Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
|
|
|
- János Fülöp
- 6 évvel ezelőtt
- Látták:
Átírás
1 Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
2 MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk. A furatok többek között tengelyek, csapok, csapszögek, dugattyúk, szegecsek, csavarok, illesztőszögek stb. elhelyezkedésre alkalmasak. A belső menet részére először maglyukat fúrunk, amelybe a menetet menetfúróval vágjuk bele. A nem átmenő furatokat zsákfuratnak nevezik.
3 MUNKATÉR
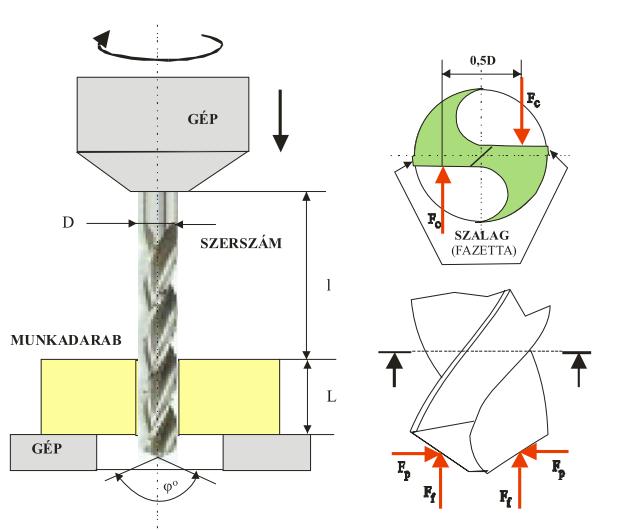
4 ELŐTOLÁS A fúrószerszámmal fúrás közben be kell hatolni az anyagba. A behatoláshoz a szerszámot rá kell nyomni az anyagra. Ehhez meghatározott állandó erőre van szükség. Ezt a tengelyirányú erőt előtolási erőnek nevezzük. A fúró behatolása az anyagba meghatározott tengelyirányú nyomás és sebesség mellett mehet végbe. Ezt a tengelyirányú sebességet előtolási sebességnek nevezzük. Fúráskor az előtolást mm/fordulatban adják meg Az előtoló mozgást szerszámtengely szerinti egyenes vonalú mozgást az alkalmazott szerszámgéptől függően végezheti a szerszám is és a munkadarab is.
5 ÉLETTARTAM A csigafúró főélei a legnagyobb forgácsoló sebesség helyén - a szalaggal való találkozási pontokon - kopnak erősebben. Ezt a kopásformát sarokkopásnak nevezzük. Rideg anyagok (pl. öntöttvas) fúrásakor ez a jellemző, viszont acélok fúrásakor emellett hátkopás is tapasztalható. A csigafúró éltartamát a többi forgácsoló szerszámhoz hasonlóan percekben értelmezzük (3-240 perc), de szokás kifejezni az éltartamot az egy élezéssel fúrható furathosszal és az éltartamhosszal is. Az éltartamhossz adott anyag, adott előtolás és hűtés mellett jelentősen függ a fúró átmérőjétől és a furat mélységétől.
6 ÉLETTARTAM A szerszámkopás ugyanazon szerszámacélra, ugyanazon megmunkálandó anyagra és egyazon forgácsolósebesség mellett mindig ugyanannyi idő elmúltával következik be. Ezt az időt a szerszám éltartamának nevezzük.
7 Fúróknál forgácsolósebességen a fúró kerülete egy pontjának kerületi sebességét értjük. FORGÁCSOLÓSEBESSÉG
8 FÚRÁSI MŰVELETEK A furatmegmunkálás csoportosítási szempontjai: A forgácsolt felületek általában belső henger- vagy kúppalást, sík-, illetve ezekből összetett általános forgásfelületek. Több fajta furatmegmunkálás létezik. Ezeket a változatokat a furat kiindulási állapota (tömör, előfúrt), a furat alakja (hengeres, lépcsős, kúpos), a szerszám jellege (csigafúrós, süllyesztő, dörzsár, fúrórúd), esetenként a pontossági követelmények különböztetik meg egymástól. Ezek alapján megkülönböztetünk központfúrást, telibe fúrást, felfúrást, hengeres süllyesztést, csúcssüllyesztést, vezetőcsapos süllyesztést, dörzsölést és fúrórudas bővítést.
9 FÚRÁSI MŰVELETEK A központfúrók központosító furatok (csúcsfuratok, csúcsfészkek) elkészítésére valók. Mivel befogásuk rövid kinyúlású és merev, ezért elsősorban csigafúró számára kezdő furat fúrására használják, illetve a tengelyek végébe a csúcsokkal történő megtámasztáshoz csúcsfészkek megmunkálására. Kúpszögük leginkább 60 -os, a védőkúp megakadályozza a munkadarabon lévő 60 -os központosító kúp szélének ütődésektől való megsérülését.
10 FÚRÁSI MŰVELETEK Telibefúrás esetén a szerszámmal egy megmunkálatlan munkadarabot fúrunk. Ebből adódóan a fővágóél teljes hosszában dolgozik, így célszerű szakaszosan fúrni. Ennek következtében a szerszámnak lesz ideje lehűlni, és a forgács sem feszíti a szerszám vágóéleit (szabadon távozik). A forgó főmozgást általában a szerszám végzi. A fogásvétel telibefúrás esetén a fúró átmérőjének a fele. Felfúrás esetén egy előre kifúrt munkadarabot bővítünk. A fogásmélységet a szerszám átmérője és az előrefúrt furat átmérőjének különbsége adja. A felfúráshoz előzetesen elkészített furat átmérője a süllyesztendő furat átmérőjének 70%-ánál nagyobb legyen.
11 CSIGAFÚRÓ A legfontosabb és leggyakrabban alkalmazott fúrószerszámok. Csigafúrókat 0,2 100 mm átmérőhatárok között gyártanak, de tömör anyagba fúrva csak mintegy 25 mm-ig célszerű, mivel olyan nagy mérvű a tömör furat készítésénél a fúró tengely irányú terhelése, hogy a szerszám, illetve a gép túlméretezett kellene. A nagy méretű csigafúrók furatbővítéshez használatosak. A csigafúró átmérőjének tűrése h8. A szerszámtest 1:1000 arányban csökkenően kúpos, hogy ne szoruljon a furatba. Általában gyorsacélból készül, de kapható forrasztott keményfém forgácsoló résszel is (pl. vasbetonok ütve fúrásához csak a keményfém fúró alkalmas).
12 CSIGAFÚRÓ A legfontosabb és leggyakrabban alkalmazott fúrószerszámok. Csigafúrókat 0,2 100 mm átmérőhatárok között gyártanak, de tömör anyagba fúrva csak mintegy 25 mm-ig célszerű, mivel olyan nagy mérvű a tömör furat készítésénél a fúró tengely irányú terhelése, hogy a szerszám, illetve a gép túlméretezett kellene. A nagy méretű csigafúrók furatbővítéshez használatosak. A csigafúró átmérőjének tűrése h8. A szerszámtest 1:1000 arányban csökkenően kúpos, hogy ne szoruljon a furatba. Általában gyorsacélból készül, de kapható forrasztott keményfém forgácsoló résszel is (pl. vasbetonok ütve fúrásához csak a keményfém fúró alkalmas).
 ezért a forgácsolási körülmények a keresztél mentén igen kedvezőtlenek.")
13 CSIGAFÚRÓK JELLEMZŐ GEOMETRIÁJA A csigafúró kétélű, határozott geometriájú szerszám. A két főélt a keresztél köti össze, a keresztél homlokszöge negatív kb. (-60 -os) ezért a forgácsolási körülmények a keresztél mentén igen kedvezőtlenek. Az élgeomteriát alapvetően meghatározó homlok- és hátszög nagysága a főél mentén nem állandó.


14 A FÚRÁS SZERSZÁMAI Fúrók Süllyesztők Központfúrók

15 A FÚRÁS SZERSZÁMAI Dörzsárak


16 GÉPEK Asztali fúrógép Oszlop fúrógép


17 GÉPEK Konzol fúrógép Fúró központ
18 A FURÁS TECHNOLÓGIAI PARAMÉTEREI A fogásvételi mozgás az a mozgás, amellyel a leválasztandó anyagréteg vastagságát beállítjuk, eredménye a fogásmélység. A fogásmélység telibefúrás illetve felfúrás és süllyesztés esetén különböző képletekkel számolnak. A két képletet egyesíteni lehet: a = D d 2 D pedig a fúráshoz vagy süllyesztéshez használt fúró átmérője, d a már meglévő furat átmérője. A fogásmélység telibefúrás esetén a fúró átmérőjének a fele, míg felfúrás vagy süllyesztés esetén a felfúró szerszám és a meglévő furat átmérőjének a különbségének a fele.

19 ELŐTOLÁS FÚRÁSNÁL Az f előtolásnak a fúró kihajlási szilárdsága szab határt. A megengedett előtolási értékek többek között a fúró átmérőjétől és a munkadarab minőségétől is függnek. Ezek az értékek táblázatban találhatók. A z élű csigafúró esetén: f z = f z
20 ELŐTOLÁS FÚRÁSNÁL
21 FORGÁCS KERESZTMETSZET Közepes forgácsvastagság: h = f z sin κ z Forgácsszélesség: b = a D = sin κ z 2 sin κ z Egy élre jutó forgácskeresztmetszet: A = h b = f z D 2 = f z a

22 k = k c11 h m FORGÁCSOLÁSI SEBESSÉG Ck c11 m kitevő

23 k = k c11 h m EGY ÉLRE JUTÓ FORGÁCSERŐ k c11 a fajlagos forgácsolóerő főértéke m kitevő m m

24 FORGÁCS KERESZTMETSZET Közepes forgácsvastagság: h = f z sin κ z Forgácsszélesség: b = a D = sin κ z 2 sin κ z Egy élre jutó forgácskeresztmetszet: A = h b = f z D 2
25 FORGÁCS KERESZTMETSZET

26 KÖSZÖNÖM A MEGTISZTELŐ FIGYELMÜKET! Kérdéseikre szívesen válaszolok november Fúrás és technologizálása Dr. Kozsely Gábor kozselyg@uniduna.hu
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Járműszerkezeti anyagok és megmunkálások II / I. félév. Fúrás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS. Dr. Pintér József 2016.
 FÚRÁS. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
Gyártástechnológiai III. 7. előadás Fúrás, furatbővítés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 7. előadás Fúrás, furatbővítés Előadó: Dr. Szigeti Ferenc főiskolai tanár Fúrás, furatbővítés - Fúrással, furatbővítéssel
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 7. előadás Fúrás, furatbővítés Előadó: Dr. Szigeti Ferenc főiskolai tanár Fúrás, furatbővítés - Fúrással, furatbővítéssel
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Katalógus FÚRÓSZERSZÁMOK
 Katalógus FÚRÓSZERSZÁMOK KATALÓGUS TARTALOM Oldal CSIGAFÚRÓK CSIGAFÚRÓK - EXTRA RÖVID TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 3xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 5xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 8xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK
Katalógus FÚRÓSZERSZÁMOK KATALÓGUS TARTALOM Oldal CSIGAFÚRÓK CSIGAFÚRÓK - EXTRA RÖVID TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 3xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 5xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 8xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás. 2013/14 2. félév Dr. Kulcsár Gyula
 A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
MUNKAANYAG. Magyarkúti József. Fúrás, dörzsárazás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I.
 Magyarkúti József Fúrás, dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja:
Magyarkúti József Fúrás, dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja:
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
MENETVÁGÓ SZERSZÁMOK. profiline
 MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
2. FURATMEGMUNKÁLÓ SZERSZÁMOK TERVEZÉSE. Jellegzetes furatmegmunkáló szerszámok:
 2. FURATMEGMUNKÁLÓ SZERSZÁMOK TERVEZÉSE Jellegzetes furatmegmunkáló szerszámok: Itt nem tárgyaljuk a fúrórúddal, a húzótüskével végzett furatmegmunkálás és furatmarás szerszámait. központfúrók, csigafúrók,
2. FURATMEGMUNKÁLÓ SZERSZÁMOK TERVEZÉSE Jellegzetes furatmegmunkáló szerszámok: Itt nem tárgyaljuk a fúrórúddal, a húzótüskével végzett furatmegmunkálás és furatmarás szerszámait. központfúrók, csigafúrók,
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
LÉPCSŐS FÚRÓ. profiline
 LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Dudás Illés GÉPGYÁRTÁS-TECHNOLÓGIA III. A.Megmunkáló eljárások és szerszámaik B.Fogazott alkatrészek gyártása és szerszámaik
 Dudás Illés GÉPGYÁRTÁS-TECHNOLÓGIA III. A.Megmunkáló eljárások és szerszámaik B.Fogazott alkatrészek gyártása és szerszámaik Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés 1. BELSŐ HENGERES
Dudás Illés GÉPGYÁRTÁS-TECHNOLÓGIA III. A.Megmunkáló eljárások és szerszámaik B.Fogazott alkatrészek gyártása és szerszámaik Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés 1. BELSŐ HENGERES
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Lépcsős fúró 1.04. Ezzel a robusztus szerszámmal a lemezek egy műveletben központosíthatóak, megfúrhatóak, kifúrhatóak és sorjázhatóak.
 » LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
» LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
univerzális fúrók, vágóolajak
 a sandvik csoport tagja Univerzális csigafúró 8% Co tartalommal univerzális fúrók, vágóolajak A002 Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész
a sandvik csoport tagja Univerzális csigafúró 8% Co tartalommal univerzális fúrók, vágóolajak A002 Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS ALAPJAI
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
Magyarkúti József. Fúrás, dörzsárazás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Magyarkúti József Fúrás, dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja:
Magyarkúti József Fúrás, dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja:
Új termékek forgácsoló szakemberek számára
 Új termékek forgácsoló szakemberek számára HSS kúpos süllyesztő, 90, DIN 335-C, rendkívül egyenlőtlen fogosztással HSS süllyesztő rendkívül egyenlőtlen fogosztással és Ti 50 bevonattal oldal: 35 Készletben
Új termékek forgácsoló szakemberek számára HSS kúpos süllyesztő, 90, DIN 335-C, rendkívül egyenlőtlen fogosztással HSS süllyesztő rendkívül egyenlőtlen fogosztással és Ti 50 bevonattal oldal: 35 Készletben
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
bevezetőkúp a szerszámnak a furatba való ütközésmentes behatolását biztosítja, s ezzel óvja a dörzsárat a rongálódástól.
 Dörzsár Csigafúróval nem lehet pontos és sima felületű furatokat készíteni. Ha a furatnak pontosnak és a felületnek simának kell lennie, akkor a furatot dörzsölési ráhagyással kell elkészíteni, és utána
Dörzsár Csigafúróval nem lehet pontos és sima felületű furatokat készíteni. Ha a furatnak pontosnak és a felületnek simának kell lennie, akkor a furatot dörzsölési ráhagyással kell elkészíteni, és utána
Árucikkek és alkalmazások áttekintése:
 LÉPSŐS FÚRÓ Árucikkek és alkalmazások áttekintése: 10,0 6,0 1,0 6,0 7,0 101 08 P 101 084 P 9 95 4,0 1,0 6,0 40,0 101 0505 101 097 96 99 E o 5 4,0 1,0 6,5 3,5 101 0509 E 101 534 E 96 99 4,0 1,0 6,0 40,0
LÉPSŐS FÚRÓ Árucikkek és alkalmazások áttekintése: 10,0 6,0 1,0 6,0 7,0 101 08 P 101 084 P 9 95 4,0 1,0 6,0 40,0 101 0505 101 097 96 99 E o 5 4,0 1,0 6,5 3,5 101 0509 E 101 534 E 96 99 4,0 1,0 6,0 40,0
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
CNC MARÁSI FELADATOK. Furatok készítése. Furatkészítés
 CNC MARÁSI FELADATOK PONTVEZÉRLÉS (FÚRÁSI FELADATOK VÉGREHAJTÁSA) Furatok készítése Fúrás Hagyományos és leggyorsabb módszer Forgácstörés kihívást jelenthet néhány anyag esetén Hiányzik a rugalmasság (változó
CNC MARÁSI FELADATOK PONTVEZÉRLÉS (FÚRÁSI FELADATOK VÉGREHAJTÁSA) Furatok készítése Fúrás Hagyományos és leggyorsabb módszer Forgácstörés kihívást jelenthet néhány anyag esetén Hiányzik a rugalmasság (változó
PERFOR Szerszámkereskedelmi Kft. Szerszám ajánló
 PERFOR Szerszámkereskedelmi Kft. Szerszám ajánló lakatos, karbantartó és forgácsoló munkához FÉMFÚRÓ - LEMEZFÚRÓ - MAGFÚRÓ - SÜLLYESZTŐ - SORJÁZÓ - DÖRZSÁR - MENETFÚRÓ - MENETMETSZŐ - ROTORMARÓ - BETONFÚRÓ
PERFOR Szerszámkereskedelmi Kft. Szerszám ajánló lakatos, karbantartó és forgácsoló munkához FÉMFÚRÓ - LEMEZFÚRÓ - MAGFÚRÓ - SÜLLYESZTŐ - SORJÁZÓ - DÖRZSÁR - MENETFÚRÓ - MENETMETSZŐ - ROTORMARÓ - BETONFÚRÓ
2011/12 I. félév. (www.uni miskolc.hu/~ggytmazs)
") Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
PERFOR Szerszámkereskedelmi Kft.
 PERFOR Szerszámkereskedelmi Kft. Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 212 Mőszaki információ Forgácsolási adatok Perfor Kft 212 Tartalomjegyzék Elsı
PERFOR Szerszámkereskedelmi Kft. Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 212 Mőszaki információ Forgácsolási adatok Perfor Kft 212 Tartalomjegyzék Elsı
Fafúrók 3.0. Gerendafúró, CV acél Alkalmazási területek: puha-, kemény, enyvezett, masszív, homlokfákhoz és gerendákhoz.
 » FAFÚRÓK Fafúrók Gépi fa csigafúró CV acél Alkalmazási területek: puha- és kemény fához, rétegelt lemezhez, farostlemezhez, bútorlaphoz, kemény farostlemezhez, furnérhoz. Gerendafúró, CV acél Alkalmazási
» FAFÚRÓK Fafúrók Gépi fa csigafúró CV acél Alkalmazási területek: puha- és kemény fához, rétegelt lemezhez, farostlemezhez, bútorlaphoz, kemény farostlemezhez, furnérhoz. Gerendafúró, CV acél Alkalmazási
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT
 2015. NOVEMBER 1. 2016. ÁPRILIS 30. A minőség értéket teremt! Kevés a választék? www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
2015. NOVEMBER 1. 2016. ÁPRILIS 30. A minőség értéket teremt! Kevés a választék? www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
PERFOR SZERSZÁM AKCIÓ 2015. október-december
 PERFOR SZERSZÁM AKCIÓ 2015. október-december Minőség - kedvezőbb áron! Csigafúró Menetfúró Dörzsár Kúpsüllyesztő Ujjmaró Rotormaró Reszelő Fafúró Famaró Szerszámkészlet Fúróélező gép Az árak az ÁFÁ-t nem
PERFOR SZERSZÁM AKCIÓ 2015. október-december Minőség - kedvezőbb áron! Csigafúró Menetfúró Dörzsár Kúpsüllyesztő Ujjmaró Rotormaró Reszelő Fafúró Famaró Szerszámkészlet Fúróélező gép Az árak az ÁFÁ-t nem
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
Mechanikai megmunkálás
 Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
KÚP- ÉS SORJÁZÓ SÜLLYESZTŐ. profiline
 KÚP- ÉS SORJÁZÓ SÜYESZTŐ profiline Termék leírása - Az új RUKO nagyteljesítményű kúp- és sorjázó süllyesztőknél a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös
KÚP- ÉS SORJÁZÓ SÜYESZTŐ profiline Termék leírása - Az új RUKO nagyteljesítményű kúp- és sorjázó süllyesztőknél a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös
MUNKAANYAG. Szalayné Kovács Eszter. Fúrás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Szalayné Kovács Eszter Fúrás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-022-42
Szalayné Kovács Eszter Fúrás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-022-42
Hatékonyság a gyorsacél tartományában
 New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
Tájékoztató. a Gépgyártástechnológia alapjai című tárgy oktatásához
 Tájékoztató a Gépgyártástechnológia alapjai című tárgy oktatásához Neptun kód: GEGTT500-B Szak: Műszaki menedzser BSc, Mechatronikai mérnök BSc, Logisztikai mérnök Formatervező BSc. Járműmérnök BSc Évfolyam:
Tájékoztató a Gépgyártástechnológia alapjai című tárgy oktatásához Neptun kód: GEGTT500-B Szak: Műszaki menedzser BSc, Mechatronikai mérnök BSc, Logisztikai mérnök Formatervező BSc. Járműmérnök BSc Évfolyam:
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
1 HSS fúrók 1. 2 Tömör keményfém fúrók Fúrás. 3 Váltólapkás fúrók. 4 Dörzsárak és süllyesztő szerszámok. 5 Menetfúrók és menetmetszők
 1 fúrók 1 2 Tömör keményfém fúrók úrás 3 Váltólapkás fúrók 4 Dörzsárak és süllyesztő szerszámok 5 Menetfúrók és menetmetszők Menet 6 Cirkulár- és menetmarók 7 Menetvágó szerszámok 8 Váltólapkás esztergaszerszámok
1 fúrók 1 2 Tömör keményfém fúrók úrás 3 Váltólapkás fúrók 4 Dörzsárak és süllyesztő szerszámok 5 Menetfúrók és menetmetszők Menet 6 Cirkulár- és menetmarók 7 Menetvágó szerszámok 8 Váltólapkás esztergaszerszámok
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
ÉRVÉNYES: ÁRFORGÁCSOLÓ FÚRÓSZERSZÁMOK SÜLLYESZTŐSZERSZÁMOK MENETSZERSZÁMOK MARÓK
 ÉRVÉNYES: 2019.02.11-2019.06.30. 2019 ÁRFORGÁCSOLÓ FÚRÓSZERSZÁMOK SÜLLYESZTŐSZERSZÁMOK MENETSZERSZÁMOK MARÓK A VÁLASZTÁS SZABADSÁGA 70.000 PRÉMIUM MINŐSÉGŰ SZERSZÁM EGY HELYEN A BESZERZÉS ÚJ VILÁGA: www.hahn-kolb.hu
ÉRVÉNYES: 2019.02.11-2019.06.30. 2019 ÁRFORGÁCSOLÓ FÚRÓSZERSZÁMOK SÜLLYESZTŐSZERSZÁMOK MENETSZERSZÁMOK MARÓK A VÁLASZTÁS SZABADSÁGA 70.000 PRÉMIUM MINŐSÉGŰ SZERSZÁM EGY HELYEN A BESZERZÉS ÚJ VILÁGA: www.hahn-kolb.hu
Metál-Légtechnika Kft. 8800 Nagykanizsa, Táborhely u. 3. 93/536-471, info@metalleg.hu
 Metál-Légtechnika Kft. 8800 Nagykanizsa, Táborhely u. 3. 93/536-471, info@metalleg.hu a sandvik csoport tagja Cserélhető fejes tömör keményfém fúrók Egy fúrótesthez különböző méretű fúrólapka illeszthető
Metál-Légtechnika Kft. 8800 Nagykanizsa, Táborhely u. 3. 93/536-471, info@metalleg.hu a sandvik csoport tagja Cserélhető fejes tömör keményfém fúrók Egy fúrótesthez különböző méretű fúrólapka illeszthető
016 menetvágó. 021 hengeres. 055 kõzetfúrók. 072 FŰrésztárcsák
 csoport 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal...........................32 Oldal...........................33 Oldal...........................33
csoport 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal...........................32 Oldal...........................33 Oldal...........................33
Forgácsolás, csiszolás és
 Érvényes: 2011. október 1-2012. március 31. Mi partnerek vagyunk! Közös a jövőnk... 2011/2012 Forgácsolás, csiszolás és méréstechnikaajánlat g é s ő n A mi ke t é r t ét e r e m t... Az Ön Partnere: Csigafúrók
Érvényes: 2011. október 1-2012. március 31. Mi partnerek vagyunk! Közös a jövőnk... 2011/2012 Forgácsolás, csiszolás és méréstechnikaajánlat g é s ő n A mi ke t é r t ét e r e m t... Az Ön Partnere: Csigafúrók
forgácsolás, The best tool for you promóciós kiadvány INNOVATÍV
 forgácsolás, CSISZOLÁS, The best tool for you MÉRŐESZKÖZÖK promóciós kiadvány 2017.05.01-2017.10.31 INNOVATÍV FORMAT Gépi menetfúró, M5 egyenes hornyú 2.325 Ft áfa nélkül 2.953 Ft áfával RUKO Csavaros
forgácsolás, CSISZOLÁS, The best tool for you MÉRŐESZKÖZÖK promóciós kiadvány 2017.05.01-2017.10.31 INNOVATÍV FORMAT Gépi menetfúró, M5 egyenes hornyú 2.325 Ft áfa nélkül 2.953 Ft áfával RUKO Csavaros
Szakipari kéziszerszámok
 Éles elhatárolásuk sokszor nem lehetséges, mivel gyakran előfordul, hogy azonos szerszámokat különböző iparágak egyaránt felhasználnak. Így aztán csoportosításuk nem egyféle elv szerint történik. A rendszerezésben
Éles elhatárolásuk sokszor nem lehetséges, mivel gyakran előfordul, hogy azonos szerszámokat különböző iparágak egyaránt felhasználnak. Így aztán csoportosításuk nem egyféle elv szerint történik. A rendszerezésben
szerszámkészletek 2011. év végéig kedvezményes áron
 46 részes 35 részes készlet. 7 fémfúró TiN 2-2,5-3-4-5-6-8 mm 5 betonfúró 4-5-6-7-8 mm 5 fafúró 3-4-5-6-8 mm 12 csavarozó bit, 4 dugókulcs 1 hexa szerszámtartó, 1 teleszkopos mágnes Minden fúrón lézeres
46 részes 35 részes készlet. 7 fémfúró TiN 2-2,5-3-4-5-6-8 mm 5 betonfúró 4-5-6-7-8 mm 5 fafúró 3-4-5-6-8 mm 12 csavarozó bit, 4 dugókulcs 1 hexa szerszámtartó, 1 teleszkopos mágnes Minden fúrón lézeres
Forgácsolás és szerszámai
 Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Gépgyártástechnológia alapjai 2012/13 I. félév
 Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA
 FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA Mi partnerek vagyunk! Közös a jövõnk... Az Ön Partnere: Érvényes: 2010. október 1-2011. március 31. 2010/2011 ajánlat Cserélhetô fejes tömör keményfém fúrók A DORMER
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA Mi partnerek vagyunk! Közös a jövõnk... Az Ön Partnere: Érvényes: 2010. október 1-2011. március 31. 2010/2011 ajánlat Cserélhetô fejes tömör keményfém fúrók A DORMER
Gépműhelygyakorlat I.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépműhelygyakorlat I. 3. Forgácsolástechnológiai alapfogalmak
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépműhelygyakorlat I. 3. Forgácsolástechnológiai alapfogalmak
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
GÉPÉSZET ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ
 Gépészet ismeretek középszint 1721 ÉRETTSÉGI VIZSGA 2018. május 16. GÉPÉSZET ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
Gépészet ismeretek középszint 1721 ÉRETTSÉGI VIZSGA 2018. május 16. GÉPÉSZET ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Fúrás felsőfokon A továbbfejlesztett Dragonskin bevonat új szintre emeli az WTX Speed és WTX Feed fúrók teljesítményét
 New 2018. szeptember Új termékek forgácsoló szakemberek számára WTX Speed WTX Feed Fúrás felsőfokon A továbbfejlesztett Dragonskin bevonat új szintre emeli az WTX Speed és WTX Feed fúrók teljesítményét
New 2018. szeptember Új termékek forgácsoló szakemberek számára WTX Speed WTX Feed Fúrás felsőfokon A továbbfejlesztett Dragonskin bevonat új szintre emeli az WTX Speed és WTX Feed fúrók teljesítményét
y COUNTERSINKERS À ZÁHLUBNÍKY
 KEGEL TAPER FRAISES VERZINKBOREN SPIDSFORSÆNKERE AVELLANADORES SVASATORI ESAREADORES KUŽELOVÉ POGŁĘBIAZE ЗЕНКЕРА BURGHIU KONİK GREZILA IZDUBLJIVAČI KÚP GILINTUVAI ÉS AND UND SORJÁZÓ ONIQUES ONI ÇAPAK A
KEGEL TAPER FRAISES VERZINKBOREN SPIDSFORSÆNKERE AVELLANADORES SVASATORI ESAREADORES KUŽELOVÉ POGŁĘBIAZE ЗЕНКЕРА BURGHIU KONİK GREZILA IZDUBLJIVAČI KÚP GILINTUVAI ÉS AND UND SORJÁZÓ ONIQUES ONI ÇAPAK A
Walter felfúró és finom-kiesztergáló szerszámok: Rendszerben a sikerért.
 _ SZAKÉRTELEM A FORGÁCSOLÁSBAN Walter felfúró és finom-kiesztergáló szerszámok: Rendszerben a sikerért. Szerszámmegoldások Felfúrás és finom-kiesztergálás Walter Boring Walter Capto -val. Megszakított
_ SZAKÉRTELEM A FORGÁCSOLÁSBAN Walter felfúró és finom-kiesztergáló szerszámok: Rendszerben a sikerért. Szerszámmegoldások Felfúrás és finom-kiesztergálás Walter Boring Walter Capto -val. Megszakított
www.menet-szerszam.hu MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.)
") Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
ISO 010 016 017 019 020 021 025 030 031 032 033 040 050 055 057 061 065 072 075 085 085 090 100 106 109 120 121 MENET-
 CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
Pontos és stabil befogó - nagyfokú rugalmasság a sokféle változatnak köszönhetően. TOTAL TOOLING = MINŐSÉG x SZOLGÁLTATÁS 2
 New 2013. szeptember Új termékek forgácsoló szakemberek számára Poligonszárú befogók Pontos és stabil befogó - nagyfokú rugalmasság a sokféle változatnak köszönhetően TOTL TOOLING = MINŐSÉG x SZOLGÁLTTÁS
New 2013. szeptember Új termékek forgácsoló szakemberek számára Poligonszárú befogók Pontos és stabil befogó - nagyfokú rugalmasság a sokféle változatnak köszönhetően TOTL TOOLING = MINŐSÉG x SZOLGÁLTTÁS
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Ön megtervezi, mi szállítjuk!
 New 2016. szeptember Új termékek forgácsoló szakemberek számára Ön megtervezi, mi szállítjuk! A WNT új, egyedileg tervezhető, tömör keményfém lépcsős fúrói szinte minden méretben a legnagyobb rugalmasságot
New 2016. szeptember Új termékek forgácsoló szakemberek számára Ön megtervezi, mi szállítjuk! A WNT új, egyedileg tervezhető, tömör keményfém lépcsős fúrói szinte minden méretben a legnagyobb rugalmasságot
Fejlődés a trochoidális marás területén
 New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
Mit nevezünk korrózióálló acélnak? Más néven: Koracél Rozsdamentes acél Saválló acél Inox Cromargan Nirosta VA-acél
 Korrózióálló acélok forgácsolása Bánkuti József 2010 1 Oldal Mit nevezünk korrózióálló acélnak?...03 Miért nehéz a koracél forgácsolása?...11 Mire figyeljünk a koracél forgácsolásánál?...13 Fúrás...15
Korrózióálló acélok forgácsolása Bánkuti József 2010 1 Oldal Mit nevezünk korrózióálló acélnak?...03 Miért nehéz a koracél forgácsolása?...11 Mire figyeljünk a koracél forgácsolásánál?...13 Fúrás...15
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A nagysebességű marás technológiai alapjai és szerszámai
 A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL
 13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
FURATOK ALAKHIBÁJÁNAK VIZSGÁLATA A SZERSZÁMGEOMETRIA ÉS A TECHNOLÓGIAI PARAMÉTEREK FÜGGVÉNYÉBEN
 Gradus Vol 3, No 1 (2016) 45-49 ISSN 2064-8014 FURATOK ALAKHIBÁJÁNAK VIZSGÁLATA A SZERSZÁMGEOMETRIA ÉS A TECHNOLÓGIAI PARAMÉTEREK FÜGGVÉNYÉBEN EXAMINATION OF THE FORMAL DEFECTS OF DRILL HOLES IN CONNECTION
Gradus Vol 3, No 1 (2016) 45-49 ISSN 2064-8014 FURATOK ALAKHIBÁJÁNAK VIZSGÁLATA A SZERSZÁMGEOMETRIA ÉS A TECHNOLÓGIAI PARAMÉTEREK FÜGGVÉNYÉBEN EXAMINATION OF THE FORMAL DEFECTS OF DRILL HOLES IN CONNECTION
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
Korszerű keményfémfúrók forgácsolóképességének minősítése (Sirius 200 TiN)
") ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET GÉPGYÁRTÁSTECHNOLÓGIAI SZAKCSOPORT Korszerű keményfémfúrók forgácsolóképességének minősítése
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET GÉPGYÁRTÁSTECHNOLÓGIAI SZAKCSOPORT Korszerű keményfémfúrók forgácsolóképességének minősítése