Szabad formájú mart felületek mikro és makro pontosságának vizsgálata
|
|
|
- Bence Jónás
- 5 évvel ezelőtt
- Látták:
Átírás



1 2018. Január Budapest, Doberdó u. 6. Varga Bálint Témavezető: Dr. Mikó Balázs Szabad formájú mart felületek mikro és makro pontosságának vizsgálata AZ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA UNKP-17-3 SZÁMÚ ÚJ NEMZETI KIVÁLÓSÁG RPOGRAMJÁNAK TÁMOGATÁSÁVAL KÉSZÜLT. 1



2 Szabad formájú felületek Olyan felületek, melyeknél a felületi normális a test minden egyes pontjában más és más lehet. Formatervezés Marás Szikraforgácsolás Ergonómia Forma szerszámgyártás Szabad formájú felületek 2


3 Élgeometria Élek száma Anyag, bevonat Szerszám CAD CAM Felület matematikai leírása Stratégia 3D/5D Pásztázás Forgácsalak Erő Forgács leválasztás Szabad formájú felület marása Felület alakja Konvex, Konkáv Görbület vc, fz, ae, ap Forgácsolási paraméterek Pontosság Méret Alak Érdesség 3
4 Terv a probléma megoldására: Paraméterek vizsgálata: CAM Felület alakja Pontosság Kísérlettervezés Statisztikai elemzések használata Felületi érdesség becslő modell megalkotása 4


5 Kísérletterv: 5 különböző pásztázási irány a marás során CAD modell CAM-es szerszámpálya Munkadarab elkészítése Felületi érdesség mérés Alakpontosság mérés Mérések kiértékelése Eredmények összegzése 5







6 Rendelkezésre álló eszközök: Gép: Mazak 410 A-II CAD/CAM: CATIA v5 Szerszám: Fraisa gömbmarók Érdesség mérés: Mahr-Perten Concept Minitab v14; MS Excel Digitális mikroszkóp Koordináta mérőgép 6


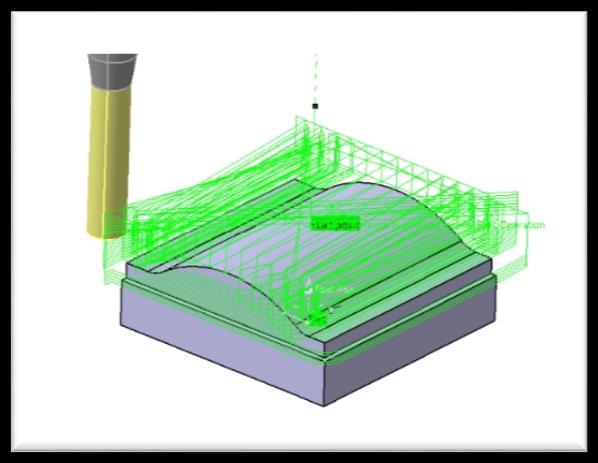
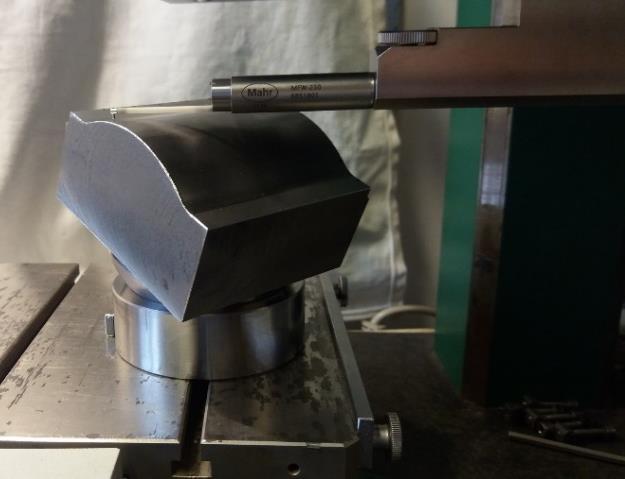
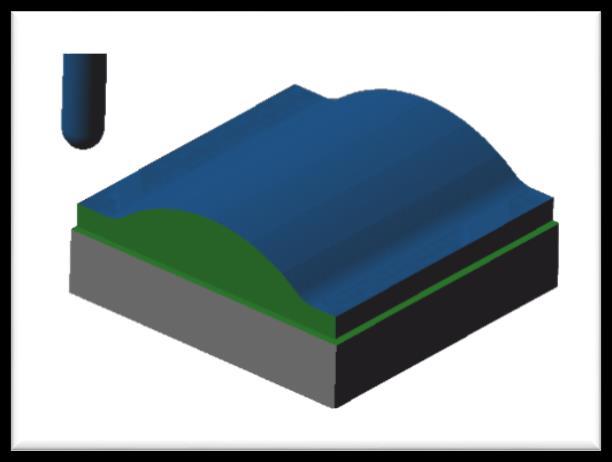
7 A kísérlet folyamata: 7
![Rz [μm] Rz_x 5 15.00 12.00 9.00 6.00 3.00 12.00-15.00 0.002 14 26 9.00-12.00 6.00-9.00 3.00-6.00 0.00-3.](/docs-images/103/160746311/images/8-0.jpg "00 Y [mm] 38 50 62 74 18 38 X [mm] 58 A mérési irány megválasztása fontos körülmény A pásztázás iránya a szélsőértékeknél (0, 45, 90 ) mutat jelentős hatást A felületi")
8 Rz [μm] Rz_x Y [mm] X [mm] 58 A mérési irány megválasztása fontos körülmény A pásztázás iránya a szélsőértékeknél (0, 45, 90 ) mutat jelentős hatást A felületi normális vagyis a felület jellege nagyban befolyásolja az érdességet 8
9 Tervek a jövőbeni munkához: További felületek készítése és vizsgálata A különböző simítási irányok hogyan befolyásolják a felület mikro- és makro geometriai jellemzőit? Előre lehet-e jósolni a felületi minőséget különböző marási irányok használatánál? A CAM-es paraméterek hatásának vizsgálata? Mennyire befolyásolja a szabad formájú felület meredeksége a felületi minőséget? Külföldi konzultáció a témában (CEEPUS): Kassai Egyetem Szlovákia Krakkói Egyetem Lengyelország 9
10 A félév eredményei II. Publikációk: Folyóiratcikk: Dr. Mikó Balázs Tóth Balázs Varga Bálint Comparison of Tehoretical and Real Surface Roughness in Case of Ball-End Milling Solid State Phenomena 261: pp (2017) Varga Bálint Dr. Mikó Balázs Horváth Áron: Konferencia előadás: A felületmodellezés jelentősége a fordított mérnöki munka során Gyártóeszközök, Szerszámok, Szerszámgépek 1: pp (2017) Varga Bálint Dr. Mikó Balázs Szabad formájú mart felületek érdességének változása a simítási irány tekintetében Nemzetközi Gépész és Biztonságtechnikai Szimpózium: International Engineering Symposioum at Bánki, IESB. (2017) p p. Dr. Mikó Balázs Varga Bálint Forgácsolási paraméterek hatása gömbvégű maróval mart sík felület érdességére Nemzetközi Gépész és Biztonságtechnikai Szimpózium: International Engineering Symposioum at Bánki, IESB. (2017) p p. (Absztrakt) 10
11 A félév eredményei II. Oktatási tevékenység: Tanórák tartása: CAD technika (heti 8 óra) Virtuális technikák (heti 2 óra) 3D modellezés alapjai II. (heti 2 óra) Kutatók éjszakája Oktatási segédlet készítése (Felületmodellezés) Nyílt napok laborbemutatás Szabad laborok 11
12 A félév eredményei II. Tantárgyak teljesítése: Forgácsoláselmélet A felületi mikrogeometria és mikrotopográfia vizsgálata Fakultatív tantárgy látogatása: Kísérlettervezés Szakirodalom kutatása: 121 összegyűjtött cikk a témakörben Cikkek csoportosítása 12
13 Tervek a jövőbeni munkához: Oktatási tevékenység: Tanórák tartása CAD/CAM modellezés alapjai (heti 8 óra) CAD/CAM modellezés alapjai (heti 2 óra) Angol nyelven Virtuális technikák (heti 2 óra) 3D modellezés alapjai I. (heti 2 óra) Nyílt napok laborbemutatás Tananyagfejlesztés Konferencia előadás: International Scientific Conference Krakkó 13


14 Köszönöm figyelmüket Varga Bálint Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Cím: H-1081 Budapest Népszínáz u. 8. Tel.: AZ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA UNKP-17-3 SZÁMÚ ÚJ NEMZETI KIVÁLÓSÁG RPOGRAMJÁNAK TÁMOGATÁSÁVAL KÉSZÜLT. 14
SZABAD FORMÁJÚ MART FELÜLETEK
 SZABAD FORMÁJÚ MART FELÜLETEK MIKRO ÉS MAKRO PONTOSSÁGÁNAK VIZSGÁLATA DOKTORANDUSZOK IX. HÁZI KONFERENCIÁJA 2018. JÚNIUS 22. 1034 BUDAPEST, DOBERDÓ U. 6. TÉMAVEZETŐ: DR. MIKÓ BALÁZS Varga Bálint varga.balint@bgk.uni-obuda.hu
SZABAD FORMÁJÚ MART FELÜLETEK MIKRO ÉS MAKRO PONTOSSÁGÁNAK VIZSGÁLATA DOKTORANDUSZOK IX. HÁZI KONFERENCIÁJA 2018. JÚNIUS 22. 1034 BUDAPEST, DOBERDÓ U. 6. TÉMAVEZETŐ: DR. MIKÓ BALÁZS Varga Bálint varga.balint@bgk.uni-obuda.hu
Szabadformájú felületek. 3D felületek megmunkálása gömbmaróval. Dr. Mikó Balázs FRAISA ToolSchool Október
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Effect of the different parameters to the surface roughness in freeform surface milling
 19 November 0, Budapest Effect of the different parameters to the surface roughness in freeform surface milling Balázs MIKÓ Óbuda University 1 Abstract Effect of the different parameters to the surface
19 November 0, Budapest Effect of the different parameters to the surface roughness in freeform surface milling Balázs MIKÓ Óbuda University 1 Abstract Effect of the different parameters to the surface
Szabad formájú mart felületek érdességének változása a simítási irány függvényében
 BÁNKI KÖZLEMÉNYEK 1. ÉVFOLYAM 2. SZÁM Szabad formájú mart felületek érdességének változása a simítási irány függvényében The changing of the surface roughness of free-form surfaces with respect to the
BÁNKI KÖZLEMÉNYEK 1. ÉVFOLYAM 2. SZÁM Szabad formájú mart felületek érdességének változása a simítási irány függvényében The changing of the surface roughness of free-form surfaces with respect to the
Dr. Mikó Balázs
 Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Mart felület síklapúságának vizsgálata
 Mart felület síklapúságának vizsgálata Mikó Balázs Anyag- és Gyártástudományi Intézet, Óbudai Egyetem, Népszínház u. 8. Budapest, Magyarország Absztrakt. Gépipari alkatrészekkel szemben támasztott pontossági
Mart felület síklapúságának vizsgálata Mikó Balázs Anyag- és Gyártástudományi Intézet, Óbudai Egyetem, Népszínház u. 8. Budapest, Magyarország Absztrakt. Gépipari alkatrészekkel szemben támasztott pontossági
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
A gyártástervezés modelljei. Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet ermelési folyamatok II. A gyártástervezés modelljei Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet ermelési folyamatok II. A gyártástervezés modelljei Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz
 passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Anyag és gyártásismeret 2
 Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Anyag és gyártásismeret Gyártási hibák: a kész
Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Anyag és gyártásismeret Gyártási hibák: a kész
Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány
 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. miko.balazs@bgk.uni-obuda.hu
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. miko.balazs@bgk.uni-obuda.hu
passion for precision Sphero-CVD Keményfém nagy teljesítményű marása gyémánt marószerszámokkal
 passion for precision Sphero- Keményfém nagy teljesítményű marása gyémánt marószerszámokkal Keményfém gazdaságos marása nagy tisztaságú gyémánt marószerszámokkal [ 2 ] Ipari alkalmazásoknál a szerszámgyártásban
passion for precision Sphero- Keményfém nagy teljesítményű marása gyémánt marószerszámokkal Keményfém gazdaságos marása nagy tisztaságú gyémánt marószerszámokkal [ 2 ] Ipari alkalmazásoknál a szerszámgyártásban
Óbudai Egyetem Bánki D. Kar Gépészmérmök BSc
 l Óbudai Egyetem Bánki D. Kar Gépészmérmök BSc Természettudományos alapismeretek Sorszá m Kód 1 BGRMA1GNNC BGRMAGNNC BGBFG1NNC BGBMF1NNC BGBKE11NNC Tantárgyak Matematika I félév ea tgy Mérnöki fizika Mérnöki
l Óbudai Egyetem Bánki D. Kar Gépészmérmök BSc Természettudományos alapismeretek Sorszá m Kód 1 BGRMA1GNNC BGRMAGNNC BGBFG1NNC BGBMF1NNC BGBKE11NNC Tantárgyak Matematika I félév ea tgy Mérnöki fizika Mérnöki
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu MŰANYAG
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu MŰANYAG
Házi feladat Dr Mikó Balázs - Gyártástechnológia II. 5
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Sorrendtervezés. Dr. Mikó Balázs Az elemzés egysége a felületelem csoport.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
 Gyártórendszerek mechatronikája Termelési folyamatok II. 07 3D szkennelés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 07 3D szkennelés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Nagy sebességű marás (HSC)
") Nagy sebességű marás (HSC) A nagy sebességű marás HSC = High Speed Cutting Nagy sebességű marás alatt a lehetőség szerint nagy forgácsolási sebességet értjük felületek megmunkálása során. Ezért a megmunkálási
Nagy sebességű marás (HSC) A nagy sebességű marás HSC = High Speed Cutting Nagy sebességű marás alatt a lehetőség szerint nagy forgácsolási sebességet értjük felületek megmunkálása során. Ezért a megmunkálási
Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány
 FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
ArCut X szuper felületek a legrövidebb idő alatt
 passion for precision ArCut X szuper felületek a legrövidebb idő alatt ÚJ: ToolExpert ArCut X forgácsolási adat kalkulátor Az ArCut X egy termelékenység-fokozó a kiváló felületminőséget megkívánó simítási
passion for precision ArCut X szuper felületek a legrövidebb idő alatt ÚJ: ToolExpert ArCut X forgácsolási adat kalkulátor Az ArCut X egy termelékenység-fokozó a kiváló felületminőséget megkívánó simítási
Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
 Gyártórendszerek mechatronikája Termelési folyamatok II. 01 Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 01 Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Dr. Mikó Balázs BGRKG14NNM / NEC. miko.balazs@bgk.uni-obuda.hu
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
Multicut XF simítómaró Surface Master new!
 passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
MicroX Okos megoldás nagy pontosságú mikromaráshoz
 passion for precision MicroX Okos megoldás nagy pontosságú mikromaráshoz ToolExpert 2.0 Forgácsolási adat kalkulátor A MicroX sikertörténet négy összetevője [ 2 ] Bemutatjuk az új széles körűen kibővített
passion for precision MicroX Okos megoldás nagy pontosságú mikromaráshoz ToolExpert 2.0 Forgácsolási adat kalkulátor A MicroX sikertörténet négy összetevője [ 2 ] Bemutatjuk az új széles körűen kibővített
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
passion for precision ArCut X okos választás ahhoz, hogy a legrövidebb időn belül briliáns felületeket hozzon létre
 passion for precision ArCut X okos választás ahhoz, hogy a legrövidebb időn belül briliáns felületeket hozzon létre Az ArCut X egy termelékenység-fokozó a kiváló felületminőséget megkívánó simítási megmunkálásokhoz
passion for precision ArCut X okos választás ahhoz, hogy a legrövidebb időn belül briliáns felületeket hozzon létre Az ArCut X egy termelékenység-fokozó a kiváló felületminőséget megkívánó simítási megmunkálásokhoz
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
2011.03.11. Computer Aided Manufacturing Feladatai: CAM rendszerek elemei: NX Alkalmazott technológia. Dimenzió szám. 1D egy tengely menti elmozdulás
 011.03.11. Óbudai Egyetem Bánki onát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes tervezése II. CAM rendszerek alapjai r.
011.03.11. Óbudai Egyetem Bánki onát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes tervezése II. CAM rendszerek alapjai r.
Különböző szűrési eljárásokkal meghatározott érdességi paraméterek változása a választott szűrési eljárás figyelembevételével
 Különböző szűrési eljárásokkal meghatározott érdességi paraméterek változása a választott szűrési eljárás figyelembevételével Varga Péter 1, Barányi István 2, Kalácska Gábor 3 1 Óbudai Egyetem Bánki Donát
Különböző szűrési eljárásokkal meghatározott érdességi paraméterek változása a választott szűrési eljárás figyelembevételével Varga Péter 1, Barányi István 2, Kalácska Gábor 3 1 Óbudai Egyetem Bánki Donát
TANMENET. Tanév: 2014/2015. Szakképesítés száma: 34 521 03. Követelménymodul: Követelménymodul száma: 10176-12. Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
A fotogrammetria ismeretek és a szakmai tudás fontossága
 Óbudai Egyetem Alba Regia Műszaki Kar Geoinformatikai Intézet A fotogrammetria ismeretek és a szakmai tudás fontossága 3. Légifotó Nap, Székesfehérvár, 2018. február 7. A fotogrammetria fogalma A fotogrammetria
Óbudai Egyetem Alba Regia Műszaki Kar Geoinformatikai Intézet A fotogrammetria ismeretek és a szakmai tudás fontossága 3. Légifotó Nap, Székesfehérvár, 2018. február 7. A fotogrammetria fogalma A fotogrammetria
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Szerszámgépek, méretellenőrzés CNC szerszámgépen
 Mérés CNC szerszámgépen Szerszámgépek, méretellenőrzés CNC szerszámgépen Dr. Markos Sándor BME GTT, SZMSZ Geometriai mérés CNC szerszámgépen? Nagy méretű munkadarabok. Szerszámbefogási hibák Szerszámgépmérés
Mérés CNC szerszámgépen Szerszámgépek, méretellenőrzés CNC szerszámgépen Dr. Markos Sándor BME GTT, SZMSZ Geometriai mérés CNC szerszámgépen? Nagy méretű munkadarabok. Szerszámbefogási hibák Szerszámgépmérés
A forgácsolási paraméterek hatása a felületi mikrogeometriára műszaki műanyagok esztergálásakor
 A forgácsolási paraméterek hatása a felületi mikrogeometriára műszaki műanyagok esztergálásakor Farkas Gabriella tanársegéd, farkas.gabriella@bgk.bmf.hu Budapesti Műszaki Főiskola, Bánki Donát Gépész és
A forgácsolási paraméterek hatása a felületi mikrogeometriára műszaki műanyagok esztergálásakor Farkas Gabriella tanársegéd, farkas.gabriella@bgk.bmf.hu Budapesti Műszaki Főiskola, Bánki Donát Gépész és
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D-s CAM marási feladat ÓE-A19 alap közepes haladó CATIA
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D-s CAM marási feladat ÓE-A19 alap közepes haladó CATIA
A nagysebességű marás technológiai alapjai és szerszámai
 A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Acél trapézlemez gerincű öszvér és hibrid tartók vizsgálata, méretezési háttér fejlesztése
 Acél trapézlemez gerincű öszvér és hibrid tartók vizsgálata, méretezési háttér fejlesztése ÚNKP-17-3-IV Jáger Bence doktorjelölt Témavezető: Dr. Dunai László Kutatási programok 1) Merevített gerincű I-tartók
Acél trapézlemez gerincű öszvér és hibrid tartók vizsgálata, méretezési háttér fejlesztése ÚNKP-17-3-IV Jáger Bence doktorjelölt Témavezető: Dr. Dunai László Kutatási programok 1) Merevített gerincű I-tartók
Kiválósági ösztöndíjjal támogatott kutatások az Építőmérnöki Karon c. előadóülés
 Kiválósági ösztöndíjjal támogatott kutatások az Építőmérnöki Karon c. előadóülés Hazay Máté hazay.mate@epito.bme.hu PhD hallgató Budapesti Műszaki és Gazdaságtudományi Egyetem Tartószerkezetek Mechanikája
Kiválósági ösztöndíjjal támogatott kutatások az Építőmérnöki Karon c. előadóülés Hazay Máté hazay.mate@epito.bme.hu PhD hallgató Budapesti Műszaki és Gazdaságtudományi Egyetem Tartószerkezetek Mechanikája
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608)
") CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
 Cégbemutató smartsol Engineering Kft. - Magyarország 2014-01-22 1 Bemutatkozás Engedje meg, hogy bemutassuk 100%-ban magyar tulajdonú családi vállalkozásunkat, amelynek alapja a több évtizedes mérnöki
Cégbemutató smartsol Engineering Kft. - Magyarország 2014-01-22 1 Bemutatkozás Engedje meg, hogy bemutassuk 100%-ban magyar tulajdonú családi vállalkozásunkat, amelynek alapja a több évtizedes mérnöki
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval
 passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Üvegszál erősítésű anyagok esztergálása
 Üvegszál erősítésű anyagok esztergálása Líska János 1 1 Kecskemétri Főiskola, GAMF Kar, Járműtechnológia Tanszék Összefoglalás: A kompozitokat különleges tulajdonságok és nagy szilárdság jellemzi. Egyre
Üvegszál erősítésű anyagok esztergálása Líska János 1 1 Kecskemétri Főiskola, GAMF Kar, Járműtechnológia Tanszék Összefoglalás: A kompozitokat különleges tulajdonságok és nagy szilárdság jellemzi. Egyre
Mőanyag fröccsöntı szerszámok tervezése és gyártása
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Megvalósítási folyamat lépései Mőanyag termék elıállítása 1 Fröccsöntı szerszám Megrendelı Termék dokumentáció
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Megvalósítási folyamat lépései Mőanyag termék elıállítása 1 Fröccsöntı szerszám Megrendelı Termék dokumentáció
Termék modell. Definíció:
 Definíció: Termék modell Összetett, többfunkciós, integrált modell (számítógépes reprezentáció) amely leír egy műszaki objektumot annak különböző életfázis szakaszaiban: tervezés, gyártás, szerelés, szervízelés,
Definíció: Termék modell Összetett, többfunkciós, integrált modell (számítógépes reprezentáció) amely leír egy műszaki objektumot annak különböző életfázis szakaszaiban: tervezés, gyártás, szerelés, szervízelés,
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
A Villamos ipari anyagismeret labor beosztása V1-V9.
 A Villamos ipari anyagismeret labor beosztása V1-V9. 1 8.00-8.40 2 8.50-9.30 3 9.40-10.20 V3 A x 4 10.30 - V3 B xx 11.10 V8 A x V2 A x 5 11.20 - V8 B xx V2 B xx 12.00 V9 A x V4 A x 6 12.10 - V9 B xx V4
A Villamos ipari anyagismeret labor beosztása V1-V9. 1 8.00-8.40 2 8.50-9.30 3 9.40-10.20 V3 A x 4 10.30 - V3 B xx 11.10 V8 A x V2 A x 5 11.20 - V8 B xx V2 B xx 12.00 V9 A x V4 A x 6 12.10 - V9 B xx V4
Akció! Über. special campaign
 + 3,5 % 2013. 05. 01-től PRÄZISION Precíziós keményfém marószerszámok Széles választék az Ön üzeme számára! Precision milling tools in solid carbide program choices for your production Über Akció! special
+ 3,5 % 2013. 05. 01-től PRÄZISION Precíziós keményfém marószerszámok Széles választék az Ön üzeme számára! Precision milling tools in solid carbide program choices for your production Über Akció! special
Különleges megmunkálási technológiák M_aj003_1
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Gyártási rendszerek szakirány 1. előadás Összeállította: Dr. Pintér József Tantárgyi követelmények 1. Tantárgy kódja: M_aj003_1
