GÉPGYÁRTÁSTECHNOLÓGIA
|
|
|
- Margit Csenge Mészáros
- 10 évvel ezelőtt
- Látták:
Átírás
1 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus

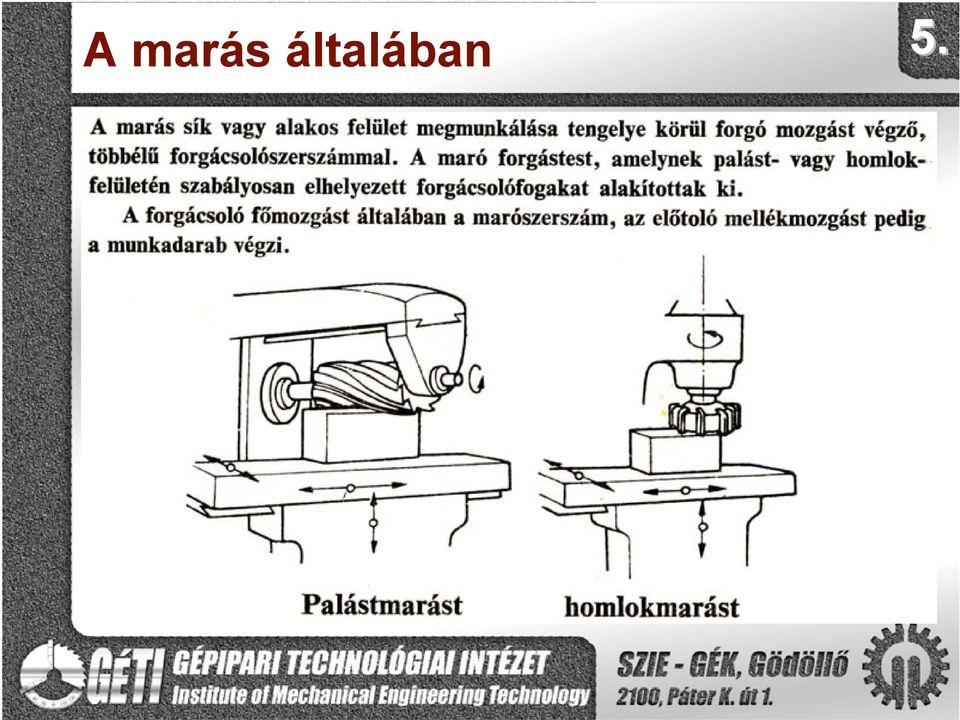
2 A marás általában
3 A marás elmélete Homlokmarás

