazak vagy hamisak!
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. Döntse el, hogy az alábbi gépelemekre vonatkozó állítások igazak vagy hamisak!
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz
 passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
S&T FOCUS Kutnyánszky Tamás SMARTUS Zrt TITLE CHAPTER Page 1. OKUMA Europe GmbH
 S&T FOCUS 2015 Kutnyánszky Tamás SMARTUS Zrt. 2015.10.16. TITLE CHAPTER Page 1 TITLE CHAPTER 13.02.2017 Page 2 OKUMA SALES TITLE CHAPTER 13.02.2017 Page 3 OKUMA - Japán piacvezető szerszámgép gyártója
S&T FOCUS 2015 Kutnyánszky Tamás SMARTUS Zrt. 2015.10.16. TITLE CHAPTER Page 1 TITLE CHAPTER 13.02.2017 Page 2 OKUMA SALES TITLE CHAPTER 13.02.2017 Page 3 OKUMA - Japán piacvezető szerszámgép gyártója
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
HELYI TANTERV. Karbantartási gyakorlat
 HELYI TANTERV Karbantartási gyakorlat Bevezető A szakmai gyakorlati képzés célja az, hogy a tanulókat az adott szakmában felkészítse az önálló, megfelelő minőségű munkavégzésre. A szakmai gyakorlat tanítása
HELYI TANTERV Karbantartási gyakorlat Bevezető A szakmai gyakorlati képzés célja az, hogy a tanulókat az adott szakmában felkészítse az önálló, megfelelő minőségű munkavégzésre. A szakmai gyakorlat tanítása
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Anyagismeret a gyakorlatban (BMEGEPTAGA0) KEMÉNYSÉGMÉRÉS
 KEMÉNYSÉGMÉRÉS") Anyagismeret a gyakorlatban (BMEGEPTAGA0) KEMÉNYSÉGMÉRÉS Elméleti áttekintés Az anyag képlékeny alakváltozással, különösen valamely mérőszerszám beatolásával, szembeni ellenállását keménységnek nevezzük.
Anyagismeret a gyakorlatban (BMEGEPTAGA0) KEMÉNYSÉGMÉRÉS Elméleti áttekintés Az anyag képlékeny alakváltozással, különösen valamely mérőszerszám beatolásával, szembeni ellenállását keménységnek nevezzük.
HELYI TANTERV. Karbantartási gyakorlat
 HELYI TANTERV Karbantartási gyakorlat Bevezető A szakmai gyakorlati képzés célja az, hogy a tanulókat az adott szakmában felkészítse az önálló, megfelelő minőségű munkavégzésre. A szakmai gyakorlat tanítása
HELYI TANTERV Karbantartási gyakorlat Bevezető A szakmai gyakorlati képzés célja az, hogy a tanulókat az adott szakmában felkészítse az önálló, megfelelő minőségű munkavégzésre. A szakmai gyakorlat tanítása
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
A nagysebességű marás technológiai alapjai és szerszámai
 A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
ÉLTARTAM MEGHATÁROZÁSA KEMÉNY- ESZTERGÁLÁSNÁL
 Multidiszciplináris tudományok, 2. kötet. (2012) 1 sz. pp. 121-126. ÉLTARTAM MEGHATÁROZÁSA KEMÉNY- ESZTERGÁLÁSNÁL Ráczkövi László 1, Kundrák János 2 1 tanársegéd, 2 egyetemi tanár 1,2 Miskolci Egyetem,
Multidiszciplináris tudományok, 2. kötet. (2012) 1 sz. pp. 121-126. ÉLTARTAM MEGHATÁROZÁSA KEMÉNY- ESZTERGÁLÁSNÁL Ráczkövi László 1, Kundrák János 2 1 tanársegéd, 2 egyetemi tanár 1,2 Miskolci Egyetem,
ENS-SA3. Jellemzõk. Általános felhasználhatóság acél (55 HRC-ig) rozsdamentes acél öntöttvas nagyolás és elôsimítás
 rozsdamentes acél öntöttvas nagyolás és elôsimítás") Keményfém marószerszámok Gst a r széria általános megmunkálásokhoz Jellemzõk Általános felhasználhatóság acél (55 HRC-ig) rozsamentes acél öntöttvas nagyolás és elôsimítás Hosszú szerszámélettartam köszönhetôen
Keményfém marószerszámok Gst a r széria általános megmunkálásokhoz Jellemzõk Általános felhasználhatóság acél (55 HRC-ig) rozsamentes acél öntöttvas nagyolás és elôsimítás Hosszú szerszámélettartam köszönhetôen
12. Kükönleges megmunkálások
 12. Kükönleges megmunkálások - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák - A szerszám (ha van) nem kell keményebb legyen
12. Kükönleges megmunkálások - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák - A szerszám (ha van) nem kell keményebb legyen
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
ahol m-schmid vagy geometriai tényező. A terhelőerő növekedésével a csúszó síkban fellép az un. kritikus csúsztató feszültség τ
 Egykristály és polikristály képlékeny alakváltozása A Frenkel féle modell, hibátlan anyagot feltételezve, nagyon nagy folyáshatárt eredményez. A rácshibák, különösen a diszlokációk jelenléte miatt a tényleges
Egykristály és polikristály képlékeny alakváltozása A Frenkel féle modell, hibátlan anyagot feltételezve, nagyon nagy folyáshatárt eredményez. A rácshibák, különösen a diszlokációk jelenléte miatt a tényleges
Példák 04 4a Négyzet megmunkálása kontúrkövetéssel
 4a Négyzet megmunkálása kontúrkövetéssel 0 BEGIN PGM 4a MM program kezdete 3 TOOL CALL 10 Z S1500 F500 szerszám hívása (T10), fõorsó tengelyének kijelölése (Z) fordulatszám és elõtolás megadása 4 L Z+50
4a Négyzet megmunkálása kontúrkövetéssel 0 BEGIN PGM 4a MM program kezdete 3 TOOL CALL 10 Z S1500 F500 szerszám hívása (T10), fõorsó tengelyének kijelölése (Z) fordulatszám és elõtolás megadása 4 L Z+50
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
Gépi forgácsoló 4 Gépi forgácsoló 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás
 11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
Harapósabb, erősebb, ez az új Tiger.
 _ ÚJ MINŐSÉGEK ESZTERGÁLÁSHOZ ÉS MARÁSHOZ Harapósabb, erősebb, ez az új Tiger. most esztergáláshoz is: az új ISO P generáció _ EZÜST, FEKETE, ERŐSEBB : A mérce. világszerte egyedülálló: A technológia A
_ ÚJ MINŐSÉGEK ESZTERGÁLÁSHOZ ÉS MARÁSHOZ Harapósabb, erősebb, ez az új Tiger. most esztergáláshoz is: az új ISO P generáció _ EZÜST, FEKETE, ERŐSEBB : A mérce. világszerte egyedülálló: A technológia A
Tevékenység: Tanulmányozza a ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál!
 Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval
 passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
FURATOK ALAKHIBÁJÁNAK VIZSGÁLATA A SZERSZÁMGEOMETRIA ÉS A TECHNOLÓGIAI PARAMÉTEREK FÜGGVÉNYÉBEN
 Gradus Vol 3, No 1 (2016) 45-49 ISSN 2064-8014 FURATOK ALAKHIBÁJÁNAK VIZSGÁLATA A SZERSZÁMGEOMETRIA ÉS A TECHNOLÓGIAI PARAMÉTEREK FÜGGVÉNYÉBEN EXAMINATION OF THE FORMAL DEFECTS OF DRILL HOLES IN CONNECTION
Gradus Vol 3, No 1 (2016) 45-49 ISSN 2064-8014 FURATOK ALAKHIBÁJÁNAK VIZSGÁLATA A SZERSZÁMGEOMETRIA ÉS A TECHNOLÓGIAI PARAMÉTEREK FÜGGVÉNYÉBEN EXAMINATION OF THE FORMAL DEFECTS OF DRILL HOLES IN CONNECTION
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL
 13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
SZABAD FORMÁJÚ MART FELÜLETEK
 SZABAD FORMÁJÚ MART FELÜLETEK MIKRO ÉS MAKRO PONTOSSÁGÁNAK VIZSGÁLATA DOKTORANDUSZOK IX. HÁZI KONFERENCIÁJA 2018. JÚNIUS 22. 1034 BUDAPEST, DOBERDÓ U. 6. TÉMAVEZETŐ: DR. MIKÓ BALÁZS Varga Bálint varga.balint@bgk.uni-obuda.hu
SZABAD FORMÁJÚ MART FELÜLETEK MIKRO ÉS MAKRO PONTOSSÁGÁNAK VIZSGÁLATA DOKTORANDUSZOK IX. HÁZI KONFERENCIÁJA 2018. JÚNIUS 22. 1034 BUDAPEST, DOBERDÓ U. 6. TÉMAVEZETŐ: DR. MIKÓ BALÁZS Varga Bálint varga.balint@bgk.uni-obuda.hu
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZLEKEDÉSGÉPÉSZ ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK
 KÖZLEKEDÉSGÉPÉSZ ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 2 pont (Feleletválasztás) Témakör: Közlekedési ismeretek Húzza alá a helyes választ, vagy karikázza be annak betűjelét!
KÖZLEKEDÉSGÉPÉSZ ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 2 pont (Feleletválasztás) Témakör: Közlekedési ismeretek Húzza alá a helyes választ, vagy karikázza be annak betűjelét!