Irodalom. Fröccsöntési ciklus. Alakító szerszámok tervezése. Műanyag termék előállítása. Fröccsöntő szerszám
|
|
|
- Sándor Horváth
- 9 évvel ezelőtt
- Látták:
Átírás
1 Dr. Mikó Balázs Irodalom BAGMTV5NNC / NLC Alakító szerszámok tervezése Dunai A.; Macskási L.: Műanyagok fröccsöntése; Lexica Kft. Budapest Műanyag termék előállítása Fröccsöntési ciklus 1. Szerszám zárása 2. Műanyag alapanyag megömlesztése 3. Fröccsöntés 4. Hűtés 5. Szerszám nyitása 6. Kilökés 3 4 Fröccsöntő szerszám Megrendelő Termék dokumentáció és Szerszám specifikáció Termék rajz, CAD modell Analízis Árajánlat készítés Fröccsöntőgép típusa Fészekszám Beömlő típusa, Kilökés típusa Normália beszállítók Anyagok Hűtés típusa, csatlakozó méretek Megrendelő Projekt elvetése Megrendelés jóváhagyása 5 6 1
2 Szerszámpróba Módosítás Szerszámtervezés és dokumentálás (CAD) Előterv Próbadarabok ellenőrzése Gyártástervezés (CAM) Szerszám gyártás Szerszámterv Felület strukturálás (pl. fotómaratás) Rajzdokumentáció Szerszám átadása 7 8 Műanyagok felosztása Műanyagok Makromolekulájú szerves anyagok Természetes anyagok átalakításával nyert műanyagok Szintetikus műanyagok alapanyagokból (szén, olaj, mész, víz, gázok) felépítve Állati Növényi Polimerizáció Poliaddíció Polikondenzáció MŰANYAGOK Kazein Tejfehérje Műszaru Cellulóz Fa Facellulóz Izopén Kaucsuk Természetes gumi Termoplasztok Elasztoplasztok Duroplasztok Poliamidok Polietilének Polisztirolok Polivinilek Poliuretánok Szilikonok Poliszulfidok Lágy PVC Fenolgyanták Poliésztergyanták Epoxigyanták Metamingyanták 9 10 Műanyagok tulajdonságai Sűrűség Szakító szilárdság, szakadási nyúlás, keménység, ütőmunka Hőtágulás, hőkapacitás, alaktartósság Feldolgozási hőmérsékletek Zsugor Égési próba amorf részben kristályos
3 Zsugor PP Szerszámzsugor: L o : méret a formában L 1 : méret a terméken Befolyásoló tényezők: Anyag (típus, gyártó) Irány Alak Falvastagság Adalékok L o L 1 L o x 100 Polipropilén Borealis, Tipplen Részben kristályos Sűrűség (g/cm 3 ): Maximális folyási út 1 és 2 mm-es csatormában: 200 / 870 Szárítás: 80 C / 1 óra Ömledék hőmérséklet: C Szerszám hőmérséklet: C Kilökési darab hőmérséklet: 65 C Zsugor: %, üvegszállal % Feldolgozási paraméterek PP PA6 Kemény, nehezen törik, egészségügyileg nem aggályos, PE-nél keményebb és hőállóbb, de kisebb a hidegállósága, ellenáll savaknak, lúgoknak, benzinnek Nem áll ellen klórozott szénhidrogéneknek, rézzel való érintkezés kerülendő, könnyen lángra lobban, tovább ég Rekeszek, zsanérok, akkumulátor doboz, műszerfal, lökhárító Poliamid 6 - Nylon 1939 Du Pont Ultramid B3K, Zytel, Danamid Részben kristályos Sűrűség (g/cm 3 ): 1.13 Maximális folyási út 1 és 2 mm-es csatormában: 120 / 510 Szárítás: 80 C / 4 óra Ömledék hőmérséklet: C Szerszám hőmérséklet: C Kilökési darab hőmérséklet: 200 C Zsugor: %, üvegszállal % PA6 POM 2-3 % nedvesség tartalom esetén szívós, száraz állapotban kemény, merev; kopásálló, kedvező csúszási tulajdonságok, jól színezhető, jó hőállóság, ragasztható Nem áll ellen sósavnak és kénsavnak, éghető, nem átlátszó Csapágyak és siklóelemek, gépkocsi alkatrészek, benzinálló csövek Poliacetál Delrin, Ultraform, Hostaform, Celcon Részben kristályos Sűrűség (g/cm 3 ): 1.42 Maximális folyási út 1 és 2 mm-es csatormában: 80 / 350 Szárítás: 80 C / 4 óra Ömledék hőmérséklet: C Szerszám hőmérséklet: C Kilökési darab hőmérséklet: 150 C Zsugor: %, üvegszállal %
4 POM PBT Kemény, merev, szívós, -40 C-ig törhetetlen, nagy hőalakállóság, kopásálló, kedvező csúszási tulajdonságok, egészségre ártalmatlan Nem áll ellen erős savaknak és lúgoknak, könnyen meggyújtható Fogaskerekek, csapok, szelepek, pneumatika csatlakozó elemek, gépalkatrészek Poli(butadién-sztirol) Pocan, Valox, Celanex Részben kristályos Sűrűség (g/cm 3 ): 1.3 Maximális folyási út 1 és 2 mm-es csatormában: 50 / 220 Szárítás: 120 C / 4 óra Ömledék hőmérséklet: C Szerszám hőmérséklet: C Kilökési darab hőmérséklet: 200 C Zsugor: %, üvegszállal % PBT PET Nagy hőállóság, nagy merevség és keménység, csekély vízfelvétel, kiváló csúszási és kopási tulajdonságok, jó mérettartás, egészségre ártalmatlan, ellenáll gyenge savaknak és lúgoknak, benzinnek, olajoknak, zsíroknak, nehezen gyújtható meg, elalszik a lángon kívül, rövid ciklusidő Nem áll ellen erős savaknak és lúgoknak, nem átlátszó Villamos kapcsolók, mechanikai alkatrészek Poli(etilén-tereftalát) Rynite, Arnite, Crastin, Petra Részben kristályos, de amorf típusok is léteznek Sűrűség (g/cm 3 ): 1.35 Maximális folyási út 1 és 2 mm-es csatormában: 100 / 420 Szárítás: 120 C / 4 óra Ömledék hőmérséklet: C Szerszám hőmérséklet: C Kilökési darab hőmérséklet: 150 C Zsugor: %, üvegszállal % PET ABS Jó szívósság, keménység, merevség, szilárdság (jobb mint a PBT esetén), jó mérettartás, kis nedvességfelvétel, jó folyóképesség, nehezen gyújtható meg, elalszik Nem áll ellen erős savaknak és lúgoknak Palackok, gépipari alkatrészek (GF30) Akrilnitril-butadién-sztirol Novodur, Cycolac, Terluran, Lustran, Magnum Amorf Sűrűség (g/cm 3 ): Maximális folyási út 1 és 2 mm-es csatormában: 90 / 370 Szárítás: 80 C / 2 óra Ömledék hőmérséklet: C Szerszám hőmérséklet: C Kilökési darab hőmérséklet: 80 C Zsugor: 0,4 0,9 %, üvegszállal 0,1 0,3 %
5 ABS ABS/PC nagy húzószilárdság, nagy ütőszilárdság, hidegállóság -40C, zajcsökkentő hatású, olcsó, fényes felület, jó karcállóság, az egészségre közömbös, jó feldolgozhatóság, könnyen galvanizálható, jól keverhető más műanyagokkal nem átlátszó, csak fedett színekben kapható, mérsékelten időjárás álló, szabadtéren elmattul, hajlamos a feszültségkorróziós repedésre, ég, az üvegszállal erősített típusok ütésállósága kicsi Autó- és elektronikai alkatrészek Akrilnitril-butadién-sztirol és polikarbonát blend Bayblend Amorf Sűrűség (g/cm 3 ): 1.15 Maximális folyási út 1 és 2 mm-es csatormában: 80 / 320 Szárítás: 100 C / 2 óra Ömledék hőmérséklet: C Szerszám hőmérséklet: C Kilökési darab hőmérséklet: 115 C Zsugor: %, üvegszállal % ABS/PC Ütésálló, magasfényű, fényálló, hőálló, galvanizálható Nem áll ellen észtereknek, ketonoknak, klórozott szénhidrogéneknek Gépjármű belső elemek FRÖCCSÖNTÉSHELYES KONSTRUKCIÓ Fröccsöntési hibák Oldalferdeség Vetemedés Hiányos kitöltés Sorja Zárványok Felületi hibák Összecsapások, hegedési nyomok Szilárdsági problémák

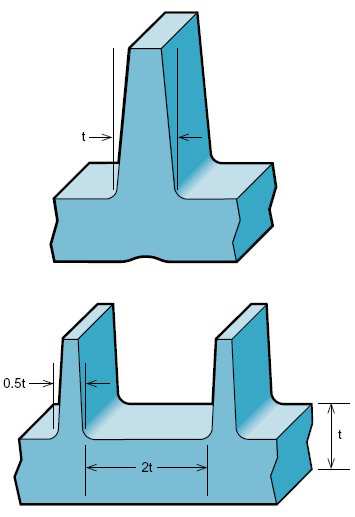
6 Egyenletes falvastagság Egyenletes falvastagság Egyenletes falvastagság Egyenletes falvastagság Merevítés Bordák
7 Alámetszések elkerülés Átzárás SZERSZÁMHÁZAK Normáliák Szabványos elemek Készre gyártott de tovább munkálható Költséghatékony Venni vagy gyártani Gyártók között nem csereszabatot
8 Normália gyártók Formabetétek SANKIO Formabetét Álló oldal, Csésze oldal, Fröccs oldal, DS Alkatrész Formabetét Mozgó oldal, Mag oldal, Kilökő oldal, AS Formafelek kialakítása Termék Betétezve Egy anyagból Előkészületek Modelljavítás Stp, igs stb esetén Gyakran nem lehet Oldalferdeségek 0.5 º - 1º Gyakran nem lehet Zsugor Mekkora legyen? Minden irányban egyforma-e? CAD modell Koncepció Felület modell Test modell Fészek kiosztás
9 Osztógörbe, szerszámfelület Osztófelület 1. Határozzuk meg az osztógörbét 2. Másoljuk le a felületeket az osztásnak megfelelően 3. Hozzuk létre az osztófelületet Zárt felület kialakítás Zárt felület kialakítás 4. Növeljük meg az osztófelületet a nyitás irányába a betétek tervezett aljáig. 5. Tegyük zárttá a két felületet Betétek modellezése Betétek modellezése 6. Hozzunk létre egy új összeállítást 7. Másoljuk be a termékmodellt 8. Másoljuk át a két zárt felületet az egyes betétmodellekbe
10 Meglövés oldali betét Kilökő oldali betét 9. Alakítsuk testté a zárt felületet. 10. Alakítsuk testté a zárt felületet Szerszámüreg Fészek kiosztás 11. Készítsük el a fészekkiosztást (felületek lemásolása és transzformálásával vagy a testmodell transzformálásával) 12. Készítsük el a saroklekerekítéseket Fészek kiosztás Kilökő furatok 13. Készítsük el a fészekkiosztást (felületek lemásolása és transzformálásával vagy a testmodell transzformálásával) 14. Készítsük el a saroklekerekítéseket
11 Szerszámüreg 2 lapos szerszámház Álló oldali szigetelőlap Álló oldali felfogólap Álló oldali formalap 61 Kilökő oldali formalap Távtartó lap Kilökő tartólap Kilökő lap Kilökő oldali felfogólap Kilökő oldali szigetelőlap 62 Szerszámlapok Szerszámház Méterek: 96x96 996x996 Követelmények: Szilárdság, keménység Méretpontosság Felületi minőség (köszörült) Szerszámház nagyságának meghatározása 175x125 befoglaló méretű alkatrész esetén nyitzár felépítésű 2 fészkes szerszám esetén. Szerszámházból nem lóghat ki semmi! Szerszám ház Záróerő számítás F = A * P P = 6 10 MPa 1 MPa = 1 N/mm
12 Példa Térfogat és tömeg Becslés: V=(45x30x25)-(41x26x23)= =9232 mm 3 =9.232 cm 3 CAD modell alapján: 7562 mm 3 =7,5 cm 3 Tömeg: (sűrűség 1 g/cm 3 ) 7,5 g Térfogat: (2*7,5)+5=20 cm 3 Záróerő Nyitás irányú felület: 2x(45x30)=2700 mm 2 Nyomás: 80 MPa (N/mm 2 ) Záróerő: 2700x80= N= 22 t Szerszámfelek összevezetése Meglövés oldali vezető elemek Központosítás Összevezetés Központosító gyűrű Vezetőoszlop A fröccsöntő gép központosít és vezet, ennek ellenére szükséges a szerszámon belül is Méret: Kilökő oldali vezető elemek Központosítás, rögzítés Vezetőhüvely Központosító hüvely
13 Szerszám ház Szállítóhíd Feladat: a szerszám szállításának lehetővé tétele. Elhelyezés: a szerszám súlypontjába Összekötő Emelőszem Feladat: a szerszámfelek összefogása szállítás és tárolás alatt. Feladat: a szerszám szállításának lehetővé tétele. (daruzás) Elhelyezés: a szerszám súlypontjába Számláló Feladata: ciklusok számlálása és tanúsítása
14 DIN: C45W MSz: C45W Összetétel (%): C 0.45 Si 0.3 Mn 0.7 Jellemző tulajdonság: Kemény felület, szívós mag Felhasználás: Szerszámházak anyaga Szállítási állapot: 650 N/mm 2 Ár (Kind&Co ): 0.22 /kg Hőkezelés: Lágyítás: C Keménység: 190 HB Edzés: C vízben Keménység: 57 HRc Megeresztés: 100 C 57 HRc 200 C 54 HRc 300 C 49 HRc 350 C 42 HRc DIN: 40CrMnMo7 MSz: - Összetétel (%): C 0.40 Si 0.4 Mn 1.5 Cr 1.9 Mo 0.2 Jellemző tulajdonság: Jól forgácsolható, jól polírozható, fotómaratható, 1080 N/mm 2 Felhasználás: Betétanyag Szállítási állapot: nemesítve HB Ár (Kind&Co ): 0.33 /kg Hőkezelés: Lágyítás: C kemencében hűtve, Keménység: 235 HB Edzés: C olajban Keménység: 51 HRc (1730 N/mm2) Megeresztés: 100 C 51 HRc 1730 N/mm2 200 C 50 HRc 1670 N/mm2 300 C 48 HRc 1570 N/mm2 400 C 46 HRc 1480 N/mm2 500 C 42 HRc 1330 N/mm2 600 C 36 HRc 1140 N/mm2 700 C 28 HRc 920 N/mm DIN: 40CrMnMoS 86 MSz: - Összetétel (%): C 0.40 Si 0.4 Mn 1.5 Cr 1.9 Mo 0.2 S 0.05 Jellemző tulajdonság: Jól forgácsolható, jól polírozható, NEM fotómaratható, 1080 N/mm 2 Felhasználás: Betétanyag Szállítási állapot: nemesítve HB Ár (Kind&Co ): 0.33 /kg Hőkezelés: Lágyítás: C kemencében hűtve, Keménység: 235 HB Edzés: C olajban Keménység: 51 HRc (1730 N/mm2) Megeresztés: 100 C 51 HRc 1730 N/mm2 200 C 50 HRc 1670 N/mm2 300 C 48 HRc 1570 N/mm2 400 C 46 HRc 1480 N/mm2 500 C 42 HRc 1330 N/mm2 600 C 36 HRc 1140 N/mm2 700 C 28 HRc 920 N/mm2 DIN: X42Cr13 MSz: - Összetétel (%): C 0.42 Cr 13.0 Jellemző tulajdonság: Korrózióálló, jól polírozható, 780 N/mm 2 Felhasználás: Szerszámházak anyaga (PVC), Betétanyag Szállítási állapot: nemesítve Ár (Kind&Co ): 0.38 /kg Hőkezelés: Lágyítás: C kemencében hűtve, Keménység: 230 HB Edzés: C olajban Keménység: 56 HRc Megeresztés: 100 C 56 HRc 200 C 55 HRc 300 C 52 HRc 400 C 51 HRc 500 C 52 HRc 600 C 40 HRc DIN: X38CrMoV51 MSz: K12 AISI: H11 Összetétel (%): C 0.38 Cr 5.3 V 0.4 Si 1.0 Mo 1.3 Jellemző tulajdonság: Melegszilárd, szívós, jó hővezetőképesség, csekély melegrepedési hajlam, fotómaratható, 780 N/mm 2 Felhasználás: Betétanyag magas hőmérsékletű feldolgozáshoz Szállítási állapot: nemesítve (230 HB) Ár (Kind&Co ): 1,35 /kg Hőkezelés: Lágyítás: C kemencében hűtve, Keménység: 230 HB Edzés: C olajban Keménység: 54 HRc (1910 N/mm 2 ) Megeresztés: 100 C 52 HRc 200 C 52 HRc 300 C 52 HRc 400 C 54 HRc 500 C 55 HRc 600 C 48 HRc 650 C 38 HRc DIN: X45NiCrMo4 MSz: - Összetétel (%): C 0.45 Ni 4.0 Cr 1.4 Mo 0.3 Jellemző tulajdonság: jó edzhetőség, szívósság, jól polírozható, fotómaratható, szikraforgácsolható, 830 N/mm 2 Felhasználás: általános betétanyag Szállítási állapot: nemesítve (260 HB) Ár (Kind&Co ): 1.83 /kg Hőkezelés: Lágyítás: C kemencében hűtve, Keménység: 260 HB Edzés: C levegőben, olajban Keménység: 56 HRc Megeresztés: 100 C 56 HRc 200 C 54 HRc 300 C 50 HRc 400 C 46 HRc 500 C 42 HRc 600 C 38 HRc
 Ár (Kind&Co. 2007.01.): 1.")
