Mechanikai megmunkálás
|
|
|
- Máté Donát Kozma
- 10 évvel ezelőtt
- Látták:
Átírás
1 Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai Intézet Papp Tibor egyetemi tanársegéd Sopron, 2010

2 Típus-alkatrész általános mechanikai megmunkálásának nak rendszere Megmunkálási fázisok: f Szabás Főrészelés Keresztmetszeti kialakítása Gyalulás Marás Esztergályoz lyozás Szerkezeti megmunkálás Főrészelés Fúrás Marás Szerelvényez nyezés Főrészelés Fúrás Marás Díszítı megmunkálás Marás Intarzia Kézi megmunkálás Felületi leti kikész szítés Csiszolás Felületkezel letkezelés Kárpitozás

3 A mechanikai megmunkálás mőveletei A törtt rténelmi áttekintésen láthatl tható,, hogy a faipari mőveletek m alapelve 3000 éve változatlan v (kivéve ve víz v és s lézer). l Ezek az ısi technikák k elveikben nem változtak, v viszont a technológiailag hatalmasat fejlıdtek. A megmunkálási technikák: k: Főrészelés Gyalulás Marás Csiszolás Fúrás Esztergályoz lyozás

4 gyalulás és marás Forgácsoláselméleti szempontból nincs különbség a faipari gépi gyalulás és marás között. Mindkét esetben ív menti forgácsolást végzünk. Ív menti forgácsolás jellemzıje, hogy a szerszám fıforgácsoló élei körpályán mozogva pillanatról pillanatra változtatják helyüket. E forgácsolásnak 2 változata van: Az ellenirányú forgácsolás (ahol a fıforgácsoló élek az elıtolási iránnyal ellentétesen mozognak a fában) Egyenirányú forgácsolás, (amikor a forgácsolási irány elıtolás irányú)

5 gyalulás és marás

6 gyalulás és marás Forgácsoláselméleti összefüggések gyalulásnál, marásnál: Forgácsolási fımozgás: gyalu, marókés Forgácsolási mellékmozgás: elıtolás és fogásvétel Egy fogra esı elıtolás és a felületi hullám csökkentése

7 gyalulás és marás A hullám geometriája Hogyan lehet csökkenteni?

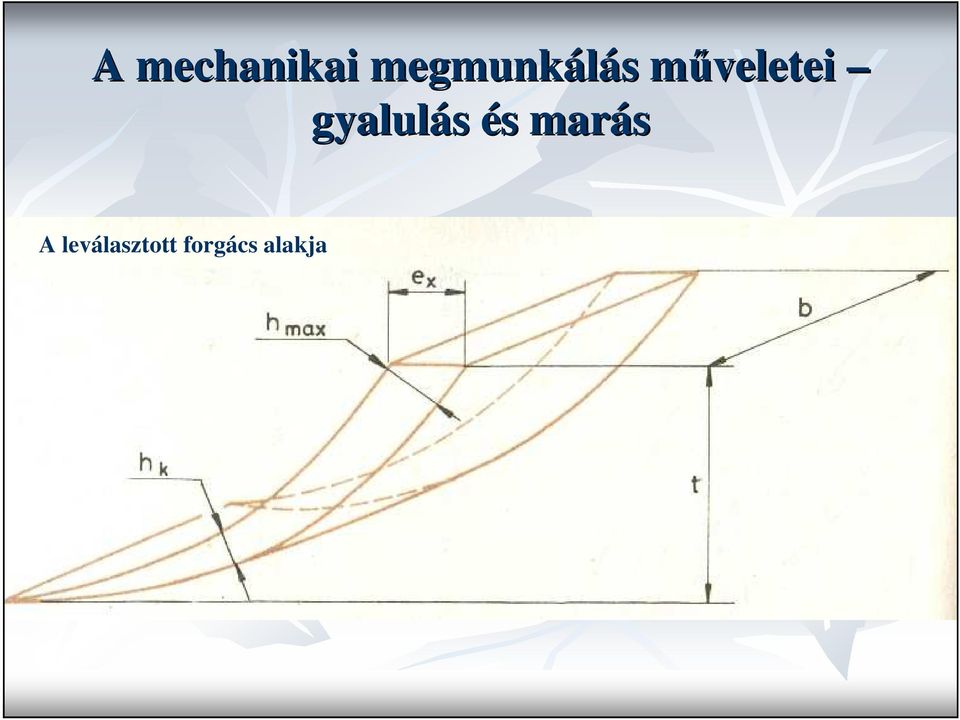
8 A leválasztott forgács alakja Felületi igény Forgácsolás élköre = szerszámátmérı Felületi igény és szerszámparaméterek nomogram Egy fogra esı elıtolás (e z ) Forgácsoló fogak száma Fordulatszám Egy fordulatra esı elıtolás (e n )
 Forgácsoló fogak száma Fordulatszám Egy fordulatra esı")
9 gyalulás és marás A leválasztott forgács alakja
10 gyalulás és marás Gyalukések és tengelyek: Vastag gyalukés és vékony gyalukés

11 gyalulás és marás Gyalukések és tengelyek:

12 gyalulás és marás Gyalukések és tengelyek:

13 gyalulás és marás Gyalukések és tengelyek:

14 gyalulás és marás Gyalukések és tengelyek:

15 gyalulás és marás Gyalukések és tengelyek:

16 gyalulás és marás A hidraulikus szorítású gyalutengely

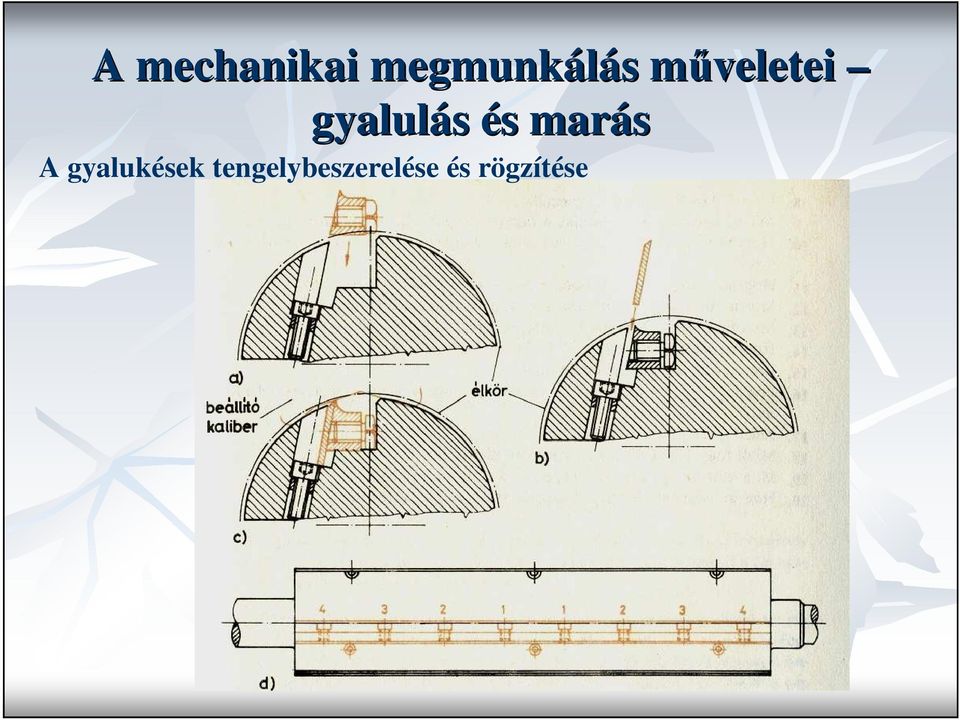
17 gyalulás és marás A gyalukések tengelybeszerelése és rögzítése
18 gyalulás és marás Kések egy élkörön futásának beállítása: 1. Rögzítı csavar 2. Mágnes 3. Ízület láb

19 gyalulás és marás Kések egy élkörön futásának beállítása:

20 gyalulás és marás Tengely gépbe szerelése

21 Gyaluszerszámok A gyalulás és s egyélő szerszámmal, egyenes vonalú,, vagy forgó fımozgással és egyenletes elıtol toló mellékmozg kmozgással végzett v forgácsol csolás. s. A gyalulás és s a vésés v közös s jellemzıje, je, hogy állandó keresztmetszető forgács leválaszt lasztásával törtt rténik. Mindkettınek nek létezik l kézi k és s gépi g változata. v
22 Gyalugépek csoportosítása sa Gyalugépek csoportosítása: sa: Egyengetı gyalugépek Vastagoló gyalugépek Kombinált gyalugépek Többfejes gyalugépek Kézi gyalugépek
23 Egyengetı gyalugép E gyalugépek jellemzı paraméterei: Forgó forgácsolási fımozgás Egy késtartótengely Kézi elıtolás Asztal alatti szerszámelrendezé s Ellenirányú forgácsolás
24 Egyengetı gyalugép
25 Egyengetı gyalugép
26 egyengetı gyalugépen elvégezhet gezhetı mőveletek Az egyengetı gyalugép mőködési elve és az elvégezhetı mőveletek 1- vezetıvonalzó; 2- munkadarab; 3- elszedı asztal; 4- késtengely; 5- adagoló asztal
27 egyengetı gyalugépen elvégezhet gezhetı mőveletek A fogásmélység beállítása egyengetı gyalugépen. e- az elıtolás iránya; t- fogásmélység Rövid, vagy vékony darabok egyengetése vezetıláda segítségével 1- vezetıláda; 2- munkadarab Egyengetés nélkül megmunkált görbe alkatrész
28 Vastagsági (vastagoló) gyalugép E gyalugépek közös jellemzıi: Egy szerszámtengely, gépi elıtolás, ellenirányú forgácsolás, egy oldalt simára gyalult (egyengetett) munkadarab egyenletes vastagságának beállítása.
29 Vastagsági (vastagoló) gyalugép A késtartó tengely elhelyezkedése:
30 Vastagsági (vastagoló) gyalugép A késtartó tengely elhelyezkedése:
31 Vastagsági (vastagoló) gyalugép Osztott etetıoldali leszorító gerenda
32 Vastagsági (vastagoló) gyalugép
33 Vastagsági (vastagoló) gyalugép Visszasodrást gátló nyelv(köröm) sorozat
34 vastagsági gi gyalugépen elvégezhet gezhetı mőveletek A vastagsági gyalugép mőködési elve és az elvégezhetı mőveletek 1- munkadarab; 2- visszavágást gátló; 3- rovátkolt behúzó henger; 4- támasztó asztalhengerek; 5- leszorító gerenda; 6- késtartó tengely; 7- munkadarab; 8- sima kihúzóhenger
35 kombinált gyalugépen elvégezhet gezhetı mőveletek
36 kombinált gyalugépen elvégezhet gezhetı mőveletek Egy késtartó tengely, ellenirányú forgácsolás, teljes keresztmetszeti megmunkálás két gépfunkcióval.
37 kombinált gyalugépen elvégezhet gezhetı mőveletek Egyszerő késtartótengely- és késcsere
38 kombinált gyalugépen elvégezhet gezhetı mőveletek Fogásmélység állítás
39 kombinált gyalugépen elvégezhet gezhetı mőveletek Védıberendezések és vezetıvonalzó beállítása
40 kombinált gyalugépen elvégezhet gezhetı mőveletek Kombinált felhasználású gyalutengely
41 kombinált gyalugépen elvégezhet gezhetı mőveletek Trapézmenetes orsók: vastagoló asztal pontossága és terhelhetısége
42 kombinált gyalugépen elvégezhet gezhetı mőveletek
43 kombinált gyalugépen elvégezhet gezhetı mőveletek
44 kombinált gyalugépen elvégezhet gezhetı mőveletek
45 többfejes gyalugépen elvégezhet gezhetı mőveletek Többfejes gyalugép mőködési elve és az elvégezhetı mőveletek. 1- munkadarab; 2- egyengetı késtengely; 3- vastagoló késtartó tengely; 4- függıleges szerszámtengelyek
46 háromfejes gyalugépen elvégezhet gezhetı mőveletek A háromfejes gyalugépen elvégezhetı mőveletek 1- egy oldal és két él egyidejő megmunkálása; 2-aljazások kialakítása; 3- csap-, illetve árok gyalulása, és egy oldal egyidejő megmunkálása; 4- fogazás szélességi toldáshoz; 5- különféle profilok gyalulása
47 sokfejes gyalugépen elvégezhet gezhetı mőveletek Sokfejes gyalugép mőködési elve és az elvégezhetı fıbb mőveletek 1- munkadarab, 2- szerszámtengelyek
48 sokfejes gyalugépen elvégezhet gezhetı mőveletek A sokfejes gyalugépek szerszámelrendezése 1- elsı, alsó egyengetı szerszám-fej; 2- felsı, vízszintes vastagoló szerszámfej, 3- jobb oldali, függıleges szerszámfej; 4- bal oldali függıleges szerszámfej; 5, 6- felsı, vízszintes szerszámfej; 8- univerzális szerszámfej
49 Többfejes gyalugép
50 Többfejes gyalugép
51 Többfejes gyalugép
Mechanikai megmunkálás 3. elıad
 Mechanikai megmunkálás 3. elıad adás Általános faipari megmunkálási eljárások faipari mérnök BSc. hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai Intézet
Mechanikai megmunkálás 3. elıad adás Általános faipari megmunkálási eljárások faipari mérnök BSc. hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai Intézet
Mechanikai Megmunkálás
 Mechanikai Megmunkálás V.. elıad adás Általános faipari megmunkálási eljárások faipari mérnök BSc. hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás V.. elıad adás Általános faipari megmunkálási eljárások faipari mérnök BSc. hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás 2. elıad
 Mechanikai megmunkálás 2. elıad adás Általános faipari megmunkálási eljárások faipari BSc mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai Intézet
Mechanikai megmunkálás 2. elıad adás Általános faipari megmunkálási eljárások faipari BSc mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai Intézet
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Mechanikai megmunkálás Ipari termék- és formatervezıknek
 Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Mechanikai megmunkálás
 Mechanikai megmunkálás VII.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás VII.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
SCM Csúcstechnológiával 2012 ben
 SCM Csúcstechnológiával 2012 ben Egyszerű Ésszerű Elérhető 2012.02.01 03.30 Sandya 1 CS Kombiaggregátos kontaktcsiszoló Fejlődő üzemek számára tervezett gép! Megoldás a legtöbb tömörfa és furnérozott alkatrész
SCM Csúcstechnológiával 2012 ben Egyszerű Ésszerű Elérhető 2012.02.01 03.30 Sandya 1 CS Kombiaggregátos kontaktcsiszoló Fejlődő üzemek számára tervezett gép! Megoldás a legtöbb tömörfa és furnérozott alkatrész
A VASTAGOLÓ GYALUGÉP ÜZEMELTETÉSI
 A VASTAGOLÓ GYALUGÉP ÜZEMELTETÉSI UTASÍTÁSA 1. A berendezés leírása: Különböző faanyagok keresztmetszeti kialakítására szolgáló faipari gépi berendezés. A forgó főmozgást mindkét állásban a nagy sebességgel
A VASTAGOLÓ GYALUGÉP ÜZEMELTETÉSI UTASÍTÁSA 1. A berendezés leírása: Különböző faanyagok keresztmetszeti kialakítására szolgáló faipari gépi berendezés. A forgó főmozgást mindkét állásban a nagy sebességgel
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs [email protected]
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs [email protected]
A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni, majd pontosan kettévágni. Ezek lesznek a húzótételek.
 A) Szakmai ismeret: Famegmunkálási, alakítási módok. Alkatrészek hajlítása. Fa ragasztása (ragasztással kapcsolatos fogalmak, ragasztás technológiája, ragasztás hibái). Faipari alapszerkezetek, fahajók
A) Szakmai ismeret: Famegmunkálási, alakítási módok. Alkatrészek hajlítása. Fa ragasztása (ragasztással kapcsolatos fogalmak, ragasztás technológiája, ragasztás hibái). Faipari alapszerkezetek, fahajók
Mechanikai megmunkálás
 Mechanikai megmunkálás IX.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás IX.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
Faipari marószerszámok
 Faipari horonymaró D705 005 D705 005 Rendkívül széles méret, alapanyag, választék, a legkülönfélébb horonymarási feladatokhoz. SP-1 - Kerületén és mindkét oldalán vágóél van kialakítva. - Több szerszám
Faipari horonymaró D705 005 D705 005 Rendkívül széles méret, alapanyag, választék, a legkülönfélébb horonymarási feladatokhoz. SP-1 - Kerületén és mindkét oldalán vágóél van kialakítva. - Több szerszám
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
TANMENET. Tanév: 2014/2015. Szakképesítés száma: 34 521 03. Követelménymodul: Követelménymodul száma: 10176-12. Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
Mechanikai megmunkálás
 Mechanikai megmunkálás bevezetı elıad adás 1. elıad adás Általános faipari megmunkálási eljárások Faipari mérnök BSc. hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás bevezetı elıad adás 1. elıad adás Általános faipari megmunkálási eljárások Faipari mérnök BSc. hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs [email protected] r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs [email protected] r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
KOMBINÁLT GYALUGÉP ÜZEMELTETÉSI UTASÍTÁSA
 KOMBINÁLT GYALUGÉP ÜZEMELTETÉSI UTASÍTÁSA 1. A berendezés leírása: Különböző faanyagok keresztmetszeti kialakítására szolgáló faipari gépi berendezés. A forgó főmozgást mindkét állásban a nagy sebességgel
KOMBINÁLT GYALUGÉP ÜZEMELTETÉSI UTASÍTÁSA 1. A berendezés leírása: Különböző faanyagok keresztmetszeti kialakítására szolgáló faipari gépi berendezés. A forgó főmozgást mindkét állásban a nagy sebességgel
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Mechanikai megmunkálás
 Mechanikai megmunkálás VIII.. elıad adás Általános faipari megmunkálási eljárások Faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás VIII.. elıad adás Általános faipari megmunkálási eljárások Faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ
 Faipar ismeretek emelt szint 1711 ÉRETTSÉGI VIZSGA 2017. május 17. FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
Faipar ismeretek emelt szint 1711 ÉRETTSÉGI VIZSGA 2017. május 17. FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
σhúzó,n/mm 2 εny A FA HAJLÍTÁSA
 A FA HAJLÍTÁSA A fa hajlítása a fa megmunkálásának egyik igen fontos módja. A hajlítás legfıbb elınye az anyagmegtakarítás, mivel az íves alkatrészek elıállításánál a kisebb keresztmetszeti méretek mellett
A FA HAJLÍTÁSA A fa hajlítása a fa megmunkálásának egyik igen fontos módja. A hajlítás legfıbb elınye az anyagmegtakarítás, mivel az íves alkatrészek elıállításánál a kisebb keresztmetszeti méretek mellett
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben
 Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Javító-, különbözeti és osztályozó vizsga anyaga. 9.évfolyam Híd program
 Biztonságos munkavégzés alapjai tantárgyból Munka és tűzvédelem Munkavédelmi alapfogalmak ismerete, baleset fogalma, balesetek bejelentése, kivizsgálása,elsősegélynyújtás szabályai,tűzvédelmi feladatok,szabályok
Biztonságos munkavégzés alapjai tantárgyból Munka és tűzvédelem Munkavédelmi alapfogalmak ismerete, baleset fogalma, balesetek bejelentése, kivizsgálása,elsősegélynyújtás szabályai,tűzvédelmi feladatok,szabályok
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
FAIPARI ALAPISMERETEK
 Faipari alapismeretek középszint 0631 ÉRETTSÉGI VIZSGA FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI ÉS KULTURÁLIS MINISZTÉRIUM I. 1. Feladat Homlokmetszet
Faipari alapismeretek középszint 0631 ÉRETTSÉGI VIZSGA FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI ÉS KULTURÁLIS MINISZTÉRIUM I. 1. Feladat Homlokmetszet
BEVEZETŐ Tantárgyi követelmények
 BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2018-2019. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2018-2019. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
Dr. Mikó Balázs
 Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs [email protected] [email protected] 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs [email protected] [email protected] 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Többfejes gyalugépek rezgéseinek vizsgálata
 Többfejes gyalugépek rezgéseinek vizsgálata Dr. Csanády Etele, Németh Szabolcs Vibrations of multi-head planers Earlier studies have established basic relationships concerning the vibrations of moulders.
Többfejes gyalugépek rezgéseinek vizsgálata Dr. Csanády Etele, Németh Szabolcs Vibrations of multi-head planers Earlier studies have established basic relationships concerning the vibrations of moulders.
FAIPARI ALAPISMERETEK
 Faipari alapismeretek középszint 1521 ÉRETTSÉGI VIZSGA 2016. október 17. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
Faipari alapismeretek középszint 1521 ÉRETTSÉGI VIZSGA 2016. október 17. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
Sorrendtervezés. Dr. Mikó Balázs Az elemzés egysége a felületelem csoport.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs [email protected] A
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs [email protected] A
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP
 FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP 1 / 5 II. FELADATLAP Számítások, ábrák, tesztek 1. feladat 12 pont Kiszárításos módszerrel végeznek nedvességtartalom mérést.
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP 1 / 5 II. FELADATLAP Számítások, ábrák, tesztek 1. feladat 12 pont Kiszárításos módszerrel végeznek nedvességtartalom mérést.
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
A visszacsapó kilincs működéséről
 1 A visszacsapó kilincs működéséről A faipari forgácsoló gépek egy részén a munkadarab visszasodródása ellen visszacsapó kilincset / kilincssort alkalmaznak. Ilyen gépek például a felülről vágó körfűrészek
1 A visszacsapó kilincs működéséről A faipari forgácsoló gépek egy részén a munkadarab visszasodródása ellen visszacsapó kilincset / kilincssort alkalmaznak. Ilyen gépek például a felülről vágó körfűrészek
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben
 Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS ALAPJAI
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
Mechanikai megmunkálás I Ipari termék- és formatervezőknek
 Mechanikai megmunkálás I Ipari termék- és formatervezőknek Dr. Szabó Imre előadásanyagának felhasználásával, Papp Tibor NYME FMK TGYI 2006.08.28. 7/1. fólia ALAPFOGALMAK A gyártási főfolyamatban a faanyagok
Mechanikai megmunkálás I Ipari termék- és formatervezőknek Dr. Szabó Imre előadásanyagának felhasználásával, Papp Tibor NYME FMK TGYI 2006.08.28. 7/1. fólia ALAPFOGALMAK A gyártási főfolyamatban a faanyagok
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben
 Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
A MECHANIKAI MEGMUNKÁLÁSI ELJÁRÁSOK RENDSZERE
 ..3. ÁLTALÁNOS MECHANIKAI MEGMUNKÁLÁSI ELJÁRÁSOK..3. A MECHANIKAI MEGMUNKÁLÁSI ELJÁRÁSOK RENDSZERE A faanyagok mechanikai megmunkálásának végsı célja: használati tárgyak elıállítása. Így, e témakör bemutatásánál
..3. ÁLTALÁNOS MECHANIKAI MEGMUNKÁLÁSI ELJÁRÁSOK..3. A MECHANIKAI MEGMUNKÁLÁSI ELJÁRÁSOK RENDSZERE A faanyagok mechanikai megmunkálásának végsı célja: használati tárgyak elıállítása. Így, e témakör bemutatásánál
Melléklet MŰSZAKI PARAMÉTEREK. MVD ishear B / SZAKMAI JELLEMZŐK. Mechanikus lemezolló gép
 Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: [email protected] Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: [email protected] Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
A regionális gazdasági fejlődés műszaki - innovációs hátterének fejlesztése
 A regionális gazdasági fejlődés műszaki - innovációs hátterének fejlesztése TÁMOP- 4.2.1/B-09/1/KONV-2010-0006 Innovatív technológiák alprojekt Prof. Dr. Csanády Etele Németh Szabolcs Sopron, Innovatív,
A regionális gazdasági fejlődés műszaki - innovációs hátterének fejlesztése TÁMOP- 4.2.1/B-09/1/KONV-2010-0006 Innovatív technológiák alprojekt Prof. Dr. Csanády Etele Németh Szabolcs Sopron, Innovatív,
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Sík- és profilforgácsolási technológia
 Sík- és profilforgácsolási technológia 1 Eddig bemutatott technológiák 2 Síkra- és profilra marás 3 Előnyei: Egyszerű hulladékkezelés Nagy előtolás Jó méretpontosság Sima felület Kicsi túlméret 4 Átmérö
Sík- és profilforgácsolási technológia 1 Eddig bemutatott technológiák 2 Síkra- és profilra marás 3 Előnyei: Egyszerű hulladékkezelés Nagy előtolás Jó méretpontosság Sima felület Kicsi túlméret 4 Átmérö
Mechanikai Megmunkálás
 Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Gyártási útmutató. erkélyajtók és télikertek. lépésben, tökéletes ablak. a következőkhöz 04/2009 FELDER KG
 Gyártási útmutató 04/2009 FELDER KG a következőkhöz Ablakok erkélyajtók és télikertek Új-IV 78 FALC, 7 lépésben, tökéletes ablak A Felder-WP-HW ablakgyártó garnitúrával gyárthatja a világ leglesleg-egyedibb
Gyártási útmutató 04/2009 FELDER KG a következőkhöz Ablakok erkélyajtók és télikertek Új-IV 78 FALC, 7 lépésben, tökéletes ablak A Felder-WP-HW ablakgyártó garnitúrával gyárthatja a világ leglesleg-egyedibb
Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány
 FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => [email protected],
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => [email protected],
MUNKAANYAG. Tóth György. Gyalugépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
BEVEZETŐ Tantárgyi követelmények
 BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2016-2017. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2016-2017. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
FAIPARI ALAPISMERETEK
 05 ÉRETTSÉGI VIZSGA 006. február 0. FAIPARI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI MINISZTÉRIUM I. írásbeli vizsga 05 / 5 006. február 0. . Feladat.
05 ÉRETTSÉGI VIZSGA 006. február 0. FAIPARI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI MINISZTÉRIUM I. írásbeli vizsga 05 / 5 006. február 0. . Feladat.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
Alámetszés. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Alámetszett alkatrészek gyártása
 Dr. Mikó Balázs [email protected] Mőanyag fröccsöntı szerszámok tervezése és gyártása Alámetszett alkatrészek gyártása Alámetszés 2 A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás
Dr. Mikó Balázs [email protected] Mőanyag fröccsöntı szerszámok tervezése és gyártása Alámetszett alkatrészek gyártása Alámetszés 2 A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Gyártástechnológiai III. 6. előadás Esztergálás, gyalulás, vésés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
2011/12 I. félév. (www.uni miskolc.hu/~ggytmazs)
") Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
FAIPARI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2008. május 26. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2008. május 26. 8:00 I. Időtartam: 120 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI ÉS KULTURÁLIS MINISZTÉRIUM Faipari
ÉRETTSÉGI VIZSGA 2008. május 26. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2008. május 26. 8:00 I. Időtartam: 120 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI ÉS KULTURÁLIS MINISZTÉRIUM Faipari
A felmérési egység kódja:
 A felmérési egység lajstromszáma: 0221 A felmérési egység adatai A felmérési egység kódja: A kódrészletek jelentése: Forgács//30/Ksz/Ált/b Forgácsoló szakképesítés-csoportban, a célzott, 30-as szintű szakképesítéssel
A felmérési egység lajstromszáma: 0221 A felmérési egység adatai A felmérési egység kódja: A kódrészletek jelentése: Forgács//30/Ksz/Ált/b Forgácsoló szakképesítés-csoportban, a célzott, 30-as szintű szakképesítéssel
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ
 Faipar ismeretek emelt szint 1712 ÉRETTSÉGI VIZSGA 2019. május 15. FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
Faipar ismeretek emelt szint 1712 ÉRETTSÉGI VIZSGA 2019. május 15. FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel
 Pagonyné Mezősi Marietta Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma:
Pagonyné Mezősi Marietta Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma:
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben
 Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
2. elıadás: A forgácsolás helye a gyártásban. Biró Szabolcs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai BAGFO12NNF-Gépipari Gépipari
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai BAGFO12NNF-Gépipari Gépipari
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ
 ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. Döntse el, hogy az alábbi gépelemekre vonatkozó állítások igazak vagy hamisak!
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. Döntse el, hogy az alábbi gépelemekre vonatkozó állítások igazak vagy hamisak!
Technológiai sorrend
 Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Vízóra minıségellenırzés H4
 Vízóra minıségellenırzés H4 1. A vízórák A háztartási vízfogyasztásmérık tulajdonképpen kis turbinák: a mérın átáramló víz egy lapátozással ellátott kereket forgat meg. A kerék által megtett fordulatok
Vízóra minıségellenırzés H4 1. A vízórák A háztartási vízfogyasztásmérık tulajdonképpen kis turbinák: a mérın átáramló víz egy lapátozással ellátott kereket forgat meg. A kerék által megtett fordulatok
Faipari gépek paraméterei és működésük
 Pagonyné Mezősi Marietta Faipari gépek paraméterei és működésük A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító száma
Pagonyné Mezősi Marietta Faipari gépek paraméterei és működésük A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító száma
FAIPARI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2008. október 20. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2008. október 20. 14:00 I. Időtartam: 120 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI ÉS KULTURÁLIS MINISZTÉRIUM
ÉRETTSÉGI VIZSGA 2008. október 20. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2008. október 20. 14:00 I. Időtartam: 120 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI ÉS KULTURÁLIS MINISZTÉRIUM
Alkatrészek tőrése. 1. ábra. Névleges méret méretszóródása
 1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
Menedzsment jellegű tantárgyak Fűrész-és lemezipari szakirány Bútor-és kárpitosipari szakirány
 Menedzsment jellegű tantárgyak Fűrész-és lemezipari szakirány Bútor-és kárpitosipari szakirány 1. Mutassa be a vállalkozások pénzügyi környezetét! 2. Mutassa be a pénzügyi tervezés és elemzés információs
Menedzsment jellegű tantárgyak Fűrész-és lemezipari szakirány Bútor-és kárpitosipari szakirány 1. Mutassa be a vállalkozások pénzügyi környezetét! 2. Mutassa be a pénzügyi tervezés és elemzés információs
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
FAIPARI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2010. május 14. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2010. május 14. 8:00 I. Időtartam: 120 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI ÉS KULTURÁLIS MINISZTÉRIUM Faipari
ÉRETTSÉGI VIZSGA 2010. május 14. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2010. május 14. 8:00 I. Időtartam: 120 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI ÉS KULTURÁLIS MINISZTÉRIUM Faipari
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs [email protected] r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs [email protected] r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek