FOGASKEREKEK GYÁRTÁSA ELŐADÁS
|
|
|
- Marika Alexandra Somogyiné
- 9 évvel ezelőtt
- Látták:
Átírás
1 FOGASKEREKEK GYÁRTÁSA ELŐADÁS

2 Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag, Bánki Műszaki Főiskola, Bp. Dr Pintér József: Fogaskerekek megmunkálása

3

4 Fogaskerekek fogazási módjai

5
6 Hengeres fogaskerekek

7 fogazatok

8 Fogazás előtti műveletek, bázisok

9
10
11

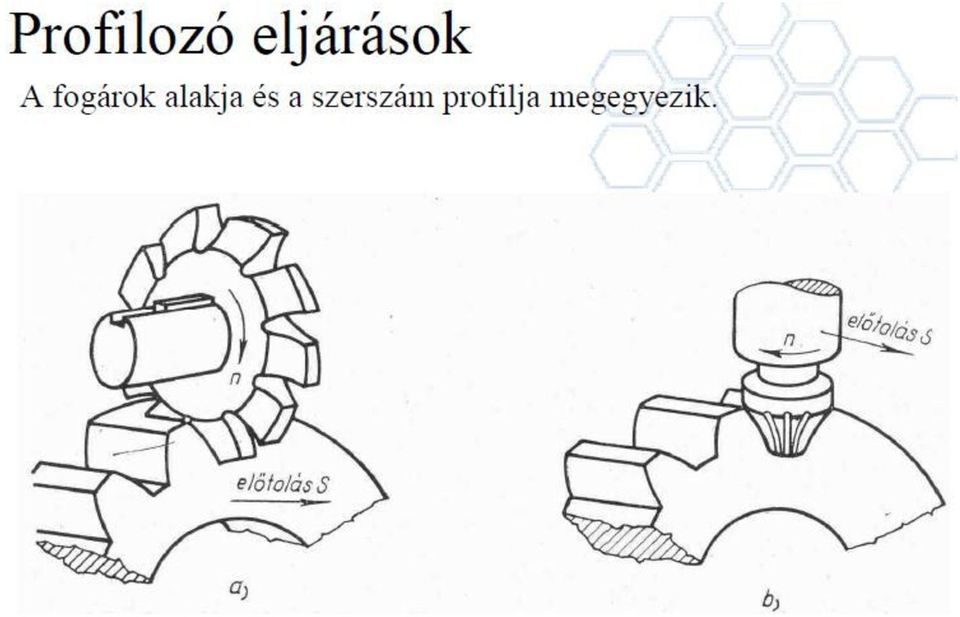
12 Profilozás tárcsamaróval Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.

13 Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.

14


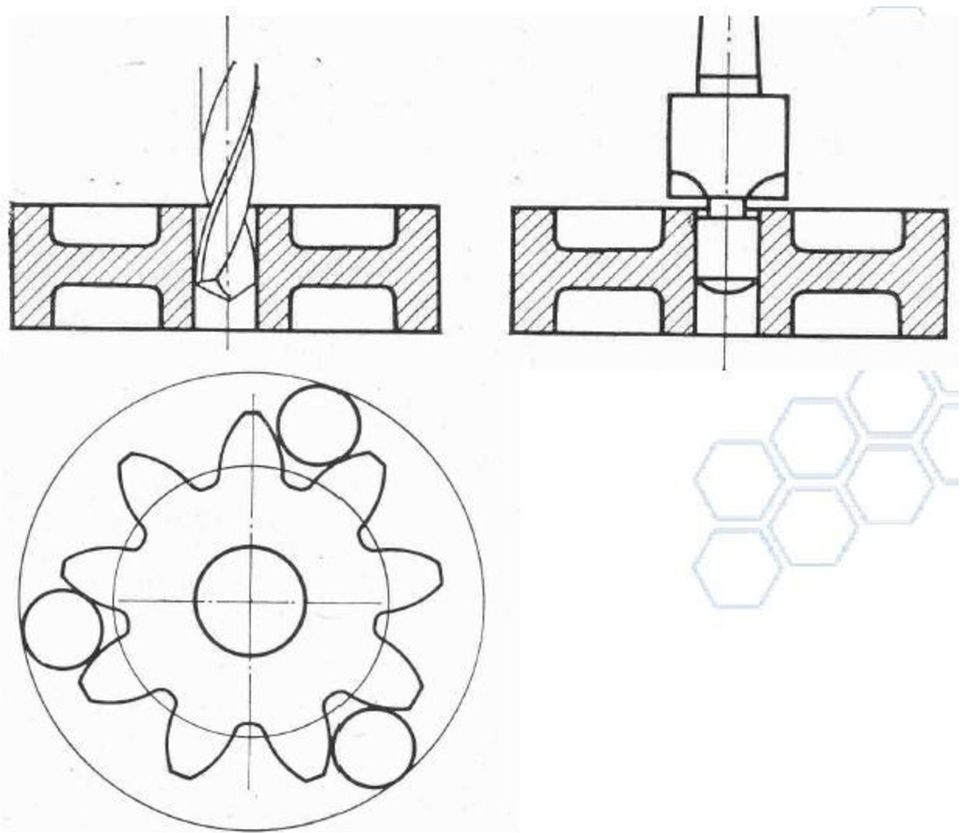
15 Profilozás ujjmaróval Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.

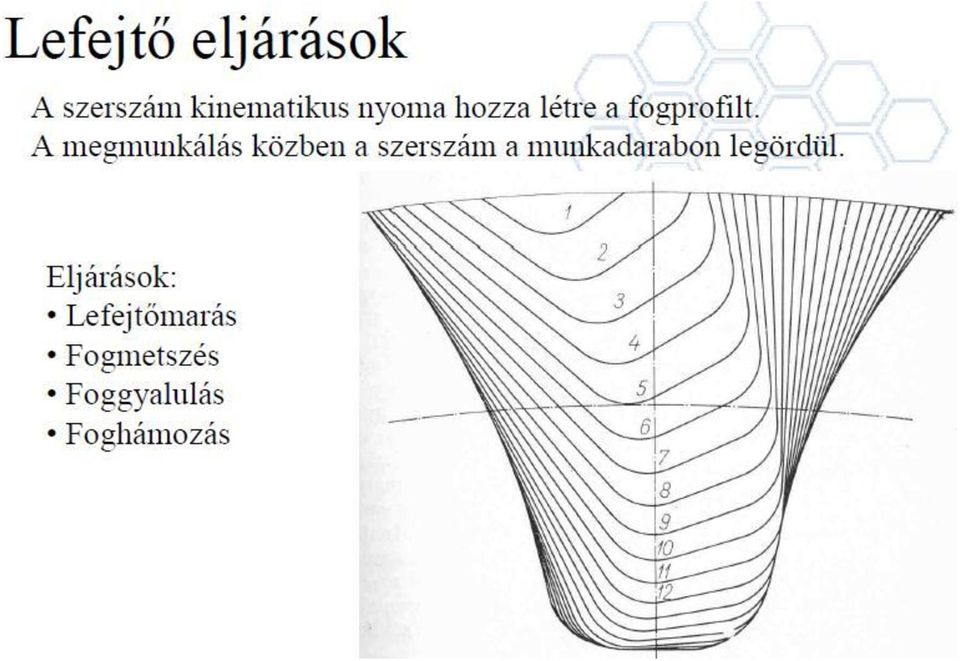
16 Lefejtő eljárás A homlokfogaskerekek gyártására alkalmas lefejtő eljárások közös jellemzője, hogy a fogprofilt egy vele kapcsolódó, szerszámként kialakított gépelem (fogasléc, fogaskerék) segítségével hozza létre. A szerszámon a szokásos módon élek, homlok és hátfelületek vannak kialakítva. A fogprofil ún. burkolóvágással jön létre úgy, hogy a szerszám alternálva vagy forogva, vc forgácsolósebességgel, véséssel, marással vagy köszörüléssel választja le a fogácsot, miközben a munkadarab és a szerszám legördül egymáson (1. ábra). Előnye ennek az eljárásnak a profilozó fogazáshoz képest az, hogy csak modulonként van szükség új szerszámra. Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
. Előnye ennek az eljárásnak a profilozó fogazáshoz képest az, hogy csak modulonként van szükség új szerszámra. Dr.")
17
18

19 Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.

20 Maag fogazás A munkadarabot hengeres expanziós tüskére fogják fel és az alsó homloklapon ütköztetik. A szerszám fogasléc profilú fésűskés, ami a megmunkálás során átlagsebességű véső-alternáló mozgást végez, és a munkadarab nw fordulatszámmal és vf előtolósebességgel legördül a szerszámon. A pontosság növelése érdekében a szerszámból általában három (nagyoló, elősimító, simító) fokozatot használnak, melyek a fogszélességben térnek el egymástól. Gyakran előfordul, hogy a fogasléc hossza nem elegendő a teljes fogazat kialakításához, ilyenkor a lefejtés fogcsoportonként történik, osztással. Az eljárással külső, egyenes és ferde fogazatú, valamint nyitott nyílfogazatú homlokkerekek gyárthatók. Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.


21 Lefejtés fésűskéssel Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
22
23 Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
24 Fellows A metszőkerekes, vagy Fellows-féle lefejtő fogazáskor a szerszámmá alakított fogaskereket járatunk össze a megmunkálandó fogaskerékkel. A munkadarabot - hasonlóan a Maagfogazáshoz - hengeres expanziós tüskére fogják fel és az alsó homloklapon ütköztetik A szerszám a megmunkálás során átlagsebességű véső-alternáló mozgást végez, és a munkadarab nw, a szerszám ns fordulatszámmal forog. Ezzel az eljárással egyenes és ferde, külső és belső fogazatú hengeres fogaskerekek készíthetők, folyamatos lefejtéssel, de alkalmas nyitott nyílfogazat előállítására is. Ferde fogazatnál a szerszám is ferde fogazatú, és megmunkáláskor a munkadarab pótlólagos forgást kap, Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
25
26
27
28 Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
29
30 Lefejtő marás Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, Az eljárással egyenes és ferde külső fogazatú hengeres fogaskerekek készíthetők, folyamatos lefejtéssel. A szerszám zfh számú forgácshoronnyal ellátott menetes lefejtő, vagy más néven csigamaró, melynek normálmetszeti profilja egyenesekkel határolt, fogasléc profil. Anyaga legtöbbször bevonatos vagy bevonat nélküli gyorsacél, de nagyobb modulokhoz készülnek keményfém lapkás, szerelt kivitelű szerszámok is. A szerszám bedöntése a fogiránynak is függvénye.
31 Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, Lefejtő marás
32
33
34 Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
35
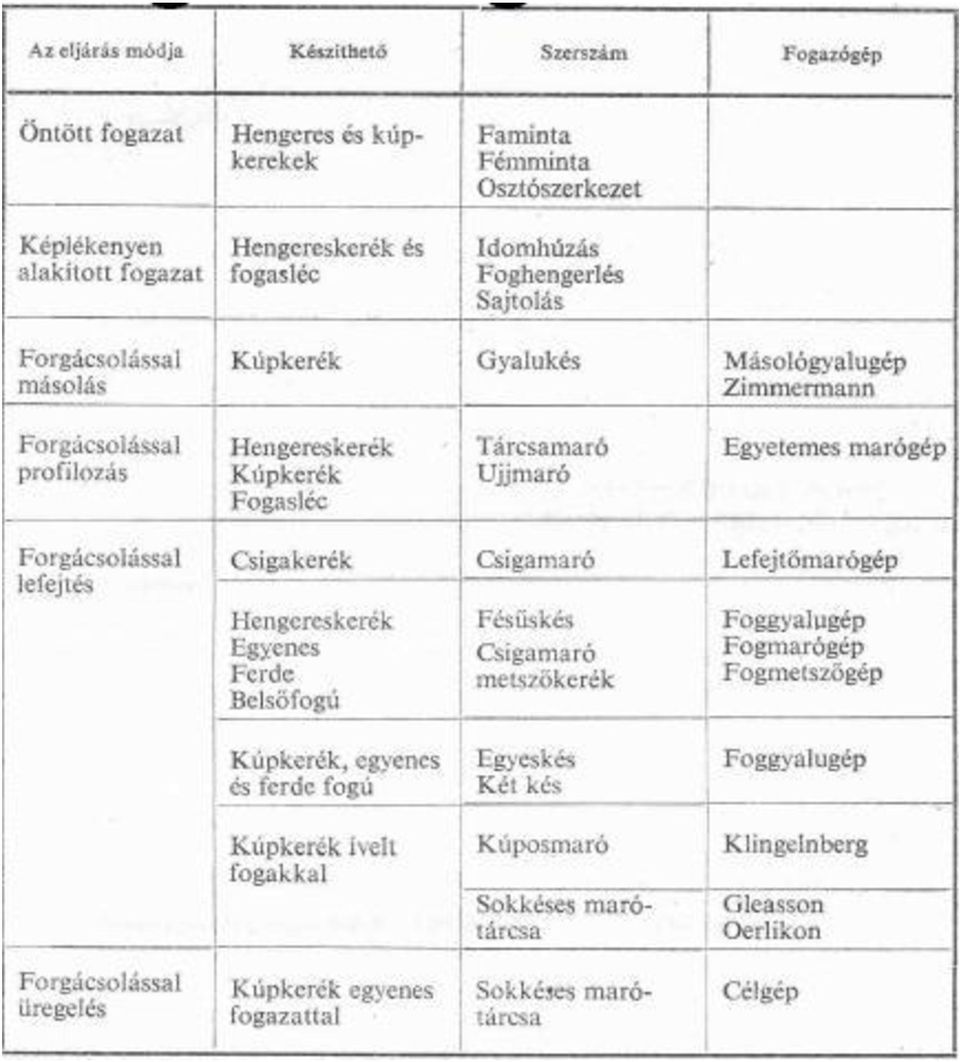
36 KÚPKEREKEK GYÁRTÁSA
37
38 Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
39 Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
40 Egyenes fogú kúpkerekek gyártása
41
42
43
44
45
46 A forgácsleválasztást vc sebességgel két, fáziseltolással mozgó, egyenes alkotójú gyalukés végzi (1.a ábra). A kúpkerék fogárka a csúcs felé haladva folyamatosán szűkül, így célszerű, hogy a két szerszám a két szomszédos fogárokban dolgozzon. A késeket késtartó szánba fogják, melyek a szerszámgépen kialakított bölcsőn mozognak. Az nb fordulatú bölcső a gyalukésekkel együtt a síkkerék egy fogát testesíti meg, melyen a fogaskerék nw fordulattal, foganként gördül le. A lefejtés az ábrán bejelölt 1-es pontban kezdődik és a 2-es pontban fejeződik be (1.b ábra). Osztás után a szerszám a következő fogra áll. Kúpkerék lefejtő fogazásakor a síkkerék a hengeres kerekek lefejtő fogazásánál használt fogasléc szerepét tölti be, ami egy olyan kúpkerék, melynek kúpszöge α = 180, és fogait síkfelületek alkotják.
47 Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
48 Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
49
50 Ívelt fogú kerekek gyártása Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
51
52
53
54
55
56
57
58
59 Csigakerék gyártása Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
60 Fogaskerekek köszörülése
61 Lefejtő fogköszörülés A lefejtő fogköszörülés előnye a profilozó eljárásokhoz képest az egyszerűbb szerszám, melynek profilja független a fogazandó kerék fogszámától, csak modulonként változik. Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
62 Ez - hasonlóan a fésűskéses lefejtő fogvéséshez - az evolvens fogprofilt a fogasléc profilja mentén alakítja ki. A fogaskereket a gördülőtesttel közös tengelyre fogják fel. A henger alakú gördülőtest átmérője megegyezik az fogprofilt lefejtő gördülőkör átmérőjével (dg), és rá egy acélszalag feszül. A fogasléc egy fogát a két tányérkorong homlokfelülete testesíti meg, amihez érintkezve a fogárok jobb és bal profilja az acélszalag kétirányú mozgatásával (vf), ennek következtében a fogaskerék nw fordulatú begördülésével, elkészül. A korongok ns fordulatszámmal forognak és a fogirányban a munkadarab vl alternáló mozgást végez. A lefejtés foganként megy végbe. Az egyik fog elkészülte után a berendezés automatikusan oszt, és rááll a következő fogárokra. A korongok fogárok irányba való elfordításával és a munkadarab pótlólagos forgatásával lehetőség van ferde fogazat köszörülésére is. Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
63 Niles féle lefejtő fogköszörű A fogaskereket függőleges tengelyű, nw fordulatszámú körasztalra fogják, ami egy vf irányba elmozdulni képes szánon helyezkedik el. A lefejtés e két összehangolt mozgásból adódik. A korong ns fordulatszámmal forog és a fogárok irányába vl alternáló mozgást végez, minek következtében egyenes és ferde fogazat készítésére is lehetőség van. A megmunkálás osztással, fogankénti és ezen belül fogoldalankénti lefejtéssel történik. A korong félkúpszöge a fogazás α kapcsolószögének kiegészítő szöge, alkotója fogaslécprofilnak megfelelő egyenes. Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.

64 Reishauer féle fogköszörülés A Reishauer-féle folyamatos fogköszörülés szerszáma a csigamaróhoz hasonló csigakorong, melyen az élek a köszörűszemcsék élei. A normálmetszeti profil e szerszámnál is fogasléc profil. A korongot a - a Pfautereljáráshoz hasonlóan - a fog ferdeségének megfelelően kell bedönteni, és a szerszám a fogirányba vf előtolósebességgel mozgatni. Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
65 Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
66 Köszönöm a figyelmet ZH: Jövő hét hétfő, 13:00 E terem
Fogaskerék megmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
2011. tavaszi félév. Fogaskerékgyártás. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal
 7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
2010.08.29. 05 - Hengeres fogaskerekek gyártása. Hengeres Kúp Csiga. Egyenes Ferde Ívelt. Modul: m=d/z. A modul szabványos!!!
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
Kúpfogaskerék lefejtése léc-típusú szerszámmal
 Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék Kúpfogaskerék lefejtése léc-típusú szerszámmal Sipos Bence, Sapientia EMTE, Marosvásárhely Műszaki
Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék Kúpfogaskerék lefejtése léc-típusú szerszámmal Sipos Bence, Sapientia EMTE, Marosvásárhely Műszaki
II./2. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK
 II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is!
 1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is! Példák: Auto alváz Nyáklapok elemei Ablak műanyagkerete aknafedél Kuplung tárcsa Kólás doboz Csapágyház
1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is! Példák: Auto alváz Nyáklapok elemei Ablak műanyagkerete aknafedél Kuplung tárcsa Kólás doboz Csapágyház
Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk
 Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI
 15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata.
15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata.
Fogaskerékmérés. Fogaskerék típusai. Fogaskerék felépítése. Követelmények. Tóth Georgina Nóra toth.georgina@
 Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
01.1.- 02.1 03.1.- 04.1.- 05.1.- 06.1-
 01.1.- Ismertesse és rendszerezze az esztergálás szerszámait formájuk, anyagaik, szerkezetük szerint! 01.2.- Mutassa be a folyadéksugaras csiszolás, a leppelés, a dörzsköszörülés, a tükörsimitás anyagleválasztásának
01.1.- Ismertesse és rendszerezze az esztergálás szerszámait formájuk, anyagaik, szerkezetük szerint! 01.2.- Mutassa be a folyadéksugaras csiszolás, a leppelés, a dörzsköszörülés, a tükörsimitás anyagleválasztásának
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
FOGASKERÉKGYÁRTÁS FOGASKEREKEK FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
MUNKAANYAG. Hervay Péter. Gyalugép, gyalulás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II.
 Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
MUNKAANYAG. Földi László. Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel. A követelménymodul megnevezése:
 Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal
 8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP
 HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP HYD- DM130 Eredeti használati útmutató Hálózati feszültség Hálózati frekvencia Motor teljesítmény A főorsó 12 mm A főorsó sebességeinek száma A főorsó üresjárati sebessége
HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP HYD- DM130 Eredeti használati útmutató Hálózati feszültség Hálózati frekvencia Motor teljesítmény A főorsó 12 mm A főorsó sebességeinek száma A főorsó üresjárati sebessége
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
Elektrokémiai fémleválasztás. Az elektrokémiai fémleválasztás speciális fogalmai és laboratóriumi kísérleti módszerei Galvántechnikai alapok
 Elektrokémiai fémleválasztás Az elektrokémiai fémleválasztás speciális fogalmai és laboratóriumi kísérleti módszerei Galvántechnikai alapok Péter László Elektrokémiai fémleválasztás Fémleválasztás speciális
Elektrokémiai fémleválasztás Az elektrokémiai fémleválasztás speciális fogalmai és laboratóriumi kísérleti módszerei Galvántechnikai alapok Péter László Elektrokémiai fémleválasztás Fémleválasztás speciális
Finommechanikai szerkezetek Dr. Halmai, Attila
 Finommechanikai szerkezetek Dr. Halmai, Attila Finommechanikai szerkezetek írta Dr. Halmai, Attila Publication date 2012 Szerzői jog 2012 Dr. Halmai Attila Kézirat lezárva: 2012. január 31. Készült a TAMOP-4.1.2.A/2-10/1
Finommechanikai szerkezetek Dr. Halmai, Attila Finommechanikai szerkezetek írta Dr. Halmai, Attila Publication date 2012 Szerzői jog 2012 Dr. Halmai Attila Kézirat lezárva: 2012. január 31. Készült a TAMOP-4.1.2.A/2-10/1
Szerszámgépek. 1999/2000 II. félév Dr. Lipóth András által leadott anyagrész vázlata
 Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
Fogaskerék megmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Horváth
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Horváth
Palotainé Békési Katalin. Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és
 Palotainé Békési Katalin Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és villamos (korlátozottan) területen. A követelménymodul megnevezése: Gépelemek szerelése
Palotainé Békési Katalin Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és villamos (korlátozottan) területen. A követelménymodul megnevezése: Gépelemek szerelése
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
(11) Lajstromszám: E 007 263 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 007 263 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000007263T2! (19) HU (11) Lajstromszám: E 007 263 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 830025 (22) A bejelentés napja:
!HU000007263T2! (19) HU (11) Lajstromszám: E 007 263 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 830025 (22) A bejelentés napja:
MUNKAANYAG. Palotai Zoltán. Kézi reszelés. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Palotai Zoltán Kézi reszelés A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30
Palotai Zoltán Kézi reszelés A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
1. KÜLÖNLEGES MECHANIKUS HAJTÓMŰVEK, HULLÁMHAJTÓMŰVEK, CIKLOHAJTÓMŰVEK... 8
 Tartalomjegyzék 1. KÜLÖNLEGES MECHANIKUS HAJTÓMŰVEK, HULLÁMHAJTÓMŰVEK, CIKLOHAJTÓMŰVEK... 8 1.1. Hullámhajtóművek... 8 1.. Ciklohajtóművek... 11 1.3. Elliptikus fogaskerekes hajtások... 13 1.4. Felhasznált
Tartalomjegyzék 1. KÜLÖNLEGES MECHANIKUS HAJTÓMŰVEK, HULLÁMHAJTÓMŰVEK, CIKLOHAJTÓMŰVEK... 8 1.1. Hullámhajtóművek... 8 1.. Ciklohajtóművek... 11 1.3. Elliptikus fogaskerekes hajtások... 13 1.4. Felhasznált
Hajtások 2 2014.11.08.
 Hajtások 2 2014.11.08. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
Hajtások 2 2014.11.08. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
Mechanikai megmunkálás Ipari termék- és formatervezıknek
 Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
KULCS_TECHNOLÓGIA_GÉPJÁRMŰSZERELŐ_2016
 KULCS_TECHNOLÓGIA_GÉPJÁRMŰSZERELŐ_2016 1. A gyújtás alapján a motorokat felosztjuk: 2 a) benzinmotorokra (Otto) b) dízel motorokra (Diesel) 2. A többhengeres motorokat a hengerek helyzetétől függően felosztjuk:
KULCS_TECHNOLÓGIA_GÉPJÁRMŰSZERELŐ_2016 1. A gyújtás alapján a motorokat felosztjuk: 2 a) benzinmotorokra (Otto) b) dízel motorokra (Diesel) 2. A többhengeres motorokat a hengerek helyzetétől függően felosztjuk:
(11) Lajstromszám: E 007 022 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 007 022 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000007022T2! (19) HU (11) Lajstromszám: E 007 022 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 733575 (22) A bejelentés napja:
!HU000007022T2! (19) HU (11) Lajstromszám: E 007 022 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 733575 (22) A bejelentés napja:
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016.
 KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA
 5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
b) Adjunk meg 1-1 olyan ellenálláspárt, amely párhuzamos ill. soros kapcsolásnál minden szempontból helyettesíti az eredeti kapcsolást!
 Adjunk meg 1-1 olyan ellenálláspárt, amely párhuzamos ill. soros kapcsolásnál minden szempontból helyettesíti az eredeti kapcsolást!") 2006/I/I.1. * Ideális gázzal 31,4 J hőt közlünk. A gáz állandó, 1,4 10 4 Pa nyomáson tágul 0,3 liter térfogatról 0,8 liter térfogatúra. a) Mennyi munkát végzett a gáz? b) Mekkora a gáz belső energiájának
2006/I/I.1. * Ideális gázzal 31,4 J hőt közlünk. A gáz állandó, 1,4 10 4 Pa nyomáson tágul 0,3 liter térfogatról 0,8 liter térfogatúra. a) Mennyi munkát végzett a gáz? b) Mekkora a gáz belső energiájának
EÖTVÖS LABOR EÖTVÖS JÓZSEF GIMNÁZIUM TATA FELADATLAPOK FIZIKA. 11. évfolyam. Gálik András. A Tatai Eötvös József Gimnázium Öveges Programja
 FELADATLAPOK FIZIKA 11. évfolyam Gálik András ajánlott korosztály: 11. évfolyam 1. REZGÉSIDŐ MÉRÉSE fizika-11-01 1/3! BALESETVÉDELEM, BETARTANDÓ SZABÁLYOK, AJÁNLÁSOK A mérés során használt eszközökkel
FELADATLAPOK FIZIKA 11. évfolyam Gálik András ajánlott korosztály: 11. évfolyam 1. REZGÉSIDŐ MÉRÉSE fizika-11-01 1/3! BALESETVÉDELEM, BETARTANDÓ SZABÁLYOK, AJÁNLÁSOK A mérés során használt eszközökkel
CDC 2000 Vezérlő 3. Záróegység beállítás Asian Plastic
 3.1 Szerszám zárás és nyitás beállítása Menü 03 A Funkciógombok első nagy csoportja a szerszám- és záróegység beállításokkal foglalkozik. Mozgassa a kurzort a kívánt mezőre, adja meg a kívánt értéket,
3.1 Szerszám zárás és nyitás beállítása Menü 03 A Funkciógombok első nagy csoportja a szerszám- és záróegység beállításokkal foglalkozik. Mozgassa a kurzort a kívánt mezőre, adja meg a kívánt értéket,
KÖZLEKEDÉSI ALAPISMERETEK (KÖZLEKEDÉSTECHNIKA)
") ÉRETTSÉGI VIZSGA 2014. május 20. KÖZLEKEDÉSI ALAPISMERETEK (KÖZLEKEDÉSTECHNIKA) EMELT SZINTŰ ÍRÁSBELI VIZSGA 2014. május 20. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati
ÉRETTSÉGI VIZSGA 2014. május 20. KÖZLEKEDÉSI ALAPISMERETEK (KÖZLEKEDÉSTECHNIKA) EMELT SZINTŰ ÍRÁSBELI VIZSGA 2014. május 20. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati
Mechanikai Megmunkálás
 Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
GÉPSZERKEZETTAN - TERVEZÉS. Kúpkerekek tervezése
 GÉPSZERKEZETTAN - TERVEZÉS Kúpkerekek tervezése 1 Egyenes fogú Ferde fogú Ívelt fogú Zerol fogazat Kúpkerekek típusai egyenes ferde ívelt zerol Gépszerkezettan - tervezés Kúpkerekek 2 Egyenes fogú kúpkerékpár
GÉPSZERKEZETTAN - TERVEZÉS Kúpkerekek tervezése 1 Egyenes fogú Ferde fogú Ívelt fogú Zerol fogazat Kúpkerekek típusai egyenes ferde ívelt zerol Gépszerkezettan - tervezés Kúpkerekek 2 Egyenes fogú kúpkerékpár
Alak- és helyzettűrések
 1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
MUNKAANYAG. Gombos József. Marógépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Gombos József Marógépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-30
Gombos József Marógépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-30
3.2 Fröccsöntő szerszámok
 3.2 Fröccsöntő szerszámok 1 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7
3.2 Fröccsöntő szerszámok 1 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7
MUNKAANYAG. Szám János. Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen. A követelménymodul megnevezése:
 Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
FAIPARI ALAPISMERETEK
 Faipari alapismeretek középszint 1221 ÉRETTSÉGI VIZSGA 2014. október 13. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
Faipari alapismeretek középszint 1221 ÉRETTSÉGI VIZSGA 2014. október 13. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
BURKOLATSZÉLEK VONALVEZETÉSE
 BURKOLATSZÉLEK VONALVEZETÉSE A túlemelések és a kis sugarú ívekben szükséges pályaszélesítések kifuttatása Az út távlati képének formálása A forgalombiztonság fokozása megkívánja a burkolatszélek vonalvezetésének
BURKOLATSZÉLEK VONALVEZETÉSE A túlemelések és a kis sugarú ívekben szükséges pályaszélesítések kifuttatása Az út távlati képének formálása A forgalombiztonság fokozása megkívánja a burkolatszélek vonalvezetésének
1) Ismertesse az egyélű szerszám alakját!
 Ismertesse az egyélű szerszám alakját!") 1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
Gépek biztonsági berendezéseinek csoportosítása, a kialakítás szabályai. A védőburkolatok fajtái, biztonságtechnikai követelményei.
 A munkaeszköz és a gép (mint technikai rendszer) definíciója, osztályozása az átalakítás jellege és az átalakítandó közeg szerint. A gép fogalma és jellegzetes veszélyforrásainak csoportosítása. A gép,
A munkaeszköz és a gép (mint technikai rendszer) definíciója, osztályozása az átalakítás jellege és az átalakítandó közeg szerint. A gép fogalma és jellegzetes veszélyforrásainak csoportosítása. A gép,
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
Versenyző kódja: 43 15/2008. (VIII. 13.) SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA
 SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA") 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
Segédlet Egyfokozatú fogaskerék-áthajtómű méretezéséhez
 Pécsi Tudományegyetem Pollack Mihály Műszaki Kar Gépszerkezettan tanszék Segédlet Egyfokozatú fogaskerék-áthajtómű méretezéséhez Összeállította: Dr. Stampfer Mihály Pécs, 0. . A fogaskerekek előtervezése.
Pécsi Tudományegyetem Pollack Mihály Műszaki Kar Gépszerkezettan tanszék Segédlet Egyfokozatú fogaskerék-áthajtómű méretezéséhez Összeállította: Dr. Stampfer Mihály Pécs, 0. . A fogaskerekek előtervezése.
POWX1340 HU 1 ALKALMAZÁS... 3 2 LEÍRÁS (A. ÁBRA)... 3 3 CSOMAGOLÁS TARTALMA... 3 4 JELZÉSEK... 4 5 ÁLTALÁNOS BIZTONSÁGI SZABÁLYOK...
... 3 3 CSOMAGOLÁS TARTALMA... 3 4 JELZÉSEK... 4 5 ÁLTALÁNOS BIZTONSÁGI SZABÁLYOK...") 1 ALKALMAZÁS... 3 2 LEÍRÁS (A. ÁBRA)... 3 3 CSOMAGOLÁS TARTALMA... 3 4 JELZÉSEK... 4 5 ÁLTALÁNOS BIZTONSÁGI SZABÁLYOK... 4 5.1 Munkakörnyezet... 4 5.2 Elektromos biztonság... 4 5.3 Személyi biztonság...
1 ALKALMAZÁS... 3 2 LEÍRÁS (A. ÁBRA)... 3 3 CSOMAGOLÁS TARTALMA... 3 4 JELZÉSEK... 4 5 ÁLTALÁNOS BIZTONSÁGI SZABÁLYOK... 4 5.1 Munkakörnyezet... 4 5.2 Elektromos biztonság... 4 5.3 Személyi biztonság...
MUNKAANYAG. Fekete Éva. Marási műveletek végzése fogazó. marógéppel, másoló marógéppel, láncmarógéppel, és pánthely maró géppel
 Fekete Éva Marási műveletek végzése fogazó marógéppel, másoló marógéppel, láncmarógéppel, és pánthely maró géppel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Fekete Éva Marási műveletek végzése fogazó marógéppel, másoló marógéppel, láncmarógéppel, és pánthely maró géppel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
MUNKAANYAG. Macher Zoltán. Járművek villamossági berendezéseinek, diagnosztikája és javítása I. A követelménymodul megnevezése: Gépjárműjavítás I.
 Macher Zoltán Járművek villamossági berendezéseinek, diagnosztikája és javítása I. A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06 A tartalomelem azonosító száma és
Macher Zoltán Járművek villamossági berendezéseinek, diagnosztikája és javítása I. A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06 A tartalomelem azonosító száma és
Csiszolás keskenyszalagú csiszológéppel, profilozott felületek csiszolása, élek. letörése, sarkok csiszolása
 Pelyhes Gábor Csiszolás keskenyszalagú csiszológéppel, profilozott felületek csiszolása, élek letörése, sarkok csiszolása A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Pelyhes Gábor Csiszolás keskenyszalagú csiszológéppel, profilozott felületek csiszolása, élek letörése, sarkok csiszolása A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12
 PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
ORSZÁGOS TŰZVÉDELMI SZABÁLYZAT
 2012.11.13-tól hatályos szöveg! 28/2011. (IX. 6.) BM rendelet ORSZÁGOS TŰZVÉDELMI SZABÁLYZAT Hatályos: 2011. október 06 - T A R T A L O M J E G Y Z É K ÉRTELMEZŐ RENDELKEZÉSEK... 11 1. Éghető folyadékok
2012.11.13-tól hatályos szöveg! 28/2011. (IX. 6.) BM rendelet ORSZÁGOS TŰZVÉDELMI SZABÁLYZAT Hatályos: 2011. október 06 - T A R T A L O M J E G Y Z É K ÉRTELMEZŐ RENDELKEZÉSEK... 11 1. Éghető folyadékok
10. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal. 10.11 Hámozó lefejtő marás (pontossági ifogmarás)
") 0 Fogazatok efejező megmunkálása határozott élgeometriájú szerszámokkal 0 Hámozó lefejtő marás (pontossági ifogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
0 Fogazatok efejező megmunkálása határozott élgeometriájú szerszámokkal 0 Hámozó lefejtő marás (pontossági ifogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
ÁLLATTARTÁS MŰSZAKI ISMERETEI. Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010
 ÁLLATTARTÁS MŰSZAKI ISMERETEI Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Takarmányok erjesztéses tartósításának műszaki kérdései 1. Szálastakarmányok aprításának gépei és
ÁLLATTARTÁS MŰSZAKI ISMERETEI Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Takarmányok erjesztéses tartósításának műszaki kérdései 1. Szálastakarmányok aprításának gépei és
KULTIVÁTOR. WingMaster. 2012-től Eredeti kézikönyv, 2012.01. hó
 ÜZEMELTETÉSI ÉS KARBANTARTÁSI KÉZIKÖNYV KULTIVÁTOR WingMaster 2012-től Eredeti kézikönyv, 2012.01. hó Tartalomjegyzék 1. ELŐSZÓ... 1 1.1. A gép rendeltetésszerű használata... 1 1.2. Műszaki adatok...
ÜZEMELTETÉSI ÉS KARBANTARTÁSI KÉZIKÖNYV KULTIVÁTOR WingMaster 2012-től Eredeti kézikönyv, 2012.01. hó Tartalomjegyzék 1. ELŐSZÓ... 1 1.1. A gép rendeltetésszerű használata... 1 1.2. Műszaki adatok...
A TÚLTERHELÉS SZERINTI KIS STABILITÁSSAL RENDELKEZŐ MEREVSZÁRNYÚ REPÜLŐGÉPEK NÉHÁNY JELLEMZŐ TULAJDONSÁGA
 - 1 - Békési László mk. ezredes Főiskola parancsnok I. helyettes A TÚLTERHELÉS SZERINTI KIS STABILITÁSSAL RENDELKEZŐ MEREVSZÁRNYÚ REPÜLŐGÉPEK NÉHÁNY JELLEMZŐ TULAJDONSÁGA Bevezetés A repülőgép tervezőket
- 1 - Békési László mk. ezredes Főiskola parancsnok I. helyettes A TÚLTERHELÉS SZERINTI KIS STABILITÁSSAL RENDELKEZŐ MEREVSZÁRNYÚ REPÜLŐGÉPEK NÉHÁNY JELLEMZŐ TULAJDONSÁGA Bevezetés A repülőgép tervezőket
A BMW VALVETRONIC szerelése
 A BMW VALVETRONIC szerelése 1. rész Az első generációs VALVETRONIC motorok megjelenése óta elég hosszú idő eltelt ahhoz, hogy az ilyen motorral szerelt autók már a független javítókhoz is elkerüljenek.
A BMW VALVETRONIC szerelése 1. rész Az első generációs VALVETRONIC motorok megjelenése óta elég hosszú idő eltelt ahhoz, hogy az ilyen motorral szerelt autók már a független javítókhoz is elkerüljenek.
Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel
 Pagonyné Mezősi Marietta Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma:
Pagonyné Mezősi Marietta Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma:
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
TÖRÖK KFT. 2851 Környe, Alkotmány út 3. Ékszíjak
 Ékszíjak Ékszíjakról A szíjhajtás forgó tengelyek közötti energiaátvitel egy módja. A tengelyekre egy-egy megfelelően kialakított tárcsát erősítenek, a szíjtárcsákon végtelenített hajlékony szíjat vetnek
Ékszíjak Ékszíjakról A szíjhajtás forgó tengelyek közötti energiaátvitel egy módja. A tengelyekre egy-egy megfelelően kialakított tárcsát erősítenek, a szíjtárcsákon végtelenített hajlékony szíjat vetnek
MUNKAANYAG. Tóth György. Gyalugépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
MOOVY Tolókapu automatizálás
 M G Y R I T L I N O MOOVY Tolókapu automatizálás MOOVY UTOMTIONS FOR SLIDING GTES USE ND MINTENNCE MNUL MŰSZKI JELLEMZŐK Tápfeszültség Teljesítmény Motor áramfelvétele () Kapacitás (uf) Védelem szintje
M G Y R I T L I N O MOOVY Tolókapu automatizálás MOOVY UTOMTIONS FOR SLIDING GTES USE ND MINTENNCE MNUL MŰSZKI JELLEMZŐK Tápfeszültség Teljesítmény Motor áramfelvétele () Kapacitás (uf) Védelem szintje
MUNKAANYAG. Szabó László. Oldható kötések alkalmazása, szerszámai, technológiája. A követelménymodul megnevezése: Épületgépészeti alapfeladatok
 Szabó László Oldható kötések alkalmazása, szerszámai, technológiája A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és célcsoportja:
Szabó László Oldható kötések alkalmazása, szerszámai, technológiája A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és célcsoportja:
ÁBRÁZOLÓ GEOMETRIA. Csavarvonal, csavarfelületek. Összeállította: Dr. Geiger János. Gépészmérnöki és Informatikai Kar MISKOLCI EGYETEM
 ÁBRÁZOLÓ GEOMETRIA Csavarvonal, csavarfelületek Összeállította: Dr. Geiger János Gépészmérnöki és Informatikai Kar MISKOLCI EGYETEM 2014 TARTALOM 1. A munkafüzet célja, területei, elsajátítható kompetenciák...
ÁBRÁZOLÓ GEOMETRIA Csavarvonal, csavarfelületek Összeállította: Dr. Geiger János Gépészmérnöki és Informatikai Kar MISKOLCI EGYETEM 2014 TARTALOM 1. A munkafüzet célja, területei, elsajátítható kompetenciák...
Méréstechnika 5. Galla Jánosné 2014
 Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
MÉRETELLENŐRZŐ- ESZKÖZÖK
 04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
2.1. A fogaskerekek csoportosítása, a fogaskerékhajtások alapfogalmai, az evolvens foggörbe tulajdonságai.
 2.1. A fogaskerekek csoportosítása, a fogaskerékhajtások alapfogalmai, az evolvens foggörbe tulajdonságai. Tevékenység: Olvassa el a jegyzet 45-60 oldalain található tananyagát! Tanulmányozza át a segédlet
2.1. A fogaskerekek csoportosítása, a fogaskerékhajtások alapfogalmai, az evolvens foggörbe tulajdonságai. Tevékenység: Olvassa el a jegyzet 45-60 oldalain található tananyagát! Tanulmányozza át a segédlet
(11) Lajstromszám: E 004 661 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 004 661 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000004661T2! (19) HU (11) Lajstromszám: E 004 661 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778425 (22) A bejelentés napja:
!HU000004661T2! (19) HU (11) Lajstromszám: E 004 661 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778425 (22) A bejelentés napja:
Powermat 600 Compact Handwerk - Kiváló ár-érték arány
 Powermat 600 Compact Handwerk - Kiváló ár-érték arány P 600 Compact Handwerk Powermat 600 Compact Handwerk - Munkamagasság: 120 mm - Munkaszélesség: 230 mm - Frekvenciaszabályzott előtolás 3 KW (5-30 m/perc)
Powermat 600 Compact Handwerk - Kiváló ár-érték arány P 600 Compact Handwerk Powermat 600 Compact Handwerk - Munkamagasság: 120 mm - Munkaszélesség: 230 mm - Frekvenciaszabályzott előtolás 3 KW (5-30 m/perc)
www.hauseurope.com DEKANTERCENTRIFUGA
 www.hauseurope.com DEKANTERCENTRIFUGA CENTRIFUGE.TECHNOLOGIES TÖBB, MINT GÉP: DEKANTER A dekantercentrifuga egy nagy sebességgel forgó dobból, egy vele azonos tengely körül, de kissé eltérő fordulatszámmal
www.hauseurope.com DEKANTERCENTRIFUGA CENTRIFUGE.TECHNOLOGIES TÖBB, MINT GÉP: DEKANTER A dekantercentrifuga egy nagy sebességgel forgó dobból, egy vele azonos tengely körül, de kissé eltérő fordulatszámmal
MUNKAANYAG. Vilandné Bertha Mária. Felvételi vázlat készítése. A követelménymodul megnevezése: CAD-ismeretek
 Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
Csapózárak, visszacsapószelepek
 Csapózárak, visszacsapószelepek Csapózár kétszeresen excentrikus csapágyazással Termékleírás EN 593 szerint Nr. 9881 Beépítési méretek EN 558-1 szerint (Series 14) Karimás csatlakozás EN 1092-2 szerint
Csapózárak, visszacsapószelepek Csapózár kétszeresen excentrikus csapágyazással Termékleírás EN 593 szerint Nr. 9881 Beépítési méretek EN 558-1 szerint (Series 14) Karimás csatlakozás EN 1092-2 szerint
Munkavédelmi mérnökasszisztens Galla Jánosné, 2012.
 Munkavédelmi mérnökasszisztens Galla Jánosné, 2012. 1 Hossz- és szögmérés A hosszméréstechnika alaptételei Mérési segédeszközök Egyszerű hosszmérő eszközök Szögmérés 2 Felosztásuk történhet metrológiai
Munkavédelmi mérnökasszisztens Galla Jánosné, 2012. 1 Hossz- és szögmérés A hosszméréstechnika alaptételei Mérési segédeszközök Egyszerű hosszmérő eszközök Szögmérés 2 Felosztásuk történhet metrológiai
MUNKAANYAG. Papné Szabó Ibolya. Tészták készítése egyéb egyéb tésztakészítési eljárásokkal: keverés, gyúrás, felverés. A követelménymodul megnevezése:
 Papné Szabó Ibolya Tészták készítése egyéb egyéb tésztakészítési eljárásokkal: keverés, gyúrás, felverés A követelménymodul megnevezése: Tésztafeldolgozás A követelménymodul száma: 0535-06 A tartalomelem
Papné Szabó Ibolya Tészták készítése egyéb egyéb tésztakészítési eljárásokkal: keverés, gyúrás, felverés A követelménymodul megnevezése: Tésztafeldolgozás A követelménymodul száma: 0535-06 A tartalomelem
Terra Kombi Kombinátor. Gépkönyv
 Terra Kombi Kombinátor Gépkönyv l./ ÁLTALÁNOS ISMERTETÉS 1.1 Munkagépek-felhasználási-területe Tavaszi és őszi vetésű növények magágykészítése Kelőfélben lévő gyomok szántóföldi irtása Mütrágyák, vegyszerek
Terra Kombi Kombinátor Gépkönyv l./ ÁLTALÁNOS ISMERTETÉS 1.1 Munkagépek-felhasználási-területe Tavaszi és őszi vetésű növények magágykészítése Kelőfélben lévő gyomok szántóföldi irtása Mütrágyák, vegyszerek
Gépipari minıségellenırzés
 Budapesti Mőszaki Fıiskola Bánki Donát Gépész és Biztonságtechnikai mérnöki Kar Anyag és Gyártástechnológia Intézet Gépgyártástechnológiai Szakcsoport Galla Jánosné Kis Ferenc Gépipari minıségellenırzés
Budapesti Mőszaki Fıiskola Bánki Donát Gépész és Biztonságtechnikai mérnöki Kar Anyag és Gyártástechnológia Intézet Gépgyártástechnológiai Szakcsoport Galla Jánosné Kis Ferenc Gépipari minıségellenırzés
MUNKAANYAG. Tary Ferenc. 3500 kilogramm alatti öszgördülő súlyú gépjárművek kormányberendezései. A követelménymodul megnevezése: Gépjárműjavítás I.
 Tary Ferenc 3500 kilogramm alatti öszgördülő súlyú gépjárművek kormányberendezései A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06 A tartalomelem azonosító száma és
Tary Ferenc 3500 kilogramm alatti öszgördülő súlyú gépjárművek kormányberendezései A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06 A tartalomelem azonosító száma és
MANFORD MF-B170 MANFORD MF-B180 MANFORD MF-B185 Alaplemezes marógép Gépkönyv
 MANFORD MF-B170 MANFORD MF-B180 MANFORD MF-B185 Alaplemezes marógép Gépkönyv NCT Ipari Elektronikai Kft. 1 / 32 Dátum:2013.06.14. 1. FEJEZET: BIZTONSÁGI UTASÍTÁSOK 1. A szerszámgép kizárólag fém munkadarabok
MANFORD MF-B170 MANFORD MF-B180 MANFORD MF-B185 Alaplemezes marógép Gépkönyv NCT Ipari Elektronikai Kft. 1 / 32 Dátum:2013.06.14. 1. FEJEZET: BIZTONSÁGI UTASÍTÁSOK 1. A szerszámgép kizárólag fém munkadarabok
FAAC / 770 föld alatti nyitó
 1.oldal Tel: (06 1) 3904170, Fax: (06 1) 3904173, E-mail: masco@masco.hu, www.masco.hu 2.oldal FONTOS FIGYELMEZTETÉSEK A TELEPÍTÉSHEZ Általános biztonsági szabályok 1. Figyelem! A FAAC erősen ajánlja az
1.oldal Tel: (06 1) 3904170, Fax: (06 1) 3904173, E-mail: masco@masco.hu, www.masco.hu 2.oldal FONTOS FIGYELMEZTETÉSEK A TELEPÍTÉSHEZ Általános biztonsági szabályok 1. Figyelem! A FAAC erősen ajánlja az
Hegyes fogó vagy lapos fogó. Állítson össze egy tengelyt
 SOCCER ROBOT AREXX - DIE NIEDERLANDE 2006 ÉPÍTÉSI ÚTMUTATÓ: Modell SR-129 Rend. sz.: 19 16 36 - Ne állítsa össze kis gyerekek jelenlétében. A gyerekek a szerszámoktól megsérülhetnek vagy az apró alkatrészeket
SOCCER ROBOT AREXX - DIE NIEDERLANDE 2006 ÉPÍTÉSI ÚTMUTATÓ: Modell SR-129 Rend. sz.: 19 16 36 - Ne állítsa össze kis gyerekek jelenlétében. A gyerekek a szerszámoktól megsérülhetnek vagy az apró alkatrészeket
Vezérműszíj csere 1.4 16V
 Vezérműszíj csere 1.4 16V A Corsa B X14XE DOHC motorja a kód szerint X - két utas katalizátorral szerelt ( 96-tól kezdve jelent meg) 14 1,4literes lökettérfogat X sűrítési arány 10-11,5 E keverékképzésre
Vezérműszíj csere 1.4 16V A Corsa B X14XE DOHC motorja a kód szerint X - két utas katalizátorral szerelt ( 96-tól kezdve jelent meg) 14 1,4literes lökettérfogat X sűrítési arány 10-11,5 E keverékképzésre
L Ph 1. Az Egyenlítő fölötti közelítőleg homogén földi mágneses térben a proton (a mágneses indukció
 A 2008-as bajor fizika érettségi feladatok (Leistungskurs) Munkaidő: 240 perc (A vizsgázónak két, a szakbizottság által kiválasztott feladatsort kell kidolgoznia) L Ph 1 1. Kozmikus részecskék mozgása
A 2008-as bajor fizika érettségi feladatok (Leistungskurs) Munkaidő: 240 perc (A vizsgázónak két, a szakbizottság által kiválasztott feladatsort kell kidolgoznia) L Ph 1 1. Kozmikus részecskék mozgása