15 DIN: X155CrVMo 121 MSz: K8 Összetétel (%): C 1.55 Cr 12.0 Mo 0.7 V 1.0 Jellemző tulajdonság: Nagyon kopásálló, szívós, nitridálható, 830 N/mm 2 Felhasználás: Betétanyag koptató műanyagok feldolgozásához Szállítási állapot: nemesítve (250 HB) Ár (Kind&Co ): 1.36 /kg Hőkezelés: Lágyítás: C kemencében hűtve, Keménység: 250 HB Edzés: C levegő, olajban Keménység: 63 HRc Megeresztés: 100 C 63 HRc 200 C 61 HRc 300 C 58 HRc 400 C 58 HRc 500 C 58 HRc 525 C 60 HRc 550 C 56 HRc 600 C 50 HRc 85 BEÖMLŐ RENDSZEREK 86 A beömlő rendszer feladata Beömlő rendszer típusai A megömlesztett alapanyag elvezetése a szerszámüregbe Részei Beömlő Elosztó csatorna Gát Hideg csatornás beömlő rendszer Hibrid beömlő rendszer Melegcsatornás beömlő rendszer Befröccsöntési hely kiválasztása Anyag választás Egyenletes kitöltést biztosítson Összecsapások optimalizációja Minimális folyási út Osztás figyelembevétele Esztétikai szempontok
16 Példa Air frame Befröccsöntési hely Kitöltési idő Kitöltés biztonsága Nyomás Ömledék front hőmérséklet
17 Darab minőség Összecsapási vonalak Levegő zárvány Hűtés minősége Felületi hőmérséklet eltérés Beszívódás
18 Példa Air frame Példa Air frame Kitöltési idő Darab minőség Összecsapás Front hőmérséklet 256 C 262 C Hidegcsatornás beömlő rendszer Hidegcsatornás beömlő rendszer R 0 / 15,5 / 40 0,5 / 1 R0,5 / R2 Csatornamaradék (hulladék) Fröccsöntő gép csatlakozás Beömlő persely A rádiusz szerepe Normália
19 Beömlő mérete Elosztó csatorna 1 in 3 = 16,4 cm ,9 mm 0,7 mm 0,55 mm 0,4 mm Lehető legrövidebb Optimális keresztmetszet Kiegyensúlyozás Egyszerű gyártás Kiegyensúlyozás Természetes kiegyensúlyozás Cél: Egyidejű kitöltés Természetes kiegyensúlyozás Mesterséges kiegyensúlyozás Mesterséges kiegyensúlyozás Csatorna profil A/2 * 2/3 * 1/2 A/2 * 2/3 A/2 A
20 Elosztócsatorna mérete Bot beömlő W L D = 3,7 D : Elosztó csatorma átmérője [mm] W : A darab tömege [g] L : Az elosztó csatorna hossza [mm] Példa: D = 3,7 = 3, Él gát Delta gát mm Példa Film gát
21 Alagút gát Alagút gát Banán / Kakasköröm beömlő Curved tunnel gate / Banana gate Hot runner system System elements Less material cost (no waste) Shorter cycle time Manifold Electric connector Temperature control system More expensive mould Nozzle min. 650 Manifold min Hot drop
22 Új trendek KILÖKŐ RENDSZEREK Állítható tűgátas forrócsatorna Komplett beömlő oldal Kilökő rendszer funkciója Kilökés helyének meghatározása Zsugorodás miatt a termék rázsugorodik a magokra Darab eltávolítása a formából Közel a kritikus részekhez Lehető legnagyobb területen Termék deformálódása nem megengedett Esztétikai szempontok Kilökő lap Kilökő lap mozgatása Kilökőlap ütköző Összekötő csavar Ütköző Kilökőtartó lap Kilökő lap A kilökő lap mindig vastagabb, mint a kilökőtartó lap a nagyobb igénybevétel miatt. Az ütköző feladata a kilökőlap és a felfogó lap szétválasztása, a felfekvő felületek csökkentése
23 Kilökő lap mozgatása Kilökő lap vezetése Elengedett méret Elengedett méret Szilárd illesztés A menetes csatlakozás hosszát d-re célszerű választani. Ez betéttel is biztosítható. Szilárd illesztés Szilárd illesztés Növekvő szerszámméret Kilökő lap vezetése Kilökő lap vezetése Visszatoló csap Hengeres kilökők Sima vagy lépcsős, Edzett vagy nitridált kivitel. Formalap Nyomó betét d1=0,8-25 Formalap Visszatoló csap Kilökőlap Felfogólap d2=0,8 2,
24 Rögzítés a kilökőlapban Vezetés a formalapban g6/h7 +1 Kilökőlap Ha helyzetpontos furatokat fúrunk H7/g6, Ha nem, el kell engedni a befeszülés elkerülésére. Kilökőtartó lap Aláfúrás +1 mm Formalap Formabetét 3-5xd Kis átmérők esetén nagyobb hosszan vezetve Kilökő biztosítása Engusz-kilökő Engusz = csatornamaradék Z-kilökő Nincs biztosítva Párhuzamos illesztőszeg Nem egyenes hengeres kilökőket elfordulás ellen biztosítani kell! Merőleges illesztőszeg Merőleges illesztőszeg Horonnyal biztosítva 141 Alámetszett betét + kilökő 142 Szögletes kilökő Kilökés bordán Késkilökő Penge kilökő Lapos kilökő A kilökő mindig legyen keskenyebb, mint a borda! b x s = 3,8 x 0,8 11,5 x 2,5 A hely kialakítása problémás! Ha szükséges, módosítsuk a terméket!
25 Kilökés bordán Termék Termék Hengeres kilökő Hengeres kilökő TEMPERÁLÓ RENDSZER Temperálás Hűtőfuratok mérete és elhelyezése A szerszám hőmérsékletének biztosítása A megfelelő hőmérséklet biztosítja: Megfelelő kitöltést Minimális ciklusidőt A megfelelő zsugort Minimális vetemedést Termék falvastagság mm (in) Hűtőfurat átmérő mm (in) Hűtőfurat középpontjának távolsága mm (in) Hűtőfuratok távolsága mm (in) Közel a felülethez Egyenletesen elosztva A műanyag térfogatával arányosan Hűtőközeg Hűtés kialakítása 80 C-ig ioncserélt víz 120 C-ig etilén glikol + víz 1:1 120 C felett szilikon olaj Párhuzamos Soros Többszörös soros
26 Síkbeli és térbeli hűtőkör Záró és terelődugó Terelődugó Terelődugók alkalmazása Hűtőközeg csatlakoztatása Vízcsatlakozók Gyorscsatlakozó: Gyors szerelés Nem szabványos!!! Lehet zárószelepes Drága (6 10 ) Csőbilincs: Időigényes Univerzális Olcsó Gyorscsatlakozó Csatlakozó ne lógjon ki a lapból Kulcs és a cső elférjen Csőbilincses csatlakozó Visszacsapó szelep
27 Maghűtés terelőlemezzel Spirál vízterelő Spirálcsöves maghűtés Betét hűtése A betét oldalán problémás tömíteni az átvezetést O-gyűrű O-gyűrű O-gyűrű
28 Betét hűtése - átvezetés ALÁMETSZÉSEK KIALAKÍTÁSA Alámetszés Szerszámkonstrukciós kialakítások A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás Repülő betét Normál kilökés használata Feladó betét Kettős kilökő alkalmazása Csúszka Ferde feladó Rugózó betét Csúszka Csúszka kényszermozgatása Alámetszés nyitásirányába mozgatott betét Kérdések: Zárás Mozgatás Vezetés Rögzítés Mozgató csap Nyomó betét Ütköző Csúszka Mozgatás ferde csappal A nyitással egyidejűleg mozog a csúszka
29 Geometriai kialakítás Csúszka szerkezeti kialakítása H α H L Forma betét L H tg α = L H = L * tg α α max = 30 (18-22 ) Hűtés Csúszka Geometriai kialakítás Nyomó betét Mozgató oszlop Oszlop vezető Csúszka test Csúszkatest Megfelelő hossz az akadozó csúszás elkerülésére Váll a leszorításhoz (5x5) Kopólap Leszorító elem Csúszó elem Vezetőoszlop Vezetőoszlop tartó betét A csúszka mozgatásának biztosítása Széles csúszka esetén két oszlop alkalmazandó Egyszerűbb gyártás
30 Csúszka vezetése Nyomóbetét Vezetés / helyzet biztosítása Illesztés a szerszám lapban (horony + illesztőszeg) Rögzítés csavarral Grafit betétes önkenő vagy edzett Széles csúszka esetén a felfekvő felület csökkenthető Erő felvétele Zárás beállítása Formalappból kialakítva Nyomóbetét Geometriai kialakítás Külön alkatrész Megfelelő illesztés és rögzítés Kopólappal vagy a nélkül α < β α > β α = β + (2-5 ) α = β Példa Példa
31 Csúszka helyzetének rögzítése Ferde feladó Nyitott állapotban a csúszka ne mozduljon el, így a zárás biztonságos A csúszkák lehetőleg vízszintes irányba mozogjanak Golyóscsavar A csúszkában kúpos furat határozza meg a helyzetet Elhelyezés a csúszka alján vagy oldalán (ez a megoldás aszimmetrikusan eltolja a csúszkát) Kis méretű alámetszés Csúszkával nem hozzáférhető Van hely a mozgatáshoz Segíti a kilökést A darab elmozdulását meg kell akadályozni Mozgatás kilökő lappal Rugózó betét Szerelt vagy egy darabból Hengeres vagy szögletes Vezetés lapba munkálva vagy betétben Szerelt vagy egy darabból Zárt szerszám Vezetés a kilökőlapban Nyitott szerszám Rugózó betét részei Rugózó nyak Lapolt szár Rögzítő csavar Bronz vezető elem Fej fokos kialakítással KÖLTSÉGBECSLÉS
32 Fröccsöntött termék költségei Szerszámköltség elemei Fröccsöntött termék költsége Fröccsöntő szerszám költsége Anyagköltség Gyártási költség Szerszámköltség Anyagköltség Adminisztrációs költség Nettó anyagköltség Veszteség anyagköltség Tárolási és szállítási költség Fröccsöntési költség Másodlagos gyártási költség Gépbeállítási költség Fröccsöntő szerszám költsége Segéd szerszámok költsége Tervezési költség Gyártási költség Karbantartási és javítási költség Tárolási költség Gépi megmunkálás Kézi megmunkálás Szerelés Költségbecslés folyamata Példa Peremfeltételek megismerése Alkatrész elemzése Szerszámkoncepció kialakítása Költségelemzés Alkatrész dokumentációja Fészekszám, darabszám Fröccsöntőgép Határidő Normália gyártó Méretek, tűrések Alámetszések Problémás konstrukciós részletek Szerszámméret Felépítés Meglövés módja és helye Kilökés A termék befoglaló mérete 56x39x19 mm, anyaga ABS/PC, az alámetszések miatt két csúszka szükséges a darab hosszabb oldala mentén. A szerszám 4 fészkes, a beömlő rendszer forrócsatornás. Árajánlat elkészítése IPLAS MoldCoster IPLAS MoldCoster MoldCosterPopup.htm Termék mérete 1 oz. 28 g 1 lbs. 450 g 1 lbs. = 16 oz. Termék bonyolultsága Felületi minőség A fészek felépítése
33 IPLAS MoldCoster IPLAS MoldCoster Fészekszám Beömlő típusa Darab tűrése [inch] Bevonat Szerszám anyaga Betét textúrája Gravírozás, felirat a betéten
Mőanyagok felosztása. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Mőszaki mőanyagok. Dr. Mikó Balázs miko.balazs@bgk.bmf.hu.
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Mőszaki mőanyagok Mőanyagok felosztása Mőanyagok Makromolekulájú szerves anyagok Természetes anyagok átalakításával
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Mőszaki mőanyagok Mőanyagok felosztása Mőanyagok Makromolekulájú szerves anyagok Természetes anyagok átalakításával
Műanyagalakító szerszámacélok
 Műanyagalakító szerszámacélok ThyssenKrupp Ferroglobus ThyssenKrupp Tartalomjegyzék Általános információk Bevezetés 1 Műanyagfeldolgozó szerszámacélok tulajdonságai 2 Műanyagfeldolgozó szerszámacélok kémiai
Műanyagalakító szerszámacélok ThyssenKrupp Ferroglobus ThyssenKrupp Tartalomjegyzék Általános információk Bevezetés 1 Műanyagfeldolgozó szerszámacélok tulajdonságai 2 Műanyagfeldolgozó szerszámacélok kémiai
Fröccsöntés, fröccsöntő szerszámok. Fröccsöntő gépek
 Fröccsöntés, fröccsöntő szerszámok 1 Fröccsöntő gépek 2 1 Fröccsöntési folyamat 3 Fröccsöntő gép struktúrája 4 2 Egységek Fröccsegység 5 Egységek Fröccs egység Csiga mozgató mechanizmus Alapanyag tároló
Fröccsöntés, fröccsöntő szerszámok 1 Fröccsöntő gépek 2 1 Fröccsöntési folyamat 3 Fröccsöntő gép struktúrája 4 2 Egységek Fröccsegység 5 Egységek Fröccs egység Csiga mozgató mechanizmus Alapanyag tároló
MŰANYAGOK ALKALMAZÁSA
 MŰANYAGOK ALKALMAZÁSA Műanyagok kiválasztásának szempontjai A műanyagok típusválasztéka ma már olyan széles, hogy az adott alkalmazás követelményeit gazdaságosan teljesítő alapanyag kiválasztása komoly
MŰANYAGOK ALKALMAZÁSA Műanyagok kiválasztásának szempontjai A műanyagok típusválasztéka ma már olyan széles, hogy az adott alkalmazás követelményeit gazdaságosan teljesítő alapanyag kiválasztása komoly
3.2 Fröccsöntő szerszámok
 3.2 Fröccsöntő szerszámok 1 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7
3.2 Fröccsöntő szerszámok 1 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7
Hidegalakító szerszámacélok
 Hidegalakító szerszámacélok ThyssenKrupp Ferroglobus TK BORÍTÓ 2 (2. oldal) Tartalomjegyzék 3 Általános információk 4 Hidegalakító szerszámacélok típusai és tulajdonságai a felhasználási cél függvényében
Hidegalakító szerszámacélok ThyssenKrupp Ferroglobus TK BORÍTÓ 2 (2. oldal) Tartalomjegyzék 3 Általános információk 4 Hidegalakító szerszámacélok típusai és tulajdonságai a felhasználási cél függvényében
OptiLine 70 energiaoszlopok Bemutatás
 Bemutatás Energiaoszlopok 70 mm-es nyílással tetszőleges típusú szerelvényekhez Az rugalmas szerelési megoldásokat kínálnak az erősáram, valamint a távközlési és adatjelek eljuttatására a mennyezetről
Bemutatás Energiaoszlopok 70 mm-es nyílással tetszőleges típusú szerelvényekhez Az rugalmas szerelési megoldásokat kínálnak az erősáram, valamint a távközlési és adatjelek eljuttatására a mennyezetről
Mechanikus javítások
 Mechanikus javítások Menetrögzítés Kötőelemek biztosítása rezgés és rázkódás okozta lazulás ellen Válassza ki a megfelelő terméket A csavarkötések a legfontosabb oldható kapcsolatok, melyeket a gyártás,
Mechanikus javítások Menetrögzítés Kötőelemek biztosítása rezgés és rázkódás okozta lazulás ellen Válassza ki a megfelelő terméket A csavarkötések a legfontosabb oldható kapcsolatok, melyeket a gyártás,
Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor
 Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor 2015. november 18. Előadásvázlat 2 / 32 Fröccsöntés (szálas) Ciklus (kiemelve a száltöltés szerepét) Anyagok (mátrix, szál, adhézió) Rövidszálas
Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor 2015. november 18. Előadásvázlat 2 / 32 Fröccsöntés (szálas) Ciklus (kiemelve a száltöltés szerepét) Anyagok (mátrix, szál, adhézió) Rövidszálas
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
CsAvArbiztosítási rendszer
 CsAvArbiztosítási rendszer A mûködési elv Az alátétek a lejtős fogazású belső felülettel, egymással szemben összeragasztva kerülnek értékesítésre, így megkönnyítve az első felszerelést és megakadályozva
CsAvArbiztosítási rendszer A mûködési elv Az alátétek a lejtős fogazású belső felülettel, egymással szemben összeragasztva kerülnek értékesítésre, így megkönnyítve az első felszerelést és megakadályozva
423.1R 100 423.2R 100 423.3R 100 423.3B 100 423.2B 100 423.1B 100 423.3J 100 423.2J 100 423.1J 100 423.4R 100 423.4B 100 423.5R 100 423.
 423.1R 100 gyűrűs kábelsaru - 20 darabos készlet 423.2R 100 villás kábelsaru - 20 darabos készlet 423.3R 100 villás kábelsaru - 20 darabos készlet 1R 1B 1J 2R 2B 2J 3R 3B 3J 609193 3 1 609194 4 1 609195
423.1R 100 gyűrűs kábelsaru - 20 darabos készlet 423.2R 100 villás kábelsaru - 20 darabos készlet 423.3R 100 villás kábelsaru - 20 darabos készlet 1R 1B 1J 2R 2B 2J 3R 3B 3J 609193 3 1 609194 4 1 609195
tolózár a világon az első egybeöntött házzal készült puhazárású tolózár. Ezzel az egyedülálló konstrukcióval az elzárószerkezet rendkívül masszív.
 Karimás tolózár Rend. szám Beépítési hossz Közeg PN 4000A 4700A rövid EN 558-1 GR 14 ivóvíz Méret / DN 50 65 80 0 125 150 200 250 300 hosszú EN 558-1 GR 15 tolózár a világon az első egybeöntött házzal
Karimás tolózár Rend. szám Beépítési hossz Közeg PN 4000A 4700A rövid EN 558-1 GR 14 ivóvíz Méret / DN 50 65 80 0 125 150 200 250 300 hosszú EN 558-1 GR 15 tolózár a világon az első egybeöntött házzal
Beépítési lehetõségek
 Beépítési lehetõségek Alkalmazási területek Az állati és növényi zsírokkal és olajokkal terhelt szennyvizekbõl a csatornába bocsátás elõtt a zsírokat le kell választani. Amennyiben ez nem történne meg,
Beépítési lehetõségek Alkalmazási területek Az állati és növényi zsírokkal és olajokkal terhelt szennyvizekbõl a csatornába bocsátás elõtt a zsírokat le kell választani. Amennyiben ez nem történne meg,
Porkohászati sajtolószerszám gépészeti tervezése
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GYÁRTÁSTUDOMÁNY ÉS -TECHNOLÓGIA TANSZÉK Porkohászati sajtolószerszám gépészeti tervezése Készítették: Czampa Miklós Zatykó Sándor Carbosint Kft. - 0 - Tartalomjegyzék
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GYÁRTÁSTUDOMÁNY ÉS -TECHNOLÓGIA TANSZÉK Porkohászati sajtolószerszám gépészeti tervezése Készítették: Czampa Miklós Zatykó Sándor Carbosint Kft. - 0 - Tartalomjegyzék
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
Segédenergia nélküli hőmérséklet-szabályozók Hőmérséklet-szabályozó Típus 9 Nyomáskiegyenlített 1) háromjáratú szeleppel Karimás csatlakozás
 háromjáratú szeleppel Karimás csatlakozás") Segédenergia nélküli hőmérséklet-szabályozók Hőmérséklet-szabályozó Típus 9 Nyomáskiegyenlített 1) háromjáratú szeleppel Karimás csatlakozás Alkalmazás Hőmérséklet-szabályozó keverő- vagy elosztószeleppel,
Segédenergia nélküli hőmérséklet-szabályozók Hőmérséklet-szabályozó Típus 9 Nyomáskiegyenlített 1) háromjáratú szeleppel Karimás csatlakozás Alkalmazás Hőmérséklet-szabályozó keverő- vagy elosztószeleppel,
ZEBRA HSS-E Gépi menetfúró
 ZEBRA HSS-E WÜRTH Szereléstechnika Kft. - 2040 Budaörs, Gyár u. 2. - Tel.:(00 36) 23/48- - Nyomtatva Magyarországon P 04 282/M 05 2080 02/200 P 04 282 Vak és átmenõ metrikus ISO-menetek elõállítására a
ZEBRA HSS-E WÜRTH Szereléstechnika Kft. - 2040 Budaörs, Gyár u. 2. - Tel.:(00 36) 23/48- - Nyomtatva Magyarországon P 04 282/M 05 2080 02/200 P 04 282 Vak és átmenõ metrikus ISO-menetek elõállítására a
A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag
 A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag A tételhez segédeszköz nem használható. A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni,
A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag A tételhez segédeszköz nem használható. A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni,
Tűzcsapok h8. Nr. 5081 h8 Földfeletti tűzcsap, kitörésbiztos KTB, 2B. Konstrukciós jellemzők: Csőtakarás, méter 1,00 1,25 1,50 2B 100 (16 bar kérésre)
") Tűzcsapok h8 Rendelési szám 5081 Csatlakozás DN Névleges nyomás 2B 80 10 bar Csőtakarás, méter 1,00 1,25 1,50 2B 100 (16 bar kérésre) Nr. 5081 h8 Földfeletti tűzcsap, kitörésbiztos KTB, 2B Konstrukciós
Tűzcsapok h8 Rendelési szám 5081 Csatlakozás DN Névleges nyomás 2B 80 10 bar Csőtakarás, méter 1,00 1,25 1,50 2B 100 (16 bar kérésre) Nr. 5081 h8 Földfeletti tűzcsap, kitörésbiztos KTB, 2B Konstrukciós
RADIuS Mess- und Spanntechnik GmbH & Co. KG Befogóeszköz koordináta méréstechnikához
 RADIuS Mess- und Spanntechnik GmbH & Co. KG Befogóeszköz a koordináta méréstechnikához Kiadás 2013.01 Tartalomjegyzék Elemcsoport Oldal 1. Báziselemek 1.1 1.4 2. Csap 2.1 2.2 3. Fülek 3.1 3.2 4. Rögzítőelemek
RADIuS Mess- und Spanntechnik GmbH & Co. KG Befogóeszköz a koordináta méréstechnikához Kiadás 2013.01 Tartalomjegyzék Elemcsoport Oldal 1. Báziselemek 1.1 1.4 2. Csap 2.1 2.2 3. Fülek 3.1 3.2 4. Rögzítőelemek
ajánlat FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA MI PARTNEREK VAGYUNK Érvényes: 2010. április
 A 10-i akció az ajánlati kiadványban szereplő termékekre vonatkozik az üzlethálózat készletén lévő termékek erejéig készpénzfizetés esetén! Egyéb kedvezménnyel nem összevonható! Akciós időpontok: 2010.
A 10-i akció az ajánlati kiadványban szereplő termékekre vonatkozik az üzlethálózat készletén lévő termékek erejéig készpénzfizetés esetén! Egyéb kedvezménnyel nem összevonható! Akciós időpontok: 2010.
16 SZORÍTÓK & TARTOZÉKOK
 16 SZORÍTÓK & TARTOZÉKOK 558 siegmund 16 Szorítók 560 Oldal Professional Csavaros rögzítő 562 Professional Csavaros rögzítő 45 /90 564 Professional gyorsfeszítős szorító 566 Csavaros rögzítő körszelvénnyel
16 SZORÍTÓK & TARTOZÉKOK 558 siegmund 16 Szorítók 560 Oldal Professional Csavaros rögzítő 562 Professional Csavaros rögzítő 45 /90 564 Professional gyorsfeszítős szorító 566 Csavaros rögzítő körszelvénnyel
Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL. Érvényes : visszavonásig. Asztali satu forgó alappal. Váltólapkás sarokmarófej. Autóvízpumpa fogó Cobra QuickSet
 Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL Érvényes : visszavonásig Asztali satu forgó alappal Váltólapkás sarokmarófej Vágókorong Autóvízpumpa fogó Cobra QuickSet 36. oldal 16. oldal 22. oldal 34. oldal Fémipari
Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL Érvényes : visszavonásig Asztali satu forgó alappal Váltólapkás sarokmarófej Vágókorong Autóvízpumpa fogó Cobra QuickSet 36. oldal 16. oldal 22. oldal 34. oldal Fémipari
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016.
 KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
Hengeres Finom-Összevezető műanyag fröccsöntő szerszámokhoz
 Hengeres Finom-Összevezető műanyag fröccsöntő szerszámokhoz Elonyei: - Idotálló, tömeggyártásra - Rövidebb ciklusidok - Nagy kezdoterhelhetoség már kapcsolódáskor - Nincs kopásnyom => tiszta üzemben is!
Hengeres Finom-Összevezető műanyag fröccsöntő szerszámokhoz Elonyei: - Idotálló, tömeggyártásra - Rövidebb ciklusidok - Nagy kezdoterhelhetoség már kapcsolódáskor - Nincs kopásnyom => tiszta üzemben is!
Geberit HDPE lefolyórendszerek katalógus
 lefolyórendszerek katalógus 2006-2007 lefolyórendszerek katalógus - 2006-2007 Geberit Kft. 1117 Budapest Budafoki út 97. Tel.: 204-4187 Fax: 204-4190 sales.hu@geberit.com www.geberit.hu Geberit Kft. 0612
lefolyórendszerek katalógus 2006-2007 lefolyórendszerek katalógus - 2006-2007 Geberit Kft. 1117 Budapest Budafoki út 97. Tel.: 204-4187 Fax: 204-4190 sales.hu@geberit.com www.geberit.hu Geberit Kft. 0612
Csövek, Tartályok, Szelepek. Készítette: Wieser Melinda, Smudla Katalin 2016. 05. 17
 Csövek, Tartályok, Szelepek Készítette: Wieser Melinda, Smudla Katalin 2016. 05. 17 Tartályok a biotechnológiában Gyártás Tárolás Szállítás Tartályok kialakítása Hengeres alakú Domború fenekű Kúp fenekű
Csövek, Tartályok, Szelepek Készítette: Wieser Melinda, Smudla Katalin 2016. 05. 17 Tartályok a biotechnológiában Gyártás Tárolás Szállítás Tartályok kialakítása Hengeres alakú Domború fenekű Kúp fenekű
Felfúrók, süllyesztők, sorjázók, lemezfúrók
 Csigasüllyesztő B0 00 B0 00 Hengeresszárú csigasüllyesztő, élű N típusú kivitel, DIN Szerszám alapanyag: HSS gyorsacél, bevonat nélkül Szár: hengeres, menesztő lappal Javasolt alkalmazás: Általános felhasználásra,
Csigasüllyesztő B0 00 B0 00 Hengeresszárú csigasüllyesztő, élű N típusú kivitel, DIN Szerszám alapanyag: HSS gyorsacél, bevonat nélkül Szár: hengeres, menesztő lappal Javasolt alkalmazás: Általános felhasználásra,
Kábelkötegelők és szerelvényeik
 Hagyományos kábelkötegelők Anyag: Poliamid 6.6 (PA 6.6) fekete (mérsékelten UV álló) és natúr Villamos szilárdság: 50 kv/mm Alkalmazhatóság: -40 C... +85 C Önkioltó V2 UL 94 szerint Tartósan ellenáll:
Hagyományos kábelkötegelők Anyag: Poliamid 6.6 (PA 6.6) fekete (mérsékelten UV álló) és natúr Villamos szilárdság: 50 kv/mm Alkalmazhatóság: -40 C... +85 C Önkioltó V2 UL 94 szerint Tartósan ellenáll:
CSOPORT CSOPORT CSOPORT
 404 Tárolódobozok Oldal........276-277 405 PolCok 405 MUnkAPAdok köszörült lapos szerszámacéllap 413 415 HÉzAGoló lemezek Oldal.......................278 Oldal........279-280 Oldal.......................281
404 Tárolódobozok Oldal........276-277 405 PolCok 405 MUnkAPAdok köszörült lapos szerszámacéllap 413 415 HÉzAGoló lemezek Oldal.......................278 Oldal........279-280 Oldal.......................281
HTN53G50HSLR NC010/BK083 HTN
 Fröccsöntési technológia kidolgozásának javasolt lépései A fröccsöntési technológia az alapanyag, fröccsöntő gép és fröccsöntő szerszám együttes használata műanyagtermék előállítása érdekében. Miként a
Fröccsöntési technológia kidolgozásának javasolt lépései A fröccsöntési technológia az alapanyag, fröccsöntő gép és fröccsöntő szerszám együttes használata műanyagtermék előállítása érdekében. Miként a
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
2. tétel. 1. Nemfémes szerkezeti anyagok: szerves ( polimer ) szervetlen ( kerámiák ) természetes, mesterséges ( műanyag )
 szervetlen ( kerámiák ) természetes, mesterséges ( műanyag )") 2. tétel - A nemfémes szerkezeti anyagok tulajdonságai, felhasználásuk. - Vasfémek és ötvözeteik, tulajdonságaik, alkalmazásuk. - A könnyűfémek fajtái és jellemzői, ötvözése, alkalmazása. - A színesfémek
2. tétel - A nemfémes szerkezeti anyagok tulajdonságai, felhasználásuk. - Vasfémek és ötvözeteik, tulajdonságaik, alkalmazásuk. - A könnyűfémek fajtái és jellemzői, ötvözése, alkalmazása. - A színesfémek
MÁGNESSZELEPEK KIVÁLASZTÁSA LFV / DV SOROZAT
 MÁGNESSZELEPEK w w w. r a i n b i r d. f r MÁGNESSZELEPEK MÁGNESSZELEPEK KIVÁLASZTÁSA LFV / DV SOROZAT Oldal Kiskert Közepes kert Közterület Sportpálya Park TULAJDONSÁGOK csatlakozás mérete Átfolyás (m3/óra)
MÁGNESSZELEPEK w w w. r a i n b i r d. f r MÁGNESSZELEPEK MÁGNESSZELEPEK KIVÁLASZTÁSA LFV / DV SOROZAT Oldal Kiskert Közepes kert Közterület Sportpálya Park TULAJDONSÁGOK csatlakozás mérete Átfolyás (m3/óra)
MUNKAANYAG. Földi László. Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel. A követelménymodul megnevezése:
 Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Fémes szerkezeti anyagok
 Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
A MÛANYAGOK FELHASZNÁLÁSA. az orvostechnikában A PEEK
 A MÛANYAGOK FELHASZNÁLÁSA 4.4 1.3 A PEEK és más high-tech műanyagok az orvostechnikában Tárgyszavak: hőálló műszaki műanyag; PEEK; összehasonlítás más polimerekkel; tulajdonságok; feldolgozhatóság; sterilizálhatóság;
A MÛANYAGOK FELHASZNÁLÁSA 4.4 1.3 A PEEK és más high-tech műanyagok az orvostechnikában Tárgyszavak: hőálló műszaki műanyag; PEEK; összehasonlítás más polimerekkel; tulajdonságok; feldolgozhatóság; sterilizálhatóság;
» Menetjavító szerszám
 » Menetjavító szerszám Menet-utánvágók A RUKO külső- és belsőmenet-utánvágóival költségeket takaríthat meg a karbantartási és telepítési munkák során, építkezéseken, a mezőgazdaságban, gépjárművek javításánál
» Menetjavító szerszám Menet-utánvágók A RUKO külső- és belsőmenet-utánvágóival költségeket takaríthat meg a karbantartási és telepítési munkák során, építkezéseken, a mezőgazdaságban, gépjárművek javításánál
Beépítési segédlet. Multiclear üregkamrás polikarbonát lemezekhez. A-Plast Kft.
 Beépítési segédlet Multiclear üregkamrás polikarbonát lemezekhez A-Plast Kft. Verzió: 2.0 Készült: 2013. május Érvényesség: következő segédlet kiadásáig. Anyagkezelési útmutató A MULTICLEAR lemezeket az
Beépítési segédlet Multiclear üregkamrás polikarbonát lemezekhez A-Plast Kft. Verzió: 2.0 Készült: 2013. május Érvényesség: következő segédlet kiadásáig. Anyagkezelési útmutató A MULTICLEAR lemezeket az
ROSCAMAT. Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A.
 KEZELÉSI UTASÍTÁS ROSCAMAT Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A. Pol. Ind. Pla dels Vinyats, nau 2 08250 St.Joan de Vilatorrada (Barcelona) Spain 938764359 938764242 938767738 938764044 E-mail:
KEZELÉSI UTASÍTÁS ROSCAMAT Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A. Pol. Ind. Pla dels Vinyats, nau 2 08250 St.Joan de Vilatorrada (Barcelona) Spain 938764359 938764242 938767738 938764044 E-mail:
Megmunkálások. Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Megmunkálás típusa: Nemesített/edzett állapot: régen ma
 KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
CSOpORT 016 MENETVáGÓ. Oldal...19. CSOpORT 021 hengeres. Oldal...24. CSOpORT 032. Oldal...56. Oldal...62. Oldal...90. CSOpORT. Oldal...
 CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
VONÓELEMES HAJTÁSOK (Vázlat)
") VONÓELEMES HAJTÁSOK (Vázlat) Hajtások csoportosítása Közvetlen kapcsolatú Közvetítőelemes Erővel záró hajtások Dörzskerékhajtás Szíjhajtás (laposszíj, ékszíj) Alakkal záró hajtások Fogaskerékhajtás Lánchajtás,
VONÓELEMES HAJTÁSOK (Vázlat) Hajtások csoportosítása Közvetlen kapcsolatú Közvetítőelemes Erővel záró hajtások Dörzskerékhajtás Szíjhajtás (laposszíj, ékszíj) Alakkal záró hajtások Fogaskerékhajtás Lánchajtás,
Általános szerszámok A fejezet áttekintése
 ok A fejezet áttekintése Műhelyszükséglet Kéziszerszámok Műhelysatuk 1030 Kombinált fogók 1164 Csavaros szorítók 1035 Vízpumpafogók 1173 Lehúzók 1039 Seeger-gyűrű fogók 1177 Csavarkihajtók 1043 Csípőfogók
ok A fejezet áttekintése Műhelyszükséglet Kéziszerszámok Műhelysatuk 1030 Kombinált fogók 1164 Csavaros szorítók 1035 Vízpumpafogók 1173 Lehúzók 1039 Seeger-gyűrű fogók 1177 Csavarkihajtók 1043 Csípőfogók
GÁZOLAJ ELLÁTÁS - KENÉSTECHNIKA ÁRLISTA 2013.09
 K É Z I É S L E V E G Ő S Z S Í R Z Ó K a k c i ó s á r : 12 332 Teleszkópos zsírzó prés, alap változat, műanyag, 150 cm 3 M 10x1 menet, A H- és K fejek zsírzására alkalmas. Cserélhető alkatrész: négypofás
K É Z I É S L E V E G Ő S Z S Í R Z Ó K a k c i ó s á r : 12 332 Teleszkópos zsírzó prés, alap változat, műanyag, 150 cm 3 M 10x1 menet, A H- és K fejek zsírzására alkalmas. Cserélhető alkatrész: négypofás
Csatlakozás, elosztás, világítás ÚJDONSÁGOK 2009-2010
 Csatlakozás, elosztás 612. old. Scala kihúzófüles csatlakozódugók 617. old. Kontamodul elosztósorok kapcsolóval 618. old. Omnirex programórák Kiegészítôk 619. old. Colson kábelkötegelôk Világítás 622.
Csatlakozás, elosztás 612. old. Scala kihúzófüles csatlakozódugók 617. old. Kontamodul elosztósorok kapcsolóval 618. old. Omnirex programórák Kiegészítôk 619. old. Colson kábelkötegelôk Világítás 622.
Csúcstechnika az építési tűzvédelemben
 Csúcstechnika az építési tűzvédelemben Mit várunk a tűzgátló burkolatoktól? megfelelő szilárdság jó hőszigetelés magas hőmérsékleten is célszerű, ha az anyagban hőelvonó (endoterm) folyamatok indulnak
Csúcstechnika az építési tűzvédelemben Mit várunk a tűzgátló burkolatoktól? megfelelő szilárdság jó hőszigetelés magas hőmérsékleten is célszerű, ha az anyagban hőelvonó (endoterm) folyamatok indulnak
item D30 rendszer A Lean gyártási rendszer 2 Általános katalógus
 item D rendszer A Lean gyártási rendszer 2 Általános katalógus 3 Az item D rendszer a gazdaságos Lean Termelési Rendszer. A D Rendszer egy kör keresztmetszetű csövekből álló építő rendszer, amely gyors
item D rendszer A Lean gyártási rendszer 2 Általános katalógus 3 Az item D rendszer a gazdaságos Lean Termelési Rendszer. A D Rendszer egy kör keresztmetszetű csövekből álló építő rendszer, amely gyors
PB tartályok Biztonsági Szabályzata
 PB tartályok Biztonsági Szabályzata I. FEJEZET ALKALMAZÁSI TERÜLET A Szabályzatban foglaltakat alkalmazni kell valamennyi, a fogyasztóknál elhelyezett cseppfolyósított propán-butángázos tartályos gázellátó
PB tartályok Biztonsági Szabályzata I. FEJEZET ALKALMAZÁSI TERÜLET A Szabályzatban foglaltakat alkalmazni kell valamennyi, a fogyasztóknál elhelyezett cseppfolyósított propán-butángázos tartályos gázellátó
Nyomás (bar): 25 Hőmérséklet ( C): -40... +200 Méretek (mm): 50-2400 Karima illesztése: PN 2.5 / PN 6 / PN 10 / PN 16 / PN 25 / ANSI 150 / AWWA
: 25 Hőmérséklet ( C): -40... +200 Méretek (mm): 50-2400 Karima illesztése: PN 2.5 / PN 6 / PN 10 / PN 16 / PN 25 / ANSI 150 / AWWA") A ParaSeal családot jól bevált tányér-, tengely- és szelepülék-kialakítás jellemzi, mely a nagy nyomású és nagy sebességű alkalmazásoknál való felhasználásra lett tervezve Jellemzők Felhasználási területek
A ParaSeal családot jól bevált tányér-, tengely- és szelepülék-kialakítás jellemzi, mely a nagy nyomású és nagy sebességű alkalmazásoknál való felhasználásra lett tervezve Jellemzők Felhasználási területek
Hidraulika. 5. előadás
 Hidraulika 5. előadás Automatizálás technika alapjai Hidraulika I. előadás Farkas Zsolt BME GT3 2014 1 Hidraulikus energiaátvitel 1. Előnyök kisméretű elemek alkalmazásával nagy erők átvitele, azaz a teljesítménysűrűség
Hidraulika 5. előadás Automatizálás technika alapjai Hidraulika I. előadás Farkas Zsolt BME GT3 2014 1 Hidraulikus energiaátvitel 1. Előnyök kisméretű elemek alkalmazásával nagy erők átvitele, azaz a teljesítménysűrűség
15-17 11-14 8-11 4-7 3 2
 15-17 11-14 8-11 4-7 3 2 Szigetelő és tömítőanyagok Vezetékjelölők és jelzőcímkék Tömítőszelencék Installációs kiegészítők Villanyszerelési dobozok Légvezeték tartozékok OLVASSA BE A KÓDOT! Nézze meg újdonságainkat
15-17 11-14 8-11 4-7 3 2 Szigetelő és tömítőanyagok Vezetékjelölők és jelzőcímkék Tömítőszelencék Installációs kiegészítők Villanyszerelési dobozok Légvezeték tartozékok OLVASSA BE A KÓDOT! Nézze meg újdonságainkat
Hegesztés előtt horganyzott. Bruttó ár/db. Súly kg
 3D táblás kerítéselem 4 4 mm huzalokból Merev táblás kerítés, amely a vízszintes és függőleges acél huzalok összehegesztésével készül. A tábla merevségét a képen illusztrált 100mm-es háromszög alakú hajlítások
3D táblás kerítéselem 4 4 mm huzalokból Merev táblás kerítés, amely a vízszintes és függőleges acél huzalok összehegesztésével készül. A tábla merevségét a képen illusztrált 100mm-es háromszög alakú hajlítások
A menetmegmunkálás módszerei
 MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
Alámetszés. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Alámetszett alkatrészek gyártása
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Alámetszett alkatrészek gyártása Alámetszés 2 A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Alámetszett alkatrészek gyártása Alámetszés 2 A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás
MŰSZAKI FELTÉTELEK ASIO-MF-6-2005. AS-VODO A, B, C, T Vízmérőóra akna. Kiadta: ASIO Hungária Kft. 1165 Budapest, Margit u. 114.
 MŰSZAKI FELTÉTELEK AS-VODO A, B, C, T Vízmérőóra akna Kiadta: ASIO Hungária Kft. 1165 Budapest, Margit u. 114. Budapest, 2005. november 1 Jelen Műszaki Feltételek (MF) tárgya az ASIO, spol. S.r.o. (Jiřikovice
MŰSZAKI FELTÉTELEK AS-VODO A, B, C, T Vízmérőóra akna Kiadta: ASIO Hungária Kft. 1165 Budapest, Margit u. 114. Budapest, 2005. november 1 Jelen Műszaki Feltételek (MF) tárgya az ASIO, spol. S.r.o. (Jiřikovice
Tel: 06 30 37 79 302, vagy 06 30 74 20 915. E.mail: info@fts.co.hu
 Keresse árengedményes termékeinket a Bábolnai Nemzetközi Gazdanapok 2012 Kiállítás ideje alatt. Az árengedmény csak a kiállításon vásárolt vagy ott megrendelt termékekre érvényes. K É Z I É S L E V E G
Keresse árengedményes termékeinket a Bábolnai Nemzetközi Gazdanapok 2012 Kiállítás ideje alatt. Az árengedmény csak a kiállításon vásárolt vagy ott megrendelt termékekre érvényes. K É Z I É S L E V E G
Polimer kompozitok alapanyagai, tulajdonságai, kompozitmechanikai alapok
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimer kompozitok alapanyagai, tulajdonságai, kompozitmechanikai alapok DR Hargitai Hajnalka 2011.10.19. Polimerek
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimer kompozitok alapanyagai, tulajdonságai, kompozitmechanikai alapok DR Hargitai Hajnalka 2011.10.19. Polimerek
termék leírása Unigrat univerzális markolat a legújabb ergonómiai ismereteknek megfelelően kialakítva
 SORJÁZÓ KínálT 12 termék leírása Unigrat univerzális markolat a legújabb ergonómiai ismereteknek megfelelően kialakítva Egykezes kezelés reteszelőgomb a hüvelykujjal és a mutatóujjal húzható hátra. Hátrahúzott
SORJÁZÓ KínálT 12 termék leírása Unigrat univerzális markolat a legújabb ergonómiai ismereteknek megfelelően kialakítva Egykezes kezelés reteszelőgomb a hüvelykujjal és a mutatóujjal húzható hátra. Hátrahúzott
Csavarorsós Emelő Tervezése
 Csavarorsós Emelő Tervezése Készítette: Róka Tamás Technikus hallgató Tartalomjegyzék. Bevezetés 4. Trapézmenet kialakítása 5 3. tervezés folyamata és a felhasznált összefüggések 6 3.. csavarorsós emelő
Csavarorsós Emelő Tervezése Készítette: Róka Tamás Technikus hallgató Tartalomjegyzék. Bevezetés 4. Trapézmenet kialakítása 5 3. tervezés folyamata és a felhasznált összefüggések 6 3.. csavarorsós emelő
Műszaki műanyagok tribológiai kutatása különböző rendszerekben
 FIATALOK FÓRUMA Műszaki műanyagok tribológiai kutatása különböző rendszerekben Zsidai László Szent István Egyetem, Gépészmérnöki Kar, Gépgyártás és Javítástechnológia Tanszék, Gödöllő Tárgyszavak: súrlódás;
FIATALOK FÓRUMA Műszaki műanyagok tribológiai kutatása különböző rendszerekben Zsidai László Szent István Egyetem, Gépészmérnöki Kar, Gépgyártás és Javítástechnológia Tanszék, Gödöllő Tárgyszavak: súrlódás;
Kötőelemek tűrései a DIN 267 T2 szerint
 - Muszaki katalógus - A kötoelemek turései Kötőelemek tűrései a DIN 267 T2 szerint Általános tudnivalók Amennyiben az egyedi termékszabványokban vagy a megbízási dokumentumokban más nem kerül meghatározásra,
- Muszaki katalógus - A kötoelemek turései Kötőelemek tűrései a DIN 267 T2 szerint Általános tudnivalók Amennyiben az egyedi termékszabványokban vagy a megbízási dokumentumokban más nem kerül meghatározásra,
MAGYAR RÉZPIACI KÖZPONT. 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu
 MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
csiszolókorongok tépõzáras/öntapadós Oldal... 163 Oldal... 172,173 csapos polírozófilcek Oldal... 182,183 LevegõsrenDszer 259 tartozékok
 csiszolóvászon 200 Ívek és szalagok Oldal.... 160,161 csiszoló 201 szivacstömbök 202 csiszolókorongok gyantarost hátlappal 203 csiszolókorongok tépõzáras/öntapadós hátlappal végtelenített csiszolószalagok
csiszolóvászon 200 Ívek és szalagok Oldal.... 160,161 csiszoló 201 szivacstömbök 202 csiszolókorongok gyantarost hátlappal 203 csiszolókorongok tépõzáras/öntapadós hátlappal végtelenített csiszolószalagok
IPARI FELSZERELÉSEK 2011 MŰHELYBÚTOROK JOULEING KFT. www.jouleing.hu
 Tel: +36 70 336-4032 JOULEING KFT +36 70 900-5581 IPARI FELSZERELÉSEK 2011 MŰHELYBÚTOROK Stabil munkaasztal Beállítható munkamagasság 720-970 mm. 20 mm vastag, szürke asztallap. Maximális terhelés: 150
Tel: +36 70 336-4032 JOULEING KFT +36 70 900-5581 IPARI FELSZERELÉSEK 2011 MŰHELYBÚTOROK Stabil munkaasztal Beállítható munkamagasság 720-970 mm. 20 mm vastag, szürke asztallap. Maximális terhelés: 150
Mágnesek, mágnesasztalok
 Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
Külső menetes áteresztő szelep, NNY 16
 4 6 Külső menetes áteresztő szelep, NNY 6 VVG4 Vörös öntvény ház: CC49K (Rg5) NÁ 5NÁ 50 k vs 0,640 m /h Külső menetes csatlakozás (G B) lapos tömítéssel (ISO 228- szerint) Menetes csatlakozó készlet (AGL
4 6 Külső menetes áteresztő szelep, NNY 6 VVG4 Vörös öntvény ház: CC49K (Rg5) NÁ 5NÁ 50 k vs 0,640 m /h Külső menetes csatlakozás (G B) lapos tömítéssel (ISO 228- szerint) Menetes csatlakozó készlet (AGL
tem S C s a Va r o k 2 3 0 siegmund
 Csavarok 230 Lap Gyorsszorító csavar / Szorító csavar 232 Golyós rögzítőcsavar / Süllyesztettfejű csavar 234 Univerzális csavar / Pozícionáló csavar 236 Süllyesztettfejű csavar / Hexagonális csatlakozó
Csavarok 230 Lap Gyorsszorító csavar / Szorító csavar 232 Golyós rögzítőcsavar / Süllyesztettfejű csavar 234 Univerzális csavar / Pozícionáló csavar 236 Süllyesztettfejű csavar / Hexagonális csatlakozó
MUNKAANYAG. Szabó László. Szilárdságtan. A követelménymodul megnevezése:
 Szabó László Szilárdságtan A követelménymodul megnevezése: Kőolaj- és vegyipari géprendszer üzemeltetője és vegyipari technikus feladatok A követelménymodul száma: 047-06 A tartalomelem azonosító száma
Szabó László Szilárdságtan A követelménymodul megnevezése: Kőolaj- és vegyipari géprendszer üzemeltetője és vegyipari technikus feladatok A követelménymodul száma: 047-06 A tartalomelem azonosító száma
CSOPORT CSOPORT CSOPORT
 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
Ipari dobozok. Spacial S44 S57 S24 SDB Acél ipari dobozok. Thalassa TBS - TBP Szigetelt ipari dobozok. Spacial S44: Acél ipari dobozok IP66 1/4
 Ipari dobozok Spacial S44 S57 S24 SDB Acél ipari dobozok PB50095 Spacial S44: Acél ipari dobozok IP66 /4 PB50096 Spacial S57: Acél csavarrögzítésű takaródobozok IP66 /6 PB50097 Spacial S24: Acél biztonsági
Ipari dobozok Spacial S44 S57 S24 SDB Acél ipari dobozok PB50095 Spacial S44: Acél ipari dobozok IP66 /4 PB50096 Spacial S57: Acél csavarrögzítésű takaródobozok IP66 /6 PB50097 Spacial S24: Acél biztonsági
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
PPR-3. Tájékoztató a rendszert használó tervezők és kivitelezők számára. Strang- és ágvezeték
 Strang- és ágvezeték PPR-3 Tájékoztató a rendszert használó tervezők és kivitelezők számára INPiPE Kft 1097 Budapest Kén u. 6. Tel: 06-1-219-56-24 Fax: 06-1-219-56-23 e-mail: info@inpipe.hu Bevezető információk
Strang- és ágvezeték PPR-3 Tájékoztató a rendszert használó tervezők és kivitelezők számára INPiPE Kft 1097 Budapest Kén u. 6. Tel: 06-1-219-56-24 Fax: 06-1-219-56-23 e-mail: info@inpipe.hu Bevezető információk
Schachermayer AKCIÓ. BMG akció 2016/1
 AKCIÓ Schachermayer BMG akció 2016/1 Érvényes: 2016. janu 4. - 2016. mcius 31-ig, illetve a készlet erejéig. A feltüntetett ak nettó ak, forintban és ÁFA nélkül értendők. Az esetleges nyomdai hibákért
AKCIÓ Schachermayer BMG akció 2016/1 Érvényes: 2016. janu 4. - 2016. mcius 31-ig, illetve a készlet erejéig. A feltüntetett ak nettó ak, forintban és ÁFA nélkül értendők. Az esetleges nyomdai hibákért
AKCIÓS TARTOZÉK AJÁNLATAINK
 AKCIÓS TARTOZÉK AJÁNLATAINK Az akció 2016.06.13. 2016.09.30. között, illetve a készlet erejéig érvényes! Tartalomjegyzék SDS-MAX 4 élű fúrók... 3 SDS-plus 4 élű fúrók... 4 SDS-plus 2 élű fúrók... 5 Betonfúrók
AKCIÓS TARTOZÉK AJÁNLATAINK Az akció 2016.06.13. 2016.09.30. között, illetve a készlet erejéig érvényes! Tartalomjegyzék SDS-MAX 4 élű fúrók... 3 SDS-plus 4 élű fúrók... 4 SDS-plus 2 élű fúrók... 5 Betonfúrók
Bevizsgált VDE szerszámok. Biztonsági szerszámok.... megoldások, melyek meggyőzik
 Bevizsgált VDE szerszámok Biztonsági szerszámok... megoldások, melyek meggyőzik 173 INFO Darabonként átvizsgált csavarhúzó sorozat Darabonként átvizsgált csavarhúzó sorozat Ez a sorozat megfelel a VDE
Bevizsgált VDE szerszámok Biztonsági szerszámok... megoldások, melyek meggyőzik 173 INFO Darabonként átvizsgált csavarhúzó sorozat Darabonként átvizsgált csavarhúzó sorozat Ez a sorozat megfelel a VDE
MÉRETELLENŐRZŐ- ESZKÖZÖK
 04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
FlowCon B. RESOL FlowCon B *48001880* Felszerelés Bekötés Kezelés Üzembe helyezés. Kézikönyv
 RESOL FlowCon B Felszerelés Bekötés Kezelés Üzembe helyezés *48001880* 48001880 FlowCon B Köszönjük, hogy ezt a RESOL terméket megvásárolta. Kérjük olvassa át alaposan ezt az útmutatót, hogy a készülék
RESOL FlowCon B Felszerelés Bekötés Kezelés Üzembe helyezés *48001880* 48001880 FlowCon B Köszönjük, hogy ezt a RESOL terméket megvásárolta. Kérjük olvassa át alaposan ezt az útmutatót, hogy a készülék
SORJÁZÓ KÍNÁLAT. profiline
 SORJÁZÓ KÍNÁLT profiline Termék leírása Unigrat univerzális markolat a legújabb ergonómiai ismereteknek megfelelően kialakítva Egykezes kezelés reteszelőgomb a hüvelykujjal és a mutatóujjal húzható hátra.
SORJÁZÓ KÍNÁLT profiline Termék leírása Unigrat univerzális markolat a legújabb ergonómiai ismereteknek megfelelően kialakítva Egykezes kezelés reteszelőgomb a hüvelykujjal és a mutatóujjal húzható hátra.
csiszoló szivacstömbök Oldal gyorsan cserélhetõ korongok Oldal szúrófûrészlapok Oldal csiszolópaszták Oldal barkács szerszámgépek Oldal
 csoport csiszolóvászon 200 Oldal csoport 204 Oldal... csoport 230 Oldal végtelenített csiszolószalagok. 170 vágó- és tisztítókorongok 180-181 csoport csapos köszö- 250 Oldal. 190-191 csoport 268 Oldal.
csoport csiszolóvászon 200 Oldal csoport 204 Oldal... csoport 230 Oldal végtelenített csiszolószalagok. 170 vágó- és tisztítókorongok 180-181 csoport csapos köszö- 250 Oldal. 190-191 csoport 268 Oldal.
Szerelési útmutatók. Szerelési útmutatók
 Szerelési útmutatók Szerelési útmutatók Szerelési útmutatók, modell 577, 772, 770 és 472 Mindig olvassa el és értse meg az útmutatásokat! Soha ne szerelje le a csövezés egyetlen elemét sem, amíg meg nem
Szerelési útmutatók Szerelési útmutatók Szerelési útmutatók, modell 577, 772, 770 és 472 Mindig olvassa el és értse meg az útmutatásokat! Soha ne szerelje le a csövezés egyetlen elemét sem, amíg meg nem
MŰANYAG RUHASZÁRÍTÓ FEJLESZTÉSE
 MISKOLCI EGYETEM Gépészmérnöki Kar Gépészmérnöki Szak Termékmérnöki Szakirány Elektronika és Kiegészítő szakirány automatizálás MŰANYAG RUHASZÁRÍTÓ FEJLESZTÉSE Diplomaterv feladat Készítette: Dömötör Csaba
MISKOLCI EGYETEM Gépészmérnöki Kar Gépészmérnöki Szak Termékmérnöki Szakirány Elektronika és Kiegészítő szakirány automatizálás MŰANYAG RUHASZÁRÍTÓ FEJLESZTÉSE Diplomaterv feladat Készítette: Dömötör Csaba
Tartalomjegyzék. Bemutató falak... 5 87301 Bemutató fal...5 87203 Szeszámtartó fal...5 87105 Csavarhúzó állvány...5
 jegyzék Bemutató falak...................... 5 87301 Bemutató fal...5 87203 Szeszámtartó fal...5 87105 Csavarhúzó állvány...5 Csillag-villás kulcsok................. 5 1060 5060...5 1071...6 Csillag-villáskulcs
jegyzék Bemutató falak...................... 5 87301 Bemutató fal...5 87203 Szeszámtartó fal...5 87105 Csavarhúzó állvány...5 Csillag-villás kulcsok................. 5 1060 5060...5 1071...6 Csillag-villáskulcs
Szilárd anyagok. Műszaki kémia, Anyagtan I. 7. előadás. Dolgosné dr. Kovács Anita egy.doc. PTE MIK Környezetmérnöki Tanszék
 Szilárd anyagok Műszaki kémia, Anyagtan I. 7. előadás Dolgosné dr. Kovács Anita egy.doc. PTE MIK Környezetmérnöki Tanszék Szilárd anyagok felosztása Szilárd anyagok Kristályos szerkezetűek Üvegszerű anyagok
Szilárd anyagok Műszaki kémia, Anyagtan I. 7. előadás Dolgosné dr. Kovács Anita egy.doc. PTE MIK Környezetmérnöki Tanszék Szilárd anyagok felosztása Szilárd anyagok Kristályos szerkezetűek Üvegszerű anyagok
Csapózárak, visszacsapószelepek
 Csapózárak, visszacsapószelepek Csapózár kétszeresen excentrikus csapágyazással Termékleírás EN 593 szerint Nr. 9881 Beépítési méretek EN 558-1 szerint (Series 14) Karimás csatlakozás EN 1092-2 szerint
Csapózárak, visszacsapószelepek Csapózár kétszeresen excentrikus csapágyazással Termékleírás EN 593 szerint Nr. 9881 Beépítési méretek EN 558-1 szerint (Series 14) Karimás csatlakozás EN 1092-2 szerint
Gyors, egyszerű, intelligens tervezés:
 98 Gyors, egyszerű, intelligens tervezés: www..eu Információ EYSTAR Elosztószekrények 50 A-ig ajtóval, MSZ E 69- (VDE 0660-600-) szerint kombinálható szekrényrendszer védettség: IP 66 polikarbonátból érintésvédelmi
98 Gyors, egyszerű, intelligens tervezés: www..eu Információ EYSTAR Elosztószekrények 50 A-ig ajtóval, MSZ E 69- (VDE 0660-600-) szerint kombinálható szekrényrendszer védettség: IP 66 polikarbonátból érintésvédelmi
FŐTİ-HŐTİ PANELEK Mőszaki információk
 Általános tudnivalók: FŐTİ-HŐTİ PANELEK Mőszaki információk A Comfort System kft. által forgalmazott gipszkarton panelek használata elsısorban a vadonatúj szerkezeteket és rekonstrukciókat megvalósító
Általános tudnivalók: FŐTİ-HŐTİ PANELEK Mőszaki információk A Comfort System kft. által forgalmazott gipszkarton panelek használata elsısorban a vadonatúj szerkezeteket és rekonstrukciókat megvalósító
TETÕ HELYETT MONDD: Bramac tetõrendszer A megoldás a tetõhöz
 TETÕ HELYETT MONDD: Bramac tetõrendszer A megoldás a tetõhöz Útmutató az Ön Bramac tetõjéhez Tartalom Miért érdemes a Bramac tetõfedési rendszer mellett dönteni? 05 A Bramac világ Formák, színek, rendszerek
TETÕ HELYETT MONDD: Bramac tetõrendszer A megoldás a tetõhöz Útmutató az Ön Bramac tetõjéhez Tartalom Miért érdemes a Bramac tetõfedési rendszer mellett dönteni? 05 A Bramac világ Formák, színek, rendszerek
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
A Telefongyár korszerű kábellétra-szerkezet konstrukciójának ismertetése
 A Telefongyár korszerű M kábellétra-szerkezet konstrukciójának ismertetése 1 H A L Y AN D RAS TERTA 1. Előzmények. Tervezési célkitűzések A növekvő piaci igények szükségessé tették, hogy az E2 típusú,
A Telefongyár korszerű M kábellétra-szerkezet konstrukciójának ismertetése 1 H A L Y AN D RAS TERTA 1. Előzmények. Tervezési célkitűzések A növekvő piaci igények szükségessé tették, hogy az E2 típusú,
z= V db / V mag z: átöblítési szám V db : munkadarab térfogata V mag : ömledékmag térfogata 10 mm vastagság felett kezdődik az önszigetelés
 MŰANYAG FELDOLGOZÓ GÉPEK ÉS SZERSZÁMOK Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 Szerszámok csoportosítása 2 1 Önszigetelt előkamrás szerszám z= V db / V mag z: átöblítési
MŰANYAG FELDOLGOZÓ GÉPEK ÉS SZERSZÁMOK Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 Szerszámok csoportosítása 2 1 Önszigetelt előkamrás szerszám z= V db / V mag z: átöblítési
TELEPÍTÉSI KÉZIKÖNYV
 Olvassa el figyelmesen és őrizze meg TELEPÍTÉSI KÉZIKÖNYV 1. BIZTONSÁGI ELŐÍRÁSOK A SANICOMPACT /SANICERAMIC egy speciális WC, amelyben örlő-szivattyú berendezés van a széklet, WC papír és szennyvíz elszállítására.
Olvassa el figyelmesen és őrizze meg TELEPÍTÉSI KÉZIKÖNYV 1. BIZTONSÁGI ELŐÍRÁSOK A SANICOMPACT /SANICERAMIC egy speciális WC, amelyben örlő-szivattyú berendezés van a széklet, WC papír és szennyvíz elszállítására.
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
VIZSGÁLÓLÁMPA FÜL-ORR-GÉGÉSZETI CÉLRA
 MEDIROLL Orvostechnikai Kft. 4032 Debrecen, Postakert u. 10. (52) 533-737, 533-738 Fax: (52) 534-446 HASZNÁLATI ÚTMUTATÓ VIZSGÁLÓLÁMPA FÜL-ORR-GÉGÉSZETI CÉLRA Típus: EL - 02F A készülék gyártási száma:
MEDIROLL Orvostechnikai Kft. 4032 Debrecen, Postakert u. 10. (52) 533-737, 533-738 Fax: (52) 534-446 HASZNÁLATI ÚTMUTATÓ VIZSGÁLÓLÁMPA FÜL-ORR-GÉGÉSZETI CÉLRA Típus: EL - 02F A készülék gyártási száma:
Szerszámgépek. 1999/2000 II. félév Dr. Lipóth András által leadott anyagrész vázlata
 Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Tevékenység: Gyűjtse ki és tanulja meg a kötőcsavarok szilárdsági tulajdonságainak jelölési módját!
 Csavarkötés egy külső ( orsó ) és egy belső ( anya ) csavarmenet kapcsolódását jelenti. A következő képek a motor forgattyúsházában a főcsapágycsavarokat és a hajtókarcsavarokat mutatják. 1. Kötőcsavarok
Csavarkötés egy külső ( orsó ) és egy belső ( anya ) csavarmenet kapcsolódását jelenti. A következő képek a motor forgattyúsházában a főcsapágycsavarokat és a hajtókarcsavarokat mutatják. 1. Kötőcsavarok
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
Combi (E) CP plus ready. Beépítési utasítás
 CP plus ready. Beépítési utasítás") Combi (E) CP plus ready Beépítési utasítás Combi (E) CP plus ready 2 1 3 6 4 5 Beszerelési példa 1 Kezelőelemek (analóg / digitális) 2 Helyiség-hőérzékelő 3 Keringtetett levegő beszívása (min. 150 cm²)
Combi (E) CP plus ready Beépítési utasítás Combi (E) CP plus ready 2 1 3 6 4 5 Beszerelési példa 1 Kezelőelemek (analóg / digitális) 2 Helyiség-hőérzékelő 3 Keringtetett levegő beszívása (min. 150 cm²)