3.2 Fröccsöntő szerszámok
|
|
|
- Zsanett Magyarné
- 10 évvel ezelőtt
- Látták:
Átírás
1 3.2 Fröccsöntő szerszámok 1
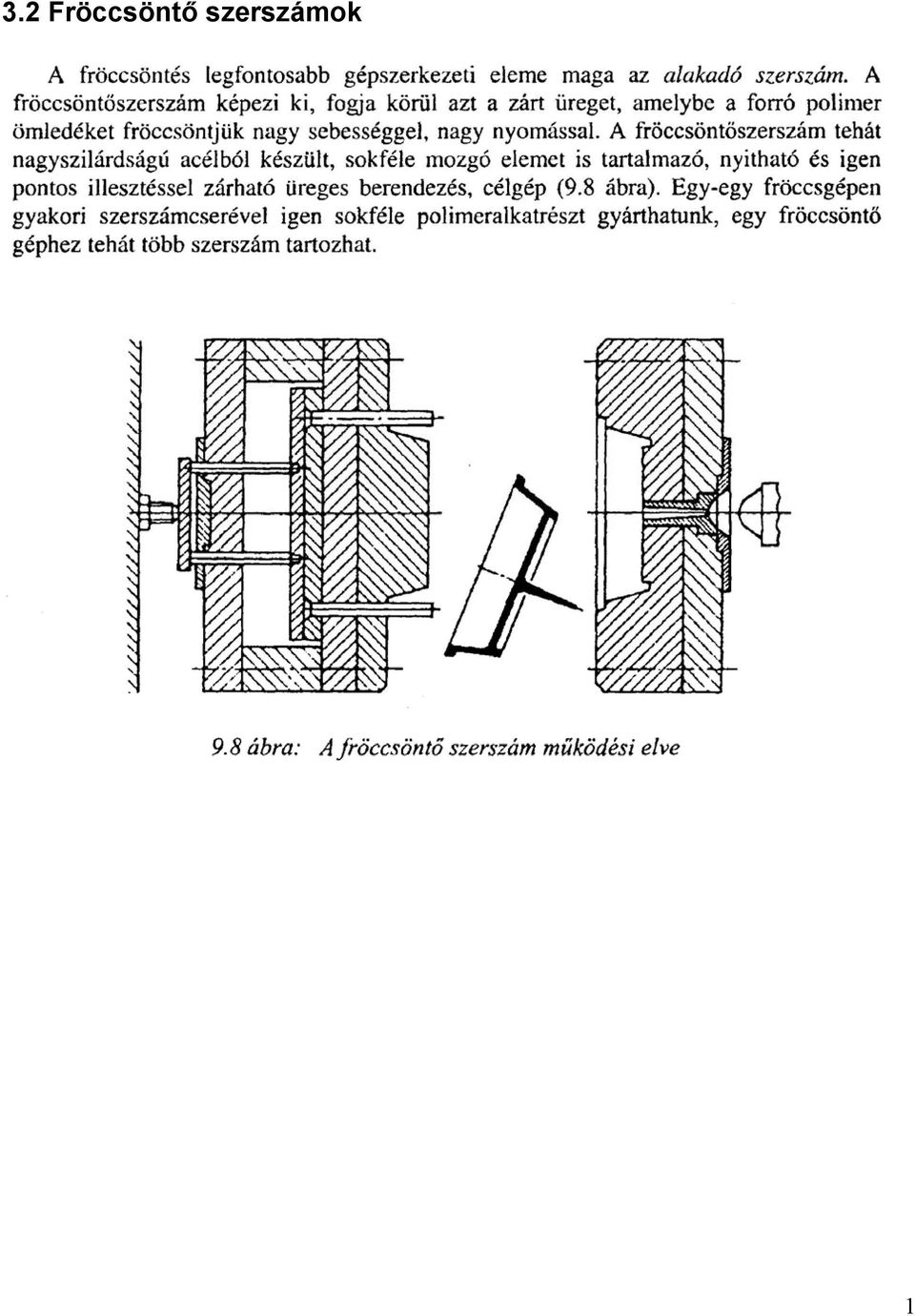
2 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7 formalap (betét tartó) a mozgó részben 8 szerszámcsésze (betét) 9 betéttámasztó lap 10 támasztó léc 11 mozgórész felfogó lap 12 kidobó csapok 13 kidobó lap 14 visszatoló csap 15 vezetőhüvely 16 kidobórúd 17 központosító csap vagy hüvely 2

3 A szerszámok számos része tipizálható, és így sorozatban előgyártható, amivel a szerszámköltségek csökkenthetők. Példa: előregyártott megvásárolható elemek (Hasco) 3

4 3.2.1 A fröccsöntő szerszámok elemei Formaüreg A formaüreg méreteinél figyelembe kell venni a műanyag zsugorodását. Gyakran hengeres betétben készül a formaüreg, ennek előnyei: (1) anyagmegtakarítás, (2) cserélhetőség lehetősége a formaüreg sérülése esetén. Beömlő csatornapersely A beömlő csatornán folyik át az anyag a gép fúvókájából a szerszámba. Egyfészkes szerszámoknál a beömlő csatornapersely közvetlenül is a formaüregbe juttathatja az anyagot. Anyaga edzett acél 55 HRC (1.2826). A fröccsöntő gép fúvókája megfelelő gömbfelülettel csatlakozik a beömlőperselyhez. A fúvóka és a beömlő csatornapersely sugarának helyes megválasztása a) a fúvóka sugár nagyobb a persely sugaránál (helytelen) b) a fúvóka sugár megegyezik a persely sugarával, de a fúvóka furata nagyobb, mint a beömlőcsatorna kezdő átmérője (helytelen) c) helyes kialakítás 4
. A fröccsöntő gép fúvókája megfelelő gömbfelülettel csatlakozik a beömlőperselyhez.")
5 Beömlő csatornapersely ( A beömlőcsatorna legkisebb átmérőjére a következő tapasztalati értékek alkalmazhatók: Munkadarab súlya (gr) Perselyátmérő, d 1 (mm) 2,5 3,5 3,5 4, ,5 6 Az elosztócsatornák Több munkahelyes (többfészkes) szerszámban a beömlőcsatorna után elosztócsatornákon át jut el az anyag a szerszámüregekbe. Beömlőrendszer: 1 beőmlőcsatorna 2, 3 elosztócsatornák 4 gát (csatlakoztatás a formaüreghez) 5
 szerszámban a beömlőcsatorna után elosztócsatornákon át jut el az anyag a szerszámüregekbe.")
6 Az elosztócsatornák keresztmetszete lehet: kör, trapéz vagy félkör Az áramlás tekintetében legkedvezőbb a kör keresztmetszet. Ennek azonban magasak a gyártási költségei, mert mindkét szerszámfélben viszonylag nagy pontossággal kell elkészíteni. Áramlástanilag valamivel a körtől kedvezőtlenebb, de ugyanakkor jelentősen könnyebb gyárthatósága miatt, leggyakoribb az ún. trapéz keresztmetszetű elosztócsatorna keresztmetszett. A félkör alakú keresztmetszet nagyon rossz megoldásnak számít áramlási ellenállás tekintetében. A lehetséges keresztmetszetek minősítését szemlélteti az alábbi ábra. jó kedvezőtlen rossz A trapéz keresztmetszet kialakítása 6

7 Az elosztócsatornák kialakításánál ügyelni kell a következőkre: minél rövidebbek legyenek, minél kevesebb irányváltással az elosztócsatornák induló keresztmetszeteinek összege egyezzen meg a 2 d beömlőcsatorna végső keresztmetszetével ( 2 π ) az elosztócsatornák hossza lehetőleg minden munkadarabnál azonos legyen 4 A gát A beömlőcsatorna vagy az elosztócsatorna nem torkollik közvetlenül a formaüregbe (a munkadarabról csak nagy nehézséggel lehetne eltávolítani), hanem a formaüreg előtt a beömlő keresztmetszetet ún. gát kiképzésével csökkentik. Ennek két előnye van: (1) a csatorna maradék eltávolításának megkönnyítése (2) a szűk keresztmetszet miatt az anyag folyása felgyorsul és a súrlódás miatt újra felmelegszik, folyékonyabbá válik. A gyakran alkalmazott gátkiképzések a következők: nyitott gát (vagy oldalgát), alagút-gát, tűhegygát, szalaggát (füles beömlés). 7
 a csatorna maradék eltávolításának megkönnyítése (2) a szűk keresztmetszet miatt az anyag folyása felgyorsul és a súrlódás miatt újra felmelegszik, folyékonyabbá válik.")
8 Nyitott gát Célszerű előbb szűkebb keresztmetszetűre bemunkálni, amit később bővíthetünk, ha erre a szerszámpróbánál szükség mutatkozik. Alagút-gát Több munkahelyes szerszámoknál gyakran alkalmazzák. A munkadarab kiemelésénél lenyíródik a csatornamaradék, amelyet más szerszámelemek emelnek ki. 8

9 Tűhegygát Szűkülő végződéssel (a csatornamaradék letörésénél a munkadarab is kicsorbulhat) Kiszélesedő betorkollással (a munkadarabon szemölcs marad) Vékonyfalú munkadaraboknál használják. Az elosztócsatornából kiinduló rövid furat legtöbbször a munkadarab közepébe torkollik. Szokásos méreteit az alábbi táblázat szemlélteti. Munkadarab súlya (gr) Gátátmérő (mm) 0,6 0,8 0,8 1,2 1,0 1,8 1,2 2,5 Szalaggát (füles beömlés) Nagyfelületű, lapos munkadaraboknál alkalmazzák. 9

10 Vezetőcsap (vezetőoszlop), vezetőpersely A vezetőcsap és a vezetőpersely a szerszám mozgó és álló részének pontos találkozását biztosítják. mindkettő edzett és köszörült szerszámelem. Tipizálva vannak és ez által sorozatban előregyárthatók ill. megvásárolhatók. 10

11 11

12 Kidobó-rendszerek és jellemző szerszámkialakítások A munkadarabok kiemelése történhet: kidobócsapokkal, kidobóhüvellyel, letolólappal. 12

13 13
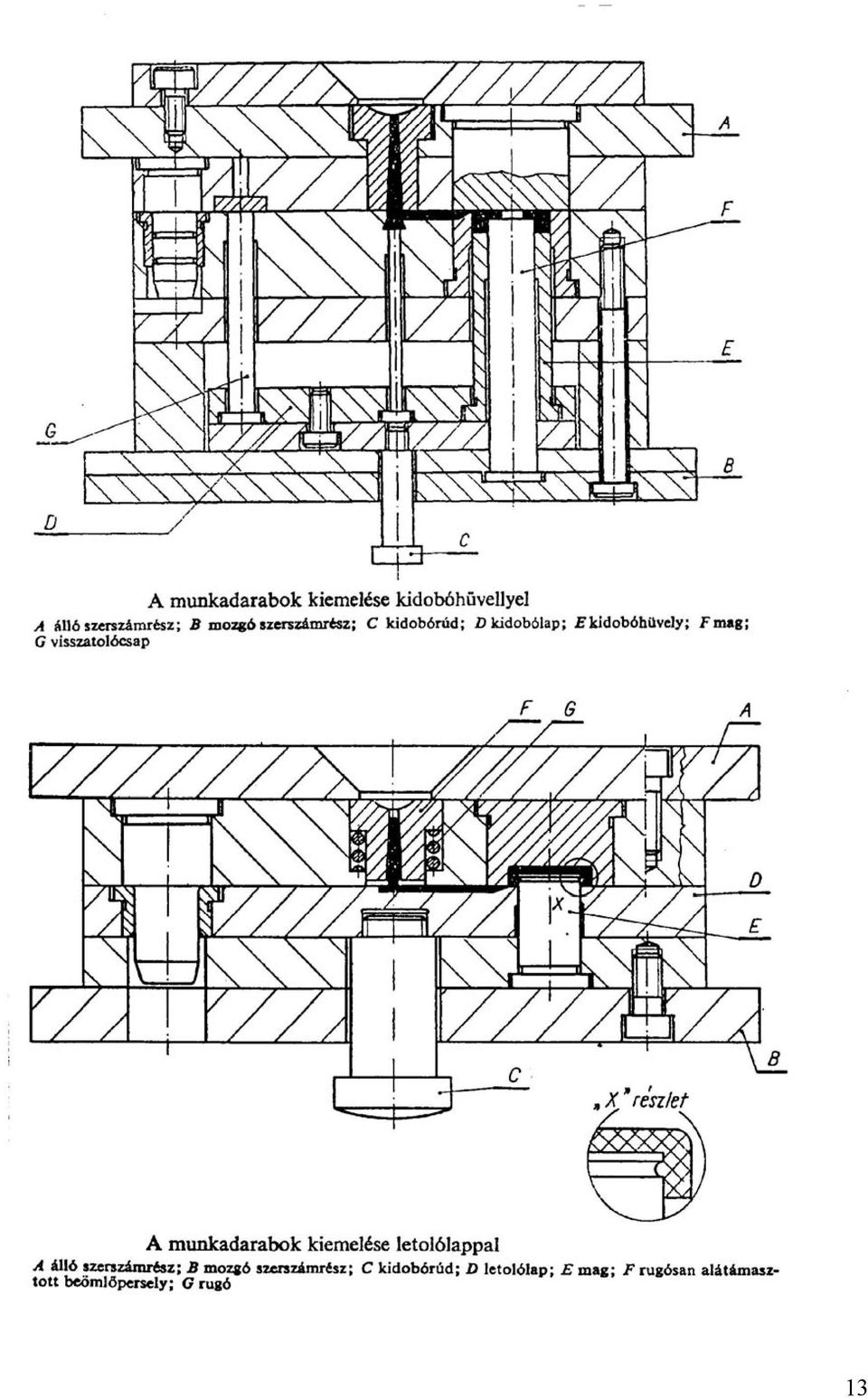
14 Kidobócsapok és kidobóhüvelyek beépítése A fröccsöntő szerszámok hűtése 14

15 Törvényszerűen a lapos testek gyorsan hűlnek, míg a kockaszerű testek ill. szerszámok lassabban. A hűlés gyorsaságát jellemző szám: ahol: A a test felülete G a test súlya s = A G Különösen a magas szerszámoknál (pl. műanyag poharak szerszámai) a szerszám a gyártás során annyira felmelegszik, hogy a munkadarab csak hosszabb idő után dermed meg. Az ilyen szerszámokat hűteni kell. A hűtést vízzel végzik, a szerszámba beépített hűtőcsövekkel vagy hűtőcsatornákkal. A szerszám 50 Cº körüli hőmérsékleten kellene, hogy dolgozzon. A hűtőrendszer akkor tekinthető jónak, ha a befolyócsatlakozás és kifolyócsatlakozás hőmérséklet különbsége 3 és 5 fok között van. 15

16 Szerszámmag hűtése hűtőspirállal (Hasco) Előregyártott hűtőspirál (Hasco) A fröccsöntő szerszámok szellőzése A formaüregbe szorult levegőnek utat kell biztosítani a távozáshoz. Kilökővel rendelkező szerszámok esetében rendszerint elegendő a mozgó illesztés hézaga. Kilökővel nem rendelkező szerszámoknál a munkadarabok bontási síkjába köszörülnek bele 2-3 mm széles és 0,03-0,1 mm széles csatornákat. 16

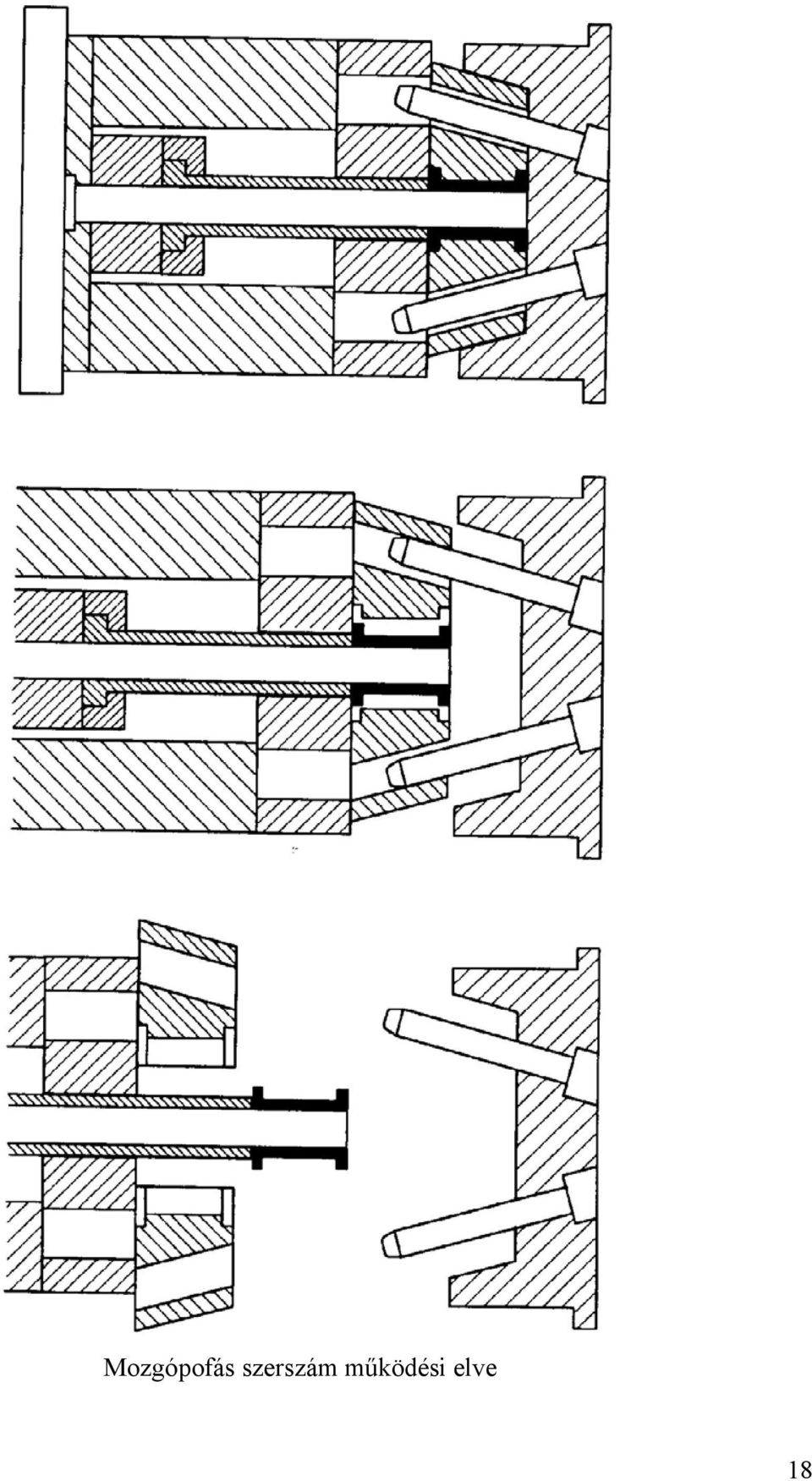
17 3.2.2 Fröccsöntő-szerszámok anyagai A szerszámüreget körülzáró szerszámrészek leggyakrabban alkalmazott anyaga a betétben edzhető króm- és krómnikkel acélfajták. A vezetőlapok, perselyek, kilökő-szárak ötvözetlen szerszámacélból készülnek (C70W1, C80W1 és C105W1). A szerszámházak, alaplapok, kilökő-lapok, fűtőlapok szerkezeti acélból készülnek (E 295). A szerszámüreg kopásállóságát, igényes munkadaraboknál ciános nitrálással növelni lehet (1-15 µm rétegvastagság) 3.3 Alámetszéssel rendelkező munkadarabok szerszámai (mozgópofás szerszámok) 17
 3.")
18 Mozgópofás szerszám működési elve 18
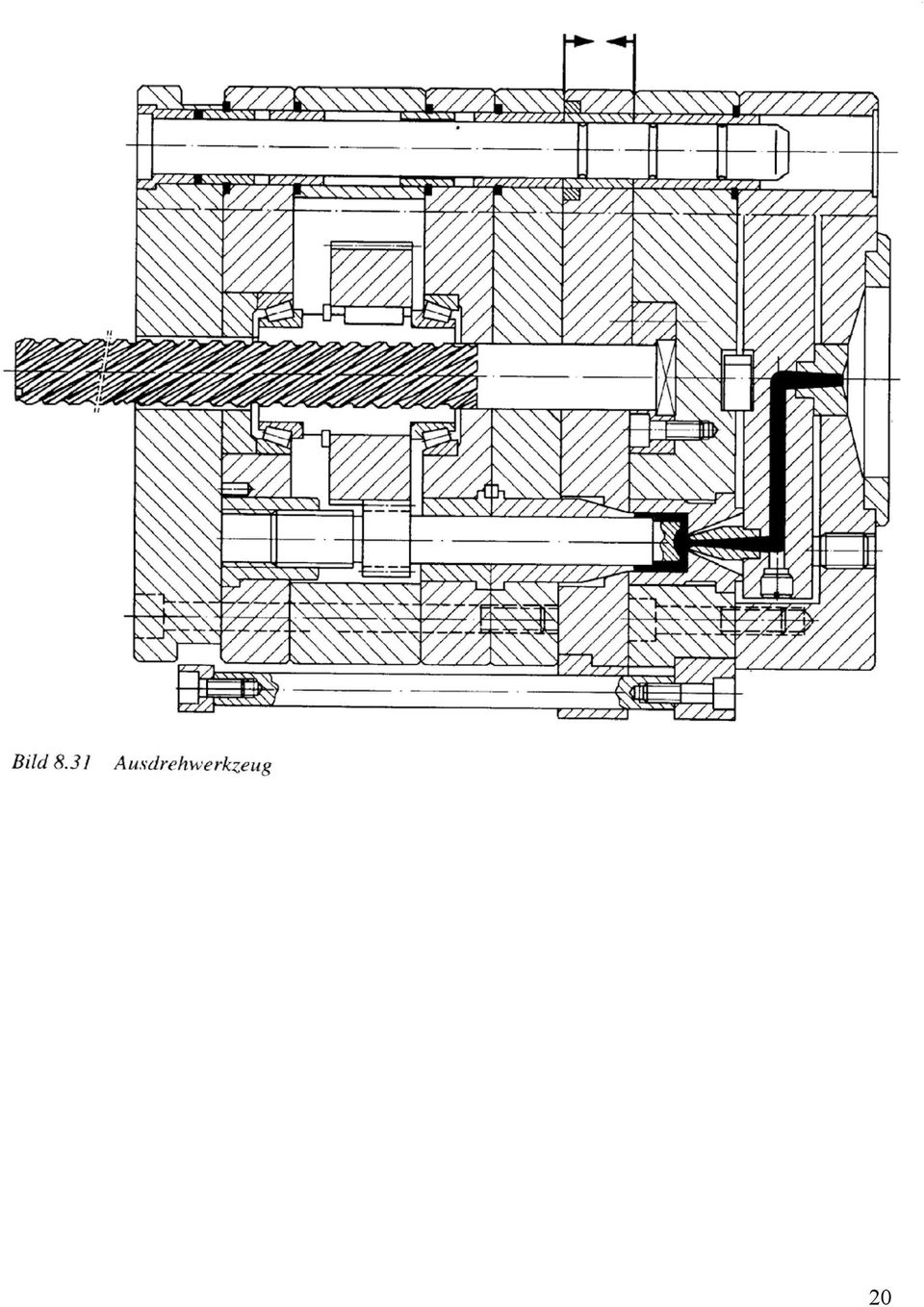
19 3.3 Belsőmenetes munkadarabok szerszámai A menetes magok kicsavarása 1 nagy menetemelkedésű orsó, 2 anya, 3,4 fogaskerekek, 5 vezető csavaranya (menetemelkedése azonos a menetes mag menetemelkedésével 19

20 20
21 21
22 22
4. Sajtolás és fröccs-sajtolás
 4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
RADIuS Mess- und Spanntechnik GmbH & Co. KG Befogóeszköz koordináta méréstechnikához
 RADIuS Mess- und Spanntechnik GmbH & Co. KG Befogóeszköz a koordináta méréstechnikához Kiadás 2013.01 Tartalomjegyzék Elemcsoport Oldal 1. Báziselemek 1.1 1.4 2. Csap 2.1 2.2 3. Fülek 3.1 3.2 4. Rögzítőelemek
RADIuS Mess- und Spanntechnik GmbH & Co. KG Befogóeszköz a koordináta méréstechnikához Kiadás 2013.01 Tartalomjegyzék Elemcsoport Oldal 1. Báziselemek 1.1 1.4 2. Csap 2.1 2.2 3. Fülek 3.1 3.2 4. Rögzítőelemek
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
(11) Lajstromszám: E 004 661 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 004 661 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000004661T2! (19) HU (11) Lajstromszám: E 004 661 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778425 (22) A bejelentés napja:
!HU000004661T2! (19) HU (11) Lajstromszám: E 004 661 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778425 (22) A bejelentés napja:
MUNKAANYAG. Földi László. Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel. A követelménymodul megnevezése:
 Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016.
 KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
MUNKAANYAG. Dzúró Zoltán. Tengelyszerű munkadarab készítése XY típusú. esztergagépen, a munkafolyamat, a méret-, alakpontosság
 Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
A DR-PAck fejlesztései PE fólia gyártástechnológiában
 A DR-PAck fejlesztései PE fólia gyártástechnológiában Transpack fõoldal vissza, home A DR-PAck fejlesztései PE fólia gyártástechnológiában Hazánkban számos vállalkozás tevékenykedik a fóliagyártás területén.
A DR-PAck fejlesztései PE fólia gyártástechnológiában Transpack fõoldal vissza, home A DR-PAck fejlesztései PE fólia gyártástechnológiában Hazánkban számos vállalkozás tevékenykedik a fóliagyártás területén.
z= V db / V mag z: átöblítési szám V db : munkadarab térfogata V mag : ömledékmag térfogata 10 mm vastagság felett kezdődik az önszigetelés
 MŰANYAG FELDOLGOZÓ GÉPEK ÉS SZERSZÁMOK Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 Szerszámok csoportosítása 2 1 Önszigetelt előkamrás szerszám z= V db / V mag z: átöblítési
MŰANYAG FELDOLGOZÓ GÉPEK ÉS SZERSZÁMOK Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 Szerszámok csoportosítása 2 1 Önszigetelt előkamrás szerszám z= V db / V mag z: átöblítési
HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5
 HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5 SRG50 Tisztelt vásárló, köszönjük, hogy a KH Trading s.r.o. cég termékét választotta. Cégünk kész Önnek szolgálatait felajánlani a termék megvétele előtt,
HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5 SRG50 Tisztelt vásárló, köszönjük, hogy a KH Trading s.r.o. cég termékét választotta. Cégünk kész Önnek szolgálatait felajánlani a termék megvétele előtt,
tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk (egy lépésben) zárt szerszámban történő formaadással
 zárt szerszámban történő formaadással") Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
Porkohászati sajtolószerszám gépészeti tervezése
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GYÁRTÁSTUDOMÁNY ÉS -TECHNOLÓGIA TANSZÉK Porkohászati sajtolószerszám gépészeti tervezése Készítették: Czampa Miklós Zatykó Sándor Carbosint Kft. - 0 - Tartalomjegyzék
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GYÁRTÁSTUDOMÁNY ÉS -TECHNOLÓGIA TANSZÉK Porkohászati sajtolószerszám gépészeti tervezése Készítették: Czampa Miklós Zatykó Sándor Carbosint Kft. - 0 - Tartalomjegyzék
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
HASZNÁLATI ÚTMUTATÓ GARANCIAKÁRTYA
 Termék: GARANCIAKÁRTYA??? 1. A KH Trading gépeire és szerszámaira a Polgári Törvénykönyv előírásainak megfelelő, a vásárlás dátumától számított 6/24 hónap időtartamú jótállás jár (a jótállási igény bejelentésekor
Termék: GARANCIAKÁRTYA??? 1. A KH Trading gépeire és szerszámaira a Polgári Törvénykönyv előírásainak megfelelő, a vásárlás dátumától számított 6/24 hónap időtartamú jótállás jár (a jótállási igény bejelentésekor
M é r é s é s s z a b á l y o z á s
 1. Méréstechnikai ismeretek KLÍMABERENDEZÉSEK SZABÁLYOZÁSA M é r é s é s s z a b á l y o z á s a. Mérőműszerek méréstechnikai jellemzői Pontosság: a műszer jelzésének hibája nem lehet nagyobb, mint a felső
1. Méréstechnikai ismeretek KLÍMABERENDEZÉSEK SZABÁLYOZÁSA M é r é s é s s z a b á l y o z á s a. Mérőműszerek méréstechnikai jellemzői Pontosság: a műszer jelzésének hibája nem lehet nagyobb, mint a felső
JÁRMŰVEK JAVÍTÁSA. Javítási technológiák
 JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
Irodalom. Fröccsöntési ciklus. Alakító szerszámok tervezése. Műanyag termék előállítása. Fröccsöntő szerszám
 Dr. Mikó Balázs Irodalom BAGMTV5NNC / NLC Alakító szerszámok tervezése Dunai A.; Macskási L.: Műanyagok fröccsöntése; Lexica Kft. Budapest 2003. www.meusburger.com http://mold-technology4all.blogspot.hu/
Dr. Mikó Balázs Irodalom BAGMTV5NNC / NLC Alakító szerszámok tervezése Dunai A.; Macskási L.: Műanyagok fröccsöntése; Lexica Kft. Budapest 2003. www.meusburger.com http://mold-technology4all.blogspot.hu/
MÉRETELLENŐRZŐ- ESZKÖZÖK
 04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
MUNKAANYAG. Szabó László. Oldható kötések alkalmazása, szerszámai, technológiája. A követelménymodul megnevezése: Épületgépészeti alapfeladatok
 Szabó László Oldható kötések alkalmazása, szerszámai, technológiája A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és célcsoportja:
Szabó László Oldható kötések alkalmazása, szerszámai, technológiája A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és célcsoportja:
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
Jármű- és hajtáselemek III. 1. tervezési feladat
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Közlekedésmérnöki és Járműmérnöki Kar Jármű- és hajtáselemek III. (KOJHA 158) 1. tervezési feladat Járműelemek és Járműszerkezetanalízis Tanszék Jármű- és
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Közlekedésmérnöki és Járműmérnöki Kar Jármű- és hajtáselemek III. (KOJHA 158) 1. tervezési feladat Járműelemek és Járműszerkezetanalízis Tanszék Jármű- és
ZAJCSILLAPÍTOTT SZÁMÍTÓGÉPHÁZ TERVEZÉSE
 ZAJCSILLAPÍTOTT SZÁMÍTÓGÉPHÁZ TERVEZÉSE Kovács Gábor 2006. április 01. TARTALOMJEGYZÉK TARTALOMJEGYZÉK... 2 1. FELADAT MEGFOGALMAZÁSA... 3 2. LÉGCSATORNA ZAJCSILLAPÍTÁSA... 3 2.1 Négyzet keresztmetszet...
ZAJCSILLAPÍTOTT SZÁMÍTÓGÉPHÁZ TERVEZÉSE Kovács Gábor 2006. április 01. TARTALOMJEGYZÉK TARTALOMJEGYZÉK... 2 1. FELADAT MEGFOGALMAZÁSA... 3 2. LÉGCSATORNA ZAJCSILLAPÍTÁSA... 3 2.1 Négyzet keresztmetszet...
Ipari robotok megfogó szerkezetei
 ROBOTTECHNIKA Ipari robotok megfogó szerkezetei 7. előad adás Dr. Pintér József Tananyag vázlatav 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó szerkezetek kialakítása
ROBOTTECHNIKA Ipari robotok megfogó szerkezetei 7. előad adás Dr. Pintér József Tananyag vázlatav 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó szerkezetek kialakítása
Kiesztergáló fejek. D H7 A H11 mm D=Ø12 D=Ø25 A=20 D=Ø32 A=25. Finomállítás. d Ø mm 70 70 110. mm/ø 0,01 0,01 0,02. mm 50 60 76.
 Kiesztergáló fej, Vhs E05 00 - Hengeres furatok felesztergálásához, marógépeken, megmunkáló központokon, vagy más forgó szerszámos szerszámgépeken. A felfogó kúp cserélhető, nem része a szállításnak! A
Kiesztergáló fej, Vhs E05 00 - Hengeres furatok felesztergálásához, marógépeken, megmunkáló központokon, vagy más forgó szerszámos szerszámgépeken. A felfogó kúp cserélhető, nem része a szállításnak! A
Ritzelés körkéses ritzelőgépeken
 Ritzelés körkéses rizelőgépeken - 1 - Ritzelés körkéses ritzelőgépeken 1 Bevezető A ritzen német szó hasítást, karcolást jelent. Nyomdai körökben ritzelés (riccelés) alatt leginkább öntapadó anyagok öntapadó
Ritzelés körkéses rizelőgépeken - 1 - Ritzelés körkéses ritzelőgépeken 1 Bevezető A ritzen német szó hasítást, karcolást jelent. Nyomdai körökben ritzelés (riccelés) alatt leginkább öntapadó anyagok öntapadó
Felfúrók, süllyesztők, sorjázók, lemezfúrók
 Csigasüllyesztő B0 00 B0 00 Hengeresszárú csigasüllyesztő, élű N típusú kivitel, DIN Szerszám alapanyag: HSS gyorsacél, bevonat nélkül Szár: hengeres, menesztő lappal Javasolt alkalmazás: Általános felhasználásra,
Csigasüllyesztő B0 00 B0 00 Hengeresszárú csigasüllyesztő, élű N típusú kivitel, DIN Szerszám alapanyag: HSS gyorsacél, bevonat nélkül Szár: hengeres, menesztő lappal Javasolt alkalmazás: Általános felhasználásra,
Beépítô szerszámok Kiszerelô szerszámok Csapágymelegítô készülékek
 Rész. Egész. Alkatrész. Just. High. Parts. Beépítô szerszámok Kiszerelô szerszámok Csapágymelegítô készülékek Tartalom Beszerelô szerszámok Kiszerelô szerszámok 4-5 Szerelô szerszám FT 33 6 Karbantartó
Rész. Egész. Alkatrész. Just. High. Parts. Beépítô szerszámok Kiszerelô szerszámok Csapágymelegítô készülékek Tartalom Beszerelô szerszámok Kiszerelô szerszámok 4-5 Szerelô szerszám FT 33 6 Karbantartó
Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére!
 1 6 ) M u t a s s a b e a s á r g a r é z c s ő v e z e t é k k é s z í t é s é t a z a l á b b i v á z l a t f e lh a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
1 6 ) M u t a s s a b e a s á r g a r é z c s ő v e z e t é k k é s z í t é s é t a z a l á b b i v á z l a t f e lh a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
Szerszámgépek. 1999/2000 II. félév Dr. Lipóth András által leadott anyagrész vázlata
 Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Magyarkúti József. Anyagvizsgálatok. A követelménymodul megnevezése: Mérőtermi feladatok
 Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ
 JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ 1 TARTALOMJEGYZÉK 1. FEJEZET: BEVEZETŐ, BIZTONSÁGI ÓVINTÉZKEDÉSEK... 1.1. FIGYELMEZTETŐ ÁBRÁK, FELIRATOK... 1.2. A FIGYELMEZTETŐ FELIRATOK ELHELYEZKEDÉSE... 1.3. BIZTONSÁGI
JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ 1 TARTALOMJEGYZÉK 1. FEJEZET: BEVEZETŐ, BIZTONSÁGI ÓVINTÉZKEDÉSEK... 1.1. FIGYELMEZTETŐ ÁBRÁK, FELIRATOK... 1.2. A FIGYELMEZTETŐ FELIRATOK ELHELYEZKEDÉSE... 1.3. BIZTONSÁGI
KBE-1 típusú biztonsági lefúvató szelep család
 Kód: 485-0000.03g G É P K Ö N Y V KBE-1 típusú biztonsági lefúvató szelep család Készült: 2002.07.01. TARTALOMJEGYZÉK 1. Általános ismertetés 2. Műszaki adatok 3. Szerkezeti felépítés, működés 4. Átvétel,
Kód: 485-0000.03g G É P K Ö N Y V KBE-1 típusú biztonsági lefúvató szelep család Készült: 2002.07.01. TARTALOMJEGYZÉK 1. Általános ismertetés 2. Műszaki adatok 3. Szerkezeti felépítés, működés 4. Átvétel,
Alkatrészek tőrése. 1. ábra. Névleges méret méretszóródása
 1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL
 KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
Hőkezelhetőség, hőkezelt alkatrészek vizsgálata
 Hőkezelhetőség, hőkezelt alkatrészek vizsgálata Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab
Hőkezelhetőség, hőkezelt alkatrészek vizsgálata Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab
Légsebesség profil és légmennyiség mérése légcsatornában Hővisszanyerő áramlástechnikai ellenállásának mérése
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR ÉPÜLETGÉPÉSZETI ÉS GÉPÉSZETI ELJÁRÁSTECHNIKA TANSZÉK Légsebesség profil és légmennyiség mérése légcsatornában Hővisszanyerő áramlástechnikai
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR ÉPÜLETGÉPÉSZETI ÉS GÉPÉSZETI ELJÁRÁSTECHNIKA TANSZÉK Légsebesség profil és légmennyiség mérése légcsatornában Hővisszanyerő áramlástechnikai
A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál
 1 A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál A keményesztergálás, amelynél a forgácsolás 55 HRC-nél keményebb acélon, néhány ezred vagy
1 A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál A keményesztergálás, amelynél a forgácsolás 55 HRC-nél keményebb acélon, néhány ezred vagy
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
Erőátvitel tervezése. Tengelykapcsoló. Magdics G. (LuK Savaria) Trencséni B. (BME)
 Trencséni B. (BME)") Erőátvitel tervezése Tengelykapcsoló Magdics G. (LuK Savaria) Trencséni B. (BME) 1 Tervezési feladat 1. Méretezéshez szükséges járműadatok meghatározása: Motornyomaték, beépítési környezet, csatlakozó
Erőátvitel tervezése Tengelykapcsoló Magdics G. (LuK Savaria) Trencséni B. (BME) 1 Tervezési feladat 1. Méretezéshez szükséges járműadatok meghatározása: Motornyomaték, beépítési környezet, csatlakozó
CSOPORT CSOPORT CSOPORT
 404 Tárolódobozok Oldal........276-277 405 PolCok 405 MUnkAPAdok köszörült lapos szerszámacéllap 413 415 HÉzAGoló lemezek Oldal.......................278 Oldal........279-280 Oldal.......................281
404 Tárolódobozok Oldal........276-277 405 PolCok 405 MUnkAPAdok köszörült lapos szerszámacéllap 413 415 HÉzAGoló lemezek Oldal.......................278 Oldal........279-280 Oldal.......................281
Mágnesek, mágnesasztalok
 Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI ALAPFOGALMAK 3 2. ISO-TŰRÉSRENDSZER 4. 2.1. Mérettartományok 5. 2.2. Tűrésfokozatok 6. 2.3. Szabványos tűrésnagyságok 7
 Debreceni Egyetem Műszaki Kar Gépészmérnöki Tanszék Tűrések és illesztések Összeállította: Dr. Juhász György főiskolai docens Tananyag kiegészítő segédlet Debrecen, 2010 1 TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI
Debreceni Egyetem Műszaki Kar Gépészmérnöki Tanszék Tűrések és illesztések Összeállította: Dr. Juhász György főiskolai docens Tananyag kiegészítő segédlet Debrecen, 2010 1 TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI
Levegő-/füstgázvezeték csatlakozó az ecotec-hez
 Szakemberek számára Szerelési útmutató Levegő-/füstgázvezeték csatlakozó az ecotec-hez Koncentrikus Ø 60/00 műanyag Koncentrikus Ø 80/5 műanyag HU Tartalomjegyzék Tartalomjegyzék Megjegyzések a dokumentációhoz...
Szakemberek számára Szerelési útmutató Levegő-/füstgázvezeték csatlakozó az ecotec-hez Koncentrikus Ø 60/00 műanyag Koncentrikus Ø 80/5 műanyag HU Tartalomjegyzék Tartalomjegyzék Megjegyzések a dokumentációhoz...
Csapózárak, visszacsapószelepek
 Csapózárak, visszacsapószelepek Csapózár kétszeresen excentrikus csapágyazással Termékleírás EN 593 szerint Nr. 9881 Beépítési méretek EN 558-1 szerint (Series 14) Karimás csatlakozás EN 1092-2 szerint
Csapózárak, visszacsapószelepek Csapózár kétszeresen excentrikus csapágyazással Termékleírás EN 593 szerint Nr. 9881 Beépítési méretek EN 558-1 szerint (Series 14) Karimás csatlakozás EN 1092-2 szerint
FOGASKEREKEK GYÁRTÁSA ELŐADÁS
 FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
Földelés szalagbilincs. Földelés csõbilincs. Földelõbilincs. Földelõkapocs. Legnagyobb. Legnagyobb. egységcsomag
 Földeléstechnika Földelés szalagbilincs csatlakozóval hosszanti és kereszthuzalozáshoz Bilincstest:nikkelezett sárgaréz Bilincsszalag: bronz 1 x 2,5-2 x 6 vezetékkeresztmetszethez horganyzott és nem horganyzott
Földeléstechnika Földelés szalagbilincs csatlakozóval hosszanti és kereszthuzalozáshoz Bilincstest:nikkelezett sárgaréz Bilincsszalag: bronz 1 x 2,5-2 x 6 vezetékkeresztmetszethez horganyzott és nem horganyzott
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
DT9541. Környezeti hőmérséklet érzékelő. Kezelési útmutató
 Környezeti hőmérséklet érzékelő Kezelési útmutató Tartalomjegyzék 1. Kezelési útmutató...3 1.1. Rendeltetése... 3 1.2. Célcsoport... 3 1.3. Az alkalmazott szimbólumok... 3 2. Biztonsági útmutató...4 2.1.
Környezeti hőmérséklet érzékelő Kezelési útmutató Tartalomjegyzék 1. Kezelési útmutató...3 1.1. Rendeltetése... 3 1.2. Célcsoport... 3 1.3. Az alkalmazott szimbólumok... 3 2. Biztonsági útmutató...4 2.1.
MŰANYAGOK TULAJDONSÁGAI
 MŰANYAGOK TULAJDONSÁGAI Különleges polimerek igényes alkalmazásokban A poli(éter-éter-keton) hőállósága mellett egy sor előnyös tulajdonsággal rendelkezik, amelyek alkalmassá teszik a földgáz- és kőolajiparban
MŰANYAGOK TULAJDONSÁGAI Különleges polimerek igényes alkalmazásokban A poli(éter-éter-keton) hőállósága mellett egy sor előnyös tulajdonsággal rendelkezik, amelyek alkalmassá teszik a földgáz- és kőolajiparban
Galvanizálás a híradástechnikában
 BAJOR ANDRÁS F A R K A S SÁNDOR ORION Galvanizálás a híradástechnikában ETO 621.337.6/7:621.39 Az ipari fejlődés során az eredetileg díszítő és korrózióvédő bevonatok előállítására szolgáló galvanizálást
BAJOR ANDRÁS F A R K A S SÁNDOR ORION Galvanizálás a híradástechnikában ETO 621.337.6/7:621.39 Az ipari fejlődés során az eredetileg díszítő és korrózióvédő bevonatok előállítására szolgáló galvanizálást
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
HASZNÁLATI ÚTMUTATÓ FÉMLEMEZ VÁGÓ HSM 1 500, 2 000
 GARANCIA KARTYA 1. Trading gépeire és szerszámaira a Polgári Törvénykönyv előírásainak megfelelő, a vásárlás dátumától számított 6/24 hónap időtartamú jótállás jár (a jótállási igény bejelentésekor a garanciakártyához
GARANCIA KARTYA 1. Trading gépeire és szerszámaira a Polgári Törvénykönyv előírásainak megfelelő, a vásárlás dátumától számított 6/24 hónap időtartamú jótállás jár (a jótállási igény bejelentésekor a garanciakártyához
4/26/2016. Légcsatorna hálózatok. Csillapítás. Hangterjedés, hangelnyelés légcsatorna hálózatokban
 Légcsatorna hálózatok Csillapítás Evidenciák Hol helyezzük el a felszálló és ejtő vezetékeket? Falban Falhoz rögzítve szabadon Aknában A bilincs és a cső között van-e hanglágy anyag? Szeleptányér rezgése,
Légcsatorna hálózatok Csillapítás Evidenciák Hol helyezzük el a felszálló és ejtő vezetékeket? Falban Falhoz rögzítve szabadon Aknában A bilincs és a cső között van-e hanglágy anyag? Szeleptányér rezgése,
LOC-LINE. Az Ön forgalmazója: FLEXIMODUL CSŐRENDSZER
 LOC-LINE FLEXIMODUL CSŐRENDSZER Az Ön forgalmazója: Lutter Kereskedelmi Kft. H-10 Budapest Szentendrei út 9. Telefon: (1) -0 (0) 9-0 (0) 9- Telefax: (1) -9 E-mail: [email protected] Website: www.lutter.hu
LOC-LINE FLEXIMODUL CSŐRENDSZER Az Ön forgalmazója: Lutter Kereskedelmi Kft. H-10 Budapest Szentendrei út 9. Telefon: (1) -0 (0) 9-0 (0) 9- Telefax: (1) -9 E-mail: [email protected] Website: www.lutter.hu
HM16D800. Az eredeti használati útmutató fordítása GARANCIALEVÉL. Termék: VÉSŐGÉP Típus: HM16D800. Gyártási szám (sorozatszám): Javítási bejegyzések:
: Javítási bejegyzések:") GARANCIALEVÉL 1. Az UNI-MAX által forgalmazott termékekre, az eladás napjától számítva: a Polgári Törvénykönyv rendelkezései alapján 24 hónap; a Kereskedelmi Törvénykönyv rendelkezései alapján 12 hónap
GARANCIALEVÉL 1. Az UNI-MAX által forgalmazott termékekre, az eladás napjától számítva: a Polgári Törvénykönyv rendelkezései alapján 24 hónap; a Kereskedelmi Törvénykönyv rendelkezései alapján 12 hónap
Kötőelemek tűrései a DIN 267 T2 szerint
 - Muszaki katalógus - A kötoelemek turései Kötőelemek tűrései a DIN 267 T2 szerint Általános tudnivalók Amennyiben az egyedi termékszabványokban vagy a megbízási dokumentumokban más nem kerül meghatározásra,
- Muszaki katalógus - A kötoelemek turései Kötőelemek tűrései a DIN 267 T2 szerint Általános tudnivalók Amennyiben az egyedi termékszabványokban vagy a megbízási dokumentumokban más nem kerül meghatározásra,
Labormérések minimumkérdései a B.Sc képzésben
 Labormérések minimumkérdései a B.Sc képzésben 1. Ismertesse a levegő sűrűség meghatározásának módját a légnyomás és a levegő hőmérséklet alapján! Adja meg a képletben szereplő mennyiségek jelentését és
Labormérések minimumkérdései a B.Sc képzésben 1. Ismertesse a levegő sűrűség meghatározásának módját a légnyomás és a levegő hőmérséklet alapján! Adja meg a képletben szereplő mennyiségek jelentését és
Alak- és helyzettűrések
 1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
Termékújdonságok. Szerszámkészítés I / 2016. Hőszigetelő lapok 0,02 mm párhuzamossággal. Rendeljen Ön is mostantól az online-katalógusból!
 Termékújdonságok Szerszámkészítés I / 2016 Rendeljen Ön is mostantól az online-katalógusból! www.meusburger.com Hőszigetelő lapok 0,02 mm párhuzamossággal Optimalizált szabvány a hőszigetelő lapoknál»»
Termékújdonságok Szerszámkészítés I / 2016 Rendeljen Ön is mostantól az online-katalógusból! www.meusburger.com Hőszigetelő lapok 0,02 mm párhuzamossággal Optimalizált szabvány a hőszigetelő lapoknál»»
Gépszerkezettan. A gépelemek méretezésének alapjai
 Gépszerkezettan A gépelemek méretezésének alapjai 1. A gépelemek méretezésének alapjai A gépalkatrészeket leggyakrabban szilárdsági alapon, a megengedhető feszültség figyelembevételével méretezzük. Szükséges:
Gépszerkezettan A gépelemek méretezésének alapjai 1. A gépelemek méretezésének alapjai A gépalkatrészeket leggyakrabban szilárdsági alapon, a megengedhető feszültség figyelembevételével méretezzük. Szükséges:
CB200 / CB200-T HASZNÁLATI ÚTMUTATÓ UNIVERZÁLIS HAJLÍTÓGÉP ÁLLVÁNNYAL VAGY MUNKAPADI RÖGZÍTÉSSEL
 GARANCIA KARTYA 1. Trading gépeire és szerszámaira a Polgári Törvénykönyv előírásainak megfelelő, a vásárlás dátumától számított 6/24 hónap időtartamú jótállás jár (a jótállási igény bejelentésekor a garanciakártyához
GARANCIA KARTYA 1. Trading gépeire és szerszámaira a Polgári Törvénykönyv előírásainak megfelelő, a vásárlás dátumától számított 6/24 hónap időtartamú jótállás jár (a jótállási igény bejelentésekor a garanciakártyához
XHODTE. Az eredeti használati útmutató fordítása OLAJGYŰJTŐ ELSZÍVÓVAL 65 L GARANCIALEVÉL. Termék: OLAJGYŰJTŐ ELSZÍVÓVAL 65 L Típus: XHODTE
 GARANCIALEVÉL 1. Az UNI-MAX által forgalmazott termékekre, az eladás napjától számítva: a Polgári Törvénykönyv rendelkezései alapján 24 hónap; a Kereskedelmi Törvénykönyv rendelkezései alapján 12 hónap
GARANCIALEVÉL 1. Az UNI-MAX által forgalmazott termékekre, az eladás napjától számítva: a Polgári Törvénykönyv rendelkezései alapján 24 hónap; a Kereskedelmi Törvénykönyv rendelkezései alapján 12 hónap
Általános gépészeti technológiai feladatok. Géprajzi alapismeretek Gépészeti szakszámítások
 Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
SJ300. Az eredeti használati útmutató fordítása SJ 300 / 1 LEMEZHENGERÍTŐ GARANCIALEVÉL. Termék: Sj 300 / 1 LEMEZHENGERÍTŐ Típus: Sj300
 GARANCIALEVÉL 1. Az UNI-MAX által forgalmazott termékekre, az eladás napjától számítva: a Polgári Törvénykönyv rendelkezései alapján 24 hónap; a Kereskedelmi Törvénykönyv rendelkezései alapján 12 hónap
GARANCIALEVÉL 1. Az UNI-MAX által forgalmazott termékekre, az eladás napjától számítva: a Polgári Törvénykönyv rendelkezései alapján 24 hónap; a Kereskedelmi Törvénykönyv rendelkezései alapján 12 hónap
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
1) Ismertesse az egyélű szerszám alakját!
 Ismertesse az egyélű szerszám alakját!") 1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
A.14. Oldalirányban megtámasztott gerendák
 A.14. Oldalirányban megtámasztott gerendák A.14.1. Bevezetés A gerendák talán a legalapvetőbb szerkezeti elemek. A gerendák különböző típusúak lehetnek és sokféle alakú keresztmetszettel rendelkezhetnek
A.14. Oldalirányban megtámasztott gerendák A.14.1. Bevezetés A gerendák talán a legalapvetőbb szerkezeti elemek. A gerendák különböző típusúak lehetnek és sokféle alakú keresztmetszettel rendelkezhetnek
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
Menetes csövek 5/10. Hatlapfejű facsavarok 5/1. Függesztő elem 5/10. Ászokcsavarok 5/2. Kétmenetű csavar 5/2 5/3. Függesztő kapocs 5/11 5/13
 Hatlapfejű facsavarok 5/1 es csövek 5/10 Ászokcsavarok 5/2 Függesztő elem 5/10 Kétmenetű csavar 5/2 5/3 Függesztő kapocs 5/11 5/13 Alátétes csavarok 5/3 Szorítókarom acélszerkezetekhez 5/14 Kereszthornyú
Hatlapfejű facsavarok 5/1 es csövek 5/10 Ászokcsavarok 5/2 Függesztő elem 5/10 Kétmenetű csavar 5/2 5/3 Függesztő kapocs 5/11 5/13 Alátétes csavarok 5/3 Szorítókarom acélszerkezetekhez 5/14 Kereszthornyú
ÁLLATTARTÁS MŰSZAKI ISMERETEI. Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010
 ÁLLATTARTÁS MŰSZAKI ISMERETEI Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Takarmányok erjesztéses tartósításának műszaki kérdései 1. Szálastakarmányok aprításának gépei és
ÁLLATTARTÁS MŰSZAKI ISMERETEI Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Takarmányok erjesztéses tartósításának műszaki kérdései 1. Szálastakarmányok aprításának gépei és
Akusztika terem. Dr. Reis Frigyes előadásának felhasználásával
 Akusztika terem Dr. Reis Frigyes előadásának felhasználásával Hangenergia-eloszlás a különböző jellegű zárt terekben - a hangteljesítményszint és a hangnyomásszint közötti összefüggést számos tényező befolyásolja:
Akusztika terem Dr. Reis Frigyes előadásának felhasználásával Hangenergia-eloszlás a különböző jellegű zárt terekben - a hangteljesítményszint és a hangnyomásszint közötti összefüggést számos tényező befolyásolja:
Automatikus utánállítású tengelykapcsoló (SAC) Technika Célszerszám/Kezelési kézikönyv
 Technika Célszerszám/Kezelési kézikönyv") Automatikus utánállítású tengelykapcsoló (SAC) Technika Célszerszám/Kezelési kézikönyv 3 A SAC-tengelykapcsoló ellenerőmentes szerelése célszerszámmal Az SAC-tengelykapcsoló kifogástalan szereléséhez elengedhetetlen
Automatikus utánállítású tengelykapcsoló (SAC) Technika Célszerszám/Kezelési kézikönyv 3 A SAC-tengelykapcsoló ellenerőmentes szerelése célszerszámmal Az SAC-tengelykapcsoló kifogástalan szereléséhez elengedhetetlen
Mechanikus szorítóelemek, rezgéscsillapító gépelátétek
 eszorító karom rövid, önbeálló U alakú alátéttel 00 00 eszorító karom, fokozat nélkül állítható. Nemesített acél, horganyzott. Thorony ral, alátéttel, anyával, önbeálló U alátéttel szállítjuk. Nr. 3 Thorony
eszorító karom rövid, önbeálló U alakú alátéttel 00 00 eszorító karom, fokozat nélkül állítható. Nemesített acél, horganyzott. Thorony ral, alátéttel, anyával, önbeálló U alátéttel szállítjuk. Nr. 3 Thorony
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT
 2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
Szerelési, használati és karbantartási útmutató
 Adiabatikus, evaporatív hűtőberendezés PTB 100 típusú, mobil készülék Szerelési, használati és karbantartási útmutató 2013.09.02. 2 TARTALOMJEGYZÉK ÁLTALÁNOS INFORMÁCIÓK... 3 1. MŰSZAKI JELLEMZŐK... 4
Adiabatikus, evaporatív hűtőberendezés PTB 100 típusú, mobil készülék Szerelési, használati és karbantartási útmutató 2013.09.02. 2 TARTALOMJEGYZÉK ÁLTALÁNOS INFORMÁCIÓK... 3 1. MŰSZAKI JELLEMZŐK... 4
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
HASZNÁLATI ÚTMUTATÓ LÉGKONDICIONÁLÓ CSATLAKOZÓ KÉSZLET. INTERNET: www.uni-max.hu
 Termék: LÉGKONDICIONÁLÓ CSATLAKOZÓ KÉSZLET Típus: 1402 Gyártás dátuma: Eladás dátuma, pecsét, aláírás: GARANCIAKÁRTYA??? 1. A KH Trading gépeire és szerszámaira a Polgári Törvénykönyv előírásainak megfelelő,
Termék: LÉGKONDICIONÁLÓ CSATLAKOZÓ KÉSZLET Típus: 1402 Gyártás dátuma: Eladás dátuma, pecsét, aláírás: GARANCIAKÁRTYA??? 1. A KH Trading gépeire és szerszámaira a Polgári Törvénykönyv előírásainak megfelelő,
200-0190, 200-0154, 200-0152
 HU Üzemeltetési utasítás Szóróautomata készülék Mikro 3 T-Dok-220-HU-Rev.1 200-0190, 200-0154, 200-0152 Az eredeti üzemeltetési útmutató fordítása Köszönjük, hogy Ön a Krautzberger termékének megvásárlása
HU Üzemeltetési utasítás Szóróautomata készülék Mikro 3 T-Dok-220-HU-Rev.1 200-0190, 200-0154, 200-0152 Az eredeti üzemeltetési útmutató fordítása Köszönjük, hogy Ön a Krautzberger termékének megvásárlása
MUNKAANYAG. Dr.Majoros Ferenc. Gépelemek javítása. A követelménymodul megnevezése: Mezőgazdasági gépészeti alapfeladatok
 Dr.Majoros Ferenc Gépelemek javítása A követelménymodul megnevezése: Mezőgazdasági gépészeti alapfeladatok A követelménymodul száma: 2276-06 A tartalomelem azonosító száma és célcsoportja: SzT-013-30 KÖTŐGÉPELEMEK
Dr.Majoros Ferenc Gépelemek javítása A követelménymodul megnevezése: Mezőgazdasági gépészeti alapfeladatok A követelménymodul száma: 2276-06 A tartalomelem azonosító száma és célcsoportja: SzT-013-30 KÖTŐGÉPELEMEK
Mélyfúrás megmunkáló központon
 MÉLYFÚRÓRENDSZEREK KEMÉNYFÉM SZERSZÁMOK Mélyfúrás megmunkáló központon Toolex Mélyfúrás megmunkáló központon Az egyélû mélyfúró eljárás és alkalmazási feltételei A korábbi években mélyfúró szerszámokat
MÉLYFÚRÓRENDSZEREK KEMÉNYFÉM SZERSZÁMOK Mélyfúrás megmunkáló központon Toolex Mélyfúrás megmunkáló központon Az egyélû mélyfúró eljárás és alkalmazási feltételei A korábbi években mélyfúró szerszámokat
Műanyagalakító szerszámacélok
 Műanyagalakító szerszámacélok ThyssenKrupp Ferroglobus ThyssenKrupp Tartalomjegyzék Általános információk Bevezetés 1 Műanyagfeldolgozó szerszámacélok tulajdonságai 2 Műanyagfeldolgozó szerszámacélok kémiai
Műanyagalakító szerszámacélok ThyssenKrupp Ferroglobus ThyssenKrupp Tartalomjegyzék Általános információk Bevezetés 1 Műanyagfeldolgozó szerszámacélok tulajdonságai 2 Műanyagfeldolgozó szerszámacélok kémiai
Vasúti kerekek esztergálása
 ALKALMAZÁSI ÚTMUTATÓ Vasúti kerekek esztergálása Újraesztergálás és új kerekek esztergálása TARTALOM BEVEZETÉS 4 Különböző vonattípusok 5 Kerékanyagok 6 Kerékméretek 7 Kerékalakok 7 A kerekek gyártási
ALKALMAZÁSI ÚTMUTATÓ Vasúti kerekek esztergálása Újraesztergálás és új kerekek esztergálása TARTALOM BEVEZETÉS 4 Különböző vonattípusok 5 Kerékanyagok 6 Kerékméretek 7 Kerékalakok 7 A kerekek gyártási
TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat)
") TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat) Tengelyek fogalma, csoportosítása Azokat a gépelemeket, amelyek forgó alkatrészeket hordoznak vagy csapágyakon támaszkodva forognak, tengelyeknek nevezzük. A tengelyeket
TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat) Tengelyek fogalma, csoportosítása Azokat a gépelemeket, amelyek forgó alkatrészeket hordoznak vagy csapágyakon támaszkodva forognak, tengelyeknek nevezzük. A tengelyeket
ORSZÁGOS TŰZVÉDELMI SZABÁLYZAT
 2012.11.13-tól hatályos szöveg! 28/2011. (IX. 6.) BM rendelet ORSZÁGOS TŰZVÉDELMI SZABÁLYZAT Hatályos: 2011. október 06 - T A R T A L O M J E G Y Z É K ÉRTELMEZŐ RENDELKEZÉSEK... 11 1. Éghető folyadékok
2012.11.13-tól hatályos szöveg! 28/2011. (IX. 6.) BM rendelet ORSZÁGOS TŰZVÉDELMI SZABÁLYZAT Hatályos: 2011. október 06 - T A R T A L O M J E G Y Z É K ÉRTELMEZŐ RENDELKEZÉSEK... 11 1. Éghető folyadékok
5. Telepítés ASIAN PLASTIC
 5. Telepítés 5.1 Rögzítő anyagok eltávolítása A biztonsági ajtókat szállítás előtt kötéllel rögzítik. Telepítés előtt távolítsa el a köteleket. kötél kötél 5.1 Ábra - Rögzítő kötelek Forgalmazó: Extrémplast
5. Telepítés 5.1 Rögzítő anyagok eltávolítása A biztonsági ajtókat szállítás előtt kötéllel rögzítik. Telepítés előtt távolítsa el a köteleket. kötél kötél 5.1 Ábra - Rögzítő kötelek Forgalmazó: Extrémplast
Használati utasítás Tartozék-készlet hasznonjármű Common Rail injektorokhoz
 Használati utasítás Tartozék-készlet hasznonjármű Common Rail injektorokhoz hu 687 00 599 A Tartalomjegyzék. Fontos tanácsok. Tanácsok a kezelő részére. Biztonsági tanácsok. Elektromágneses összeférhetőség
Használati utasítás Tartozék-készlet hasznonjármű Common Rail injektorokhoz hu 687 00 599 A Tartalomjegyzék. Fontos tanácsok. Tanácsok a kezelő részére. Biztonsági tanácsok. Elektromágneses összeférhetőség
MUNKAANYAG. Palotai Zoltán. Kézi reszelés. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Palotai Zoltán Kézi reszelés A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30
Palotai Zoltán Kézi reszelés A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30
Versenyző kódja: 26 27/2012. (VIII. 27.) NGM rendelet 34 521 10-2015 MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet 34 521 10-2015 MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 10-2015 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 10 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Szerszám-és készülékgyártás
34 521 10-2015 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 10 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Szerszám-és készülékgyártás
423.1R 100 423.2R 100 423.3R 100 423.3B 100 423.2B 100 423.1B 100 423.3J 100 423.2J 100 423.1J 100 423.4R 100 423.4B 100 423.5R 100 423.
 423.1R 100 gyűrűs kábelsaru - 20 darabos készlet 423.2R 100 villás kábelsaru - 20 darabos készlet 423.3R 100 villás kábelsaru - 20 darabos készlet 1R 1B 1J 2R 2B 2J 3R 3B 3J 609193 3 1 609194 4 1 609195
423.1R 100 gyűrűs kábelsaru - 20 darabos készlet 423.2R 100 villás kábelsaru - 20 darabos készlet 423.3R 100 villás kábelsaru - 20 darabos készlet 1R 1B 1J 2R 2B 2J 3R 3B 3J 609193 3 1 609194 4 1 609195
Tevékenység: Gyűjtse ki és tanulja meg a kötőcsavarok szilárdsági tulajdonságainak jelölési módját!
 Csavarkötés egy külső ( orsó ) és egy belső ( anya ) csavarmenet kapcsolódását jelenti. A következő képek a motor forgattyúsházában a főcsapágycsavarokat és a hajtókarcsavarokat mutatják. 1. Kötőcsavarok
Csavarkötés egy külső ( orsó ) és egy belső ( anya ) csavarmenet kapcsolódását jelenti. A következő képek a motor forgattyúsházában a főcsapágycsavarokat és a hajtókarcsavarokat mutatják. 1. Kötőcsavarok
(11) Lajstromszám: E 003 989 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 003 989 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000003989T2! (19) HU (11) Lajstromszám: E 003 989 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal (21) Magyar ügyszám: E 03 794971 (22) A bejelentés napja: 2003. 08. 29. (96) Az európai bejelentés
!HU000003989T2! (19) HU (11) Lajstromszám: E 003 989 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal (21) Magyar ügyszám: E 03 794971 (22) A bejelentés napja: 2003. 08. 29. (96) Az európai bejelentés
MÛSZAKI INFORMÁCIÓK. Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI
 MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI") Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Tányéros árnyékoló készítése
 Tányéros árnyékoló készítése A meteorológiai és az éghajlati adatokban az egyik legfontosabb általunk mérhető paraméter a levegő hőmérséklete és relatív páratartalma. Ahhoz, hogy valóban a levegő hőmérsékletét
Tányéros árnyékoló készítése A meteorológiai és az éghajlati adatokban az egyik legfontosabb általunk mérhető paraméter a levegő hőmérséklete és relatív páratartalma. Ahhoz, hogy valóban a levegő hőmérsékletét