Gyártástechnológiai III. 7. előadás Fúrás, furatbővítés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
|
|
|
- Anna Lakatos
- 6 évvel ezelőtt
- Látták:
Átírás
1 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 7. előadás Fúrás, furatbővítés Előadó: Dr. Szigeti Ferenc főiskolai tanár
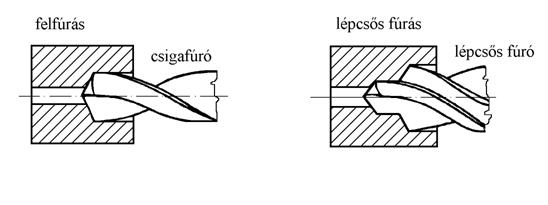
2 Fúrás, furatbővítés - Fúrással, furatbővítéssel belső hengeres vagy alakos (kúpos, menetes) felületet állítunk elő; - Forgácsoló főmozgást, előtoló mozgást végezheti a szerszám és a mdb. is (forgácsoló főmozgás forgó mozgás); - Szerszámgépei: megmunkáló központ, eszterga, fúró, fúró-marómű - Furatok csoportosítása technológiai szempontból: - rövid l/d 0,5 - normál 0,5 l/d 3 - hosszú 3 l/d 10 - mély l/d 10 Furatmegmunkálás: 1.lépés: fúrás (telibefúrás) tömör anyagba (Ø30-ig) 2.lépés: furatbővítés
3 Fúrás szerszámai 1. Csigafúró: - legfontosabb, leggyakrabban alkalmazott szerszám; Ød=0,2 100mm - Telibefúrás: Ø25-30 mm-ig, - k=1:1000 külső átmérő; h8 tűrésű ( ne szoruljon a furatba), - anyaga általában HSS,HM, de van HM lapkás kivitel is ( vasbeton ütve fúrásához), - kis merevségű, törésre hajlamos szerszám, - pontossága: IT12; felületi érdesség: R a =25 100µm; fúrópersellyel: IT10-11 elérhető.
4

5 2. Laposfúró: - ősi változat: kovácsfúró, szívfúró, - korszerű, merev szerszám NC esztergára, rövid furatokhoz - egy lépésben IT8 pontosságú HSS vagy HM lapka - Ød=25 128mm
, - szerszám anyaga: HSS.")
6 3. Központfúró: - csúcsfuratok és kezdőfuratok készítése csigafúróhoz, - általában 60 a kúpszöge, - védőkúp: 120, központosító kúp védelme ütődésektől (R-alak is), - szerszám anyaga: HSS. Védősüllyesztés nélküli Védősüllyesztéses R-alakú

7 4. Lapkásfúró: - váltólapka technika kialakulásával fejlődött ki, - megoldott a forgó szerszámba a hűtő-kenő folyadék bevezetése, - HM-lapka: v c = m/p; f=0,1 0,2 mm/f; nagy teljesítményű, termelékeny.

8 5. Magfúró (koronafúró): - nagy átmérőjű, rövid furathoz - alkalmazása: ha a furat anyagát nem akarjuk elforgácsolni - korszerű formája HM váltólapkás

9 6. Mélyfúró: - alkalmazása: hidraulikus elemek, munkahengerek, tolattyúházak, fegyvercsövek - követelmények: forgács folyamatos eltávolítása nagynyomású olajjal; iránytartás pontossága konstrukciós kialakítással
10 Csigafúró élgeometriája
11 Csigafúró jellemzői - kétélű, határozott élgeometriájú szerszám - két főélt a keresztél köti össze, homlokszöge (-60 kedvezőtlen forgácsolási körülmények - γ o ; α o változik: - γ o :keresztélnél negatív, főél kezd.nél 0 ; d γ o ; Ød-nél γ o o 30 ( ) ω - α o :lélek Ø-nél maximum d; α; lélek Ø: α = 25 27, kerületen: α = hátfelülete: hátraköszörült, kúp vagy csavarfelület alakú - 2 k r = (mdb. anyagminőségétől függő); általában 118 acélra; öntött vas: ; Al,Cu: ; műanyag: 60 90
12 A hátszög és a homlokszög változása az átmérő mentén
13 Csigafúrók élszög irány-értékei A munkadarab anyaga 2k r α f γ f (ω) Lágyacél R m <700N/mm 2 Szívósacél R m >700N/mm 2 Alumínium Vörösréz Sárgaréz Bronz Öntöttvas Műanyag

14 Csigafúró forgácsolási viszonyai a, fúrás b, furatbővítés
15 Csigafúró forgácsolási viszonyai fúrás: a p d 2 mm bővítés: a p d - d 2 e mm egy élre jutó forgács vastagság és szélesség: f f sinκ sinκ r h 2 d π n m ; 1000 p r p 1 ; b mm sinκ r v c n c 1000 v d π 1 perc a legnagyobb átmérővel számoljuk
16 Nyomaték és teljesítmény szükséglet A fúró éleire ható megoszló erőrendszert koncentrált erővel helyettesítjük: Egy élre ható forgácsoló erő: d f Fc kc Ac kc f1 a p kc 4 z k k h K K K K c c1.1 v k γ s K N elj K k 1,3...1,5éltartam végi állapot K K s 1,2 HSS;K γ 20 s 1HM;K középérték; κ s 0,9 SK o o γ r 59 K elj 1,15 fúrás K elj 1,1 furatbővítés
17 Ff F c F f : a keresztél kedvezőtlen forgácsolási viszonyai miatt (jelentős), nagyon igénybe veszi a hajlékony szerszámot. - mérséklése: - előfúrással - keresztél hosszának csökkentésével F c A fúráshoz szükséges nyomaték: M c F c d 2 k c df 4 d 2 k c 2 d f 8 Nmm 2 d f Mc kc Nm
18 Forgácsolási teljesítmény: Mc ω Pc Pc kw ; P 3 cö 6010 η kw ; η 0,7 Furatbővítéshez szükséges nyomaték: 2 d M M 1- Nm f c ; D Vágósebesség: m 1000 v 1 valk v0 k f k L n p d π p m m M c : a telibefúrás nyomatékigénye v 0 = f (anyag,d) k f = f (d,f) k L = f (L) Gépi főidő: Y L Y f n 1 2 t g perc
19 Csigafúró kopása Megengedett kopásértékek: sarokkopás hátkopás sarokkopás 0,5-1,2 mm (HSS fúró) 1,0-1,2 mm (HSS fúró) 0,9-1,2 mm (HM fúró)
20 Furatbővítés eljárásai és szerszámai - furatbővítés, vállas furatok - furatok homlokfelület megmunkálása - hengeres és kúpos mélyedések - csigafúrók - süllyesztők - dörzsárak - fúrórudak - menetfúrók
21
22
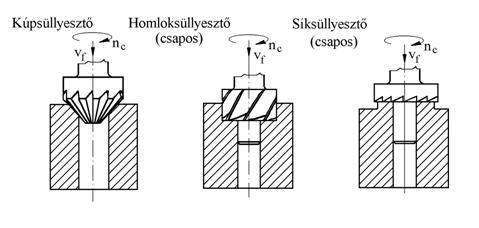
23 Süllyesztők Típusai: - csigasüllyesztő - homloksüllyesztő - kúpsüllyesztő Csigasüllyesztő: Kivitel: Ø8-50 mm-ig: monolit Ø mm-ig: feltűzhető. Fúrónál merevebb, három vagy többélű, keresztél nincs, pontosabb: IT10, 11; R a 1,6 6,3; a p = 1!
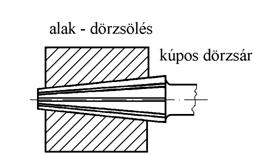
24 Dörzsárak; dörzsárazás - edzetlen furatok befejező megmunkálását végző szerszám. Cél: pontos méret, sima felület biztosítása. - méret- és alakhűséget, felületi simaságot javító eljárás: IT7(6); R a = 0,6 2,5µm - a p : néhány tized mm rétegvastagságot választanak le; a p = 0,05 0,3 mm - gondos kezelést igénylő drága szerszám; - kézi vagy gépi: dolgozó részük rövidebb, nagyobb átmérőhöz feltűzhető kivitelben.
25 Dörzsár élgeometriája 1: bevezetőkúp (45 ) bevezeti a szerszámot 2: forgácsolókúp forgácsol, nincs élszalag, forgácsolást a forgácsolókúpon elhelyezkedő főélek végzik; k r =30-40 kézi dörzsáraknál; gépi, rövidkúpos dörzsárak: gépi, hosszú kúpos dörzsárak k r =15 45 ( szívós anyagokhoz); k r = 4 5 ( rideg anyagokhoz); 3: hengeres vezetőrész kalibrál, hántol, c = 0,1 0,2 mm széles élszalag 4: hátsó kúp megakadályozza a beszorulást
26 Dörzsár élgeometriája A k r kicsi jelentős sugárirányú erők ezek terelő hatása erős szerszám irányítása a géptől teljesen független dörzsár önvezető szerszám a furat helyzetpontossága nem javul ha ez a cél k r =90 elhelyezésű homlokdörzsárat kell alkalmazni.
27 A dörzsárak forgácsolási viszonyai normáldörzsár homlokdörzsár kúposdörzsár
28 Dörzsár tűrésezése - a dörzsár tűrésezését az általuk előállítható furat méretével és tűrésével adjuk meg. Pl. Ø20H7 - páros fogszámmal, egyenlőtlen fogosztással készülnek, fogosztásuk számtani haladvány szerint változó
29 Dörzsárak osztályozása 1.Megmunkálható furat alakja szerint: hengeres, kúpos, különleges 2.Működtetés szerint: - kézi: hosszú dolgozórész, kis kúpszögű forgácsolókúp, vezetőrésze nincs, furat pontosabb, simább, vége: - gépi: rövid dolgozórész, hosszú vezetőrész, vége: kúpos vagy hengeres 3.Állíthatóság szerint: -merev, kis állíthatóságú (expanziós; 0,15 0,5) -nagy állíthatóságú, betétkéses: 1 12 mm 4.Szerkezeti kivitel szerint: monolit (tömör); feltűzhető 5.Fogirány szerint: egyeneshornyú; csavarthornyú 6.Megmunkálandó furat végződése szerint: átmenőfurat; fenékfurat homlokdörzsár - Kúpos dörzsár: hengeres kúpos furat: 3 db-os készlet: előnagyoló, nagyoló, simító.
30 Dörzsárak típusai a, állítható kézi; b, állítható betétkéses gépi; c, csavart hornyú kézi; d, hengeresszárú gépi; e, feltűzhető gépi; f, kúpos simító; g, kúpos előnagyoló
31 Gépi dörzsárak a, ferdeélű; b, feltűzhető; c, keményfémélű
32 Kúpos dörzsárak fokozatai a) nagyoló, b) elősimító, c) simító
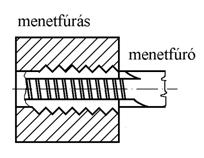
33 Menetfúrók - Kisméretű menetes furatok készítésére; - Olyan csavar, mely megfelelő forgácsoló élekkel van ellátva, melyek a hossztengely mentén végigfutó hornyok eredményeképpen jönnek létre. Fő részei: a, kúpos forgácsoló rész (bekezdő kúp): - szerszám bevezetése a furatba, - forgács leválasztás, teljes menetprofil fokozatos elérése. b, szabályozó rész: teljes profilú, a szerszám vezetését is elvégzi - hosszanti horony (Ød-től függően: 3 6 db) szerepe: forgácsolóélek kialakítása és forgács befogadása. Horony lehet: egyenes, ferde, csavar alakú. - homlokszög: mdb. anyagától függ: acél: γ= 5 10 ; réz, öntöttvas: γ = 0 5 ; - hátszög: hátraköszörüléssel alakítják ki. Al-ötvözet: γ= 20 30
34 A menetfúró felépítése és főbb részei
35 Menetfúrók lehetnek(szerkezeti kialakítást tekintve): a, kézi: -2-3 darabos készlet (finommenet 2, normálmenet3 ), (mert egy lépésben kézzel a nagy nyomaték szükséglet nem biztosítható) - forgácsolási teljesítmény szükséglet: - előforgácsolás: 50% - után vágó: 30% - készre vágó: 20%
36 b, gépi: - 1 darabos, szerszámgép a szükséges nyomatékot biztosítja. A gépi menetfúró felépítése és vágókúpjának alakja: a, átmenő furathoz; b, átmenő furathoz; c, zsákfurathoz - végig teljes profilú menetet még zsákfuratokhoz való menetfúróval sem lehet fúrni.
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Járműszerkezeti anyagok és megmunkálások II / I. félév. Fúrás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS. Dr. Pintér József 2016.
 FÚRÁS. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
2. FURATMEGMUNKÁLÓ SZERSZÁMOK TERVEZÉSE. Jellegzetes furatmegmunkáló szerszámok:
 2. FURATMEGMUNKÁLÓ SZERSZÁMOK TERVEZÉSE Jellegzetes furatmegmunkáló szerszámok: Itt nem tárgyaljuk a fúrórúddal, a húzótüskével végzett furatmegmunkálás és furatmarás szerszámait. központfúrók, csigafúrók,
2. FURATMEGMUNKÁLÓ SZERSZÁMOK TERVEZÉSE Jellegzetes furatmegmunkáló szerszámok: Itt nem tárgyaljuk a fúrórúddal, a húzótüskével végzett furatmegmunkálás és furatmarás szerszámait. központfúrók, csigafúrók,
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
bevezetőkúp a szerszámnak a furatba való ütközésmentes behatolását biztosítja, s ezzel óvja a dörzsárat a rongálódástól.
 Dörzsár Csigafúróval nem lehet pontos és sima felületű furatokat készíteni. Ha a furatnak pontosnak és a felületnek simának kell lennie, akkor a furatot dörzsölési ráhagyással kell elkészíteni, és utána
Dörzsár Csigafúróval nem lehet pontos és sima felületű furatokat készíteni. Ha a furatnak pontosnak és a felületnek simának kell lennie, akkor a furatot dörzsölési ráhagyással kell elkészíteni, és utána
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
szerszámkészletek 2011. év végéig kedvezményes áron
 46 részes 35 részes készlet. 7 fémfúró TiN 2-2,5-3-4-5-6-8 mm 5 betonfúró 4-5-6-7-8 mm 5 fafúró 3-4-5-6-8 mm 12 csavarozó bit, 4 dugókulcs 1 hexa szerszámtartó, 1 teleszkopos mágnes Minden fúrón lézeres
46 részes 35 részes készlet. 7 fémfúró TiN 2-2,5-3-4-5-6-8 mm 5 betonfúró 4-5-6-7-8 mm 5 fafúró 3-4-5-6-8 mm 12 csavarozó bit, 4 dugókulcs 1 hexa szerszámtartó, 1 teleszkopos mágnes Minden fúrón lézeres
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Új termékek forgácsoló szakemberek számára
 Új termékek forgácsoló szakemberek számára HSS kúpos süllyesztő, 90, DIN 335-C, rendkívül egyenlőtlen fogosztással HSS süllyesztő rendkívül egyenlőtlen fogosztással és Ti 50 bevonattal oldal: 35 Készletben
Új termékek forgácsoló szakemberek számára HSS kúpos süllyesztő, 90, DIN 335-C, rendkívül egyenlőtlen fogosztással HSS süllyesztő rendkívül egyenlőtlen fogosztással és Ti 50 bevonattal oldal: 35 Készletben
PERFOR Szerszámkereskedelmi Kft.
 PERFOR Szerszámkereskedelmi Kft. Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 212 Mőszaki információ Forgácsolási adatok Perfor Kft 212 Tartalomjegyzék Elsı
PERFOR Szerszámkereskedelmi Kft. Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 212 Mőszaki információ Forgácsolási adatok Perfor Kft 212 Tartalomjegyzék Elsı
MENETVÁGÓ SZERSZÁMOK. profiline
 MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
MUNKAANYAG. Magyarkúti József. Fúrás, dörzsárazás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I.
 Magyarkúti József Fúrás, dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja:
Magyarkúti József Fúrás, dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja:
Katalógus FÚRÓSZERSZÁMOK
 Katalógus FÚRÓSZERSZÁMOK KATALÓGUS TARTALOM Oldal CSIGAFÚRÓK CSIGAFÚRÓK - EXTRA RÖVID TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 3xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 5xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 8xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK
Katalógus FÚRÓSZERSZÁMOK KATALÓGUS TARTALOM Oldal CSIGAFÚRÓK CSIGAFÚRÓK - EXTRA RÖVID TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 3xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 5xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 8xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
ÉRVÉNYES: ÁRFORGÁCSOLÓ FÚRÓSZERSZÁMOK SÜLLYESZTŐSZERSZÁMOK MENETSZERSZÁMOK MARÓK
 ÉRVÉNYES: 2019.02.11-2019.06.30. 2019 ÁRFORGÁCSOLÓ FÚRÓSZERSZÁMOK SÜLLYESZTŐSZERSZÁMOK MENETSZERSZÁMOK MARÓK A VÁLASZTÁS SZABADSÁGA 70.000 PRÉMIUM MINŐSÉGŰ SZERSZÁM EGY HELYEN A BESZERZÉS ÚJ VILÁGA: www.hahn-kolb.hu
ÉRVÉNYES: 2019.02.11-2019.06.30. 2019 ÁRFORGÁCSOLÓ FÚRÓSZERSZÁMOK SÜLLYESZTŐSZERSZÁMOK MENETSZERSZÁMOK MARÓK A VÁLASZTÁS SZABADSÁGA 70.000 PRÉMIUM MINŐSÉGŰ SZERSZÁM EGY HELYEN A BESZERZÉS ÚJ VILÁGA: www.hahn-kolb.hu
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
TERMÉKÚJDONSÁGOK MŰHELYFELSZERELÉSEK II / MAU 5000 Innovatív mérőóra tartó. Rendeljen Ön is azonnal a Webáruházból!
 TERMÉKÚJDONSÁGOK MŰHELYFELSZERELÉSEK II / 2017 Rendeljen Ön is azonnal a Webáruházból! www.meusburger.com MAU 5000 Innovatív mérőóra tartó MÉRŐESZKÖZÖK Ideális a fröccsöntőgépek záróerejének ellenőrzésére
TERMÉKÚJDONSÁGOK MŰHELYFELSZERELÉSEK II / 2017 Rendeljen Ön is azonnal a Webáruházból! www.meusburger.com MAU 5000 Innovatív mérőóra tartó MÉRŐESZKÖZÖK Ideális a fröccsöntőgépek záróerejének ellenőrzésére
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
Gépi menetfúró Nagyteljesítményő menetfúrók M és MF
 Gépi menetfúró Nagyteljesítményő menetfúrók M és MF (60 ) ST2 - STEEL (piros) IT2 - INOX (kék) AT2 - ALU (zöld) BT1 - BRONZ (sárga) DIN31/DIN36/DIN34-B. Tőrés: 6H. HSSE+TiN. Egyenes hornyú menetfúró forgácsterelıvel.
Gépi menetfúró Nagyteljesítményő menetfúrók M és MF (60 ) ST2 - STEEL (piros) IT2 - INOX (kék) AT2 - ALU (zöld) BT1 - BRONZ (sárga) DIN31/DIN36/DIN34-B. Tőrés: 6H. HSSE+TiN. Egyenes hornyú menetfúró forgácsterelıvel.
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
016 menetvágó. 021 hengeres. 055 kõzetfúrók. 072 FŰrésztárcsák
 csoport 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal...........................32 Oldal...........................33 Oldal...........................33
csoport 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal...........................32 Oldal...........................33 Oldal...........................33
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal
 8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
www.menet-szerszam.hu MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.)
") Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
ISO 010 016 017 019 020 021 025 030 031 032 033 040 050 055 057 061 065 072 075 085 085 090 100 106 109 120 121 MENET-
 CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA
 FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA Mi partnerek vagyunk! Közös a jövõnk... Az Ön Partnere: Érvényes: 2010. október 1-2011. március 31. 2010/2011 ajánlat Cserélhetô fejes tömör keményfém fúrók A DORMER
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA Mi partnerek vagyunk! Közös a jövõnk... Az Ön Partnere: Érvényes: 2010. október 1-2011. március 31. 2010/2011 ajánlat Cserélhetô fejes tömör keményfém fúrók A DORMER
Metál-Légtechnika Kft. 8800 Nagykanizsa, Táborhely u. 3. 93/536-471, info@metalleg.hu
 Metál-Légtechnika Kft. 8800 Nagykanizsa, Táborhely u. 3. 93/536-471, info@metalleg.hu a sandvik csoport tagja Cserélhető fejes tömör keményfém fúrók Egy fúrótesthez különböző méretű fúrólapka illeszthető
Metál-Légtechnika Kft. 8800 Nagykanizsa, Táborhely u. 3. 93/536-471, info@metalleg.hu a sandvik csoport tagja Cserélhető fejes tömör keményfém fúrók Egy fúrótesthez különböző méretű fúrólapka illeszthető
Sandvik Coromant forgácsoló szerszámok. Forgószerszámok MARÁS FÚRÁS FURATESZTERGÁLÁS SZERSZÁMRENDSZEREK
 Sandvik Coromant forgácsoló szerszámok orgószerszámok MARÁS ÚRÁS URATSZTRÁLÁS SZRSZÁMRNSZRK 2012 ÚRÁS Hogyan válasszunk fúrót Hogyan válasszunk fúrót 1 Határozza meg a furat átmérőjét és mélységét A táblázatban
Sandvik Coromant forgácsoló szerszámok orgószerszámok MARÁS ÚRÁS URATSZTRÁLÁS SZRSZÁMRNSZRK 2012 ÚRÁS Hogyan válasszunk fúrót Hogyan válasszunk fúrót 1 Határozza meg a furat átmérőjét és mélységét A táblázatban
Magyarkúti József. Fúrás, dörzsárazás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Magyarkúti József Fúrás, dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja:
Magyarkúti József Fúrás, dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja:
Gyártástechnológiai III. 6. előadás Esztergálás, gyalulás, vésés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Dudás Illés GÉPGYÁRTÁS-TECHNOLÓGIA III. A.Megmunkáló eljárások és szerszámaik B.Fogazott alkatrészek gyártása és szerszámaik
 Dudás Illés GÉPGYÁRTÁS-TECHNOLÓGIA III. A.Megmunkáló eljárások és szerszámaik B.Fogazott alkatrészek gyártása és szerszámaik Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés 1. BELSŐ HENGERES
Dudás Illés GÉPGYÁRTÁS-TECHNOLÓGIA III. A.Megmunkáló eljárások és szerszámaik B.Fogazott alkatrészek gyártása és szerszámaik Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés 1. BELSŐ HENGERES
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
Réz Bronz Co-Ni Ti Mőa. Vc P029, P Vc P391F, P392F f D 2 D 5 D10 D15
 P029 - Phoenix extra rövid P391F - Phoenix-Futura extra rövid DIN1897, HSSE5, horony: S-38, csúcs: 130, fényes, élezés: 1/3-2/3, átmérı tőrés: h8. NC gépekre: erısített lélekvastagság, széles horony, biztonságos
