Sík- és profilforgácsolási technológia
|
|
|
- Edit Feketené
- 9 évvel ezelőtt
- Látták:
Átírás

1 Sík- és profilforgácsolási technológia 1



2 Eddig bemutatott technológiák 2

3 Síkra- és profilra marás 3
4 Előnyei: Egyszerű hulladékkezelés Nagy előtolás Jó méretpontosság Sima felület Kicsi túlméret 4
5 Átmérö (cm) A rönkátmérő méretének csökkenése év év év Fm/m 3 5
6 A rönkmennyiség az átmérő és előtolás függvényében (1760 óra/év, 4,5 m lucfenyő, Kihasználtság 0,7) Átmérő (cm) Ezer m 3 /év 6
7 A feldolgozási költségek a rönkátmérő függvényében (1760 óra/év, 4,5 m lucfenyő, Kihasználtság 0,7) Átmérő (cm) EUR/óra 7
8 Előnyei: Egyszerű hulladékkezelés Nagy előtolás Jó méretpontosság Sima felület Kicsi túlméret 8
9 Keretfűrészes és forgácsolási technológia összehasonlítása Kihozatal különbség 8 % 9

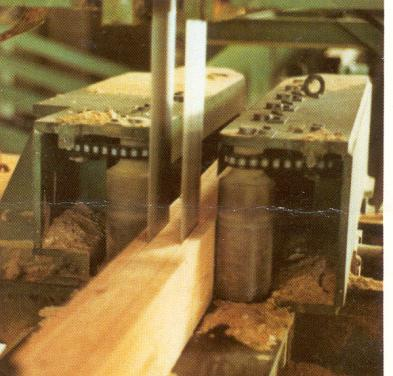
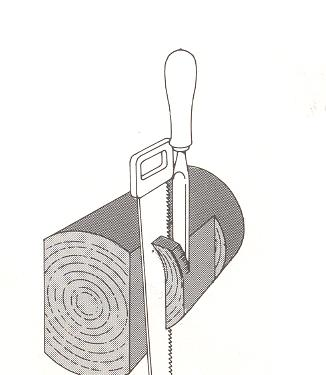
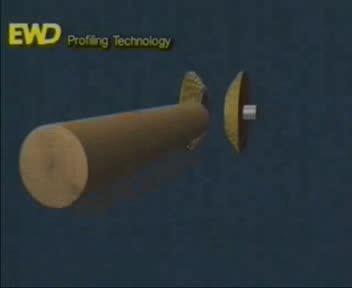
10 Síkra marás technológiája 10

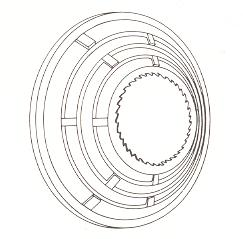
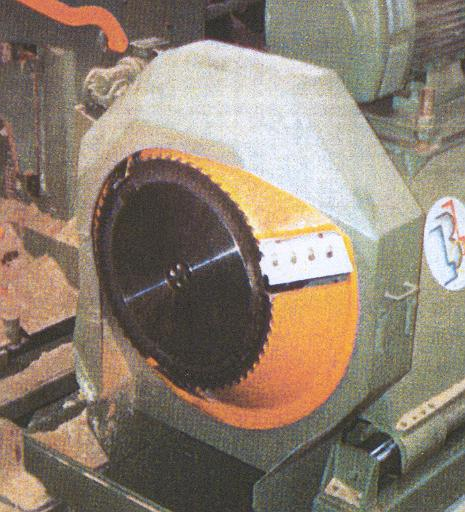
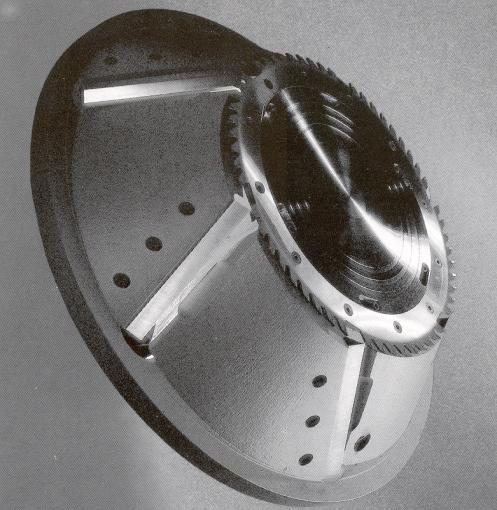
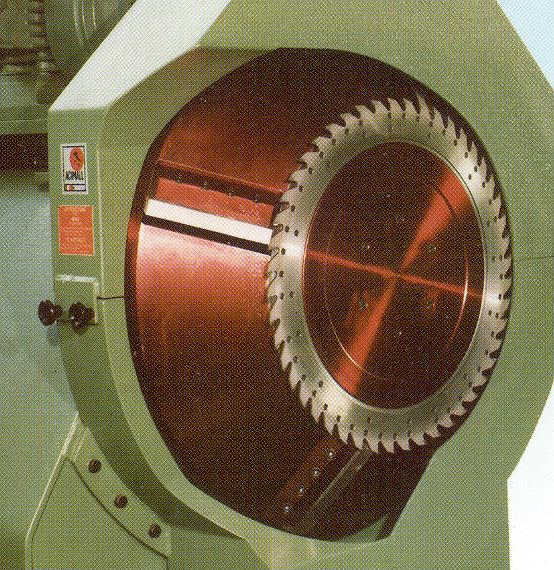
11 Marófej típusok 11
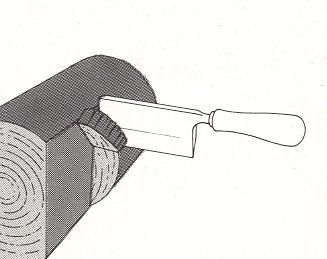
12 A forgácsoló kés tengelyének beállítása 12
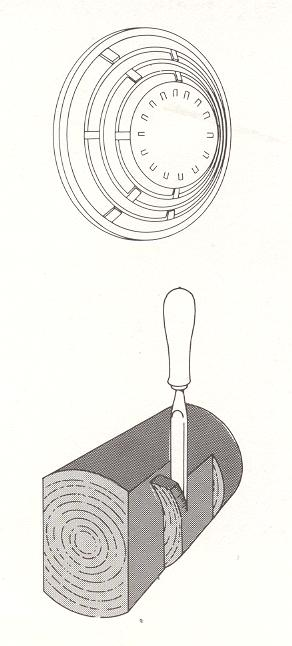
13 Hosszúkéses marófejnél a kések száma 13

14 Fűrészkorongos marófej előnye 14

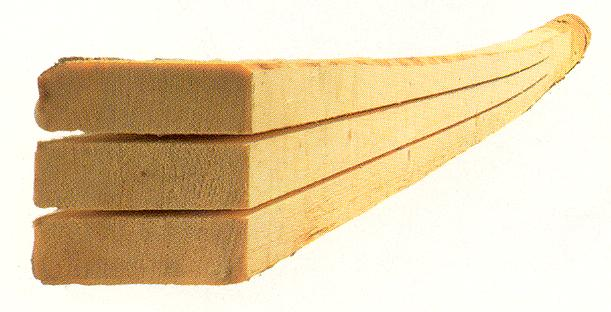
15 A két felület összehasonlítása 15

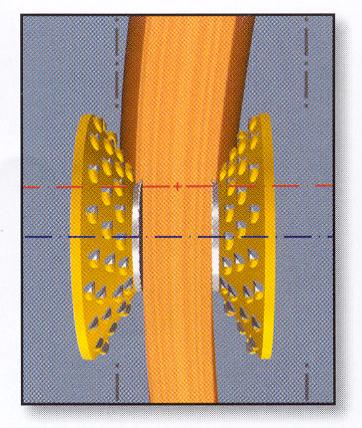
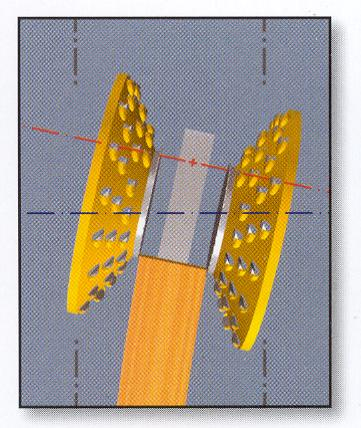
16 Spirál alakban elhelyezett kések 16

17 Síkforgácsoló berendezés spirál alakban elhelyezett késekkel 17

18 Síkforgácsoló berendezés spirál alakban elhelyezett késekkel 18
19 A marófejek állítási lehetőségei a: min 60 mm max 600 mm b: min 2x125 mm max 2x200 mm 19

20 A kések és fűrészkorong cseréje 20

21 Élezésre kivett szerszámok 21
22 22


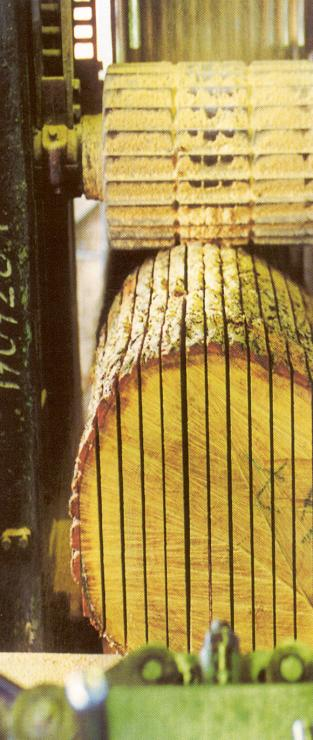
23 A keletkező apriték és forgács 23

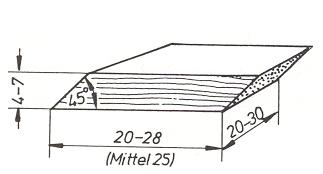
24 Az apriték mérete 24
25 A különböző vastagságok részaránya Vastagságok mm Részarány % 0-0,2 15 0,21-0,4 54 0,41-0,6 19 0,61-0,8 6 0,

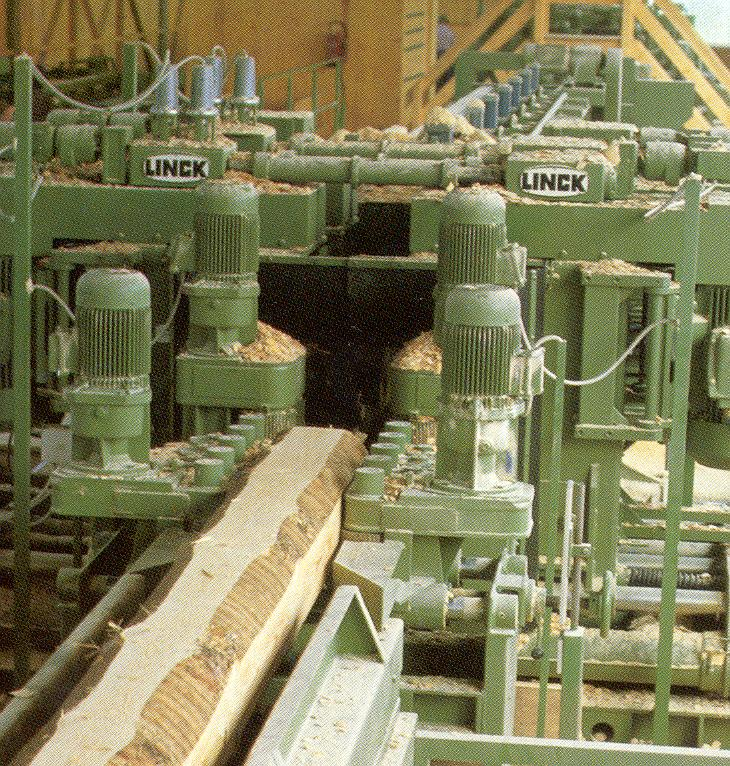
26 Sikra marás egy fejes marógéppel 26

27 Síkra marás egy fejes marógéppel 27

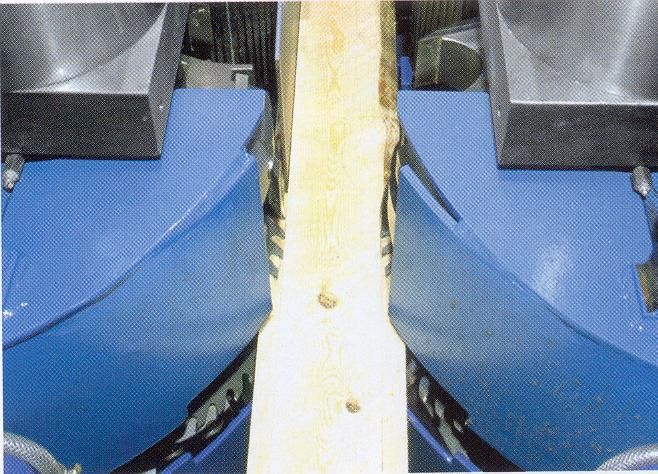
28 Síkra marás két fejes marógéppel 28

29 Síkra marás két fejes marógéppel 29

30 A síkmarógép előtti egységek 30
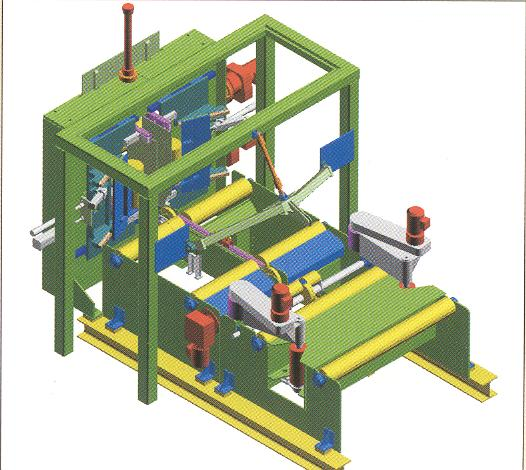
31 Síkforgácsoló gép Rönkközpontosító és irányító berendezés Alapkeret Két állítható szerszámtartó forgácsoló fejjel és motorral Fékberendezés Kivezető Irányító fülke 31

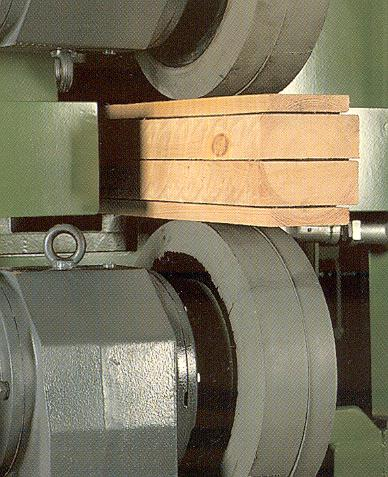
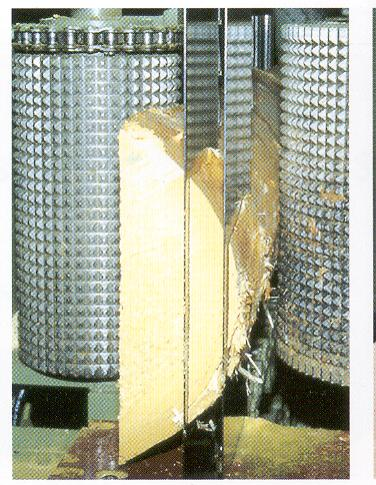
32 Rönkbefogás tüskés hengerekkel 32

33 Síkgörbe rönk marásának lehetősége 33

34 2 db kétfejes síkmaró gép 34

35 35

36 Prizma fordító berendezés 36

37 Prizma fordító berendezés 37
38 38
39 39
40 Síkforgácsoló technológiai sor 40
41 Síkforgácsoló és körfűrészgépes technológia 41
42 Síkforgácsoló és keretfűrészgépes technológia 42

43 Síkra marás négy fejes marógéppel 43
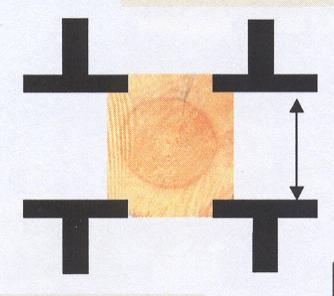
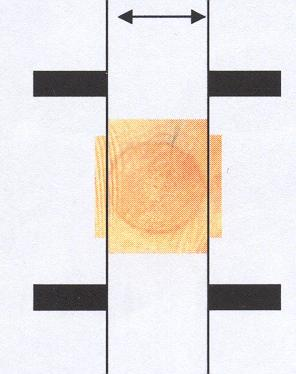
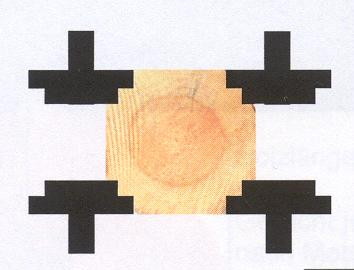
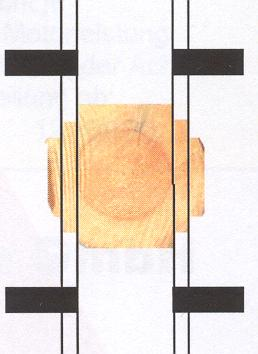
44 Marási lehetőségek az átmérő függvényében 13 cm csúcsátmérőig 15 cm csúcsátmérőig 44
45 Marási lehetőségek az átmérő függvényében 24 cm csúcsátmérőig 36 cm csúcsátmérőig 45
46 Marási lehetőségek az átmérő függvényében 42 cm csúcsátmérőig 46

47 Profilmarás technológiája 47
48 Profilforgácsolási technológia 48

49 Profilforgácsolási technológia prizmából 49

50 Profilforgácsolási technológia gerendából 50

51 Profilforgácsolási technológia rönkből 51
52 Profilmarógép 52

53 A gép belülről 53
54 Forgácsoló fejek 54
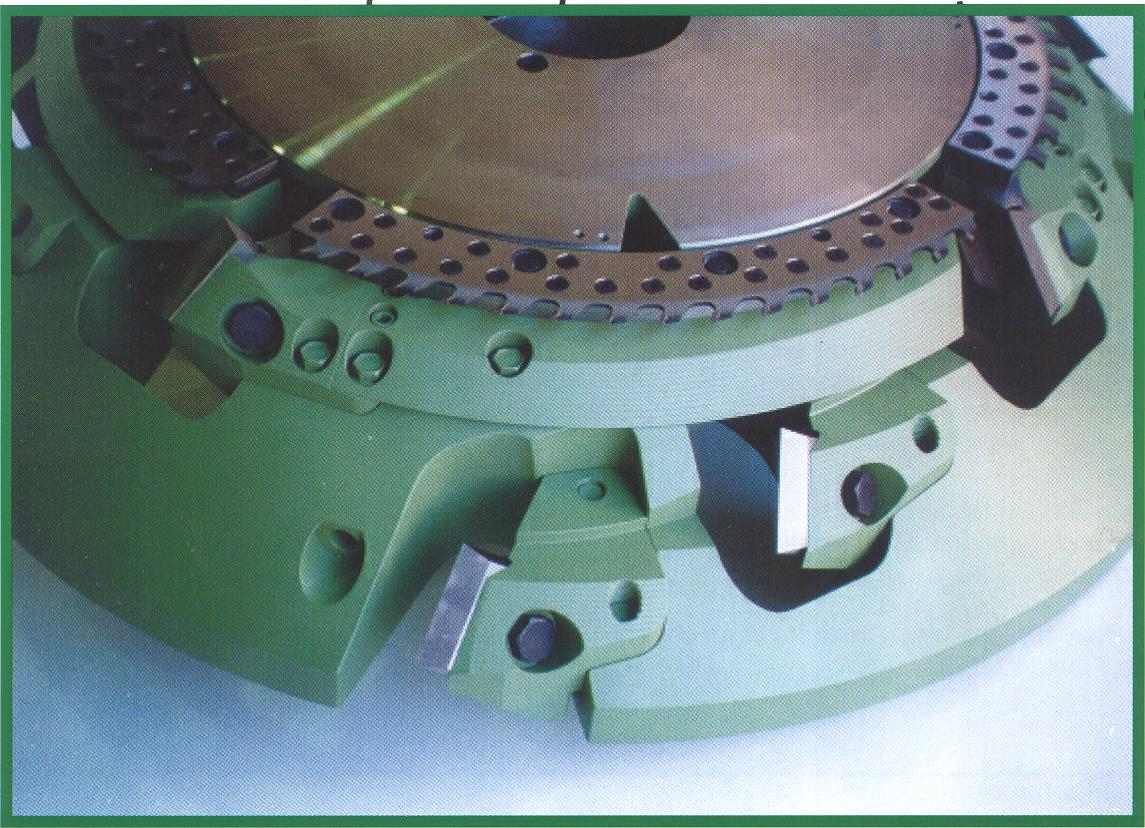
55 Forgácsoló fej 55

56 Profil marása 56

57 Főtermék és oldaltermék elvezetése és szétválasztása 57

58 Főtermék és oldaltermék elvezető és szétválasztó berendezés 58

59 59

60 Oldaltermék megtámasztó hengerek 60

61 Korongos főtermék és oldaltermék leválasztó 61
62 62

63 4 m hosszú fenyőrönk profil terve 63
64 Csúcsátmérő (mm) Főtermékkihozatal % , , , , , , , ,9 Átlag 0,37 %/mm
65 Példa 160 x 160 mm keresztmetszetű, 4 m hosszú gerenda termelésénél, 1 % sudarlósságot és napi 750 m3 feltételezve ez 2,755 m3/mm!!! 65
66 Gépsor sík- és profilforgácsoló gépekkel 66
67 A profil kialakításának lépései 67
68 Profilmarás oldaláru leválasztással 68


69 Profilmaró a rönkvágó körfűrészgép előtt 69

70 Profilmarás rönkből 70
71 Sík- és profilforgácsoló technológiai sor 71
72 Nagy átmérőjű rönk feldolgozása 72
73 Nagy átmérőjű rönk feldolgozása 73

74 Prizma, gerenda marás és szeletelés egy alapgéppel 74

75 Prizma és gerenda marás egy alapgéppel, prizma szeletelés külön 75

76 Prizma és gerenda marás két alapgéppel, prizma szeletelés külön 76
77 Kombinált gép 77
78 A forgácsolás energia igénye Rönkátmérő cm Forgácsoló kwh/m 3 Termelősor kw , , ,
79 Magas teljesítményre képes db/min esetén 10 perc megállás 100 db rönk kiesést jelent! 79
80 Teljesítmény Kihozatal Középátmérő Átlagos rönk hossz Előtolás Időalap Kihasználás Késcsere munkaidőn belül van-e? Fafaj Középátmérő Átlagos rönk hossz Sudarlósság Görbeség Fűrészáru méretek Tompaélűség Fűrészrés 80
81 Emlékeztető Előnyei Síkforgácsolás Forgácsoló fejek típusai Egy-, két- és négyfejes gépek Technológiai elrendezések Profilforgácsolás Forgácsoló fejek Technológiai elrendezések Gépkombinációk 81


82 Következő óra témája 82

83 Köszönöm megtisztelő figyelmüket! 83
84 Profilmarásos technológiai elrendezés 84
85 85
86 Két fejes síkforgácsolási technológia 86
87 Sík- és profilforgácsoló technológiai sor 87
Rönkvágó szalagfűrészgépes technológia
 Rönkvágó szalagfűrészgépes technológia 1 Rönkvágó szalagfűrészgép 2 Előnyei: Nagy átmérőjű rönk is felfűrészelhető Nem igényel rönkosztályozást Minden vágás után állítási lehetőség Vékonyabb fűrészrés
Rönkvágó szalagfűrészgépes technológia 1 Rönkvágó szalagfűrészgép 2 Előnyei: Nagy átmérőjű rönk is felfűrészelhető Nem igényel rönkosztályozást Minden vágás után állítási lehetőség Vékonyabb fűrészrés
A fűrészáru kihozatal Fűrészipari technológia I. előadás Dr. Gerencsér Kinga
 A fűrészáru kihozatal 1 Az előadás tartalma Mennyiségi kihozatal Minőségi kihozatal Értékkihozatal Nyereség kihozatal A kihozatalt befolyásoló tényezők Számítógépes vágástervezés 2 3 4 A kör négyszögesítésére
A fűrészáru kihozatal 1 Az előadás tartalma Mennyiségi kihozatal Minőségi kihozatal Értékkihozatal Nyereség kihozatal A kihozatalt befolyásoló tényezők Számítógépes vágástervezés 2 3 4 A kör négyszögesítésére
Fűrészipari feldolgozás
 Fűrészipari feldolgozás Összeállították Dr. Gerencsér Kinga előadásanyagának felhasználásával Dr., Dr. Kovács Zsolt NYME FMK TGYI 2007.01.26. Fűrészipari feldolgozás A fűrészipar alapanyagai: Fűrészipari
Fűrészipari feldolgozás Összeállították Dr. Gerencsér Kinga előadásanyagának felhasználásával Dr., Dr. Kovács Zsolt NYME FMK TGYI 2007.01.26. Fűrészipari feldolgozás A fűrészipar alapanyagai: Fűrészipari
A szélezés és szeletelés művelete és gépei
 A szélezés és szeletelés művelete és gépei 2010.02.20. Fűrészipari technológia I. előadás 1 A szélezésnél figyelembe veendő tényezők Göcsök Repedések Elszíneződés Rovarrágás Gyanta táskák 2 Szélezési lehetőségek
A szélezés és szeletelés művelete és gépei 2010.02.20. Fűrészipari technológia I. előadás 1 A szélezésnél figyelembe veendő tényezők Göcsök Repedések Elszíneződés Rovarrágás Gyanta táskák 2 Szélezési lehetőségek
Melléktermékek mennyisége és kezelése
 Melléktermékek mennyisége és kezelése Dr. Gerencsér Kinga 1 Az előadás tartalma A melléktermékek csoportosítása Keletkezési helyei és mennyiségei A melléktermékek szállítása A melléktermékek tárolása Dr.
Melléktermékek mennyisége és kezelése Dr. Gerencsér Kinga 1 Az előadás tartalma A melléktermékek csoportosítása Keletkezési helyei és mennyiségei A melléktermékek szállítása A melléktermékek tárolása Dr.
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
MUNKAANYAG. Dr. Hargitai László. Rönkvágási módok. A követelménymodul megnevezése: Fűrészáru gyártási feladatai
 Dr. Hargitai László Rönkvágási módok A követelménymodul megnevezése: Fűrészáru gyártási feladatai A követelménymodul száma: 2309-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-30 RÖNKVÁGÁSI
Dr. Hargitai László Rönkvágási módok A követelménymodul megnevezése: Fűrészáru gyártási feladatai A követelménymodul száma: 2309-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-30 RÖNKVÁGÁSI
Faipari marószerszámok
 Faipari horonymaró D705 005 D705 005 Rendkívül széles méret, alapanyag, választék, a legkülönfélébb horonymarási feladatokhoz. SP-1 - Kerületén és mindkét oldalán vágóél van kialakítva. - Több szerszám
Faipari horonymaró D705 005 D705 005 Rendkívül széles méret, alapanyag, választék, a legkülönfélébb horonymarási feladatokhoz. SP-1 - Kerületén és mindkét oldalán vágóél van kialakítva. - Több szerszám
Fűrészüzemek műszaki anyagnormáinak meghatározása
 Fűrészüzemek műszaki anyagnormáinak meghatározása LONKAIJÁNOS A szocialista gazdálkodás a termelőeszközök felhasználása terén a legmesszebbmenő takarékosságot követeli meg. A szocialista ipar és mezőgazdaság
Fűrészüzemek műszaki anyagnormáinak meghatározása LONKAIJÁNOS A szocialista gazdálkodás a termelőeszközök felhasználása terén a legmesszebbmenő takarékosságot követeli meg. A szocialista ipar és mezőgazdaság
Menedzsment jellegű tantárgyak Fűrész-és lemezipari szakirány Bútor-és kárpitosipari szakirány
 Menedzsment jellegű tantárgyak Fűrész-és lemezipari szakirány Bútor-és kárpitosipari szakirány 1. Mutassa be a vállalkozások pénzügyi környezetét! 2. Mutassa be a pénzügyi tervezés és elemzés információs
Menedzsment jellegű tantárgyak Fűrész-és lemezipari szakirány Bútor-és kárpitosipari szakirány 1. Mutassa be a vállalkozások pénzügyi környezetét! 2. Mutassa be a pénzügyi tervezés és elemzés információs
Versenyző kódja: 8 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny.") 54 543 01-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 543 01 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet Komplex szakmai
54 543 01-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 543 01 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet Komplex szakmai
A 10/2007 (II. 27.) 1/2006 (II. 17.) OM
 1/2006 (II. 17.) OM") A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 27/2012 (VIII. 27.) NGM rendelet 29/2016. (VIII. 26.) NGM rendelet által módosított szakmai és vizsgakövetelménye
 NGM rendelet 29/2016. (VIII. 26.) NGM rendelet által módosított szakmai és vizsgakövetelménye") A 27/2012 (VIII. 27.) NGM rendelet 29/2016. (VIII. 26.) NGM rendelet által módosított szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosítószáma és megnevezése 54 543 01 Faipari technikus Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet 29/2016. (VIII. 26.) NGM rendelet által módosított szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosítószáma és megnevezése 54 543 01 Faipari technikus Tájékoztató
FAGOSZ FAGOSZ KONFERENCIA 2012.03.27
 Fenyő Fenyőfeldolgozás és és forgalmazás Tuzséron Tuzséron FAGOSZ FAGOSZ KONFERENCIA 2012.03.27 előadó: Ifj. Tóth Árpád vezérigazgató 4323. Tuzsér 45/541-110, belkereskedelem: 541-113, 45/541-119 E-mail:
Fenyő Fenyőfeldolgozás és és forgalmazás Tuzséron Tuzséron FAGOSZ FAGOSZ KONFERENCIA 2012.03.27 előadó: Ifj. Tóth Árpád vezérigazgató 4323. Tuzsér 45/541-110, belkereskedelem: 541-113, 45/541-119 E-mail:
MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Szakmai számítások és csomóponti rajz készítése,
MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Szakmai számítások és csomóponti rajz készítése,
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs [email protected]
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs [email protected]
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben
 Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
Záróvizsga tételek 2014.
 Simonyi Károly Műszaki, Faanyagtudományi és Művészeti Kar BSc. faipari mérnöki alapszak 2009-ben és azután kezdett hallgatóknak. Záróvizsga tételek 2014. FAALAPÚ LEMEZEK, FŰRÉSZIPARI TECHNOLÓGIA, SZÁRÍTÁS
Simonyi Károly Műszaki, Faanyagtudományi és Művészeti Kar BSc. faipari mérnöki alapszak 2009-ben és azután kezdett hallgatóknak. Záróvizsga tételek 2014. FAALAPÚ LEMEZEK, FŰRÉSZIPARI TECHNOLÓGIA, SZÁRÍTÁS
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Mechanikai megmunkálás
 Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Választékolás és rönkosztályozás
 Választékolás és rönkosztályozás Dr.Gerencsér Kinga 1 A választékolás A hosszúfa optimális felosztása minőség méret szerint a piacon keresett áruválasztékra Dr.Gerencsér Kinga 2 Dr.Gerencsér Kinga 3 Választékoló
Választékolás és rönkosztályozás Dr.Gerencsér Kinga 1 A választékolás A hosszúfa optimális felosztása minőség méret szerint a piacon keresett áruválasztékra Dr.Gerencsér Kinga 2 Dr.Gerencsér Kinga 3 Választékoló
A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni, majd pontosan kettévágni. Ezek lesznek a húzótételek.
 A) Szakmai ismeret: Famegmunkálási, alakítási módok. Alkatrészek hajlítása. Fa ragasztása (ragasztással kapcsolatos fogalmak, ragasztás technológiája, ragasztás hibái). Faipari alapszerkezetek, fahajók
A) Szakmai ismeret: Famegmunkálási, alakítási módok. Alkatrészek hajlítása. Fa ragasztása (ragasztással kapcsolatos fogalmak, ragasztás technológiája, ragasztás hibái). Faipari alapszerkezetek, fahajók
Ajánlott szakmai jellegű feladatok
 Ajánlott szakmai jellegű feladatok A feladatok szakmai jellegűek, alkalmazásuk mindenképpen a tanulók motiválását szolgálja. Segít abban, hogy a tanulók a tanultak alkalmazhatóságát meglássák. Értsék meg,
Ajánlott szakmai jellegű feladatok A feladatok szakmai jellegűek, alkalmazásuk mindenképpen a tanulók motiválását szolgálja. Segít abban, hogy a tanulók a tanultak alkalmazhatóságát meglássák. Értsék meg,
Késtartók. Géptartozékok. ostrana Typ 4414. Gyorsváltós késtartó alaptest E405 005 E405 005 060 E405 008 E405 007 E405 006. Méretkódok: 080-180
 Gyorsváltós késtartó alaptest E5 005 Typ ok: 0 - Kivitel: E5 005 0 E5 005 0 E5 005 0 Ø E5 008 E5 007 E5 006 E5 005 E5 009 0 0 0 0 00 ( 8 8 6 6 6 8 8 00 00 ( Q ( R ( S 7 7 57,0,0 7,0 7,0 7,0,5,5,0,0,0,0,0,0,0,0,0
Gyorsváltós késtartó alaptest E5 005 Typ ok: 0 - Kivitel: E5 005 0 E5 005 0 E5 005 0 Ø E5 008 E5 007 E5 006 E5 005 E5 009 0 0 0 0 00 ( 8 8 6 6 6 8 8 00 00 ( Q ( R ( S 7 7 57,0,0 7,0 7,0 7,0,5,5,0,0,0,0,0,0,0,0,0
ÁGAPRÍTÓ GÉPEK AY 400-10cm AY 600-16cm AY 900-21cm AY 1000-26cm
 ÁGAPRÍTÓ GÉPEK AY 400-10cm AY 600-16cm AY 900-21cm AY 1000-26cm A Volverini gépgyár több mint 20 éve kezdte meg működését. A családi vállalkozásként működő gyár mára a világ számos pontjára szállít mezőgazdasági
ÁGAPRÍTÓ GÉPEK AY 400-10cm AY 600-16cm AY 900-21cm AY 1000-26cm A Volverini gépgyár több mint 20 éve kezdte meg működését. A családi vállalkozásként működő gyár mára a világ számos pontjára szállít mezőgazdasági
Szállító eszközök a rönktéren. Fűrészipari technológia I. előadás
 Szállító eszközök a rönktéren Dr.Gerencsér Kinga 1 A szállító eszköz kiválasztása Fafaj, tömeg, alak és méret Évente feldolgozott mennyiség Műszakteljesítmény Nagy szállító- és emelő berendezésre kell
Szállító eszközök a rönktéren Dr.Gerencsér Kinga 1 A szállító eszköz kiválasztása Fafaj, tömeg, alak és méret Évente feldolgozott mennyiség Műszakteljesítmény Nagy szállító- és emelő berendezésre kell
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs [email protected] r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs [email protected] r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
számológép, körző, vonalzók (léptékvonalzó, derékszögű
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013. (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 543 02 Asztalos Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013. (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 543 02 Asztalos Tájékoztató
A rönk előkészítése fűrészeléshez
 A rönk előkészítése fűrészeléshez Dr.Gerencsér Kinga 1 Rönkelőkészítés műveletei Dr.Gerencsér Kinga 2 A rönkelőkészítés műveletei Ágcsonkok és tőterpeszek eltávolítása Idegen anyagok eltávolítása Kérgezés
A rönk előkészítése fűrészeléshez Dr.Gerencsér Kinga 1 Rönkelőkészítés műveletei Dr.Gerencsér Kinga 2 A rönkelőkészítés műveletei Ágcsonkok és tőterpeszek eltávolítása Idegen anyagok eltávolítása Kérgezés
VÝROBCA ZÁKAZKOVÝCH NÁSTROJOV
 www.boto pro.eu VÝROCA ZÁKAZKOVÝCH NÁSTROJOV szakértelem biztos háttér korrektség minõség kedvezõ ár... kezet rá! Ing. oris ršel tulajdonos Kik vagyunk? A OTO cég több mint 20 éves szakmai múltja a biztosítéka
www.boto pro.eu VÝROCA ZÁKAZKOVÝCH NÁSTROJOV szakértelem biztos háttér korrektség minõség kedvezõ ár... kezet rá! Ing. oris ršel tulajdonos Kik vagyunk? A OTO cég több mint 20 éves szakmai múltja a biztosítéka
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
Ismét a fahengeres keresztmetszetű gerenda témájáról. 1. ábra forrása: [ 1 ]
![Ismét a fahengeres keresztmetszetű gerenda témájáról. 1. ábra forrása: [ 1 ]](/thumbs/50/26108823.jpg "Ismét a fahengeres keresztmetszetű gerenda témájáról. 1. ábra forrása: [ 1 ]") 1 Ismét a fahengeres keresztmetszetű gerenda témájáról Az 1. ábrával már korábban is találkozhatott az Olvasó. 1. ábra forrása: [ 1 ] Ezen azt láthatjuk, hogy bizonyos esetekben a fűrészelt fagerenda a
1 Ismét a fahengeres keresztmetszetű gerenda témájáról Az 1. ábrával már korábban is találkozhatott az Olvasó. 1. ábra forrása: [ 1 ] Ezen azt láthatjuk, hogy bizonyos esetekben a fűrészelt fagerenda a
MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Szakmai számítások és csomóponti
MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Szakmai számítások és csomóponti
A felmérési egység kódja:
 A felmérési egység lajstromszáma: 0221 A felmérési egység adatai A felmérési egység kódja: A kódrészletek jelentése: Forgács//30/Ksz/Ált/b Forgácsoló szakképesítés-csoportban, a célzott, 30-as szintű szakképesítéssel
A felmérési egység lajstromszáma: 0221 A felmérési egység adatai A felmérési egység kódja: A kódrészletek jelentése: Forgács//30/Ksz/Ált/b Forgácsoló szakképesítés-csoportban, a célzott, 30-as szintű szakképesítéssel
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ
 Faipar ismeretek emelt szint 1712 ÉRETTSÉGI VIZSGA 2019. május 15. FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
Faipar ismeretek emelt szint 1712 ÉRETTSÉGI VIZSGA 2019. május 15. FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
Körfűrészgépes technológia
 Körfűrészgépes technológia Dr. Gerencsér Kinga 1 Felső- és alsó megvezetés Dr. Gerencsér Kinga 2 Előtolás és a forgás iránya Dr. Gerencsér Kinga 3 Kocsis körfűrészgép Dr. Gerencsér Kinga 4 Asztallapos
Körfűrészgépes technológia Dr. Gerencsér Kinga 1 Felső- és alsó megvezetés Dr. Gerencsér Kinga 2 Előtolás és a forgás iránya Dr. Gerencsér Kinga 3 Kocsis körfűrészgép Dr. Gerencsér Kinga 4 Asztallapos
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
2. FELADATOK MARÁSHOZ
 2. ELADATOK MARÁSHOZ 2.1. orgácsolási adatok meghatároása 2.1.1. Előtolás, ogásmélység meghatároása Határoa meg a percenkénti előtolás értékét. eladat = n = 2.1.1.1. 15 = 0.15 mm 50 1/min 2.1.1.2. 12 =
2. ELADATOK MARÁSHOZ 2.1. orgácsolási adatok meghatároása 2.1.1. Előtolás, ogásmélység meghatároása Határoa meg a percenkénti előtolás értékét. eladat = n = 2.1.1.1. 15 = 0.15 mm 50 1/min 2.1.1.2. 12 =
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen


Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Egyszerű, erős, lendületes, mint a földből feltörő forrás.
 Egyszerű, erős, lendületes, mint a földből feltörő forrás. 137 Önfelszívós és szivattyúk teljes skálája, ház körüli, vagy professzionális/ építőipari munkára tervezve. Könnyűek, egyszerűen kezelhetők,
Egyszerű, erős, lendületes, mint a földből feltörő forrás. 137 Önfelszívós és szivattyúk teljes skálája, ház körüli, vagy professzionális/ építőipari munkára tervezve. Könnyűek, egyszerűen kezelhetők,
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
TENGELYŰ GÉPEK, FESZÍTŐ ELEMEK
 Csiszoló gépek katalógusa SUHNER + GARBOLI 2009 CÉGEK KIZÁRÓLAGOS KÉPVISELETE: ELEKTROMOS, PNEUMATIKUS CSISZOLÓK, FLEXIBILIS TENGELYŰ GÉPEK, CSISZOLÓ ANYAGOK SZTACIONÁRIUS CSISZOLÓ ÉS POLÍROZÓ GÉPEK FÚRÓ
Csiszoló gépek katalógusa SUHNER + GARBOLI 2009 CÉGEK KIZÁRÓLAGOS KÉPVISELETE: ELEKTROMOS, PNEUMATIKUS CSISZOLÓK, FLEXIBILIS TENGELYŰ GÉPEK, CSISZOLÓ ANYAGOK SZTACIONÁRIUS CSISZOLÓ ÉS POLÍROZÓ GÉPEK FÚRÓ
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
Zsanérok fa ajtóra. Zsanérok fára - MH 460 réz zsanér sorozat. MH 463 zsanér. MH 462 zsanér. MH 464 zsanér. MH 465 zsanér. AYR 950 zsanér sorozat
 Zsanérok fa ajtóra Zsanérok fára - MH 460 réz zsanér sorozat MH 463 zsanér Díszes réz zsanér Méretek: x 70 mm x80mm 120x80mm Króm felülettel is rendelhetõ MH 462 zsanér MH 464 zsanér Díszes csapágyas réz
Zsanérok fa ajtóra Zsanérok fára - MH 460 réz zsanér sorozat MH 463 zsanér Díszes réz zsanér Méretek: x 70 mm x80mm 120x80mm Króm felülettel is rendelhetõ MH 462 zsanér MH 464 zsanér Díszes csapágyas réz
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
Villanyszerelő. 33 522 04 0001 33 02 Erősáramú berendezések felülvizsgálója
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
8900 Zalaegerszeg Ola. u. 44. Tel. Fax: 92/ , 92/ , E mail:
 8900 Zalaegerszeg Ola. u. 44. Tel. Fax: 92/511-525, 92/346-825, E mail: [email protected] www.diamant-gepszerviz.hu IN03TM01 Lamellómaró HM forrasztott lapkával, kézi marógépekhez. IN03TM01 100
8900 Zalaegerszeg Ola. u. 44. Tel. Fax: 92/511-525, 92/346-825, E mail: [email protected] www.diamant-gepszerviz.hu IN03TM01 Lamellómaró HM forrasztott lapkával, kézi marógépekhez. IN03TM01 100
Villanyszerelő. 33 522 04 0001 33 02 Erősáramú berendezések felülvizsgálója
 A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ
 Faipar ismeretek emelt szint 1711 ÉRETTSÉGI VIZSGA 2017. május 17. FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
Faipar ismeretek emelt szint 1711 ÉRETTSÉGI VIZSGA 2017. május 17. FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
FAIPARI ALAPISMERETEK
 Faipari alapismeretek emelt szint 8 ÉRETTSÉGI VIZSGA 29. október 9. FAIPARI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI ÉS KULTURÁLIS MINISZTÉRIUM Fontos
Faipari alapismeretek emelt szint 8 ÉRETTSÉGI VIZSGA 29. október 9. FAIPARI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI ÉS KULTURÁLIS MINISZTÉRIUM Fontos
ÜDVÖZÖLJÜK A NAPKOLLEKTOR BEMUTATÓN!
 ÜDVÖZÖLJÜK A NAPKOLLEKTOR BEMUTATÓN! Energiaracionlizálás Cégünk kezdettől fogva jelentős összegeket fordított kutatásra, új termékek és technológiák fejlesztésre. Legfontosabb kutatás-fejlesztési témánk:
ÜDVÖZÖLJÜK A NAPKOLLEKTOR BEMUTATÓN! Energiaracionlizálás Cégünk kezdettől fogva jelentős összegeket fordított kutatásra, új termékek és technológiák fejlesztésre. Legfontosabb kutatás-fejlesztési témánk:
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
A 10/2007 (II. 27.) 1/2006 (II. 17.) OM
 1/2006 (II. 17.) OM") A 0/2007 (II. 27.) SzMM redelettel módosított /2006 (II. 7.) OM redelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe törtéő felvétel és törlés eljárási redjéről alapjá. Szakképesítés, szakképesítés-elágazás,
A 0/2007 (II. 27.) SzMM redelettel módosított /2006 (II. 7.) OM redelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe törtéő felvétel és törlés eljárási redjéről alapjá. Szakképesítés, szakképesítés-elágazás,
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
ÖNTVÉNYTISZTÍTÓ SZŰRŐASZTAL
 070702-X-1/5 ÖNTVÉNYTISZTÍTÓ SZŰRŐASZTAL (Az alábbi adatok a képen bemutatott berendezésre érvényesek) TECHNOLÓGIAI MŰVELETEK Öntvények sorjázása, köszörülése. 070702-X-2/5 MÉRETEK Munkadarab: legnagyobb
070702-X-1/5 ÖNTVÉNYTISZTÍTÓ SZŰRŐASZTAL (Az alábbi adatok a képen bemutatott berendezésre érvényesek) TECHNOLÓGIAI MŰVELETEK Öntvények sorjázása, köszörülése. 070702-X-2/5 MÉRETEK Munkadarab: legnagyobb
Lépcsős fúró 1.04. Ezzel a robusztus szerszámmal a lemezek egy műveletben központosíthatóak, megfúrhatóak, kifúrhatóak és sorjázhatóak.
 » LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
» LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben
 Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
9- Fordító és kitárazó egységek (a műhely méretei alapján lehetséges az illesztés)
") Formmaksan szegező sor A gép által elfogadott tűréshatár a raklap alkotóelemeinek méreteire vonatkozóan megegyezik az UNI/EURO által előírtakkal. Gyártási kapacitás: EUR/EPAL típusú raklapra vonatkozó
Formmaksan szegező sor A gép által elfogadott tűréshatár a raklap alkotóelemeinek méreteire vonatkozóan megegyezik az UNI/EURO által előírtakkal. Gyártási kapacitás: EUR/EPAL típusú raklapra vonatkozó
SZEGÉLYNYÍRÓK, BOZÓTVÁGÓK
 SZEGÉLYNYÍRÓK, BOZÓTVÁGÓK BCM2600 BENZINMOTOROS SZEGÉLYNYÍRÓ Hengerűrtartalom: 25,6 cm 3 Teljesítmény: 0,8 kw / 1,07 LE Motor fordulatszám: max. 7.370/perc Üzemanyagtartály: 0,6 l Súly: 5,9 kg = Átvetős
SZEGÉLYNYÍRÓK, BOZÓTVÁGÓK BCM2600 BENZINMOTOROS SZEGÉLYNYÍRÓ Hengerűrtartalom: 25,6 cm 3 Teljesítmény: 0,8 kw / 1,07 LE Motor fordulatszám: max. 7.370/perc Üzemanyagtartály: 0,6 l Súly: 5,9 kg = Átvetős
LÉPCSŐS FÚRÓ. profiline
 LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A faipari, fűrészipari feldolgozás és a biomassza energetikai hasznosításának kapcsolata Magyarországon
 A faipari, fűrészipari feldolgozás és a biomassza energetikai hasznosításának kapcsolata Magyarországon Prof.. Dr. Molnár Sándor Toth Béla 1 Előadás tartalma: Hazai fűrészipari feldolgozás alapanyaghelyzete
A faipari, fűrészipari feldolgozás és a biomassza energetikai hasznosításának kapcsolata Magyarországon Prof.. Dr. Molnár Sándor Toth Béla 1 Előadás tartalma: Hazai fűrészipari feldolgozás alapanyaghelyzete
JÁRMŰVEK JAVÍTÁSA. Javítási technológiák
 JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben
 Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
Mechanikai Megmunkálás
 Mechanikai Megmunkálás V.. elıad adás Általános faipari megmunkálási eljárások faipari mérnök BSc. hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás V.. elıad adás Általános faipari megmunkálási eljárások faipari mérnök BSc. hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Korszerű technológiák: zsugorodás-kompenzált és magasraktári ipari padlók
 Budapesti Műszaki és Gazdaságtudományi Egyetem Korszerű technológiák: zsugorodás-kompenzált és magasraktári ipari padlók Dr. Zsigovics István adjunktus, Építőanyagok és Mérnökgeológia Tanszék, BME Epo-Trend,
Budapesti Műszaki és Gazdaságtudományi Egyetem Korszerű technológiák: zsugorodás-kompenzált és magasraktári ipari padlók Dr. Zsigovics István adjunktus, Építőanyagok és Mérnökgeológia Tanszék, BME Epo-Trend,
PERI Bérlési feltételek QUATTRO
 Kritériumok a bérleti anyagok értékeléséhez Kiadás: 01/2012 Oldal 1 / 9 Áttekintés 1. Zsaluhéj károsodások... 3 2. A keretek sérülései... 7 Utolsó változtatások Dátum Változtatás Oldal Ki 01/2012 17.40.6
Kritériumok a bérleti anyagok értékeléséhez Kiadás: 01/2012 Oldal 1 / 9 Áttekintés 1. Zsaluhéj károsodások... 3 2. A keretek sérülései... 7 Utolsó változtatások Dátum Változtatás Oldal Ki 01/2012 17.40.6
A napkollektoros hőtermelés jelenlegi helyzete és lehetőségei Magyarországon
 A napkollektoros hőtermelés jelenlegi helyzete és lehetőségei Magyarországon 2012. Újabb lehetőség a felzárkózásra? Varga Pál elnök, MÉGNAP 2013. Újabb elszalasztott lehetőség I. Napenergia konferencia
A napkollektoros hőtermelés jelenlegi helyzete és lehetőségei Magyarországon 2012. Újabb lehetőség a felzárkózásra? Varga Pál elnök, MÉGNAP 2013. Újabb elszalasztott lehetőség I. Napenergia konferencia
Dobozfelállítás Ragasztószalagos zárás Hotmelt zárás Kiegészítők
 Ragasztószalagos zárás Hotmelt zárás Kiegészítők www.socosystem.hu Tartalom Dobozfelállítás SOCO Pack ATS dobozfelállító gép ragasztószalagos zárással Dobozfelállítás, alsó oldali dobozzárás és a doboz
Ragasztószalagos zárás Hotmelt zárás Kiegészítők www.socosystem.hu Tartalom Dobozfelállítás SOCO Pack ATS dobozfelállító gép ragasztószalagos zárással Dobozfelállítás, alsó oldali dobozzárás és a doboz
Intelligens Technológiák gyakorlati alkalmazása
 Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
Pom T-206/3 szállítócsiga A szállítócsigák sokféle ömlesztett áru rakodására alkalmasak, nagy teljesítményűek, alacsony energiafelhasználás mellett.
 Pom T-206/3 szállítócsiga Műszaki adatok : T-206/3 4-9 t/h Alapgép hossza (m) 4 Maximális hossz (m) 6 1,7* 4,3** Maximális szög 60: Belső átmérő (mm) 100 1,5 1420 Gép tömege (kb) 80 Kiegészítő tartozékok:
Pom T-206/3 szállítócsiga Műszaki adatok : T-206/3 4-9 t/h Alapgép hossza (m) 4 Maximális hossz (m) 6 1,7* 4,3** Maximális szög 60: Belső átmérő (mm) 100 1,5 1420 Gép tömege (kb) 80 Kiegészítő tartozékok:
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Gyógyszertári műszerek és eszközök
 Gyógyszertári műszerek és eszközök Anyatej melegítő, FTL-3610 A vízfürdő rozsdamentes acél medencéből és az azt lefedő rozsdamentes fedélből áll. A külső burkolat karcálló bevonattal készül. A vízfürdő
Gyógyszertári műszerek és eszközök Anyatej melegítő, FTL-3610 A vízfürdő rozsdamentes acél medencéből és az azt lefedő rozsdamentes fedélből áll. A külső burkolat karcálló bevonattal készül. A vízfürdő
Nagy teljesítmény Az új FORMAT GT
 Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
Welc me! Sopron Szeptember 2008
 Flex Trim A/S Welc me! Sopron Szeptember 2008 1. A Flex Trim bemutatása Filozófia: A felületi csiszolás jobb minőségben és könnyebben elvégezhető mint a hagyományos kézi csiszolással. Vízió: A legtöbb
Flex Trim A/S Welc me! Sopron Szeptember 2008 1. A Flex Trim bemutatása Filozófia: A felületi csiszolás jobb minőségben és könnyebben elvégezhető mint a hagyományos kézi csiszolással. Vízió: A legtöbb
Powermat 600 Compact Handwerk - Kiváló ár-érték arány
 Powermat 600 Compact Handwerk - Kiváló ár-érték arány P 600 Compact Handwerk Powermat 600 Compact Handwerk - Munkamagasság: 120 mm - Munkaszélesség: 230 mm - Frekvenciaszabályzott előtolás 3 KW (5-30 m/perc)
Powermat 600 Compact Handwerk - Kiváló ár-érték arány P 600 Compact Handwerk Powermat 600 Compact Handwerk - Munkamagasság: 120 mm - Munkaszélesség: 230 mm - Frekvenciaszabályzott előtolás 3 KW (5-30 m/perc)
PERI Bérlési feltételek Skydeck
 Kritériumok a bérleti anyagok értékeléséhez Kiadás: 11/2014 Oldal 1 / 9 Áttekintés 1. Zsaluhéj károsodások... 3 2. A keretek sérülései... 5 3. Tartozékok... 6 Utolsó változtatások Dátum Változtatás Oldal
Kritériumok a bérleti anyagok értékeléséhez Kiadás: 11/2014 Oldal 1 / 9 Áttekintés 1. Zsaluhéj károsodások... 3 2. A keretek sérülései... 5 3. Tartozékok... 6 Utolsó változtatások Dátum Változtatás Oldal
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 543 02 Asztalos Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a vizsgafeladat
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 543 02 Asztalos Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a vizsgafeladat
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Versenyző kódja: 2 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 543 02-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 543 02 SZVK rendelet száma: 27/2012. (VIII.27.) NGM rendelet : Faipari szakrajz
34 543 02-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 543 02 SZVK rendelet száma: 27/2012. (VIII.27.) NGM rendelet : Faipari szakrajz
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
31 582 08 1000 00 00 Épületasztalos Épületasztalos
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,