GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
|
|
|
- Csilla Dobos
- 9 évvel ezelőtt
- Látták:
Átírás
1 GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások Szerelés Megmunkáló eljárások (szabványosított) MSZ /1-85, illetve DIN Megmunkáló eljárások (jellegük szerint) Alaklétesítő eljárások Képlékeny alakító eljárások Szétválasztó eljárások Egyesítő eljárások Bevonó eljárások Anyagtulajdonság megváltoztató eljárások 3
 Alaklétesítő eljárások Képlékeny alakító eljárások")
2 Szétválasztó eljárások Általánosan forgácsoló eljárások Megvalósulhatnak Mértanilag határozott élű szerszámmal Esztergálás, fúrás, marás, gyalulás,... Mértanilag határozatlan élű szerszámmal Köszörülés, csiszolás, polírozás,... 4 Gépi forgácsolás meghatározása A gépi forgácsolás egy olyan anyagszétválasztásos megmunkáló eljárás, amelyben az előgyártmányról (munkadarab) szerszámgép által biztosított mechanikai erő segítségével, arra alkalmas ék alakú szerszámmal távolítjuk el az anyagfelesleget, forgács formájában. A forgácsolási folyamathoz relatív (munkadarab, szerszám) mozgások szükségesek. 5 Forgácsolás tényezői Megmunkálandó felület Forgácsoló főmozgás Forgácsolt felület Megmunkált felület Előtoló mellékmozgás Fogásvételi mellékmozgás Szerszám Munkadarab Forgács 6
 mozgások szükségesek.")
3 Mozgásviszonyok Forgácsolómozgás Előtolómozgás Működőmozgás Hozzáállító-mozgás Fogásvételi mozgás Utánállítómozgás 7 Forgácsolómozgás Egyszeri forgácsleválasztást tesz lehetővé Egy fordulat, vagy egy löketre érvényes Lehet Egyenes vonalú (gyalulás, vésés, üregelés) Kör alakú (esztergálás, marás, köszörülés) Görbe vonalú (másoló megmunkálások) 8 Forgácsolósebesség A forgácsolóél pillanatnyi sebessége Jele: v c Mértékegysége: m/min, m/s Jellemzően a legnagyobb átmérőre számítjuk Az élközépre számítása is használatos 9

4 Előtolómozgás Folyamatos forgácsleválasztást biztosít Több fordulatra, vagy löketre vonatkozik Lehet Egyenes vonalú folyamatos (esztergálás,...) Egyenes vonalú szakaszos (gyalulás,...) Kör alakú szakaszos (vésés,...) Görbe vonalú folyamatos (másolóesztergálás,...) Görbe vonalú szakaszos (másológyalulás,...) 10 Előtolósebesség Az előtolás pillanatnyi sebessége Jele: v f Mértékegysége: m/min, m/s mm/min, mm/s Egy fordulatra, löketre vonatkozó része az előtolás Előtolás jele: f Mértékegysége: mm/fordulat, mm/löket 11 További mozgások Működőmozgás A forgácsoló mozgás és az előtoló mozgás eredője Hozzáállító-mozgás A forgácsolás megkezdése előtti szerszámmozgás Fogásvételi mozgás A leválasztandó anyagréteg vastagság beállítása A mozgás eredménye a fogásmélység (a, mm) Utánállítómozgás Korrekciós, hibakiigazító mozgás 12

5 Gépi forgácsoló műveletek Esztergálás Fúrás / marás Köszörülés Gyalulás / vésés / üregelés Speciális gépi forgácsoló eljárások 13 Esztergálás mozgásviszonyai a.) b.) c.) a.) hosszesztergálás, b.) furatesztergálás, c.) síkesztergálás 14 Fúrás / marás mozgásviszonyai a.) b.) c.) a.) fúrás, b.) homlokmarás, c.) palástmarás 15
 síkesztergálás 14 Fúrás / marás mozgásviszonyai a.) b.) c.) a.) fúrás, b.")
6 Köszörülés mozgásviszonyai I. a.) b.) a.) palásköszörülés, b.) furatköszörülés 16 Köszörülés mozgásviszonyai II. a.) b.) Síkköszörülés a.) palást felülettel, b.) homlokfelülettel 17 Gyalulás / vésés mozgásviszonyai a.) b.) c.) a.) harántgyalulás, b.) hosszgyalulás, c.) vésés 18
 homlokfelülettel 17 Gyalulás / vésés mozgásviszonyai a.) b.) c.) a.")
7 Forgácsolás jellemzői I. v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítés irányú erő F = erők eredője F > F c > F m > F f 19 Forgácsolás jellemzői II. D = nyers átmérő d = megmunkált átmérő n = fordulatszám v f = előtolósebesség a = fogásmélység f = előtolás 20 Forgács jellemzői D d n a f b h v f A V = nyers átmérő = megmunkált átmérő = fordulatszám = fogásmélység = előtolás = forgácsszélesség = forgácsvastagság = előtolósebesség = forgács keresztmetszet = forgács mennyiség A = a f = b h V = A v f 21

8 Forgácskeresztmetszet alakja 22 Forgácstípusok a.) b.) c.) d.) a.) elemi, b.) lemezes, c.) folyó, d.) töredezett 23 Elemi forgács Alacsony forgácsolósebesség esetén Kis homlokszögű szerszáma alkalmazásakor Nagy vastagságú forgács Közel azonos méretű forgács Jellemzően nem kapcsolódnak egymáshoz 24

9 Lemezes forgács Szívós anyagoknál közepes forgácsolósebesség esetén Rideg anyagoknál nagy forgácsolósebesség esetén Hő és nyomás hatására Részleges összehegedés Szerszám oldalon sima felület 25 Folyóforgács Szívós és képlékeny anyagok esetén nagy forgácsolósebesség alkalmazásakor Lemezeshez hasonló elemekből áll, De szabad szemmel már nem láthatóak 26 Töredezett forgács Kemény és rideg anyagok esetén Különálló egymással nem kapcsolódó elemek Alakjuk és térfogatuk jelentősen eltérő Megmunkált felület érdes marad 27

 forgácstörő elem 28 Forgácsterelés Nagyobb szabad tér, de Megmunkált felület felé mozog Megsérti a kialakított felületet Szánmozgás irányába távozik Nyers felület felé mozog Nem sérti a kialakított")
10 Forgácstörés a.) b.) a.) forgácstörő árok, b.) forgácstörő elem 28 Forgácsterelés Nagyobb szabad tér, de Megmunkált felület felé mozog Megsérti a kialakított felületet Szánmozgás irányába távozik Nyers felület felé mozog Nem sérti a kialakított felületet 29 Forgácsolás formái Szabadforgácsolás Szerszámnak csak egy éle forgácsol Lehet Ortogonális (forgácsolóél merőleges főmozgás irányára) Diagonális (forgácsolóél a főmozgás irányával szöget zár be) Elméleti jelentőségű (ideális állapot) Kötött forgácsolás Szerszámnak több éle is forgácsol Jellemzően ilyen esetek vannak 30
 Diagonális (forgácsolóél a főmozgás irányával szöget zár be) Elméleti jelentőségű")
11 Forgácsolószerszámok élgeometriája Dolgozórész Csatlakozórész (Szár) 31 Forgácsolószerszámok élgeometriája Csatlakozórész Szerszám befogását biztosítja Kör vagy négyszög keresztmetszetű Nagy keresztmetszet, kis hossz javasolt Mérete a szerszámbefogók méretéhez igazodik Dolgozórész Forgácsleválasztást biztosítja Kialakításától és anyagától függ a forgácsolás 32 Forgácsolószerszámok élgeometriája Homloklap Mellékhátlap Hátlap 33

 A homloklap és hátlap metszési vonala Ékszerű kialakítása biztosítja a")
12 Forgácsolószerszámok élgeometriája Homloklap Leválasztott anyag forgácsként itt távozik Hátlap Munkadarab forgácsolt felületével szemben van Mellékhátlap A munkadarab elkészült felületével szemben van 34 Forgácsolószerszámok élgeometriája Mellékél Szerszámcsúcs Főél 35 Forgácsolószerszámok élgeometriája Főél (fővágó él) A homloklap és hátlap metszési vonala Ékszerű kialakítása biztosítja a forgácsolást Mellékél (mellékvágó él) A homloklap és a mellékhátlap metszési vonala Megmunkált felület minőségét befolyásolja Szerszámcsúcs A főél és mellékél találkozási pontja Minimális lekerekítéssel készül Megmunkált felület minőségét befolyásolja 36

13 Forgácsolószerszámok élgeometriája r r r r P r a f alap-, vagy referenciasík forgásvételi mozgás iránya előtoló mozgás iránya 37 r főél elhelyezési szög r mellékél elhelyezési szög r csúcsszög csúcssugár (érdesség) r Forgácsolószerszámok élgeometriája P r P s alap-, vagy referencia sík főél síkja P o ortogonális sík főél hátszöge főél ékszöge főél homlokszöge metsző szög 0 = Forgácsolószerszámok élgeometriája 0 P s mellékél síkja P o mellékél ortogonális síkja 0 mellékél hátszöge 0 mellékél ékszöge 0 mellékél homlokszöge 39

14 Forgácsolószerszámok anyagai Kiválasztás főbb jellemzői Keménység Szilárdság Hőállóság Forgácsolhatóság Hőkezelhetőség Élezhetőség Költség 40 Forgácsolószerszámok anyagai Szerszámanyagok csoportosítása Acél alapú szerszámanyagok Legkisebb keménység, kedvező szilárdság, olcsó Keménységük ötvözéssel, edzéssel növelhető Kemény szerszámanyagok Igen nagy keménység (porkohászat) Kis hajlítószilárdság, nagy hőállóság és keménység Jellemzően csak a dolgozórész készítéséhez alkalmazott Szuper kemény szerszámanyagok 41 Acél alapú szerszámanyagok Ötvözetlen szerszámacélok Keménységet a széntartalom befolyásolja HRC keménység is elérhető Kis hőállóság => kézi szerszámok Ötvözött szerszámacélok Mangán: HRC, C Volfrám: HRC, C Króm: HRC Gyorsacélok: HRC, C +vanádium, molibdén, kobalt ötvözők (TiN, TiAlN, CrN) 42

15 Kemény szerszámanyagok Keményfémek Fém-karbidok kobalt kötőanyaggal (álötvözetek) HRA, C Kobalt szívósságot növel Színjelölés: egykarbidos = piros (volfrám-karbid) kétkarbidos = kék (titán-volfrám-karbid) háromkarbidos = sárga (titán-tantál-volfrám-karbid) 43 Kemény szerszámanyagok Kerámiák Fém-karbidok kobalt kötőanyaggal (álötvözetek) HRA, 1400 C-ig Simító és fél-simító eljárásokhoz Jellemző anyagok Alumínium-oxid (Al 2 O 3 ) Keverékek (Al 2 O 3 + TiC) Szilícium-nitrid (Si 3 N 4 ) Cermet => keramikus fém (új típusú anyagok) Molibdénbe, nikkelbe, kobaltba ágyazott TiC, TiN, TiCN 44 Szuper kemény szerszámanyagok Természetes és mesterséges gyémánt Nem vas fémekhez alkalmazott Műanyagok, kompozitok megmunkálásához Köbös bórnitrid Nemesített és edzett acélokhoz Nagy keménységű öntött vasakhoz Betétek, köszörűszemcsék, bevonattok formájában 45


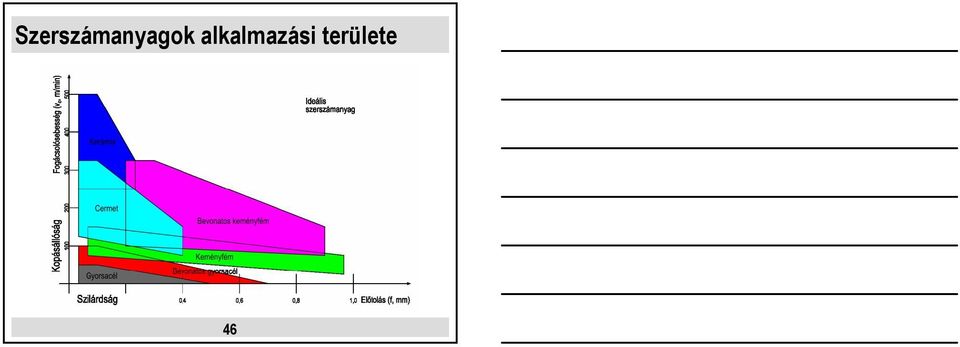
16 Szerszámanyagok alkalmazási területe 46
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2009. május 22. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÉRETTSÉGI VIZSGA 2009. május 22. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI ÉS KULTURÁLIS
ÉRETTSÉGI VIZSGA 2009. május 22. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÉRETTSÉGI VIZSGA 2009. május 22. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI ÉS KULTURÁLIS
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
MÛSZAKI INFORMÁCIÓK. Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI
 MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI") Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Versenyző kódja: 43 15/2008. (VIII. 13.) SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA
 SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA") 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
31 582 08 1000 00 00 Épületasztalos Épületasztalos
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Mechanikai tulajdonságok Statikus igénybevétel. Nyomó igénybevétellel szembeni ellenállásának meghatározása
 Mechanikai tulajdonságok Statikus igénybevétel Nyomó igénybevétellel szembeni ellenállásának meghatározása Nyomó igénybevétel megvalósítása (nyomóvizsgálat) Az anyagok viselkedése nyomó igénybevétel során
Mechanikai tulajdonságok Statikus igénybevétel Nyomó igénybevétellel szembeni ellenállásának meghatározása Nyomó igénybevétel megvalósítása (nyomóvizsgálat) Az anyagok viselkedése nyomó igénybevétel során
HEGTOLDATOS KARIMA GYÁRTÁS
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR VEGYIPARI GÉPEK TANSZÉKE HEGTOLDATOS KARIMA GYÁRTÁS KÉSZÍTETTE: Jákob László KONZULENS: Bokros István mérnöktanár Miskolc, 2012 Tartalomjegyzék 1. Bevezetés...
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR VEGYIPARI GÉPEK TANSZÉKE HEGTOLDATOS KARIMA GYÁRTÁS KÉSZÍTETTE: Jákob László KONZULENS: Bokros István mérnöktanár Miskolc, 2012 Tartalomjegyzék 1. Bevezetés...
FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS
 Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Kerámiák és kompozitok a munkavédelemben
 ALKALMAZÁSOK 1. Kerámiák és kompozitok a munkavédelemben Kerámia erősítő szálak: - Ezek a leginkább elterjedtek -Elsőként tűzálló kemencék szigetelésénél alkalmazták - Könnyen beintegrálható más anyagok
ALKALMAZÁSOK 1. Kerámiák és kompozitok a munkavédelemben Kerámia erősítő szálak: - Ezek a leginkább elterjedtek -Elsőként tűzálló kemencék szigetelésénél alkalmazták - Könnyen beintegrálható más anyagok
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei. Szilárdság növelésének lehetőségei
 A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
MÉLYFÚRÓ RENDSZEREK KEMÉNYFÉM SZERSZÁMOK. Spiralizált mélyfúró. Toolex. Teljes keményfém kivitelben Typ 158
 MÉLYFÚRÓ RENDSZEREK KEMÉNYFÉM SZERSZÁMOK Spiralizált mélyfúró Toolex Teljes keményfém kivitelben Typ 158 2 Toolex tanúsítási okirat Előnyök Új: Spiralizált mélyfúró szerszám belsőhűtéssel 1. Spiralizált
MÉLYFÚRÓ RENDSZEREK KEMÉNYFÉM SZERSZÁMOK Spiralizált mélyfúró Toolex Teljes keményfém kivitelben Typ 158 2 Toolex tanúsítási okirat Előnyök Új: Spiralizált mélyfúró szerszám belsőhűtéssel 1. Spiralizált
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
Nemzeti Akkreditáló Testület. RÉSZLETEZŐ OKIRAT a NAT-2-0262/2014 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT--06/04 nyilvántartási számú akkreditált státuszhoz A MultiLab Kft. Kalibráló Laboratórium ( Budapest, Péterhegyi köz 5. A. ép., 0 Budapest, Csilla u.
Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT--06/04 nyilvántartási számú akkreditált státuszhoz A MultiLab Kft. Kalibráló Laboratórium ( Budapest, Péterhegyi köz 5. A. ép., 0 Budapest, Csilla u.
HCR1325 acél leszúró és beszúró megmunkálásához. Új termékek forgácsoló szakemberek számára. 2015. március
 New 2015. március Új termékek forgácsoló szakemberek számára acél leszúró és beszúró megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest Tel. +36 1 437 0800 Fax +36 1 437 0801
New 2015. március Új termékek forgácsoló szakemberek számára acél leszúró és beszúró megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest Tel. +36 1 437 0800 Fax +36 1 437 0801
Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére!
 1 6 ) M u t a s s a b e a s á r g a r é z c s ő v e z e t é k k é s z í t é s é t a z a l á b b i v á z l a t f e lh a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
1 6 ) M u t a s s a b e a s á r g a r é z c s ő v e z e t é k k é s z í t é s é t a z a l á b b i v á z l a t f e lh a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
» MENETVÁGÓ SZERSZÁMOK
 » ENETVÁGÓ SZERSZÁOK Kézi menetszerszámok termékleírása fúró nagyteljesítményű gyorsacélból. Átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban 800 N/² szilárdságig, temperöntvényben
» ENETVÁGÓ SZERSZÁOK Kézi menetszerszámok termékleírása fúró nagyteljesítményű gyorsacélból. Átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban 800 N/² szilárdságig, temperöntvényben
Hőkezelhetőség, hőkezelt alkatrészek vizsgálata
 Hőkezelhetőség, hőkezelt alkatrészek vizsgálata Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab
Hőkezelhetőség, hőkezelt alkatrészek vizsgálata Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA Kiemelt tématerületek a hallgatói felkészülés támogatására Összeállította: Dr. Varga Gyula Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet MISKOLCI EGYETEM 2014 TARTALOM
GÉPGYÁRTÁSTECHNOLÓGIA Kiemelt tématerületek a hallgatói felkészülés támogatására Összeállította: Dr. Varga Gyula Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet MISKOLCI EGYETEM 2014 TARTALOM
Szerszámgépek. 1999/2000 II. félév Dr. Lipóth András által leadott anyagrész vázlata
 Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
Gépészet szakmacsoport. Porkohászat
 1 Porkohászat Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében A porkohászat folyamatai
1 Porkohászat Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében A porkohászat folyamatai
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZAKDOLGOZAT. Gömbcsap működtető orsó gyártástervezése
 Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Termelési rendszerek és folyamatok
 Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Forgácsoló szerszámok Áttekintés
 4. Forgácsoló szerszámok Forgácsoló szerszámok Áttekintés HSS gravírozó marók 310 312 314 315 Miniatűr turbómarók/simítómarók Keményfém turbómarók, szár-ø 2,35 mm Turbómarók alumínium megmunkáláshoz Tartozékok
4. Forgácsoló szerszámok Forgácsoló szerszámok Áttekintés HSS gravírozó marók 310 312 314 315 Miniatűr turbómarók/simítómarók Keményfém turbómarók, szár-ø 2,35 mm Turbómarók alumínium megmunkáláshoz Tartozékok
BIZALOM, PONTOSSÁG ÉS HATÉKONYSÁG LUTZ ORVOSI PENGÉK
 ORVOSTECHNIKA Válogatott terméklista kérjen ajánlatot más típusokra BIZALOM, PONTOSSÁG ÉS HATÉKONYSÁG LUTZ ORVOSI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS
ORVOSTECHNIKA Válogatott terméklista kérjen ajánlatot más típusokra BIZALOM, PONTOSSÁG ÉS HATÉKONYSÁG LUTZ ORVOSI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS
Korszerű technológiák
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
Akció AKCIÓS KIADVÁNY. Érvényes : visszavonásig. Fúrógépek. Lamellerek. Keményfém csigafúrók. Pneumatikus ütvecsavarozók. 50. oldal. 02.
 Akció 2015/I. AKCIÓS KIADVÁNY Érvényes : visszavonásig Fúrógépek Lamellerek Pneumatikus ütvecsavarozók Keményfém csigafúrók 02. oldal 30. oldal 50. oldal 04. oldal Asztali és oszlopos fúrógépek BT 15G
Akció 2015/I. AKCIÓS KIADVÁNY Érvényes : visszavonásig Fúrógépek Lamellerek Pneumatikus ütvecsavarozók Keményfém csigafúrók 02. oldal 30. oldal 50. oldal 04. oldal Asztali és oszlopos fúrógépek BT 15G
Megmunkálások. Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Megmunkálás típusa: Nemesített/edzett állapot: régen ma
 KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
54 520 01 0000 00 00 Gépipari minőségellenőr Gépipari minőségellenőr
 A 1/7 (II. 7.) SzMM rendelettel módosított 1/6 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. É 14-6/1/1 Szakképesítés,
A 1/7 (II. 7.) SzMM rendelettel módosított 1/6 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. É 14-6/1/1 Szakképesítés,
A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag
 A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag A tételhez segédeszköz nem használható. A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni,
A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag A tételhez segédeszköz nem használható. A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni,
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
MŰSZAKI ISMERETEK, VEGYIPARI GÉPEK I.
 MŰSZAKI ISMERETEK, VEGYIPARI GÉPEK I. Vegyipari szakmacsoportos alapozásban résztvevő tanulók részére Ez a tankönyvpótló jegyzet a Petrik Lajos Két Tanítási Nyelvű Vegyipari, Környezetvédelmi és Informatikai
MŰSZAKI ISMERETEK, VEGYIPARI GÉPEK I. Vegyipari szakmacsoportos alapozásban résztvevő tanulók részére Ez a tankönyvpótló jegyzet a Petrik Lajos Két Tanítási Nyelvű Vegyipari, Környezetvédelmi és Informatikai
Szakértelem a beszúrás és beszúró esztergálás területén
 Termék kézikönyv Beszúrás és beszúró esztergálás _ Walter Cut Szakértelem a beszúrás és beszúró esztergálás területén TARTALOM Beszúrás és beszúró esztergálás 2 Walter Cut Beszúró- és beszúróesztergáló
Termék kézikönyv Beszúrás és beszúró esztergálás _ Walter Cut Szakértelem a beszúrás és beszúró esztergálás területén TARTALOM Beszúrás és beszúró esztergálás 2 Walter Cut Beszúró- és beszúróesztergáló
MEGOLDÁS a) Bernoulli-egyenlet instacioner alakja: p 1 +rgz 1 =p 0 +rgz 2 +ra ki L ahol: L=12m! z 1 =5m; z 2 =2m Megoldva: a ki =27,5 m/s 2
 Bernoulli-egyenlet instacioner alakja: p 1 +rgz 1 =p 0 +rgz 2 +ra ki L ahol: L=12m! z 1 =5m; z 2 =2m Megoldva: a ki =27,5 m/s 2") 2. FELADAT (6p) / A mellékelt ábrán látható módon egy zárt, p t nyomású tartályra csatlakozó ÆD=50mm átmérőjű csővezeték 10m hosszú vízszintes szakasz után az utolsó 2 méteren függőlegesbe fordult. A cső
2. FELADAT (6p) / A mellékelt ábrán látható módon egy zárt, p t nyomású tartályra csatlakozó ÆD=50mm átmérőjű csővezeték 10m hosszú vízszintes szakasz után az utolsó 2 méteren függőlegesbe fordult. A cső
Abrazív megmunkálások
 Abrazív megmunkálások Szerzı: Dr. Gyáni Károly Lektor: Prof. Dr. Horváth Mátyás Tartalomjegyzék 1. Abrazív szerszámok 3 1.1 Az abrazív szemcsék anyaga 3 1.2 Az abrazív szemcsék szemcsenagysága 3 1.3 Az
Abrazív megmunkálások Szerzı: Dr. Gyáni Károly Lektor: Prof. Dr. Horváth Mátyás Tartalomjegyzék 1. Abrazív szerszámok 3 1.1 Az abrazív szemcsék anyaga 3 1.2 Az abrazív szemcsék szemcsenagysága 3 1.3 Az
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
3.2 Fröccsöntő szerszámok
 3.2 Fröccsöntő szerszámok 1 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7
3.2 Fröccsöntő szerszámok 1 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7
FAIPARI ALAPISMERETEK
 Faipari alapismeretek középszint 1221 ÉRETTSÉGI VIZSGA 2014. október 13. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
Faipari alapismeretek középszint 1221 ÉRETTSÉGI VIZSGA 2014. október 13. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
VONÓELEMES HAJTÁSOK (Vázlat)
") VONÓELEMES HAJTÁSOK (Vázlat) Hajtások csoportosítása Közvetlen kapcsolatú Közvetítőelemes Erővel záró hajtások Dörzskerékhajtás Szíjhajtás (laposszíj, ékszíj) Alakkal záró hajtások Fogaskerékhajtás Lánchajtás,
VONÓELEMES HAJTÁSOK (Vázlat) Hajtások csoportosítása Közvetlen kapcsolatú Közvetítőelemes Erővel záró hajtások Dörzskerékhajtás Szíjhajtás (laposszíj, ékszíj) Alakkal záró hajtások Fogaskerékhajtás Lánchajtás,
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
LÉPCSŐ I. (alapismeretek, beton lépcsők) ÉPSZ 1. ELŐADÁS Összeállította: dr. Czeglédi Ottó
 ÉPSZ 1. ELŐADÁS Összeállította: dr. Czeglédi Ottó") LÉPCSŐ I. (alapismeretek, beton lépcsők) ÉPSZ 1. ELŐADÁS Összeállította: dr. Czeglédi Ottó ÉPSZ 1 ea. LÉPCSŐK I. 1 1. ALAPFOGALMAK: Rendeltetése: -.. áthidalása -.. irányú közlekedés Építészeti szerkezet:
LÉPCSŐ I. (alapismeretek, beton lépcsők) ÉPSZ 1. ELŐADÁS Összeállította: dr. Czeglédi Ottó ÉPSZ 1 ea. LÉPCSŐK I. 1 1. ALAPFOGALMAK: Rendeltetése: -.. áthidalása -.. irányú közlekedés Építészeti szerkezet:
5. FELSZÍN ALATTI VÍZELVEZETÉS
 5. FELSZÍN ALATTI VÍZELVEZETÉS 5.1. CÉL, FELADAT 5.1.1. Cél: 1. Síkvidék: magas TV szintcsökkentés Teherbírás növelés, fagyveszély csökkentés 2. Bevágás: megszakított TV áramlás kezelése Töltés: rá hullott
5. FELSZÍN ALATTI VÍZELVEZETÉS 5.1. CÉL, FELADAT 5.1.1. Cél: 1. Síkvidék: magas TV szintcsökkentés Teherbírás növelés, fagyveszély csökkentés 2. Bevágás: megszakított TV áramlás kezelése Töltés: rá hullott
Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL. Érvényes : visszavonásig. Asztali satu forgó alappal. Váltólapkás sarokmarófej. Autóvízpumpa fogó Cobra QuickSet
 Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL Érvényes : visszavonásig Asztali satu forgó alappal Váltólapkás sarokmarófej Vágókorong Autóvízpumpa fogó Cobra QuickSet 36. oldal 16. oldal 22. oldal 34. oldal Fémipari
Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL Érvényes : visszavonásig Asztali satu forgó alappal Váltólapkás sarokmarófej Vágókorong Autóvízpumpa fogó Cobra QuickSet 36. oldal 16. oldal 22. oldal 34. oldal Fémipari
A mezőgazdasági öntözés technológiája és gépei. Mezőgazdasági munkagépek Gyatyel György
 A mezőgazdasági öntözés technológiája és gépei Mezőgazdasági munkagépek Gyatyel György Bevezetés Az öntözés a mezőgazdálkodási kultúra egyik fokmérője. Az öntözéses gazdálkodás birodalmakat tett naggyá,
A mezőgazdasági öntözés technológiája és gépei Mezőgazdasági munkagépek Gyatyel György Bevezetés Az öntözés a mezőgazdálkodási kultúra egyik fokmérője. Az öntözéses gazdálkodás birodalmakat tett naggyá,
Fizikai olimpiász. 52. évfolyam. 2010/2011-es tanév. D kategória
 Fizikai olimpiász 52. évfolyam 2010/2011-es tanév D kategória Az iskolai forduló feladatai (további információk a http://fpv.uniza.sk/fo vagy www.olympiady.sk honlapokon) A D kategória 52. évfolyamához
Fizikai olimpiász 52. évfolyam 2010/2011-es tanév D kategória Az iskolai forduló feladatai (további információk a http://fpv.uniza.sk/fo vagy www.olympiady.sk honlapokon) A D kategória 52. évfolyamához
Méréstechnika 5. Galla Jánosné 2014
 Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
2011. tavaszi félév. Kopás, éltartam. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
GÉPJAVÍTÁS IV. SEGÉDLET
 Dr. Fazekas Lajos főiskolai docens GÉPJAVÍTÁS IV. SEGÉDLET T A R T A L O M J E G Y Z É K ELŐSZÓ... 3 1. Selectron-eljárás... 4 1.1. Az eljárás módszer szerinti alapváltozatai a következők... 4 1.1.1. Vékony
Dr. Fazekas Lajos főiskolai docens GÉPJAVÍTÁS IV. SEGÉDLET T A R T A L O M J E G Y Z É K ELŐSZÓ... 3 1. Selectron-eljárás... 4 1.1. Az eljárás módszer szerinti alapváltozatai a következők... 4 1.1.1. Vékony
Mérnöki anyagok NGB_AJ001_1
 NGB_AJ001_1 Szerszámacélok Dr. Hargitai Hajnalka Forrás: Dr. Dogossy Gábor A vasötvözetek 1600 A H 1500 J 1400 N 1300 1200 1100 B E' E + olv. + olv. C' C D' D F' F 1000 G 900 acél öntöttvas 800 700 P'
NGB_AJ001_1 Szerszámacélok Dr. Hargitai Hajnalka Forrás: Dr. Dogossy Gábor A vasötvözetek 1600 A H 1500 J 1400 N 1300 1200 1100 B E' E + olv. + olv. C' C D' D F' F 1000 G 900 acél öntöttvas 800 700 P'
Rm<800MPa. Aktuális raktárkészletünk felöl érdeklődjön elérhetőségeinken. (UNC) Nagy teljesítményű gépi menetfúrók, menetformázók
 Nagy teljesítményű gépi menetfúrók, menetformázók") Aktuális raktárkészletünk felöl érdeklődjön elérhetőségeinken. (UNC) Nagy teljesítményű gépi menetfúrók, menetformázók Rm
Aktuális raktárkészletünk felöl érdeklődjön elérhetőségeinken. (UNC) Nagy teljesítményű gépi menetfúrók, menetformázók Rm
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL
 KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
Vaanco Szerszám és Szereléstechnika Bt. 4220 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 213 Mőszaki információ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 213 Mőszaki információ
Általános gépészeti technológiai feladatok. Géprajzi alapismeretek Gépészeti szakszámítások
 Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat)
") TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat) Tengelyek fogalma, csoportosítása Azokat a gépelemeket, amelyek forgó alkatrészeket hordoznak vagy csapágyakon támaszkodva forognak, tengelyeknek nevezzük. A tengelyeket
TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat) Tengelyek fogalma, csoportosítása Azokat a gépelemeket, amelyek forgó alkatrészeket hordoznak vagy csapágyakon támaszkodva forognak, tengelyeknek nevezzük. A tengelyeket
LÉPCSŐ I. ÉPSZ 1. ELŐADÁS. (alapismeretek, lebegő és gyámolított lépcsők) Összeállította: dr. Czeglédi Ottó. ÉPSZ 1 ea. LÉPCSŐK I.
 Összeállította: dr. Czeglédi Ottó. ÉPSZ 1 ea. LÉPCSŐK I.") LÉPCSŐ I. (alapismeretek, lebegő és gyámolított lépcsők) ÉPSZ 1. ELŐADÁS Összeállította: dr. Czeglédi Ottó ÉPSZ 1 ea. LÉPCSŐK I. 1 1. ALAPFOGALMAK: Rendeltetése: - áthidalása - függőleges irányú közlekedés
LÉPCSŐ I. (alapismeretek, lebegő és gyámolított lépcsők) ÉPSZ 1. ELŐADÁS Összeállította: dr. Czeglédi Ottó ÉPSZ 1 ea. LÉPCSŐK I. 1 1. ALAPFOGALMAK: Rendeltetése: - áthidalása - függőleges irányú közlekedés
Szerszám ajánló. kisgéphez és kézi forgácsoláshoz
 Szerszám ajánló Szerszámanyagok A gyorsacél (HSS) krómmal, molibdénnel, wolframmal és vanádiummal erősen ötvözött acél, amelynek keménysége edzve 63-64 HRC. A legtöbb fém forgácsolásához alkalmas. A kobaltos
Szerszám ajánló Szerszámanyagok A gyorsacél (HSS) krómmal, molibdénnel, wolframmal és vanádiummal erősen ötvözött acél, amelynek keménysége edzve 63-64 HRC. A legtöbb fém forgácsolásához alkalmas. A kobaltos
Cél. ] állékonyság növelése
![Cél. ] állékonyság növelése](/thumbs/30/14595857.jpg "Cél. ] állékonyság növelése") Szivárgók Cél Síkvidék: magas talajvízszint esetén - TV szintcsökkentés, - teherbírás növelés, - fagyveszély csökkentés Bevágás: megszakított TV áramlás kezelése Töltés: ráhullott csapadék kivezetése Támszerkezetek:
Szivárgók Cél Síkvidék: magas talajvízszint esetén - TV szintcsökkentés, - teherbírás növelés, - fagyveszély csökkentés Bevágás: megszakított TV áramlás kezelése Töltés: ráhullott csapadék kivezetése Támszerkezetek:
31 521 24 1000 00 00 Szerkezetlakatos 4 Szerkezetlakatos 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Összefüggő szakmai gyakorlat tematikája XXII. KÖZLEKEDÉSGÉPÉSZ ÁGAZATHOZ
 Összefüggő szakmai gyakorlat tematikája XXII. KÖZLEKEDÉSGÉPÉSZ ÁGAZATHOZ Összefüggő szakmai gyakorlat tematikája XXII. KÖZLEKEDÉSGÉPÉSZ ÁGAZATHOZ 13. évfolyam (160 óra) Karbantartási gyakorlatok tantárgy:
Összefüggő szakmai gyakorlat tematikája XXII. KÖZLEKEDÉSGÉPÉSZ ÁGAZATHOZ Összefüggő szakmai gyakorlat tematikája XXII. KÖZLEKEDÉSGÉPÉSZ ÁGAZATHOZ 13. évfolyam (160 óra) Karbantartási gyakorlatok tantárgy:
Hidraulika. 5. előadás
 Hidraulika 5. előadás Automatizálás technika alapjai Hidraulika I. előadás Farkas Zsolt BME GT3 2014 1 Hidraulikus energiaátvitel 1. Előnyök kisméretű elemek alkalmazásával nagy erők átvitele, azaz a teljesítménysűrűség
Hidraulika 5. előadás Automatizálás technika alapjai Hidraulika I. előadás Farkas Zsolt BME GT3 2014 1 Hidraulikus energiaátvitel 1. Előnyök kisméretű elemek alkalmazásával nagy erők átvitele, azaz a teljesítménysűrűség
3. PÉLDÁK AZ ÖNTÉSZETI SZIMULÁCIÓ FOLYAMATÁRA ÉS EREDMÉNYEINEK HASZNOSÍTÁSÁRA
 3. PÉLDÁK AZ ÖNTÉSZETI SZIMULÁCIÓ FOLYAMATÁRA ÉS EREDMÉNYEINEK HASZNOSÍTÁSÁRA 3. 4. EREDMÉNYEK KIÉRTÉKELÉSE 3.4.1 Formatöltés A szerszámon belüli áramlási folyamatok kiértékelése esetén lehetséges a beömlőrendszerben
3. PÉLDÁK AZ ÖNTÉSZETI SZIMULÁCIÓ FOLYAMATÁRA ÉS EREDMÉNYEINEK HASZNOSÍTÁSÁRA 3. 4. EREDMÉNYEK KIÉRTÉKELÉSE 3.4.1 Formatöltés A szerszámon belüli áramlási folyamatok kiértékelése esetén lehetséges a beömlőrendszerben
A menetmegmunkálás módszerei
 MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
Gazdaságos csiszolóvászon ívek Ragasztókötésû csiszolószemcsék nagyon rugalmas J-súlyú kék vászonlapon.
 200 CSISZOLÓSZALAGOK/CSISZOLÓSZIVACSOK Kézi csiszolótömb Kompaund gumiból készült, ívelt és lapos oldallal. A vászon rögzítését és a pozícionálást fémstiftek szolgálják.alkalmas az összes típusú bevonatos
200 CSISZOLÓSZALAGOK/CSISZOLÓSZIVACSOK Kézi csiszolótömb Kompaund gumiból készült, ívelt és lapos oldallal. A vászon rögzítését és a pozícionálást fémstiftek szolgálják.alkalmas az összes típusú bevonatos
Szerszám ajánló CNC forgácsoláshoz
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Szerszám ajánló CNC forgácsoláshoz CSIGAFÚRÓ - NC BEKEZDİFÚRÓ - KÖZPONTFÚRÓ - KÚPSÜLLYESZTİ - DÖRZSÁR - MENETFORMÁZÓ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Szerszám ajánló CNC forgácsoláshoz CSIGAFÚRÓ - NC BEKEZDİFÚRÓ - KÖZPONTFÚRÓ - KÚPSÜLLYESZTİ - DÖRZSÁR - MENETFORMÁZÓ
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
ORVAR SUPREME Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ ORVAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk Az ORVAR egy króm-molibdénvanádium ötvözésû melegmunkaacél, melynek jellemzõi: Hirtelen
SZERSZÁMACÉL ISMERTETÕ ORVAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk Az ORVAR egy króm-molibdénvanádium ötvözésû melegmunkaacél, melynek jellemzõi: Hirtelen
csiszoló szivacstömbök Oldal gyorsan cserélhetõ korongok Oldal szúrófûrészlapok Oldal csiszolópaszták Oldal barkács szerszámgépek Oldal
 csoport csiszolóvászon 200 Oldal csoport 204 Oldal... csoport 230 Oldal végtelenített csiszolószalagok. 170 vágó- és tisztítókorongok 180-181 csoport csapos köszö- 250 Oldal. 190-191 csoport 268 Oldal.
csoport csiszolóvászon 200 Oldal csoport 204 Oldal... csoport 230 Oldal végtelenített csiszolószalagok. 170 vágó- és tisztítókorongok 180-181 csoport csapos köszö- 250 Oldal. 190-191 csoport 268 Oldal.
KÖZLEKEDÉSI ALAPISMERETEK (KÖZLEKEDÉSTECHNIKA)
") ÉRETTSÉGI VIZSGA 2014. május 20. KÖZLEKEDÉSI ALAPISMERETEK (KÖZLEKEDÉSTECHNIKA) EMELT SZINTŰ ÍRÁSBELI VIZSGA 2014. május 20. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati
ÉRETTSÉGI VIZSGA 2014. május 20. KÖZLEKEDÉSI ALAPISMERETEK (KÖZLEKEDÉSTECHNIKA) EMELT SZINTŰ ÍRÁSBELI VIZSGA 2014. május 20. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati


ÉPÍTÉSZETI ÉS ÉPÍTÉSI ALAPISMERETEK
 Építészeti és építési alapismeretek középszint 0801 ÉRETTSÉGI VIZSGA 2009. május 22. ÉPÍTÉSZETI ÉS ÉPÍTÉSI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI ÉS KULTURÁLIS
Építészeti és építési alapismeretek középszint 0801 ÉRETTSÉGI VIZSGA 2009. május 22. ÉPÍTÉSZETI ÉS ÉPÍTÉSI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI ÉS KULTURÁLIS
SZINTVIZSGA FELADAT. Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara. hatáskörébe tartozó szakképesítéshez
 SZINTVIZSGA FELADAT a Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara hatáskörébe tartozó szakképesítéshez Érvényes: 2013. szeptember 1-től, a 41/2013. (V. 28.) VM rendelettel kiadott szakmai
SZINTVIZSGA FELADAT a Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara hatáskörébe tartozó szakképesítéshez Érvényes: 2013. szeptember 1-től, a 41/2013. (V. 28.) VM rendelettel kiadott szakmai
Nagyteljesítményű maró NVDS Akár 15-ször gyorsabb bemerülés
 passion for precision Nagyteljesítményű maró NVDS Akár 15-ször gyorsabb bemerülés Megújult forgácsolási adatkalkulátor ToolExpert Az NVDS-technológia 7 dimenziója eddig elérhetetlen teljesítmények előtt
passion for precision Nagyteljesítményű maró NVDS Akár 15-ször gyorsabb bemerülés Megújult forgácsolási adatkalkulátor ToolExpert Az NVDS-technológia 7 dimenziója eddig elérhetetlen teljesítmények előtt
A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál
 1 A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál A keményesztergálás, amelynél a forgácsolás 55 HRC-nél keményebb acélon, néhány ezred vagy
1 A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál A keményesztergálás, amelynél a forgácsolás 55 HRC-nél keményebb acélon, néhány ezred vagy
Univerzális fúrók. UNIVERZÁLIS fúrók. TiN bevinatos univerzális. Újdonság! 8% Co tartalommal. Ponthegesztő fúró A002
 UNIVERZÁLIS fúrók A SANDVIK CSOPORT TAGJA A002 TiN bevinatos univerzális csigafúró Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész első 25%-a TiN bevonatos.
UNIVERZÁLIS fúrók A SANDVIK CSOPORT TAGJA A002 TiN bevinatos univerzális csigafúró Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész első 25%-a TiN bevonatos.
MŰANYAGOK TULAJDONSÁGAI
 MŰANYAGOK TULAJDONSÁGAI Különleges polimerek igényes alkalmazásokban A poli(éter-éter-keton) hőállósága mellett egy sor előnyös tulajdonsággal rendelkezik, amelyek alkalmassá teszik a földgáz- és kőolajiparban
MŰANYAGOK TULAJDONSÁGAI Különleges polimerek igényes alkalmazásokban A poli(éter-éter-keton) hőállósága mellett egy sor előnyös tulajdonsággal rendelkezik, amelyek alkalmassá teszik a földgáz- és kőolajiparban
ÉPÍTÉSZETI ÉS ÉPÍTÉSI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2012. október 15. ÉPÍTÉSZETI ÉS ÉPÍTÉSI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2012. október 15. 14:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati
ÉRETTSÉGI VIZSGA 2012. október 15. ÉPÍTÉSZETI ÉS ÉPÍTÉSI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2012. október 15. 14:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: B06 - Gépipari alkatrész technológiai tervezése ÓE-B06 alap
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: B06 - Gépipari alkatrész technológiai tervezése ÓE-B06 alap
Magyarkúti József. Anyagvizsgálatok. A követelménymodul megnevezése: Mérőtermi feladatok
 Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
1.1 Lemezanyagok tulajdonságai és alakíthatóságuk
 1 Lemezanyagok tulajdonságai és alakíthatóságuk 1.1 Lemezanyagok tulajdonságai és alakíthatóságuk A lemezalkatrész-gyártás anyagait részben a szakítóvizsgálatból részben szabványos technológiai próbákból
1 Lemezanyagok tulajdonságai és alakíthatóságuk 1.1 Lemezanyagok tulajdonságai és alakíthatóságuk A lemezalkatrész-gyártás anyagait részben a szakítóvizsgálatból részben szabványos technológiai próbákból
8. előadás Kis László Szabó Balázs 2012.
 8.. előad adás Kis LászlL szló Szabó Balázs 2012. Kerethidak Előadás vázlat Csoportosítás statikai váz alapján, Viselkedésük, Megépült példák. Szekrény keresztmetszetű hidak Csoportosítás km. kialakítás
8.. előad adás Kis LászlL szló Szabó Balázs 2012. Kerethidak Előadás vázlat Csoportosítás statikai váz alapján, Viselkedésük, Megépült példák. Szekrény keresztmetszetű hidak Csoportosítás km. kialakítás
ajánlat FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA MI PARTNEREK VAGYUNK Érvényes: 2010. április
 A 10-i akció az ajánlati kiadványban szereplő termékekre vonatkozik az üzlethálózat készletén lévő termékek erejéig készpénzfizetés esetén! Egyéb kedvezménnyel nem összevonható! Akciós időpontok: 2010.
A 10-i akció az ajánlati kiadványban szereplő termékekre vonatkozik az üzlethálózat készletén lévő termékek erejéig készpénzfizetés esetén! Egyéb kedvezménnyel nem összevonható! Akciós időpontok: 2010.
FILCOTEN pro ÚJ! FILCOTEN pro - Program. Nagy terhelhetőségű folyókák. vízelvezető rendszerek
 FILCOTEN pro Nagy terhelhetőségű folyókák. ÚJ! 100 % újrahasznosítható fantasztikusan könnyű E terhelési osztályig FILCOTEN pro - Program. Hydro BG vízelvezető rendszerek FILCOTEN - innovatív beton-kompozíció!
FILCOTEN pro Nagy terhelhetőségű folyókák. ÚJ! 100 % újrahasznosítható fantasztikusan könnyű E terhelési osztályig FILCOTEN pro - Program. Hydro BG vízelvezető rendszerek FILCOTEN - innovatív beton-kompozíció!
ÉPÍTÉSZETI ÉS ÉPÍTÉSI ALAPISMERETEK
 Építészeti és építési alapismeretek középszint 1211 ÉRETTSÉGI VIZSGA 2013. május 23. ÉPÍTÉSZETI ÉS ÉPÍTÉSI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK
Építészeti és építési alapismeretek középszint 1211 ÉRETTSÉGI VIZSGA 2013. május 23. ÉPÍTÉSZETI ÉS ÉPÍTÉSI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK
Szerelés 6/2. Villamosenergia-elosztás 6/31. Kábelvezetés 6/39. Világítás és aljzat 6/63. Ajtótartozékok 6/71. Földelési tartozékok 6/78
 Szerelés /2 PB500073 PB500023 PB500218 PB500082 PB500072 PB500222 Villamosenergia-elosztás /31 Kábelvezetés /39 Világítás és aljzat /3 PB500188 PB500223 Ajtótartozékok /71 PB500084 PB500217 Földelési tartozékok
Szerelés /2 PB500073 PB500023 PB500218 PB500082 PB500072 PB500222 Villamosenergia-elosztás /31 Kábelvezetés /39 Világítás és aljzat /3 PB500188 PB500223 Ajtótartozékok /71 PB500084 PB500217 Földelési tartozékok
Kültéri folyóka 100 mm keret nélküli horganyzott T alakú ráccsal
 AVZ101-R101 Kültéri folyóka 100 mm keret nélküli horganyzott T alakú ráccsal Bruttó kiskereskedelmi ár: 5.390 Ft Sportpályák, zöld területek, magánterületek, bekötő utak, gyalogosok és kerékpározók területeinek
AVZ101-R101 Kültéri folyóka 100 mm keret nélküli horganyzott T alakú ráccsal Bruttó kiskereskedelmi ár: 5.390 Ft Sportpályák, zöld területek, magánterületek, bekötő utak, gyalogosok és kerékpározók területeinek
Ellenálláshegesztés elméleti alapjai
 Ellenálláshegesztés elméleti alapjai Hegesztési nyári egyetem 2013. július 6. Dr. Török Imre egyetemi docens Hegesztő eljárások csoportjai A hegesztőeljárások osztályba sorolása az MSZ ISO 4063:2000 szerint
Ellenálláshegesztés elméleti alapjai Hegesztési nyári egyetem 2013. július 6. Dr. Török Imre egyetemi docens Hegesztő eljárások csoportjai A hegesztőeljárások osztályba sorolása az MSZ ISO 4063:2000 szerint
rtórendszerek rendszerek tervezése gyakorlat
 Gyárt rtórendszerek rendszerek tervezése 1 gyakorlat G Miskolci Egyetem Gépgyártástechnológiai Tanszék Miskolc, 2005. 2 1. előadás Műveleti sorrendtervezés 3 Követelmények Személyre szóló tervezési feladat
Gyárt rtórendszerek rendszerek tervezése 1 gyakorlat G Miskolci Egyetem Gépgyártástechnológiai Tanszék Miskolc, 2005. 2 1. előadás Műveleti sorrendtervezés 3 Követelmények Személyre szóló tervezési feladat
Ritzelés körkéses ritzelőgépeken
 Ritzelés körkéses rizelőgépeken - 1 - Ritzelés körkéses ritzelőgépeken 1 Bevezető A ritzen német szó hasítást, karcolást jelent. Nyomdai körökben ritzelés (riccelés) alatt leginkább öntapadó anyagok öntapadó
Ritzelés körkéses rizelőgépeken - 1 - Ritzelés körkéses ritzelőgépeken 1 Bevezető A ritzen német szó hasítást, karcolást jelent. Nyomdai körökben ritzelés (riccelés) alatt leginkább öntapadó anyagok öntapadó