P029 - Phoenix extra rövid P391F - Phoenix-Futura extra rövid DIN1897, HSSE5, horony: S-38, csúcs: 130, fényes, élezés: 1/3-2/3, átmérı tőrés: h8. NC gépekre: erısített lélekvastagság, széles horony, biztonságos
költségcsökkentô megoldások Menetmegmunkálás Az akció érvényes 2014 december 31.-ig! menetfúrás PATENTED GUN POINT SPIRAL FLUTE menetesztergálás
 öltségcsöentô megoláso Menetmegmunálás Az ació érvényes 2014 ecember 31.-ig! menetfúrás SIRA FUTE GUN OINT ATENTE menetesztergálás MENETMEGMUNKÁÁS COMBO TA COMBO TA SIRA FUTE GUN OINT ATENTE COMBO TA TM
öltségcsöentô megoláso Menetmegmunálás Az ació érvényes 2014 ecember 31.-ig! menetfúrás SIRA FUTE GUN OINT ATENTE menetesztergálás MENETMEGMUNKÁÁS COMBO TA COMBO TA SIRA FUTE GUN OINT ATENTE COMBO TA TM
Szakipari kéziszerszámok
 Éles elhatárolásuk sokszor nem lehetséges, mivel gyakran előfordul, hogy azonos szerszámokat különböző iparágak egyaránt felhasználnak. Így aztán csoportosításuk nem egyféle elv szerint történik. A rendszerezésben
Éles elhatárolásuk sokszor nem lehetséges, mivel gyakran előfordul, hogy azonos szerszámokat különböző iparágak egyaránt felhasználnak. Így aztán csoportosításuk nem egyféle elv szerint történik. A rendszerezésben
1 HSS fúrók 1. 2 Tömör keményfém fúrók Fúrás. 3 Váltólapkás fúrók. 4 Dörzsárak és süllyesztő szerszámok. 5 Menetfúrók és menetmetszők
 1 fúrók 1 2 Tömör keményfém fúrók úrás 3 Váltólapkás fúrók 4 Dörzsárak és süllyesztő szerszámok 5 Menetfúrók és menetmetszők Menet 6 Cirkulár- és menetmarók 7 Menetvágó szerszámok 8 Váltólapkás esztergaszerszámok
1 fúrók 1 2 Tömör keményfém fúrók úrás 3 Váltólapkás fúrók 4 Dörzsárak és süllyesztő szerszámok 5 Menetfúrók és menetmetszők Menet 6 Cirkulár- és menetmarók 7 Menetvágó szerszámok 8 Váltólapkás esztergaszerszámok
Száras maró, keményfém
 záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
PERFOR Szerszámkereskedelmi Kft. Szerszám ajánló
 PERFOR Szerszámkereskedelmi Kft. Szerszám ajánló lakatos, karbantartó és forgácsoló munkához FÉMFÚRÓ - LEMEZFÚRÓ - MAGFÚRÓ - SÜLLYESZTŐ - SORJÁZÓ - DÖRZSÁR - MENETFÚRÓ - MENETMETSZŐ - ROTORMARÓ - BETONFÚRÓ
PERFOR Szerszámkereskedelmi Kft. Szerszám ajánló lakatos, karbantartó és forgácsoló munkához FÉMFÚRÓ - LEMEZFÚRÓ - MAGFÚRÓ - SÜLLYESZTŐ - SORJÁZÓ - DÖRZSÁR - MENETFÚRÓ - MENETMETSZŐ - ROTORMARÓ - BETONFÚRÓ
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Lépcsős fúró 1.04. Ezzel a robusztus szerszámmal a lemezek egy műveletben központosíthatóak, megfúrhatóak, kifúrhatóak és sorjázhatóak.
 » LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
» LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
K0398. Beszerelő szerszám menetes betétekhez. Leírás. Termékleírás / Termékillusztrációk. Működési mód: Beszerelő szerszámok menetes betétekhez
 K0398 Beszerelő szerszám menetes betétekhez Működési mód: Beszerelő szerszámok menetes betétekhez 1/1 K0398 Menetes betétek Alapanyag: Menetes betét, acél vagy nemesacél. Kivitel: passzivált. További információk:
K0398 Beszerelő szerszám menetes betétekhez Működési mód: Beszerelő szerszámok menetes betétekhez 1/1 K0398 Menetes betétek Alapanyag: Menetes betét, acél vagy nemesacél. Kivitel: passzivált. További információk:
LÉPCSŐS FÚRÓ. profiline
 LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
univerzális fúrók, vágóolajak
 a sandvik csoport tagja Univerzális csigafúró 8% Co tartalommal univerzális fúrók, vágóolajak A002 Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész
a sandvik csoport tagja Univerzális csigafúró 8% Co tartalommal univerzális fúrók, vágóolajak A002 Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
SZERSZÁMOK FOLYAMATOSAN A LEGJOBB ÁRON!
 SZERSZÁMOK FOLYAMATOSAN A LEGJOBB ÁRON! a b e i j f k Ø c d g l m h 2013/2 Az akció 2013 december 31.-ig érvényes! KÖLTSÉGCSÖKKENTÔ MEGOLDÁSOK CSOPORTOS VÁSÁRLÁS ZÖLD TERMÉKEK CSOPORTOS VÁSÁRLÁS Vásároljon
SZERSZÁMOK FOLYAMATOSAN A LEGJOBB ÁRON! a b e i j f k Ø c d g l m h 2013/2 Az akció 2013 december 31.-ig érvényes! KÖLTSÉGCSÖKKENTÔ MEGOLDÁSOK CSOPORTOS VÁSÁRLÁS ZÖLD TERMÉKEK CSOPORTOS VÁSÁRLÁS Vásároljon
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
Ezen katalógusban azok a tömör keményfém
 F Ó K U S Z B A N A T E J E S Í T M É N Y 2 TÖMÖR KEMÉNYFÉM SZERSZÁMOK TÖMÖR KEMÉNYFÉM SZERSZÁMOK A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak. Cégünk
F Ó K U S Z B A N A T E J E S Í T M É N Y 2 TÖMÖR KEMÉNYFÉM SZERSZÁMOK TÖMÖR KEMÉNYFÉM SZERSZÁMOK A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak. Cégünk
PERFOR SZERSZÁM AKCIÓ 2015. október-december
 PERFOR SZERSZÁM AKCIÓ 2015. október-december Minőség - kedvezőbb áron! Csigafúró Menetfúró Dörzsár Kúpsüllyesztő Ujjmaró Rotormaró Reszelő Fafúró Famaró Szerszámkészlet Fúróélező gép Az árak az ÁFÁ-t nem
PERFOR SZERSZÁM AKCIÓ 2015. október-december Minőség - kedvezőbb áron! Csigafúró Menetfúró Dörzsár Kúpsüllyesztő Ujjmaró Rotormaró Reszelő Fafúró Famaró Szerszámkészlet Fúróélező gép Az árak az ÁFÁ-t nem
Forgácsolás, csiszolás és
 Érvényes: 2011. október 1-2012. március 31. Mi partnerek vagyunk! Közös a jövőnk... 2011/2012 Forgácsolás, csiszolás és méréstechnikaajánlat g é s ő n A mi ke t é r t ét e r e m t... Az Ön Partnere: Csigafúrók
Érvényes: 2011. október 1-2012. március 31. Mi partnerek vagyunk! Közös a jövőnk... 2011/2012 Forgácsolás, csiszolás és méréstechnikaajánlat g é s ő n A mi ke t é r t ét e r e m t... Az Ön Partnere: Csigafúrók
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Árucikkek és alkalmazások áttekintése:
 LÉPSŐS FÚRÓ Árucikkek és alkalmazások áttekintése: 10,0 6,0 1,0 6,0 7,0 101 08 P 101 084 P 9 95 4,0 1,0 6,0 40,0 101 0505 101 097 96 99 E o 5 4,0 1,0 6,5 3,5 101 0509 E 101 534 E 96 99 4,0 1,0 6,0 40,0
LÉPSŐS FÚRÓ Árucikkek és alkalmazások áttekintése: 10,0 6,0 1,0 6,0 7,0 101 08 P 101 084 P 9 95 4,0 1,0 6,0 40,0 101 0505 101 097 96 99 E o 5 4,0 1,0 6,5 3,5 101 0509 E 101 534 E 96 99 4,0 1,0 6,0 40,0
Mit nevezünk korrózióálló acélnak? Más néven: Koracél Rozsdamentes acél Saválló acél Inox Cromargan Nirosta VA-acél
 Korrózióálló acélok forgácsolása Bánkuti József 2010 1 Oldal Mit nevezünk korrózióálló acélnak?...03 Miért nehéz a koracél forgácsolása?...11 Mire figyeljünk a koracél forgácsolásánál?...13 Fúrás...15
Korrózióálló acélok forgácsolása Bánkuti József 2010 1 Oldal Mit nevezünk korrózióálló acélnak?...03 Miért nehéz a koracél forgácsolása?...11 Mire figyeljünk a koracél forgácsolásánál?...13 Fúrás...15
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
Tájékoztató. a Gépgyártástechnológia alapjai című tárgy oktatásához
 Tájékoztató a Gépgyártástechnológia alapjai című tárgy oktatásához Neptun kód: GEGTT500-B Szak: Műszaki menedzser BSc, Mechatronikai mérnök BSc, Logisztikai mérnök Formatervező BSc. Járműmérnök BSc Évfolyam:
Tájékoztató a Gépgyártástechnológia alapjai című tárgy oktatásához Neptun kód: GEGTT500-B Szak: Műszaki menedzser BSc, Mechatronikai mérnök BSc, Logisztikai mérnök Formatervező BSc. Járműmérnök BSc Évfolyam:
MAGASABB VÁGÓSEBESSÉG
 46 Csigafúrókészlet különleges csiszolással dupla kúpos fejjel 423A Rövid ponthegesztés lefúró,, köszörült DN 338 AGASABB VÁGÓSEBESSÉG 35 5,00 34 2 539 0 0046000,50 40 8 539 0 0046005 2,00 49 24 539 0
46 Csigafúrókészlet különleges csiszolással dupla kúpos fejjel 423A Rövid ponthegesztés lefúró,, köszörült DN 338 AGASABB VÁGÓSEBESSÉG 35 5,00 34 2 539 0 0046000,50 40 8 539 0 0046005 2,00 49 24 539 0
Fafúrók 3.0. Gerendafúró, CV acél Alkalmazási területek: puha-, kemény, enyvezett, masszív, homlokfákhoz és gerendákhoz.
 » FAFÚRÓK Fafúrók Gépi fa csigafúró CV acél Alkalmazási területek: puha- és kemény fához, rétegelt lemezhez, farostlemezhez, bútorlaphoz, kemény farostlemezhez, furnérhoz. Gerendafúró, CV acél Alkalmazási
» FAFÚRÓK Fafúrók Gépi fa csigafúró CV acél Alkalmazási területek: puha- és kemény fához, rétegelt lemezhez, farostlemezhez, bútorlaphoz, kemény farostlemezhez, furnérhoz. Gerendafúró, CV acél Alkalmazási
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
Menetmaró. Menet-esztergakés
 Menetmaró CNC menetgyártás rugalmasan, biztonságosan. Mikroszemcsés keményfém, TiAlCN bevonat. Minden fémhez 65 HRc-ig. NB XB NF NBK NBT NS NM SR 60 55 KS* BH* BH* Micro1 Micro2 VL* M2-M36 MF4-tıl UNC/UNF
Menetmaró CNC menetgyártás rugalmasan, biztonságosan. Mikroszemcsés keményfém, TiAlCN bevonat. Minden fémhez 65 HRc-ig. NB XB NF NBK NBT NS NM SR 60 55 KS* BH* BH* Micro1 Micro2 VL* M2-M36 MF4-tıl UNC/UNF
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
forgácsolás, The best tool for you promóciós kiadvány INNOVATÍV
 forgácsolás, CSISZOLÁS, The best tool for you MÉRŐESZKÖZÖK promóciós kiadvány 2017.05.01-2017.10.31 INNOVATÍV FORMAT Gépi menetfúró, M5 egyenes hornyú 2.325 Ft áfa nélkül 2.953 Ft áfával RUKO Csavaros
forgácsolás, CSISZOLÁS, The best tool for you MÉRŐESZKÖZÖK promóciós kiadvány 2017.05.01-2017.10.31 INNOVATÍV FORMAT Gépi menetfúró, M5 egyenes hornyú 2.325 Ft áfa nélkül 2.953 Ft áfával RUKO Csavaros
Forgácsolás és szerszámai
 Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT
 2015. NOVEMBER 1. 2016. ÁPRILIS 30. A minőség értéket teremt! Kevés a választék? www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
2015. NOVEMBER 1. 2016. ÁPRILIS 30. A minőség értéket teremt! Kevés a választék? www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
Esztergálás műveletei
 Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás. 2013/14 2. félév Dr. Kulcsár Gyula
 A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
MENETTECHNOLÓGIA MADE IN GERMANY
 MENETTECHNOLÓGIA MADE IN GERMANY Tiger-Tools Kft. Tartalomjegyzék Kézi, metrikus 3 Kézi, metrikus, finommenet 4 Gépi, metrikus, egyenes- és csavarthornyú 5 Gépi, metrikus, finommenet, egyenes- és csavarthornyú
MENETTECHNOLÓGIA MADE IN GERMANY Tiger-Tools Kft. Tartalomjegyzék Kézi, metrikus 3 Kézi, metrikus, finommenet 4 Gépi, metrikus, egyenes- és csavarthornyú 5 Gépi, metrikus, finommenet, egyenes- és csavarthornyú
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
MUNKAANYAG. Rozovits Zoltán. Esztergálás műveletei. A követelménymodul megnevezése: Javítástechnológiai feladatok
 Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Sorjázók. acél, alumínium, műanyag. acél, alumínium, műanyag. acél, alumínium, műanyag. acél, alumínium, műanyag. üveg, kerámia. műanyag, kemény anyag
 Elfordulópengék, S típus K505 005 K505 005 Minden S típusú penge Ø 3,2 mmes szárral, amely befogható az alábbi markolatokba: K530 005 NG1, SC illetve pengefoglalatba: K525 005 S Alapanyag Bevonat Vágási
Elfordulópengék, S típus K505 005 K505 005 Minden S típusú penge Ø 3,2 mmes szárral, amely befogható az alábbi markolatokba: K530 005 NG1, SC illetve pengefoglalatba: K525 005 S Alapanyag Bevonat Vágási
Forgácsoló szerszámok A fejezet áttekintése
 Forgácsoló szerszám Forgácsoló szerszámok A fejezet áttekintése Fúrószerszámok HSS fúrószerszámok Választék áttekintése 29 Dörzsszerszámok Kézi dörzsárak 114 VHM fúrószerszámok Választék áttekintése 36
Forgácsoló szerszám Forgácsoló szerszámok A fejezet áttekintése Fúrószerszámok HSS fúrószerszámok Választék áttekintése 29 Dörzsszerszámok Kézi dörzsárak 114 VHM fúrószerszámok Választék áttekintése 36