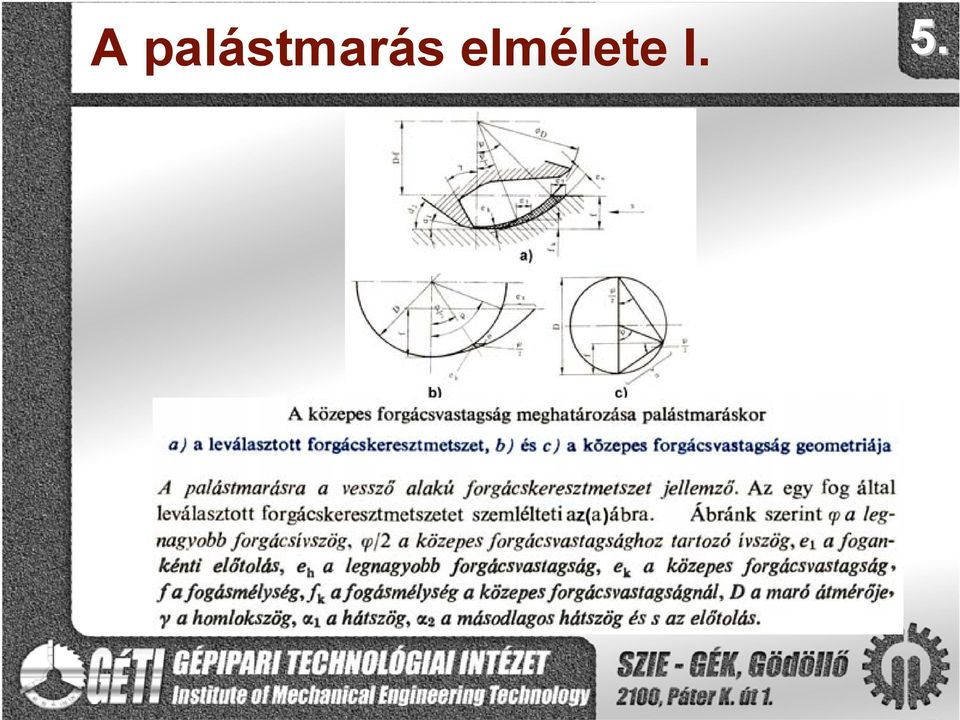
4 A palástmarás elmélete I.
5 A palástmarás elmélete II.

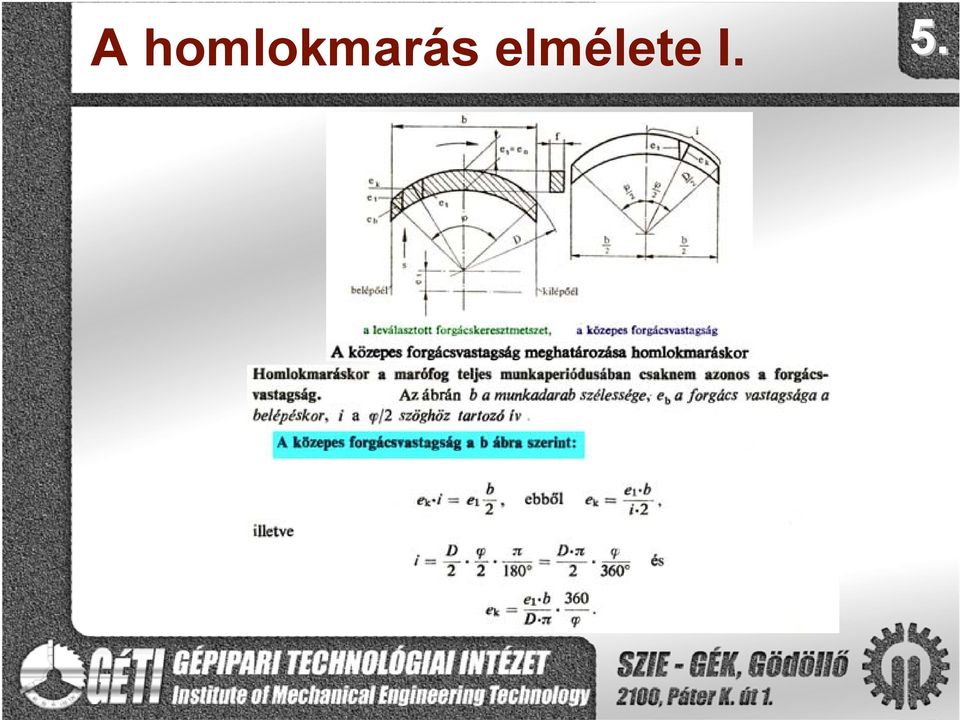
6 A homlokmarás elmélete I.
7 A homlokmarás elmélete II.

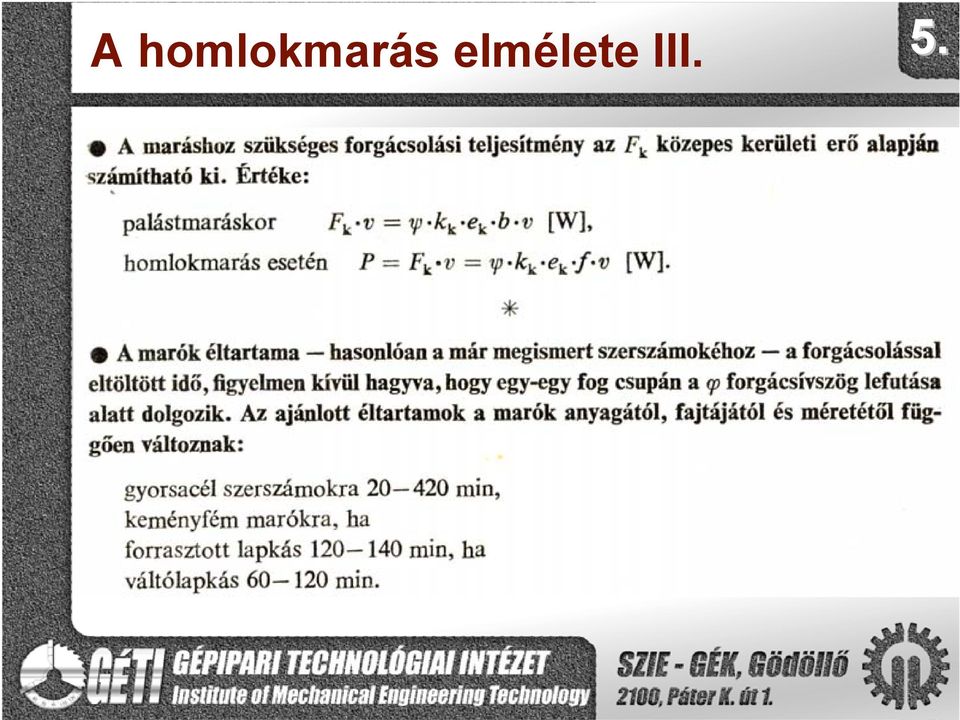
8 A homlokmarás elmélete III.
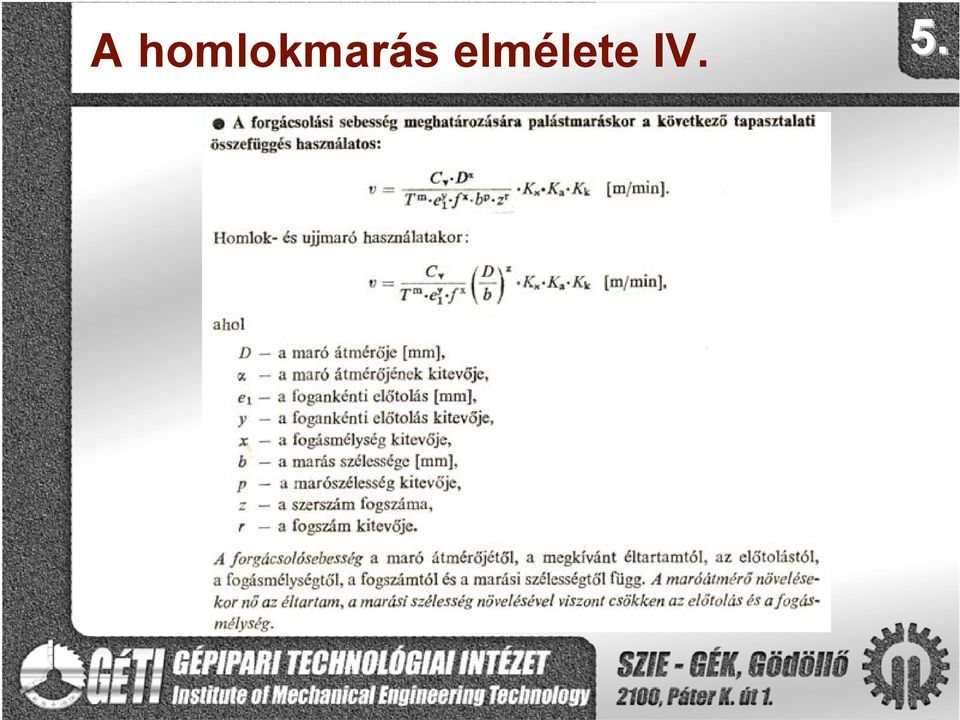
9 A homlokmarás elmélete IV.
10 A palástmarás szerszámai I. A palástmarók szabályos élgeometriájú, többélű szerszámok. Hengeres testből és annak felületén elhelyezett annyi "esztergakésből" származtathatók, ahány foga van a marónak. Kemény anyagokhoz sűrű, lágyabb anyagokhoz ritkább fogú marókat alkalmaznak. Könnyűfémeket egészen ritkafogú maróval lehet megmunkálni. A fogárok és a 30 -os foghát két műveletben marással készül. A homloklapot és a hátlapot edzés után köszörülik, az előírt α és γ szögek betartásával.

11 A palástmarás szerszámai II. Hornyok marásához tárcsamarókat használnak (a. ábra). A tárcsamarók (d = mm) mindkét oldalukon vannak forgácsoló élek. Lehetnek egyenes és ferde élűek, tömör és szerelt (lapkás) kivitelűek. A kis átmérőjű tárcsamarókat száras kivitelben készítik. Az ilyen marót alakja miatt T-horonymarónak nevezik (b). Az idommarók hornyok, vezetékek, különféle fogárkok megmunkálására alkalmasak. A szögmarók lehetnek szimmetrikus (c), vagy aszimmetrikus kivitelűek. Keskeny tárcsamarónak tekinthetők a fűrésztárcsák (d = mm), és a körfűrészek (d = mm) is.
, vagy aszimmetrikus kivitelűek.")
12 Homlokmarás Homlokmaráskor a forgácsoló főmozgást a szerszám, az előtolómozgást a munkadarab végzi. A maró tengelye merőleges a megmunkált felületre. Homlokmarással sík felületek készíthetők. Az elérhető pontosság nagyoláskor: IT10-12, az érdesség: Ra = 12,5-100 mm. Simításkor a pontosság: IT8-9, az érdesség: Ra = 3,2-12,5 mm.

13 A homlokmarás szerszámai I. A nagy teljesítményű homlokmarók - más szóval marófejek - betétkéses vagy betétlapkás kivitelűek. Az áttekintés megkönnyítése érdekében az ábrán csak egyetlen betétkést rajzoltunk meg. A szerszámsíkok és az élszögek értelmezése az egyélű szerszámok ismertetésekor leírtakkal azonos. A homlokmarók homlokélei rendszerint palástélben folytatódnak. A betétkéses homlokmaró élgeometriája

14 A homlokmarás szerszámai II. Nagy teljesítményű, korszerű, forrasztott kivitelű keményfémlapkás szerszámot mutat az (a) ábra. A (b) ábrán egy váltólapkás homlokmaró metszete látható. Néhány jellemző szármarót szemléltet az (c) ábra. Egy nyolc betétkéses marófejét mutat az (d) ábra. A kések felerősítését csavarral behúzott ékkel oldják meg.
 ábra.")
15 Marógépek A marógépek sík és alakos felületek, valamint ezek kombinációinak előállítására használhatók. Termelékenységük nagyobb, pontosságuk jobb, mint a gyalugépeké, és bonyolultabb alakzatok készítésére is alkalmasak. A marószerszámok befogása és forgatása (főmozgás) a speciálisan kiképzett maróorsóval történik. A maróorsó helyzete vízszintes és függőleges lehet. A mellékmozgásokat általában a munkadarab végzi szánrendszerek segítségével. A mellékmozgások egyenes vonalú vagy forgómozgások lehetnek. A marógépek a végzendő feladatok szerint specializálódtak. (konzolos, sík-, másoló, menet-, fogazó és különleges marógépek, valamint maró egységek). Ezeken belül tovább csoportosíthatók a gépek.

16 Egyetemes marógép Az egyetemes marógép a konzolos marógépek csoportjába tartozik. A maróorsó vízszintes. A maróorsóba befogott marótengely végét a gerendán elhelyezett állítható helyzetű orsócsapágy (bak) támasztja meg. A maróorsó rendszerint furatos, hogy a szerszám vagy a marótengely behúzó csavarja átfűzhető legyen. Csapágyazása általában görgős, de lehet osztatlan, kúpos kiképzésű siklócsapágy is.

17 Vízszintes marógép A vízszintes marógép csak abban különbözik az egyetemes marógéptől, hogy az asztal elforgatását biztosító forgózsámoly nincs a gépen. Így spirális felületek (pl. csigafúró hornya) nem készíthetők. Ezen kívül nem lehet rájuk függőleges fejet sem felszerelni. Vízszintes marógépeket ma már nemigen gyártanak.

18 Függőleges marógép A függőleges marógép is a konzolos marógépek csoportjába tartozik. Felépítése gyakorlatilag megegyezik a függőleges fejjel felszerelt egyetemes maróéval, de a marófej sokkal merevebb szerkezetű. A függőleges marógépnek nincs forgózsámolya, így az asztala nem fordítható.

19 A szerszám és a munkadarab befogása A marók befogásakor két szempontot kell figyelembe venni: egyrészt megfelelő legyen a futáspontosság, másrészt biztosítható legyen a nyomatékátadás. Ezt a maróorsók furatának meredek- vagy Morse-kúpos kiképzésével, és behúzószár alkalmazásával oldják meg. A munkadarab helyzetének a pontos meghatározása és merev befogása maráskor is nagyon fontos feladat. Ehhez gyakran nem használnak külön készüléket, hanem a munkadarabot közvetlenül a gép asztalára fogják fel szorítóvasakkal. A helyzet-meghatározáshoz az asztal felületét és hornyait használhatják fel.

20 Palástmarók befogása A palástmarókat általában marótengely segítségével fogják be, amely mindkét végén csapágyazott. A nyomaték átadása a retesz segítségével történik. 1 marótengely, 2 közgyűrű, 3 maróorsó, 4 palástmaró, 5 orsócsapágy, 6 csapágytám (bak), 7 balmenetes szorítóanya, 8 behúzószár, 9 forgató retesz, 10 retesz

21 Homlokmarók befogása 1 marótüske, 2 homlokmaró, 3 szorítócsavar, 4 maró közgyűrű, 5 forgató retesz, 6 főorsó, 7 retesz, 8 behúzószár 1 maróbefogó fej, 2 anya, 3 hasított szorítóhüvely, 4 marószerszám A homlokmarókat marótüskével fogják be, amely lehetővé teszi a homlokélek munkáját. A kisebb teljesítményű, 32 mm-nél kisebb átmérőjű hengeresszárú marókat maró-befogó fejbe fogják be. A nyomaték átadása itt a hengeres felületen súrlódással történik, ezért az anyát nagy erővel kell megszorítani. Morse-kúpos főorsónál is behúzószárat alkalmaznak.
22 Jellegzetes marási megmunkálások I.
23 Jellegzetes marási megmunkálások II.
24 Jellegzetes marási megmunkálások III.
25 Irodalom Dr Beer György: Mezőgazdasági gépek gyártása, Műszaki Könyvkiadó 1988 Dr. Szabó László: Forgácsolás, hegesztés, (Egyetemi jegyzet) Miskolc, 2000 Hoffmann Group-Nóniusz termékkatalógus 2006/2007 Walter-tools főkatalógus, 2007 Forgácsoló eljárások tervezése, Technikusi tankönyv, 2007
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
TANMENET. Tanév: 2014/2015. Szakképesítés száma: 34 521 03. Követelménymodul: Követelménymodul száma: 10176-12. Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
FORGÁCSOLÁS SZERSZÁMAI
 FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
FORGÁCSOLÁS SZERSZÁMAI. előadás
 FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
A felmérési egység kódja:
 A felmérési egység lajstromszáma: 0221 A felmérési egység adatai A felmérési egység kódja: A kódrészletek jelentése: Forgács//30/Ksz/Ált/b Forgácsoló szakképesítés-csoportban, a célzott, 30-as szintű szakképesítéssel
A felmérési egység lajstromszáma: 0221 A felmérési egység adatai A felmérési egység kódja: A kódrészletek jelentése: Forgács//30/Ksz/Ált/b Forgácsoló szakképesítés-csoportban, a célzott, 30-as szintű szakképesítéssel
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs [email protected]
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs [email protected]
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 4. MARÓSZERSZÁMOK TERVEZÉSE A marás célja sík vagy összetett felületek megmunkálása az előírt felületi minőség, méret- és alakpontosság betartása mellett. 4.1. A megmunkálás jellemzői az anyagleválasztás:
4. MARÓSZERSZÁMOK TERVEZÉSE A marás célja sík vagy összetett felületek megmunkálása az előírt felületi minőség, méret- és alakpontosság betartása mellett. 4.1. A megmunkálás jellemzői az anyagleválasztás:
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
HYD-130 FÚRÓ-MARÓGÉP BARKÁCSOLÁSI CÉLRA EREDETI HASZNÁLATI UTASÍTÁS
 HYD-130 FÚRÓ-MARÓGÉP BARKÁCSOLÁSI CÉLRA EREDETI HASZNÁLATI UTASÍTÁS Hálózati feszültség 230 V Hálózati frekvencia 50 Hz Motor teljesítmény 350W Középponti magasság mm A főorsó 12 mm Morse kúp M12mm/ MT3-as
HYD-130 FÚRÓ-MARÓGÉP BARKÁCSOLÁSI CÉLRA EREDETI HASZNÁLATI UTASÍTÁS Hálózati feszültség 230 V Hálózati frekvencia 50 Hz Motor teljesítmény 350W Középponti magasság mm A főorsó 12 mm Morse kúp M12mm/ MT3-as
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás. 2013/14 2. félév Dr. Kulcsár Gyula
 A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs [email protected] r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs [email protected] r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
Száras maró, keményfém
 záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP
 HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP HYD- DM130 Eredeti használati útmutató Hálózati feszültség Hálózati frekvencia Motor teljesítmény A főorsó 12 mm A főorsó sebességeinek száma A főorsó üresjárati sebessége
HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP HYD- DM130 Eredeti használati útmutató Hálózati feszültség Hálózati frekvencia Motor teljesítmény A főorsó 12 mm A főorsó sebességeinek száma A főorsó üresjárati sebessége
2011/12 I. félév. (www.uni miskolc.hu/~ggytmazs)
") Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Anyag és gyártásismeret 2
 Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Anyag és gyártásismeret Gyártási hibák: a kész
Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Anyag és gyártásismeret Gyártási hibák: a kész
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Gyártástechnológiai III. 6. előadás Esztergálás, gyalulás, vésés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Járműszerkezeti anyagok és megmunkálások II / I. félév. Fúrás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
MUNKAANYAG. Tóth György. Gyalugépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
MARÁS MARÁS MARÁS MARÁS. Dr. Szmejkál Attila Ozsváth Péter. Járműszerkezeti anyagok és megmunkálások II / I. félév
 2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
CÉGÜNKRŐL CÉGÜNKRŐL CÉGÜNKRŐL
 CÉGÜNKRŐL Vállalkozásomat 1986-ban indítottam el, az akkori lehetőségek keretei között egyéni vállalkozóként, majd 1996-ban létrehoztam a kft-t. Folyamatosan építettük ki a fémtömegcikkek gyártásához szükséges
CÉGÜNKRŐL Vállalkozásomat 1986-ban indítottam el, az akkori lehetőségek keretei között egyéni vállalkozóként, majd 1996-ban létrehoztam a kft-t. Folyamatosan építettük ki a fémtömegcikkek gyártásához szükséges
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
FOGASKERÉKGYÁRTÁS FOGASKEREKEK FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs [email protected] r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs [email protected] r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
2. FELADATOK MARÁSHOZ
 2. ELADATOK MARÁSHOZ 2.1. orgácsolási adatok meghatároása 2.1.1. Előtolás, ogásmélység meghatároása Határoa meg a percenkénti előtolás értékét. eladat = n = 2.1.1.1. 15 = 0.15 mm 50 1/min 2.1.1.2. 12 =
2. ELADATOK MARÁSHOZ 2.1. orgácsolási adatok meghatároása 2.1.1. Előtolás, ogásmélység meghatároása Határoa meg a percenkénti előtolás értékét. eladat = n = 2.1.1.1. 15 = 0.15 mm 50 1/min 2.1.1.2. 12 =
Faipari marószerszámok
 Faipari horonymaró D705 005 D705 005 Rendkívül széles méret, alapanyag, választék, a legkülönfélébb horonymarási feladatokhoz. SP-1 - Kerületén és mindkét oldalán vágóél van kialakítva. - Több szerszám
Faipari horonymaró D705 005 D705 005 Rendkívül széles méret, alapanyag, választék, a legkülönfélébb horonymarási feladatokhoz. SP-1 - Kerületén és mindkét oldalán vágóél van kialakítva. - Több szerszám
Gépgyártástechnológia alapjai 2012/13 I. félév
 Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal
 8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Mechanikai megmunkálás
 Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
FORGÁCSOLÁS BEVEZETÉS
 BEVEZETÉS A szabványok az összes megmunkáló eljárást hat főcsoportra osztják: alaklétesítés, képlékeny alakítás, szétválasztás, egyesítés, bevonás, anyagtulajdonság megváltoztatása. A főcsoportok természetesen
BEVEZETÉS A szabványok az összes megmunkáló eljárást hat főcsoportra osztják: alaklétesítés, képlékeny alakítás, szétválasztás, egyesítés, bevonás, anyagtulajdonság megváltoztatása. A főcsoportok természetesen
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS. Dr. Pintér József 2016.
 FÚRÁS. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
a.) b.) a.) b.) a.) b.)
 b.) a.) b.) a.) b.)") 1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 1.1. Orientáció 1.2. Különleges
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 1.1. Orientáció 1.2. Különleges
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
2009/3. 1 fejlesztőmérnök (ISD DUNAFERR Zrt.) 2 főosztályvezető (ISD DUNAFERR Zrt.)
 2 főosztályvezető (ISD DUNAFERR Zrt.)") MECHANIKAI VIZSGÁLATOK MECHANICAL TESTS Szakítóvizsgálati próbatestek felületi érdességének hatása a vizsgálati eredményekre Effect of tensile test specimen surface roughness on the test results Márkus
MECHANIKAI VIZSGÁLATOK MECHANICAL TESTS Szakítóvizsgálati próbatestek felületi érdességének hatása a vizsgálati eredményekre Effect of tensile test specimen surface roughness on the test results Márkus
Gépi forgácsoló 4 Gépi forgácsoló 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Gépi forgácsoló Gépi forgácsoló
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
bevezetőkúp a szerszámnak a furatba való ütközésmentes behatolását biztosítja, s ezzel óvja a dörzsárat a rongálódástól.
 Dörzsár Csigafúróval nem lehet pontos és sima felületű furatokat készíteni. Ha a furatnak pontosnak és a felületnek simának kell lennie, akkor a furatot dörzsölési ráhagyással kell elkészíteni, és utána
Dörzsár Csigafúróval nem lehet pontos és sima felületű furatokat készíteni. Ha a furatnak pontosnak és a felületnek simának kell lennie, akkor a furatot dörzsölési ráhagyással kell elkészíteni, és utána
Marógépek, megmunkáló központok
 Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és -technológia Tanszék Forgácsoló szerszámgépek (GT4121) Marógépek, megmunkáló központok Készítette: Dr. Németh István 2008. február A segédlet
Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és -technológia Tanszék Forgácsoló szerszámgépek (GT4121) Marógépek, megmunkáló központok Készítette: Dr. Németh István 2008. február A segédlet
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL
 13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
10. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal. 10.11 Hámozó lefejtő marás (pontossági ifogmarás)
") 0 Fogazatok efejező megmunkálása határozott élgeometriájú szerszámokkal 0 Hámozó lefejtő marás (pontossági ifogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
0 Fogazatok efejező megmunkálása határozott élgeometriájú szerszámokkal 0 Hámozó lefejtő marás (pontossági ifogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
Pontos és stabil befogó - nagyfokú rugalmasság a sokféle változatnak köszönhetően. TOTAL TOOLING = MINŐSÉG x SZOLGÁLTATÁS 2
 New 2013. szeptember Új termékek forgácsoló szakemberek számára Poligonszárú befogók Pontos és stabil befogó - nagyfokú rugalmasság a sokféle változatnak köszönhetően TOTL TOOLING = MINŐSÉG x SZOLGÁLTTÁS
New 2013. szeptember Új termékek forgácsoló szakemberek számára Poligonszárú befogók Pontos és stabil befogó - nagyfokú rugalmasság a sokféle változatnak köszönhetően TOTL TOOLING = MINŐSÉG x SZOLGÁLTTÁS
A csúszóvágásról, ill. - forgácsolásról
 A csúszóvágásról, ill. - forgácsolásról A vágás, ill. a forgácsolás célja: anyagi részek egymástól való elválasztása. A vágás, ill. a forgácsolás hagyományos eszköze: a kés. A kés a v haladási irányhoz
A csúszóvágásról, ill. - forgácsolásról A vágás, ill. a forgácsolás célja: anyagi részek egymástól való elválasztása. A vágás, ill. a forgácsolás hagyományos eszköze: a kés. A kés a v haladási irányhoz
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Mechanikai Megmunkálás
 Mechanikai Megmunkálás V.. elıad adás Általános faipari megmunkálási eljárások faipari mérnök BSc. hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás V.. elıad adás Általános faipari megmunkálási eljárások faipari mérnök BSc. hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
MENETVÁGÓ SZERSZÁMOK. profiline
 MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => [email protected],
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => [email protected],
MINDEN KIHÍVÁSSAL MEGKÜZD
 SELECTION 2018. december MINDEN KIHÍVÁSSAL MEGKÜZD NÉGY VÁLTÓLAPKÁS FÚRÓRENDSZER, KOMPROMISSZUMOK NÉLKÜL TEAM CUTTING TOOLS A CERATIZIT szerszámkészítésre és a keményanyagú technológiákra szakosodott,
SELECTION 2018. december MINDEN KIHÍVÁSSAL MEGKÜZD NÉGY VÁLTÓLAPKÁS FÚRÓRENDSZER, KOMPROMISSZUMOK NÉLKÜL TEAM CUTTING TOOLS A CERATIZIT szerszámkészítésre és a keményanyagú technológiákra szakosodott,
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
KIEGÉSZÍTŐK FELSŐMARÓKHOZ
 Nagy maróasztal DE2000 DE2000 Nagy maróasztal. Mérete: 600 750 mm DE2005 Porelszívó rendszer 40 mm-es csatlakozóval, két tömlővel és adapterrel DE2007 Vízszintes munkadarab rögzítő DE2008 Függőleges munkadarab
Nagy maróasztal DE2000 DE2000 Nagy maróasztal. Mérete: 600 750 mm DE2005 Porelszívó rendszer 40 mm-es csatlakozóval, két tömlővel és adapterrel DE2007 Vízszintes munkadarab rögzítő DE2008 Függőleges munkadarab
Fűrészipari szerszámélező Gépi forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
CNC MARÁSI FELADATOK ANYAGALAKÍTÁSI TECHNOLÓGIÁK FORGÁCSOLÓ ELJÁRÁSOK
 CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
Mechanikai megmunkálás
 Mechanikai megmunkálás VII.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás VII.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Gyártástechnológiai III. 7. előadás Fúrás, furatbővítés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 7. előadás Fúrás, furatbővítés Előadó: Dr. Szigeti Ferenc főiskolai tanár Fúrás, furatbővítés - Fúrással, furatbővítéssel
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 7. előadás Fúrás, furatbővítés Előadó: Dr. Szigeti Ferenc főiskolai tanár Fúrás, furatbővítés - Fúrással, furatbővítéssel
CNC programozás. Alap ismeretek. Készített: Hatos István
 CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
8900 Zalaegerszeg Ola. u. 44. Tel. Fax: 92/ , 92/ , E mail:
 8900 Zalaegerszeg Ola. u. 44. Tel. Fax: 92/511-525, 92/346-825, E mail: [email protected] www.diamant-gepszerviz.hu IN03TM01 Lamellómaró HM forrasztott lapkával, kézi marógépekhez. IN03TM01 100
8900 Zalaegerszeg Ola. u. 44. Tel. Fax: 92/511-525, 92/346-825, E mail: [email protected] www.diamant-gepszerviz.hu IN03TM01 Lamellómaró HM forrasztott lapkával, kézi marógépekhez. IN03TM01 100
Fogaskerék megmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP
 FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP 1 / 5 II. FELADATLAP Számítások, ábrák, tesztek 1. feladat 12 pont Kiszárításos módszerrel végeznek nedvességtartalom mérést.
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP 1 / 5 II. FELADATLAP Számítások, ábrák, tesztek 1. feladat 12 pont Kiszárításos módszerrel végeznek nedvességtartalom mérést.
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
HYD-160V FÚRÓ-MARÓGÉP BARKÁCSOLÁSI CÉLRA EREDETI HASZNÁLATI UTASÍTÁS
 HYD-160V FÚRÓ-MARÓGÉP BARKÁCSOLÁSI CÉLRA EREDETI HASZNÁLATI UTASÍTÁS Műszaki adatok Hálózati feszültség 230 V Hálózati frekvencia 50 Hz Motor teljesítmény 500W A főorsó furata11,5 mm Morse kúp M10mm/ MT2-es
HYD-160V FÚRÓ-MARÓGÉP BARKÁCSOLÁSI CÉLRA EREDETI HASZNÁLATI UTASÍTÁS Műszaki adatok Hálózati feszültség 230 V Hálózati frekvencia 50 Hz Motor teljesítmény 500W A főorsó furata11,5 mm Morse kúp M10mm/ MT2-es
Szakképesítés: 34 521 03 Gépi forgácsoló Szóbeli vizsgatevékenység A vizsgafeladat megnevezése: A gépi forgácsolás technológiái és anyagismerete
 A vizsgafeladat ismertetése: Válaszadás a vizsgakövetelmények alapján összeállított, előre kiadott tételsorokból húzott kérdésekre. A központilag összeállított szóbeli vizsga kérdései a IV. Szakmai követelmények
A vizsgafeladat ismertetése: Válaszadás a vizsgakövetelmények alapján összeállított, előre kiadott tételsorokból húzott kérdésekre. A központilag összeállított szóbeli vizsga kérdései a IV. Szakmai követelmények
Különleges megmunkálási technológiák M_aj003_1
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Gyártási rendszerek szakirány 1. előadás Összeállította: Dr. Pintér József Tantárgyi követelmények 1. Tantárgy kódja: M_aj003_1
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Gyártási rendszerek szakirány 1. előadás Összeállította: Dr. Pintér József Tantárgyi követelmények 1. Tantárgy kódja: M_aj003_1