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Gyártási rendszerek szakirány 1. előadás Összeállította: Dr. Pintér József Tantárgyi követelmények 1. Tantárgy kódja: M_aj003_1
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
12. PÉLDÁK Példa komplex megmunkálásra
 PowerMill 12. Példák 12. PÉLDÁK 12.1 Példa komplex megmunkálásra Töltsük be a Modell-A.dgk modellt. A munkadarabot két részletben bontjuk ki. A hullámos felület feletti részt raszter nagyolással, míg magát
PowerMill 12. Példák 12. PÉLDÁK 12.1 Példa komplex megmunkálásra Töltsük be a Modell-A.dgk modellt. A munkadarabot két részletben bontjuk ki. A hullámos felület feletti részt raszter nagyolással, míg magát
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
ToolExpert 2.0 új online forgácsolási adatkalkulátor a szerszámok optimális használatához
 passion for precision ToolExpert 2.0 új online forgácsolási adatkalkulátor a szerszámok optimális használatához Online elérhető költségmentes ToolExpert 2.0 ToolExpert 2.0 innovatív online eszköz az Ön
passion for precision ToolExpert 2.0 új online forgácsolási adatkalkulátor a szerszámok optimális használatához Online elérhető költségmentes ToolExpert 2.0 ToolExpert 2.0 innovatív online eszköz az Ön
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
TDK FELHÍVÁS. 5. Lemezalakítás modellezése és szimulációja (Modellezés, programozás)
") TDK FELHÍVÁS A Gyártástudomány és -technológia Tanszék a 2010/2011-es tanévre az alábbi szakmaterületeken hirdet meg feladatokat TDK, szakdolgozat és diplomaterv kidolgozására: 1. Gyártásoptimálás. Ciklusidő
TDK FELHÍVÁS A Gyártástudomány és -technológia Tanszék a 2010/2011-es tanévre az alábbi szakmaterületeken hirdet meg feladatokat TDK, szakdolgozat és diplomaterv kidolgozására: 1. Gyártásoptimálás. Ciklusidő
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából. (CAD-CAM kapcsolat alapfogalmai)
") Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából (CAD-CAM kapcsolat alapfogalmai) NC/CNC megmunkálási lehetőségek 2D: esztergálás, (lemez)kivágás 2,5D: háromirányú relatív elmozdulás,
Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából (CAD-CAM kapcsolat alapfogalmai) NC/CNC megmunkálási lehetőségek 2D: esztergálás, (lemez)kivágás 2,5D: háromirányú relatív elmozdulás,
Géprajz - gépelemek. Előadó: Németh Szabolcs mérnöktanár. Belső használatú jegyzet 2
 Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
UAS rendszerekkel végzett légi felmérés kiértékelési és pontossági kérdései
 UAS rendszerekkel végzett légi felmérés kiértékelési és pontossági kérdései DR. HABIL. JANCSÓ TAMÁS ÓBUDAI EGYETEM, ALBA REGIA MŰSZAKI KAR, GEOINFORMATIKAI INTÉZET FÖLDMÉRŐK VILÁGNAPJA ÉS AZ EURÓPAI FÖLDMÉRŐK
UAS rendszerekkel végzett légi felmérés kiértékelési és pontossági kérdései DR. HABIL. JANCSÓ TAMÁS ÓBUDAI EGYETEM, ALBA REGIA MŰSZAKI KAR, GEOINFORMATIKAI INTÉZET FÖLDMÉRŐK VILÁGNAPJA ÉS AZ EURÓPAI FÖLDMÉRŐK
Házi feladat (c) Dr Mikó Balázs - Gyártástechnológia II.
 Dr Mikó Balázs - Gyártástechnológia II.") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Statisztika oktatása és alkalmazása a mérnöki területen
 Statisztika oktatása és alkalmazása a mérnöki területen 1,2 1:, Neumann János Informatikai Kar, Élettani Szabályozások Csoport 2: Budapesti Corvinus Egyetem, Statisztika Tanszék MTA Statisztikai Tudományos
Statisztika oktatása és alkalmazása a mérnöki területen 1,2 1:, Neumann János Informatikai Kar, Élettani Szabályozások Csoport 2: Budapesti Corvinus Egyetem, Statisztika Tanszék MTA Statisztikai Tudományos
A gyártástervezés feladata. CAM tankönyv. Technológiai terv elemei. Alapfogalmak, definíciók. A gyártástervezés területei. Alapfogalmak, definíciók
 Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Óbudai Egyetem CAM tankönyv A gyártástervezés feladata A gyártástervezés feladata: Megtervezni
Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Óbudai Egyetem CAM tankönyv A gyártástervezés feladata A gyártástervezés feladata: Megtervezni
Vasúti fékbetét mikrogeometriai vizsgálata
 Óbuda University e Bulletin Vol., No., 200 Horváth Sándor, Czifra Árpád Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar H-08 Budapest, Népszínház u. 8. horvath.sandor@uni-obuda.hu Absztrakt:
Óbuda University e Bulletin Vol., No., 200 Horváth Sándor, Czifra Árpád Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar H-08 Budapest, Népszínház u. 8. horvath.sandor@uni-obuda.hu Absztrakt:
Forgácsolt mûszaki mûanyagok felületi érdességének vizsgálata
 Forgácsolt mûszaki mûanyagok felületi érdességének vizsgálata DR. KALÁCSKA GÁBOR * egyetemi docens FARKAS GABRIELLA ** PhD hallgató Alkalmazott kutatás 1. Bevezetés A kutatómunka célja a különbözõ megmunkálási
Forgácsolt mûszaki mûanyagok felületi érdességének vizsgálata DR. KALÁCSKA GÁBOR * egyetemi docens FARKAS GABRIELLA ** PhD hallgató Alkalmazott kutatás 1. Bevezetés A kutatómunka célja a különbözõ megmunkálási
PEPS CAD/CAM Verzió 7.0 Újdonságok és változások
 PEPS CAD/CAM Verzió 7.0 Újdonságok és változások Bevezetés Jelen dokumentum áttekintést ad a PEPS CAD/CAM rendszer 7.0 verziójával kapcsolatos újdonságokról és változásokról. Operációs rendszerek A 7.0
PEPS CAD/CAM Verzió 7.0 Újdonságok és változások Bevezetés Jelen dokumentum áttekintést ad a PEPS CAD/CAM rendszer 7.0 verziójával kapcsolatos újdonságokról és változásokról. Operációs rendszerek A 7.0
Kutatói kompetenciák a könyvtártudományi doktori képzés a szakmai innovációért
 Kutatói kompetenciák a könyvtártudományi doktori képzés a szakmai innovációért Kiszl Péter Magyar Könyvtárosok Egyesülete konferenciája Budapest, OSZK, 2018. március 14. BOLOGNÁTÓL BRÜSSZELIG (habilitáció)
Kutatói kompetenciák a könyvtártudományi doktori képzés a szakmai innovációért Kiszl Péter Magyar Könyvtárosok Egyesülete konferenciája Budapest, OSZK, 2018. március 14. BOLOGNÁTÓL BRÜSSZELIG (habilitáció)
CAD/CAM ÉS CNC PROGRAMOK ALKALMAZÁSA A FEGYVERALKATRÉSZ GYÁRTÁSBAN
 Dr. Sipos Jenő Mirc Attila CAD/CAM ÉS CNC PROGRAMOK ALKALMAZÁSA A FEGYVERALKATRÉSZ GYÁRTÁSBAN A CAD/CAM1, a végeselem analízis, a CNC2 technikák a korszerű fegyvergyártás tervezésének, a tervező asztalon
Dr. Sipos Jenő Mirc Attila CAD/CAM ÉS CNC PROGRAMOK ALKALMAZÁSA A FEGYVERALKATRÉSZ GYÁRTÁSBAN A CAD/CAM1, a végeselem analízis, a CNC2 technikák a korszerű fegyvergyártás tervezésének, a tervező asztalon
XVII. econ Konferencia és ANSYS Felhasználói Találkozó
 XVII. econ Konferencia és ANSYS Felhasználói Találkozó Hazay Máté, Bakos Bernadett, Bojtár Imre hazay.mate@epito.bme.hu PhD hallgató Budapesti Műszaki és Gazdaságtudományi Egyetem Tartószerkezetek Mechanikája
XVII. econ Konferencia és ANSYS Felhasználói Találkozó Hazay Máté, Bakos Bernadett, Bojtár Imre hazay.mate@epito.bme.hu PhD hallgató Budapesti Műszaki és Gazdaságtudományi Egyetem Tartószerkezetek Mechanikája
 Í ÍÍÍ Í Í Í Ö Ö Ö Ö Ö Ö Ö Ö Ú É Í Ö Á Á É Ö É Ö É É Á Á Ö Ú Ö Ö Í Á É É Í Á É Í Ö Ö Á Á É Í Ö Ö Ö Ö Ö Ö Á É Ö É É Ö É Ö Í Á É É Ö Ö É Ö Í Í Í Í Ö Ö Ö Í Ö É Ö É É Ö Ö Í É Ö Í É É Ö Í É Á É É Ű Ö Í É É Ö
Í ÍÍÍ Í Í Í Ö Ö Ö Ö Ö Ö Ö Ö Ú É Í Ö Á Á É Ö É Ö É É Á Á Ö Ú Ö Ö Í Á É É Í Á É Í Ö Ö Á Á É Í Ö Ö Ö Ö Ö Ö Á É Ö É É Ö É Ö Í Á É É Ö Ö É Ö Í Í Í Í Ö Ö Ö Í Ö É Ö É É Ö Ö Í É Ö Í É É Ö Í É Á É É Ű Ö Í É É Ö
A kárpát-medencei erdőállományok meteorológiai/éghajlati hatásainak vizsgálata Drüszler Áron
 Nyugat-Magyarországi Egyetem Erdőmérnök Kar Kémiai és Termőhelyismerettani Intézet A kárpát-medencei erdőállományok meteorológiai/éghajlati hatásainak vizsgálata Drüszler Áron I. éves doktorandusz Kitaibel
Nyugat-Magyarországi Egyetem Erdőmérnök Kar Kémiai és Termőhelyismerettani Intézet A kárpát-medencei erdőállományok meteorológiai/éghajlati hatásainak vizsgálata Drüszler Áron I. éves doktorandusz Kitaibel
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
MicrospheroXG és MicrotoroXG extrém pontosság és tartósság grafitban
 passion for precision MicrospheroXG és MicrotoroXG extrém pontosság és tartósság grafitban ToolExpert 2.0 Forgácsolási adatkalkulátor MicrospheroXG és MicrotoroXG a sikertörténet négy eleme [ 2 ] A vonzó
passion for precision MicrospheroXG és MicrotoroXG extrém pontosság és tartósság grafitban ToolExpert 2.0 Forgácsolási adatkalkulátor MicrospheroXG és MicrotoroXG a sikertörténet négy eleme [ 2 ] A vonzó
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NECURON ANYAGOK FORGÁCSOLHATÓSÁGI VIZSGÁLATA MARÁSSAL
 NECURON ANYAGOK FORGÁCSOLHATÓSÁGI VIZSGÁLATA MARÁSSAL Szalókiné Pogácsás M. 1, Dr. Farkas G. 2 1 Budapesti Műszaki és Gazdaságtudományi Egyetem, Gépészmérnöki Kar 2 Óbudai Egyetem, Bánki Donát Gépész és
NECURON ANYAGOK FORGÁCSOLHATÓSÁGI VIZSGÁLATA MARÁSSAL Szalókiné Pogácsás M. 1, Dr. Farkas G. 2 1 Budapesti Műszaki és Gazdaságtudományi Egyetem, Gépészmérnöki Kar 2 Óbudai Egyetem, Bánki Donát Gépész és
Nagy teljesítmény Az új FORMAT GT
 Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
7. Koordináta méréstechnika
 7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
Trapéz gerincű hibrid tartók beágyazott kapcsolatainak kísérleti és numerikus vizsgálata
 Trapéz gerincű hibrid tartók beágyazott kapcsolatainak kísérleti és numerikus vizsgálata Készítette: Németh Gábor Témavezetők: Dr. Kovács Nauzika Dr. Kövesdi Balázs Bevezetés Acél-beton öszvértartó nyírt
Trapéz gerincű hibrid tartók beágyazott kapcsolatainak kísérleti és numerikus vizsgálata Készítette: Németh Gábor Témavezetők: Dr. Kovács Nauzika Dr. Kövesdi Balázs Bevezetés Acél-beton öszvértartó nyírt
REVERSE ENGINEERING MÓDSZERREL ELŐÁLLÍTOTT FELÜLETEK MINŐSÉGE. Kecskeméti Főiskola GAMF Kar Gépgyártástechnológia Tanszék
 REVERSE ENGINEERING MÓDSZERREL ELŐÁLLÍTOTT FELÜLETEK MINŐSÉGE Dr. Kodácsy János Pintér Zsuzsanna Pokriva Péter tanszékvezető, főiskolai tanár főiskolai adjunktus tanszéki mérnök 1. BEVEZETÉS Kecskeméti
REVERSE ENGINEERING MÓDSZERREL ELŐÁLLÍTOTT FELÜLETEK MINŐSÉGE Dr. Kodácsy János Pintér Zsuzsanna Pokriva Péter tanszékvezető, főiskolai tanár főiskolai adjunktus tanszéki mérnök 1. BEVEZETÉS Kecskeméti
Korszerű keményfémfúrók forgácsolóképességének minősítése (Sirius 200 TiN)
") ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET GÉPGYÁRTÁSTECHNOLÓGIAI SZAKCSOPORT Korszerű keményfémfúrók forgácsolóképességének minősítése
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET GÉPGYÁRTÁSTECHNOLÓGIAI SZAKCSOPORT Korszerű keményfémfúrók forgácsolóképességének minősítése
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
Költségbecslési módszerek a szerszámgyártásban. Tartalom. CEE-Product Groups. Költségbecslés. A költségbecslés szerepe. Dr.
 Gépgyártástechnológia Tsz Költségbecslési módszerek a szerszámgyártásban Szerszámgyártók Magyarországi Szövetsége 2003. december 11. 1 2 CEE-Product Groups Tartalom 1. Költségbecslési módszerek 2. MoldCoster
Gépgyártástechnológia Tsz Költségbecslési módszerek a szerszámgyártásban Szerszámgyártók Magyarországi Szövetsége 2003. december 11. 1 2 CEE-Product Groups Tartalom 1. Költségbecslési módszerek 2. MoldCoster
Forgácsolás és szerszámai
 Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Kredit tanfolyam a GEO-ban
 Kredit tanfolyam a GEO-ban IX. Tavaszi Mérnöknap, Nógrád 2017 Földmérő Szakmai Nap Salgótarján, 2017. április 04. ÓBUDAI EGYETEM Kandó Kálmán Villamosmérnöki Kar Bánki Donát Gépész és Biztonságtechnikai
Kredit tanfolyam a GEO-ban IX. Tavaszi Mérnöknap, Nógrád 2017 Földmérő Szakmai Nap Salgótarján, 2017. április 04. ÓBUDAI EGYETEM Kandó Kálmán Villamosmérnöki Kar Bánki Donát Gépész és Biztonságtechnikai
A FELÜLETI ÉRDESSÉG ELMÉLETI ÉRTÉKÉNEK MEGHATÁROZÁSA HOMLOKMARÁSNÁL
 Multidiszciplináris tudományok, 2. kötet. (2012) 1 sz. pp. 31-38. A FELÜLETI ÉRDESSÉG ELMÉLETI ÉRTÉKÉNEK MEGHATÁROZÁSA HOMLOKMARÁSNÁL Felhő Csaba 1 - Kundrák János 2 1 egyetemi tanársegéd, 2 tanszékvezető,
Multidiszciplináris tudományok, 2. kötet. (2012) 1 sz. pp. 31-38. A FELÜLETI ÉRDESSÉG ELMÉLETI ÉRTÉKÉNEK MEGHATÁROZÁSA HOMLOKMARÁSNÁL Felhő Csaba 1 - Kundrák János 2 1 egyetemi tanársegéd, 2 tanszékvezető,
CAD/CAM, CNC-programozó technológus
 CAD/CAM, CNC-programozó technológus Tanfolyam kezdés várható időpontja: 009. november Tanfolyami díj: A képzőnél* történő jelentkezésnél 130.000,-Ft Részletfizetés lehetséges Tanfolyam díj tartalmazza:
CAD/CAM, CNC-programozó technológus Tanfolyam kezdés várható időpontja: 009. november Tanfolyami díj: A képzőnél* történő jelentkezésnél 130.000,-Ft Részletfizetés lehetséges Tanfolyam díj tartalmazza: