8. GYALULÁS, VÉSÉS, ÜREGELÉS Gyalulás
|
|
|
- Dezső Hegedüs
- 9 évvel ezelőtt
- Látták:
Átírás
1 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács szakaszos leválasztása, egyenes vonalú (alternáló) főmozgás illetve előtolás mellett.

2 8.1. ábra A gyalulás forgácsolási viszonyai A függőleges gyalulást vésésnek nevezzük.

3 Osztályozás, rendszerezés 8.2. ábra Síkgyalulás 8.3. ábra Hengerfelületgyalulás

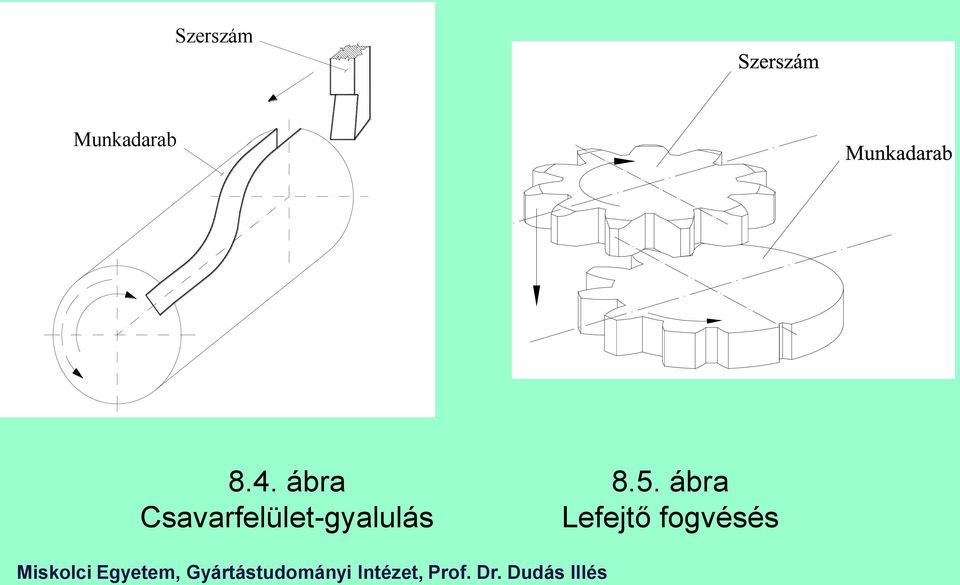
4 Szerszám Munkadarab 8.4. ábra Csavarfelület-gyalulás 8.5. ábra Lefejtő fogvésés
5 8.6. ábra Profilozó gyalulás 8.7. ábra Alakgyalulás

6 Gyalulás forgácsolási viszonyai Sík gyaluláskor a főmozgás alternáló mozgás. Ha ezt a munkadarab végzi, akkor hossz-gyalulásról, ha a szerszám végzi, akkor haránt-gyalulásról van szó. v c (forgácsoló sebesség, m/min) illetve v r (hátramenet sebessége, m/min és v r > v c ), ezért közepes sebességgel számolunk: v 2 L n 1000 K (m/min) (8.1) ahol: L - a lökethossz (mm) n K - a kettőslöketek száma (1/min) A gyalulás szerszámai ütésszerű igénybevételt szenvednek. Ezért a dolgozórész csak szívós anyagból készülhet. A szerszám rugalmasan hátrahajlik és megnő a fogásmélység (a p )
 (8.1) ahol: L - a lökethossz (mm) n K - a kettőslöketek száma (1/min) A gyalulás szerszámai ütésszerű igénybevételt szenvednek.")
7 8.8. ábra Sebességviszonyok gyalulásnál (vésésnél) a)mechanikus (lengőhimbás harántgyalugép) b)hidraulikus hajtás hosszgyalugép
 b)hidraulikus")
8 a.) b.) 8.9. ábra A gyalukések deformációja a)normál gyalukés (főleg nagy késkinyúlásnál), b)könyökös gyalukés

9 8.2. Vésés (Függőleges gyalulás) A vésés a gyaluláshoz hasonló forgácsoló eljárás. Vésésnél az alternáló mozgás rendszerint függőleges irányú és belső hornyok, üregek, alakzatok megmunkálására alkalmas ábra A vésőkések működési feltételei A vésés termelékenysége kicsi, kevésbé pontos eljárás.

10 8.11. ábra Vésőkések típusai és élgeometriája a.) gyorsacél vésőkés, b.) forrasztott keményfémlapkás horonyhúzókés
 forrasztott")
11 8.12. ábra Véséssel előállított munkadarabok a.) vezető elem, b.) villa, c.) reteszhorony, d.) barázda fogazat (lehet kúpos is)
 barázda fogazat (lehet kúpos")
12 8.13. ábra A vésés ritkább változatai a.) alakvésés másolással (bélyegkészítés) b.) csavarfelület vésés
 b.")
13 8.3. Üregelés Az üregelés olyan többfogú szerszámmal végzett forgácsoló eljárás, amelynél a szerszám fogai egymás mögött növekvően lépcsőzve helyezkednek el és az egyes lépcsők mérete megegyező a forgácsvastagsággal ábra Az üregelő tüske forgácsleválasztási körülményei

14 Az üregelés lehet: Síküregelés Henger felület üregelés Csavar felület üregelés Profilozó üregelés Alaküregelés Az üregelés az alaküregelés kivételével lehet: külső üregelés belső üregelés A szerszámra ható erő szerint: húzó nyomó

15 A szerkezeti kialakítás szempontjából: tömör szerelt Szerszámél anyagminőségi szerint: ötvözött acél gyorsacél keményfém Anyagleválasztási módszer változó profilú progresszív módszer kombinált módszer szerint: állandó profilú

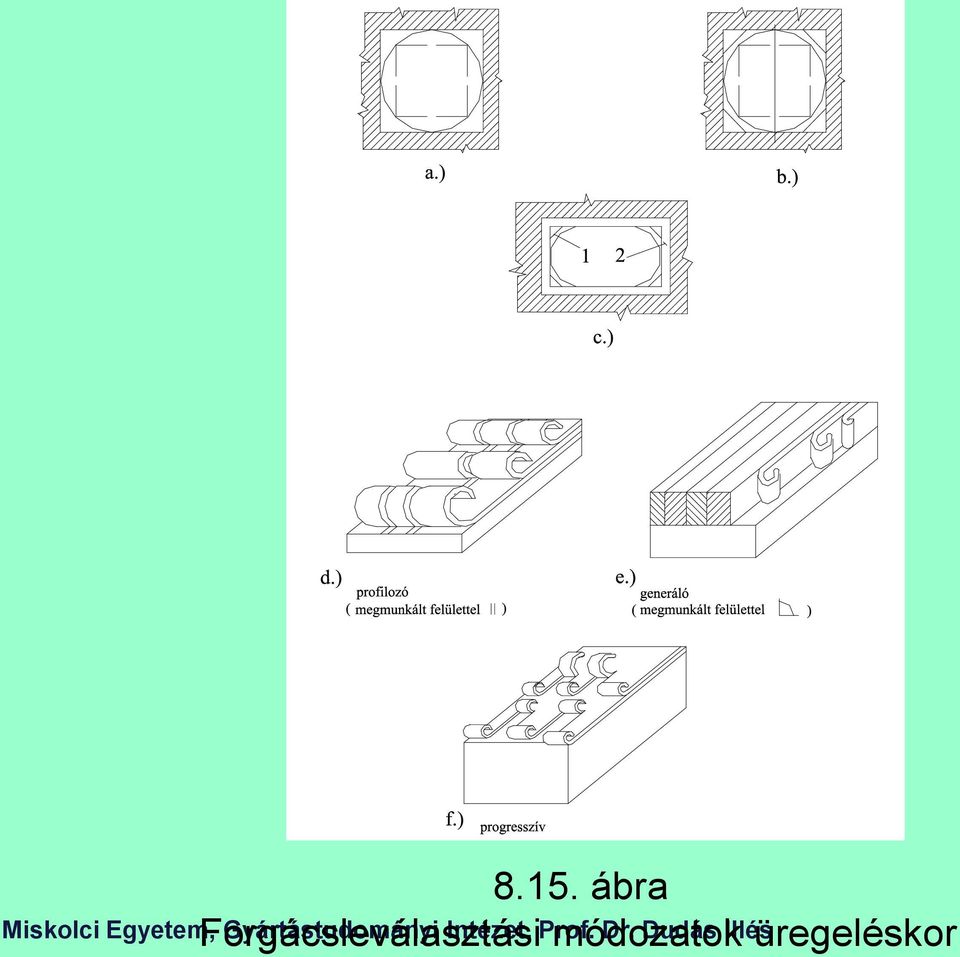
16 8.15. ábra Forgácsleválasztási módozatok üregeléskor
17 8.16. ábra Üregeléssel készült jellegzetes alkatrészek Méretpontossága IT 6 IT 8, Ra=0,4 1,6 μm átlagos érdesség mellett.

18 Az üregelő szerszámok felépítése és kialakításuk főbb szempont ábra Az üregelő szerszám részei

19 Az üregelő szerszám részei: Felfogórész Nyakrész Kúpos bevezető Mellső vezetőrész Forgácsolórész (dolgozó rész) Szabályozórész (kalibráló rész) Hátsó vezetőrész Hátsó alátámasztás
 Hátsó vezetőrész Hátsó")
20 Felfogórész: Méretét meghatározza: Előmunkált furat átmérője. Felfogóhüvely átmérője. Felfogórész méretének meghatározása táblázatból Nyakrész: Rendszerint ezen történik a márkázás, beírás. Felfogórész átmérő (0,3 1 mm). Kúpos bevezető: Feladata a munkadarab tájolása. Alakja az előmunkált furat alakjához igazodik. Kisebbik átmérője egyenlő a nyakrész átmérőjével. Nagyobbik átmérője megegyezik a mellső vezetőrész méretével. Hossza mm

21 Mellső vezetőrész: Feladata a munkadarabnak az üregelő szerszámhoz viszonyított helyes beállítása Forgácsoló és szabályozórész ábra Az dolgozó rész felosztása
22 Hátsó vezetőrész: Feladata, hogy megakadályozza a munkadarab ferde beállását. Profilja azonos a megmunkált furatéval Átmérője a megmunkált furat alsó határméretére készül Hátsó támasztás: Hátsó szerszámbefogás Gépi visszamozgatás Átmérője elsősorban az üregelőgép típusától függ Élszögek ábra Élkiképzés
23 Homlokszög Nagysága függ: A megmunkálandó anyagtól ( = 0 20o). Az élező korong átmérőjétől (alámetszés miatt gyűrűs szerszámnál (8.20.ábra). növelésével a forgácsoló erő csökken, és csökken az alkalmazható korong átmérője.
24 D kmax B AC Dsz 2 sin A - a 90 D C D sz AC D k D max D k 2 sin( ) sz sin( ) sin ábra Üregelő tüske alámetszés nélküli köszörülése
25 Hátszög Méretcsökkenés elkerülése érdekében az kicsi kell legyen. Ajánlott értékek: nagyoló élre n = 1o30 3o befejező élre b = 0o30 1o tartalék élre t = 0o30 Hengeres élszalag A forgácsoló részen: Élszalag miatt a súrlódás növekszik, ugyanakkor az élezés esetén mérethűség miatt, valamint az éltartam növelése érdekében célszerű az élszalag biztosítása. Kalibráló részen: A méretpontosság döntő 0,2 1,2 mm.
26 Forgácstörők (forgácsosztó horony) célszerű alkalmazni, a forgácsszélesség elosztására. Forgácshorony Méretezni kell, kicsi beszorul a forgács nagy indokolatlanul hosszú szerszám Jellemzői: fogosztás hossza (t) furathossztól függ (ld. fogosztás) mélysége (H) alakja anyagminőségtől és a megmunkálási felület jellegétől függ (osztott vagy egybefüggő)
27 Jellegzetes alakok: ábra Forgácshorony kialakítása
28 Fogosztás és fogmagasság Azt feltételezzük, hogy a spirálba göngyölődő forgács csak az A 0 területet (8.22. ábra) foglalhatja el: A r A 0 ahol: H a forgácshorony mélysége Továbbá: A K π H 2 4 L h a forgács által elfoglalt terület (hosszmetszete). Ahol: A K forgácstérkitöltési tényező L üregelt furat hossza h forgácsvastagság (8.2) (8.3)
29 8.22. ábra Élszögek és forgácshorony
30 Mivel: A 0 A r szükséges, ezért Rideg anyag esetében: π H 2 4 A K L h (8.4) H 0,86 AK L h (mm) (rideg anyagra) (8.6), h h h ábra Elemi forgács forgácsosztó horony kialakítása esetén kapcsolási számra ellenőrizni kell: L ψ 3 5 (8.7) t között legyen az egyenletes terhelés érdekében. Az egymást követő fogosztásokat változtatni kell.
31 Vasalófogak Furatok pontos üregelésekor, a kalibrálórész utolsó fogát vasaló fogként használjuk. s t R f t n f hn n h R R szimmetrikus aszimmetrikus Vasaló fogak éleinek alakja
32 Szimmetrikus fogak méretei Asszimetrikus fogak méretei S = (0,65...0,75)t n R = (0,15...0,25)t n R = 0,5 S h n = (0,15...,025)t t n n h n = (0,15...0,25)t n f = (0,8...1) f = 0,5...1 mm = r = 0,005tn A vasalófogak előtti kalibráló rész számító képlete: D k = D max - 1 D max : az üregelt furat felső határmérete 1 : a vasalófog átmérőre vonatkozó nagysága 1 = 0,01...0,03 mm 1 = 0, ,15 mm Al és Bronz esetén lágyacél esetén
33 8.4. Üregelőszerszámok tervezésének lépései 1) Kiindulási adatok 2) Üregelési ráhagyás számítása b I e p max min D ábra A ráhagyás meghatározása
34 3) Fogemelkedés meghatározása 4) A forgácshorony hosszmetszetének területe (a forgács által elfoglalt) 5) Fogmagasság meghatározása 6) További fogméretek meghatározása általában táblázati ajánlásból: 7) Egyidejűleg dolgozó maximális fogszám meghatározása (zmax) 8) A kalibrálórész fogosztásának meghatározása (tk) 9) Élszögek meghatározása 10) Húzóerő meghatározása 11) Legkisebb magkeresztmetszet (első fog előtt) meghatározása 12) Szilárdsági ellenőrzés
35 13) Kalibrálórész fogátmérőjének számítása 14) Fogak számának meghatározása 15) A szerszám működő rész hosszának meghatározása 16) A szerszám teljes hosszának meghatározása és ellenőrzése 17) Szerszámrajz elkészítése (tervezési rajz)
36 Alkalmazott jelölések Munkadarab hossza: L Szerszám hossza: L SZ Ráhagyás átmérője: R Ráhagyás egyoldalra: q Ráhagyás egyoldalra, simításra: q s Forgácsvastagság (fogemelkedés, előtolás): nagyolásnál hn simításnál: hs Előmunkált furat átmérője: D 0 Kész furat átmérője: D A szerszám egyes részeinek hossza, átmérője: L 1, D 2 ; L 1, D 2 Fogosztás: p (t) Fogmagasság: H Terület: A Forgácskitöltési tényező: A k Hátszög: Homlokszög: Kapcsolási szám: Fogszám: z
37 Lsz P P forgácsolóélek hosszanti profilja kalibrálóélek hosszanti profilja ábra Üregelő tüske rajz Tűrés Élsz. Élátmérő I. II. Tűrés sz. mérő Él- Élát- I. II. Élezés Élezés
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA
 5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
Alak- és helyzettűrések
 1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Mechanikai Megmunkálás
 Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
MÛSZAKI INFORMÁCIÓK. Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI
 MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI") Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
MUNKAANYAG. Földi László. Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel. A követelménymodul megnevezése:
 Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
MUNKAANYAG. Tóth György. Gyalugépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Általános gépészeti technológiai feladatok. Géprajzi alapismeretek Gépészeti szakszámítások
 Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
JÁRMŰVEK JAVÍTÁSA. Javítási technológiák
 JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
FOGASKEREKEK GYÁRTÁSA ELŐADÁS
 FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
Alkatrészek tőrése. 1. ábra. Névleges méret méretszóródása
 1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat)
") TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat) Tengelyek fogalma, csoportosítása Azokat a gépelemeket, amelyek forgó alkatrészeket hordoznak vagy csapágyakon támaszkodva forognak, tengelyeknek nevezzük. A tengelyeket
TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat) Tengelyek fogalma, csoportosítása Azokat a gépelemeket, amelyek forgó alkatrészeket hordoznak vagy csapágyakon támaszkodva forognak, tengelyeknek nevezzük. A tengelyeket
SZÖG- ÉS MENET- ELLENŐRZŐ ESZKÖZÖK
 05. előadás 1. fólia SZÖG- ÉS MENET- ELLENŐRZŐ ESZKÖZÖK 05. előadás 2. fólia 1.1. Vízszint-mérő A vízszint-mérővel (6. ábra) a munkadarab, gép vízszintes vagy függőleges helyzete állítható be. A vízszint-mérőben
05. előadás 1. fólia SZÖG- ÉS MENET- ELLENŐRZŐ ESZKÖZÖK 05. előadás 2. fólia 1.1. Vízszint-mérő A vízszint-mérővel (6. ábra) a munkadarab, gép vízszintes vagy függőleges helyzete állítható be. A vízszint-mérőben
Termelési rendszerek és folyamatok
 Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
MUNKAANYAG. Hervay Péter. Gyalugép, gyalulás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II.
 Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
(11) Lajstromszám: E 004 661 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 004 661 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000004661T2! (19) HU (11) Lajstromszám: E 004 661 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778425 (22) A bejelentés napja:
!HU000004661T2! (19) HU (11) Lajstromszám: E 004 661 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778425 (22) A bejelentés napja:
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
5. ESZTERGÁLÁS. 5.1. Rendszerezés, felosztás
 5. ESZTERGÁLÁS 5.1. Renszerezés, felosztás Esztergálás a szétválasztás elnevezésű főcsoporton belül a forgácsolás határozott élű szerszámmal elnevezésű csoportjának alcsoportja Az esztergálás folyamatos,
5. ESZTERGÁLÁS 5.1. Renszerezés, felosztás Esztergálás a szétválasztás elnevezésű főcsoporton belül a forgácsolás határozott élű szerszámmal elnevezésű csoportjának alcsoportja Az esztergálás folyamatos,
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
HEGTOLDATOS KARIMA GYÁRTÁS
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR VEGYIPARI GÉPEK TANSZÉKE HEGTOLDATOS KARIMA GYÁRTÁS KÉSZÍTETTE: Jákob László KONZULENS: Bokros István mérnöktanár Miskolc, 2012 Tartalomjegyzék 1. Bevezetés...
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR VEGYIPARI GÉPEK TANSZÉKE HEGTOLDATOS KARIMA GYÁRTÁS KÉSZÍTETTE: Jákob László KONZULENS: Bokros István mérnöktanár Miskolc, 2012 Tartalomjegyzék 1. Bevezetés...
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
Méréstechnika 5. Galla Jánosné 2014
 Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
Farkas Péter. FAIPAR szakmacsoport. A szakképesítések megnevezése. Asztalos A szakképesítés azonosító száma: 33 5262 01
 Farkas Péter FAIPAR szakmacsoport A szakképesítések megnevezése Asztalos A szakképesítés azonosító száma: 33 5262 01 Kárpitos A szakképesítés azonosító száma: 33 5262 06 1 Tárgyi feltételek A vizsga megszervezéséhez
Farkas Péter FAIPAR szakmacsoport A szakképesítések megnevezése Asztalos A szakképesítés azonosító száma: 33 5262 01 Kárpitos A szakképesítés azonosító száma: 33 5262 06 1 Tárgyi feltételek A vizsga megszervezéséhez
MUNKAANYAG. Dzúró Zoltán. Tengelyszerű munkadarab készítése XY típusú. esztergagépen, a munkafolyamat, a méret-, alakpontosság
 Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP
 HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP HYD- DM130 Eredeti használati útmutató Hálózati feszültség Hálózati frekvencia Motor teljesítmény A főorsó 12 mm A főorsó sebességeinek száma A főorsó üresjárati sebessége
HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP HYD- DM130 Eredeti használati útmutató Hálózati feszültség Hálózati frekvencia Motor teljesítmény A főorsó 12 mm A főorsó sebességeinek száma A főorsó üresjárati sebessége
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
2010.08.29. 05 - Hengeres fogaskerekek gyártása. Hengeres Kúp Csiga. Egyenes Ferde Ívelt. Modul: m=d/z. A modul szabványos!!!
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI ALAPFOGALMAK 3 2. ISO-TŰRÉSRENDSZER 4. 2.1. Mérettartományok 5. 2.2. Tűrésfokozatok 6. 2.3. Szabványos tűrésnagyságok 7
 Debreceni Egyetem Műszaki Kar Gépészmérnöki Tanszék Tűrések és illesztések Összeállította: Dr. Juhász György főiskolai docens Tananyag kiegészítő segédlet Debrecen, 2010 1 TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI
Debreceni Egyetem Műszaki Kar Gépészmérnöki Tanszék Tűrések és illesztések Összeállította: Dr. Juhász György főiskolai docens Tananyag kiegészítő segédlet Debrecen, 2010 1 TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI
Kötések. Feladat: 3 db, szabványos kötőelemeket tartalmazó gépszerkezet részlet összeállítási rajzának elkészítése, ceruzával.
 Műszaki ábrázolás alapjai HF-04 1 Kötések Feladat: 3 db, szabványos kötőelemeket tartalmazó gépszerkezet részlet összeállítási rajzának elkészítése, ceruzával. Szükséges eszközök: 3 db. A3-as, 1 db. A4-es
Műszaki ábrázolás alapjai HF-04 1 Kötések Feladat: 3 db, szabványos kötőelemeket tartalmazó gépszerkezet részlet összeállítási rajzának elkészítése, ceruzával. Szükséges eszközök: 3 db. A3-as, 1 db. A4-es
Tartalomjegyzék. 1. Hagyományos fakötések rajzai...5 2. Mérnöki fakötések rajzai... 15 3. Fedélidomok szerkesztése,
 Tartalomjegyzék 1. Hagyományos fakötések rajzai...5 2. Mérnöki fakötések rajzai... 15 3. Fedélidomok szerkesztése, fedélsíkok valódi méretének meghatározása... 27 3.1. Fedélidomok szerkesztése... 27 3.1.1.
Tartalomjegyzék 1. Hagyományos fakötések rajzai...5 2. Mérnöki fakötések rajzai... 15 3. Fedélidomok szerkesztése, fedélsíkok valódi méretének meghatározása... 27 3.1. Fedélidomok szerkesztése... 27 3.1.1.
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal
 7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk
 Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
A felmérési egység kódja:
 A felmérési egység lajstromszáma: 0218 ÚMFT Programiroda A felmérési egység adatai A felmérési egység kódja: Épügépé//30/Ksz/Rok A kódrészletek jelentése: Épületgépész szakképesítés-csoportban, a célzott,
A felmérési egység lajstromszáma: 0218 ÚMFT Programiroda A felmérési egység adatai A felmérési egység kódja: Épügépé//30/Ksz/Rok A kódrészletek jelentése: Épületgépész szakképesítés-csoportban, a célzott,
4. Sajtolás és fröccs-sajtolás
 4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
MAGYAR KERESKEDELMI ÉS IPARKAMARA SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT. Szakképesítés azonosító száma, megnevezése: 33 5262 01 ASZTALOS
 MAGYAR KERESKEDELMI ÉS IPARKAMARA SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT Szakképesítés azonosító száma, megnevezése: 33 262 01 ASZTALOS A-F feladat A szintvizsga időtartama: 240 perc A szintvizsgán elérhető
MAGYAR KERESKEDELMI ÉS IPARKAMARA SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT Szakképesítés azonosító száma, megnevezése: 33 262 01 ASZTALOS A-F feladat A szintvizsga időtartama: 240 perc A szintvizsgán elérhető
423.1R 100 423.2R 100 423.3R 100 423.3B 100 423.2B 100 423.1B 100 423.3J 100 423.2J 100 423.1J 100 423.4R 100 423.4B 100 423.5R 100 423.
 423.1R 100 gyűrűs kábelsaru - 20 darabos készlet 423.2R 100 villás kábelsaru - 20 darabos készlet 423.3R 100 villás kábelsaru - 20 darabos készlet 1R 1B 1J 2R 2B 2J 3R 3B 3J 609193 3 1 609194 4 1 609195
423.1R 100 gyűrűs kábelsaru - 20 darabos készlet 423.2R 100 villás kábelsaru - 20 darabos készlet 423.3R 100 villás kábelsaru - 20 darabos készlet 1R 1B 1J 2R 2B 2J 3R 3B 3J 609193 3 1 609194 4 1 609195
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016.
 KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
(11) Lajstromszám: E 007 022 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 007 022 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000007022T2! (19) HU (11) Lajstromszám: E 007 022 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 733575 (22) A bejelentés napja:
!HU000007022T2! (19) HU (11) Lajstromszám: E 007 022 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 733575 (22) A bejelentés napja:
Mechanikai megmunkálás Ipari termék- és formatervezıknek
 Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Gépgyártástechnológia alapjai 2012/13 I. félév
 Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
54 520 01 0000 00 00 Gépipari minőségellenőr Gépipari minőségellenőr
 A 1/7 (II. 7.) SzMM rendelettel módosított 1/6 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. É 14-6/1/1 Szakképesítés,
A 1/7 (II. 7.) SzMM rendelettel módosított 1/6 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. É 14-6/1/1 Szakképesítés,
ROSCAMAT. Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A.
 KEZELÉSI UTASÍTÁS ROSCAMAT Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A. Pol. Ind. Pla dels Vinyats, nau 2 08250 St.Joan de Vilatorrada (Barcelona) Spain 938764359 938764242 938767738 938764044 E-mail:
KEZELÉSI UTASÍTÁS ROSCAMAT Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A. Pol. Ind. Pla dels Vinyats, nau 2 08250 St.Joan de Vilatorrada (Barcelona) Spain 938764359 938764242 938767738 938764044 E-mail:
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Erőátvitel tervezése. Tengelykapcsoló. Magdics G. (LuK Savaria) Trencséni B. (BME)
 Trencséni B. (BME)") Erőátvitel tervezése Tengelykapcsoló Magdics G. (LuK Savaria) Trencséni B. (BME) 1 Tervezési feladat 1. Méretezéshez szükséges járműadatok meghatározása: Motornyomaték, beépítési környezet, csatlakozó
Erőátvitel tervezése Tengelykapcsoló Magdics G. (LuK Savaria) Trencséni B. (BME) 1 Tervezési feladat 1. Méretezéshez szükséges járműadatok meghatározása: Motornyomaték, beépítési környezet, csatlakozó
1) Ismertesse az egyélű szerszám alakját!
 Ismertesse az egyélű szerszám alakját!") 1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
VONÓELEMES HAJTÁSOK (Vázlat)
") VONÓELEMES HAJTÁSOK (Vázlat) Hajtások csoportosítása Közvetlen kapcsolatú Közvetítőelemes Erővel záró hajtások Dörzskerékhajtás Szíjhajtás (laposszíj, ékszíj) Alakkal záró hajtások Fogaskerékhajtás Lánchajtás,
VONÓELEMES HAJTÁSOK (Vázlat) Hajtások csoportosítása Közvetlen kapcsolatú Közvetítőelemes Erővel záró hajtások Dörzskerékhajtás Szíjhajtás (laposszíj, ékszíj) Alakkal záró hajtások Fogaskerékhajtás Lánchajtás,
Fogaskerékmérés. Fogaskerék típusai. Fogaskerék felépítése. Követelmények. Tóth Georgina Nóra toth.georgina@
 Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
Palotainé Békési Katalin. Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és
 Palotainé Békési Katalin Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és villamos (korlátozottan) területen. A követelménymodul megnevezése: Gépelemek szerelése
Palotainé Békési Katalin Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és villamos (korlátozottan) területen. A követelménymodul megnevezése: Gépelemek szerelése
Tevékenység: Gyűjtse ki és tanulja meg a kötőcsavarok szilárdsági tulajdonságainak jelölési módját!
 Csavarkötés egy külső ( orsó ) és egy belső ( anya ) csavarmenet kapcsolódását jelenti. A következő képek a motor forgattyúsházában a főcsapágycsavarokat és a hajtókarcsavarokat mutatják. 1. Kötőcsavarok
Csavarkötés egy külső ( orsó ) és egy belső ( anya ) csavarmenet kapcsolódását jelenti. A következő képek a motor forgattyúsházában a főcsapágycsavarokat és a hajtókarcsavarokat mutatják. 1. Kötőcsavarok
Terra Kombi Kombinátor. Gépkönyv
 Terra Kombi Kombinátor Gépkönyv l./ ÁLTALÁNOS ISMERTETÉS 1.1 Munkagépek-felhasználási-területe Tavaszi és őszi vetésű növények magágykészítése Kelőfélben lévő gyomok szántóföldi irtása Mütrágyák, vegyszerek
Terra Kombi Kombinátor Gépkönyv l./ ÁLTALÁNOS ISMERTETÉS 1.1 Munkagépek-felhasználási-területe Tavaszi és őszi vetésű növények magágykészítése Kelőfélben lévő gyomok szántóföldi irtása Mütrágyák, vegyszerek
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
Korszerű födémszerkezetek a Közép-Európai építési piacon - hosszúpados, előfeszített, extrudált üreges födémpallók
 1 Fejes István, ügyvezető igazgató, MaHill ITD Ipari Fejlesztő Kft. Korszerű födémszerkezetek a Közép-Európai építési piacon - hosszúpados, előfeszített, extrudált üreges födémpallók 1. Piaci igény A közép-európai
1 Fejes István, ügyvezető igazgató, MaHill ITD Ipari Fejlesztő Kft. Korszerű födémszerkezetek a Közép-Európai építési piacon - hosszúpados, előfeszített, extrudált üreges födémpallók 1. Piaci igény A közép-európai
CSOpORT 016 MENETVáGÓ. Oldal...19. CSOpORT 021 hengeres. Oldal...24. CSOpORT 032. Oldal...56. Oldal...62. Oldal...90. CSOpORT. Oldal...
 CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
MŰSZAKI ISMERETEK, VEGYIPARI GÉPEK I.
 MŰSZAKI ISMERETEK, VEGYIPARI GÉPEK I. Vegyipari szakmacsoportos alapozásban résztvevő tanulók részére Ez a tankönyvpótló jegyzet a Petrik Lajos Két Tanítási Nyelvű Vegyipari, Környezetvédelmi és Informatikai
MŰSZAKI ISMERETEK, VEGYIPARI GÉPEK I. Vegyipari szakmacsoportos alapozásban résztvevő tanulók részére Ez a tankönyvpótló jegyzet a Petrik Lajos Két Tanítási Nyelvű Vegyipari, Környezetvédelmi és Informatikai
Földelés szalagbilincs. Földelés csõbilincs. Földelõbilincs. Földelõkapocs. Legnagyobb. Legnagyobb. egységcsomag
 Földeléstechnika Földelés szalagbilincs csatlakozóval hosszanti és kereszthuzalozáshoz Bilincstest:nikkelezett sárgaréz Bilincsszalag: bronz 1 x 2,5-2 x 6 vezetékkeresztmetszethez horganyzott és nem horganyzott
Földeléstechnika Földelés szalagbilincs csatlakozóval hosszanti és kereszthuzalozáshoz Bilincstest:nikkelezett sárgaréz Bilincsszalag: bronz 1 x 2,5-2 x 6 vezetékkeresztmetszethez horganyzott és nem horganyzott
CSOPORT CSOPORT CSOPORT
 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
IV. RÉSZ MECHANIKUS KAPCSOLÓK A TRAKTOR ÉS A VONTATMÁNY KÖZÖTT, VALAMINT A KAPCSOLÁSI PONTRA HATÓ FÜGGŐLEGES TERHELÉS 1. MEGHATÁROZÁSOK 1.1.
 IV. RÉSZ MECHANIKUS KAPCSOLÓK A TRAKTOR ÉS A VONTATMÁNY KÖZÖTT, VALAMINT A KAPCSOLÁSI PONTRA HATÓ FÜGGŐLEGES TERHELÉS 1. MEGHATÁROZÁSOK 1.1. Mechanikus kapcsoló a traktor és a vontatmány között : olyan
IV. RÉSZ MECHANIKUS KAPCSOLÓK A TRAKTOR ÉS A VONTATMÁNY KÖZÖTT, VALAMINT A KAPCSOLÁSI PONTRA HATÓ FÜGGŐLEGES TERHELÉS 1. MEGHATÁROZÁSOK 1.1. Mechanikus kapcsoló a traktor és a vontatmány között : olyan
Versenyző kódja: 43 15/2008. (VIII. 13.) SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA
 SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA") 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
ÉPÍTÉSZETI ÉS ÉPÍTÉSI ALAPISMERETEK
 Építészeti és építési alapismeretek középszint 1211 ÉRETTSÉGI VIZSGA 2013. május 23. ÉPÍTÉSZETI ÉS ÉPÍTÉSI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK
Építészeti és építési alapismeretek középszint 1211 ÉRETTSÉGI VIZSGA 2013. május 23. ÉPÍTÉSZETI ÉS ÉPÍTÉSI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK
MUNKAANYAG. Vilandné Bertha Mária. Felvételi vázlat készítése. A követelménymodul megnevezése: CAD-ismeretek
 Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
Szakdolgozat JÁRMŰMOTOR HŐCSERÉLŐ GYÁRTÁSÁNAK ÉS MINŐSÉGBIZTOSÍTÁSÁNAK TERVEZÉSE
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gépgyártástechnológiai Tanszék Miskolc-Egyetemváros 3515 Szám: 2006-GGT-41 Szakdolgozat JÁRMŰMOTOR HŐCSERÉLŐ GYÁRTÁSÁNAK ÉS MINŐSÉGBIZTOSÍTÁSÁNAK TERVEZÉSE
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gépgyártástechnológiai Tanszék Miskolc-Egyetemváros 3515 Szám: 2006-GGT-41 Szakdolgozat JÁRMŰMOTOR HŐCSERÉLŐ GYÁRTÁSÁNAK ÉS MINŐSÉGBIZTOSÍTÁSÁNAK TERVEZÉSE
Szám János. Dörzsárazás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Szám János Dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-023-30
Szám János Dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-023-30
Szerszámgépek. 1999/2000 II. félév Dr. Lipóth András által leadott anyagrész vázlata
 Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
II./2. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK
 II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál
 1 A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál A keményesztergálás, amelynél a forgácsolás 55 HRC-nél keményebb acélon, néhány ezred vagy
1 A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál A keményesztergálás, amelynél a forgácsolás 55 HRC-nél keményebb acélon, néhány ezred vagy
Oldható kötések készítése
 Szalayné Kovács Eszter Oldható kötések készítése A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és célcsoportja: SzT-015-36
Szalayné Kovács Eszter Oldható kötések készítése A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és célcsoportja: SzT-015-36
Elektrokémiai fémleválasztás. Az elektrokémiai fémleválasztás speciális fogalmai és laboratóriumi kísérleti módszerei Galvántechnikai alapok
 Elektrokémiai fémleválasztás Az elektrokémiai fémleválasztás speciális fogalmai és laboratóriumi kísérleti módszerei Galvántechnikai alapok Péter László Elektrokémiai fémleválasztás Fémleválasztás speciális
Elektrokémiai fémleválasztás Az elektrokémiai fémleválasztás speciális fogalmai és laboratóriumi kísérleti módszerei Galvántechnikai alapok Péter László Elektrokémiai fémleválasztás Fémleválasztás speciális
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL
 KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére!
 1 6 ) M u t a s s a b e a s á r g a r é z c s ő v e z e t é k k é s z í t é s é t a z a l á b b i v á z l a t f e lh a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
1 6 ) M u t a s s a b e a s á r g a r é z c s ő v e z e t é k k é s z í t é s é t a z a l á b b i v á z l a t f e lh a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
(11) Lajstromszám: E 007 348 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA. (54) Szerkezet bõr alatti kötõszövet kezelésére, fõként masszírozására
 Lajstromszám: E 007 348 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA. (54) Szerkezet bõr alatti kötõszövet kezelésére, fõként masszírozására") !HU000007348T2! (19) HU (11) Lajstromszám: E 007 348 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 07 803758 (22) A bejelentés napja:
!HU000007348T2! (19) HU (11) Lajstromszám: E 007 348 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 07 803758 (22) A bejelentés napja:
GÉPÉSZETI ALAPISMERETEK ÉRETTSÉGI VIZSGA I. RÉSZLETES KÖVETELMÉNYEK
 GÉPÉSZETI ALAPISMERETEK ÉRETTSÉGI VIZSGA I. RÉSZLETES KÖVETELMÉNYEK A Gépészeti alapismeretek szakmai előkészítő tantárgy érettségi vizsga részletes vizsgakövetelményeinek kidolgozása a műszaki szakterület
GÉPÉSZETI ALAPISMERETEK ÉRETTSÉGI VIZSGA I. RÉSZLETES KÖVETELMÉNYEK A Gépészeti alapismeretek szakmai előkészítő tantárgy érettségi vizsga részletes vizsgakövetelményeinek kidolgozása a műszaki szakterület
Jármű- és hajtáselemek III. 1. tervezési feladat
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Közlekedésmérnöki és Járműmérnöki Kar Jármű- és hajtáselemek III. (KOJHA 158) 1. tervezési feladat Járműelemek és Járműszerkezetanalízis Tanszék Jármű- és
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Közlekedésmérnöki és Járműmérnöki Kar Jármű- és hajtáselemek III. (KOJHA 158) 1. tervezési feladat Járműelemek és Járműszerkezetanalízis Tanszék Jármű- és
Forgácsoló szerszámok Áttekintés
 4. Forgácsoló szerszámok Forgácsoló szerszámok Áttekintés HSS gravírozó marók 310 312 314 315 Miniatűr turbómarók/simítómarók Keményfém turbómarók, szár-ø 2,35 mm Turbómarók alumínium megmunkáláshoz Tartozékok
4. Forgácsoló szerszámok Forgácsoló szerszámok Áttekintés HSS gravírozó marók 310 312 314 315 Miniatűr turbómarók/simítómarók Keményfém turbómarók, szár-ø 2,35 mm Turbómarók alumínium megmunkáláshoz Tartozékok
MUNKAANYAG. Palotai Zoltán. Kézi reszelés. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Palotai Zoltán Kézi reszelés A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30
Palotai Zoltán Kézi reszelés A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30
Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel
 Pagonyné Mezősi Marietta Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma:
Pagonyné Mezősi Marietta Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma:
3.2 Fröccsöntő szerszámok
 3.2 Fröccsöntő szerszámok 1 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7
3.2 Fröccsöntő szerszámok 1 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7
MUNKAANYAG. Sydorkó György. Fűrészgépek biztonságtechnikai eszközeinek beállítása. A követelménymodul megnevezése:
 Sydorkó György Fűrészgépek biztonságtechnikai eszközeinek beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma
Sydorkó György Fűrészgépek biztonságtechnikai eszközeinek beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma
Munkavédelmi mérnökasszisztens Galla Jánosné, 2012.
 Munkavédelmi mérnökasszisztens Galla Jánosné, 2012. 1 Hossz- és szögmérés A hosszméréstechnika alaptételei Mérési segédeszközök Egyszerű hosszmérő eszközök Szögmérés 2 Felosztásuk történhet metrológiai
Munkavédelmi mérnökasszisztens Galla Jánosné, 2012. 1 Hossz- és szögmérés A hosszméréstechnika alaptételei Mérési segédeszközök Egyszerű hosszmérő eszközök Szögmérés 2 Felosztásuk történhet metrológiai
MÉRETELLENŐRZŐ- ESZKÖZÖK
 04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
Hajtások 2 2014.11.08.
 Hajtások 2 2014.11.08. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
Hajtások 2 2014.11.08. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
MUNKAANYAG. Fekete Éva. Marási műveletek végzése fogazó. marógéppel, másoló marógéppel, láncmarógéppel, és pánthely maró géppel
 Fekete Éva Marási műveletek végzése fogazó marógéppel, másoló marógéppel, láncmarógéppel, és pánthely maró géppel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Fekete Éva Marási műveletek végzése fogazó marógéppel, másoló marógéppel, láncmarógéppel, és pánthely maró géppel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Mechanikus szorítóelemek, rezgéscsillapító gépelátétek
 eszorító karom rövid, önbeálló U alakú alátéttel 00 00 eszorító karom, fokozat nélkül állítható. Nemesített acél, horganyzott. Thorony ral, alátéttel, anyával, önbeálló U alátéttel szállítjuk. Nr. 3 Thorony
eszorító karom rövid, önbeálló U alakú alátéttel 00 00 eszorító karom, fokozat nélkül állítható. Nemesített acél, horganyzott. Thorony ral, alátéttel, anyával, önbeálló U alátéttel szállítjuk. Nr. 3 Thorony
FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS
 Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
HASZNÁLATI ÚTMUTATÓ GARANCIAKÁRTYA
 Termék: GARANCIAKÁRTYA??? 1. A KH Trading gépeire és szerszámaira a Polgári Törvénykönyv előírásainak megfelelő, a vásárlás dátumától számított 6/24 hónap időtartamú jótállás jár (a jótállási igény bejelentésekor
Termék: GARANCIAKÁRTYA??? 1. A KH Trading gépeire és szerszámaira a Polgári Törvénykönyv előírásainak megfelelő, a vásárlás dátumától számított 6/24 hónap időtartamú jótállás jár (a jótállási igény bejelentésekor
(11) Lajstromszám: E 006 202 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 006 202 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000006202T2! (19) HU (11) Lajstromszám: E 006 202 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 03 764089 (22) A bejelentés napja:
!HU000006202T2! (19) HU (11) Lajstromszám: E 006 202 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 03 764089 (22) A bejelentés napja:
Flow Check áramlásmérő szonda. Kezelési és szerelési útmutató
 Flow Check áramlásmérő szonda Folyékony és gáz állapotú közegekre Kezelési és szerelési útmutató Gyártó: RFA Industrietechnik e. K. D-82362 Weilheim Web: www.rfa-ek.de Mail: vertrieb@rfa-ek.de Képviselet:
Flow Check áramlásmérő szonda Folyékony és gáz állapotú közegekre Kezelési és szerelési útmutató Gyártó: RFA Industrietechnik e. K. D-82362 Weilheim Web: www.rfa-ek.de Mail: vertrieb@rfa-ek.de Képviselet: