15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI
|
|
|
- Karola Léna Kocsis
- 9 évvel ezelőtt
- Látták:
Átírás
1 15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata. A gördülőkúpok (osztókúpok) fél kúpszögei δ 1 és δ 2. A tengelyszög: Σ W = δ 1 + δ 2 Az osztókör átmérők: d 1 =z 1 m d 2 =z 1 m
 fél kúpszögei δ 1 és δ 2.")
2 Az osztókúpszögek: δ 1, δ 2 A kúpkerekek fogszámai: z 1, z 2 Modul: m R e ϑ f1 δ f1 δ 1 δ δ 2 ϑ f2 f2 2 d ábra Kúpkerékpár és a képzelt síkkerék kapcsolata C d 1

3 A legnagyobb párhuzamos (osztó) körök a C pontban érintik egymást. Ezek: d 1 ω = vagy 1 i d 2 = ω ω1 ω 2 2 = d d 2 1 = sinδ 2 sinδ 1 Ha Σ = 90 akkor i = tgδ ω1,ω2 : szögsebességek δl1, δl2 : 2 lábkúpszögek λ1, λ2 : foglábszögek R e : osztókúphossz i: áttétel

4 A klasszikus ábrázolásban a kúpkerék fogazatának valamennyi alkotója a kúp csúcsában fut össze. A párosításnál ez azt jelenti, hogy a fejhézag a kúp csúcsa felé csökken. Emiatt a láb lekerekítési sugarának is csökkenni kellene. Mivel az adott technológia mellett ez nehezen készíthető, ezért a szerszám állandó lekerekítési sugara miatt a kúpkerék fejhézagát is állandó értéken tartjuk, ami ún. süllyesztett fogkúppal érhető el (15.2 ábra).

5 A-A r 1 A b A Ellenkerék tengelye r δ 2 o E ábra Kúpkerék süllyesztett fogkúppal A, A

6 A külső fogcsúcsok letöredezésének elkerülésére készre fogazás, és a fogvastagság ellenőrzése után szokás még lekerekítéseket is alkalmazni, melynek sugara: r = 0,2 0,4 mm. Kúpkerekek kapcsolódása a síkkerék elv A kúpkerekek fogazatainak kialakítása ma már csaknem kizárólag a lefejtő eljárások valamelyike szerint történik. A közvetítő származtató felület az ún. síkkerék. A mozgásleképzés elmondott elvei ezek esetére is maradéktalanul átvihetők.

7 A fogazat származtatása síkkerék (valódi, közelítő) (15.3 ábra) a síkkerék osztósíkja 90 δ 0 = a síkkerék osztósíkja > δ 0 90 ideális képzelt síkkerekek közelítő ábra Síkkerék elv

8 A kapcsolódás alaptörvénye szerint két kúpkerék akkor kapcsolódik helyesen, ha a legördülés folyamán a fogfelületek egymást kölcsönösen burkolják. Homlokkerekek esetében a tétel fennáll akkor, ha a kapcsolódó fogaskerekeket a fogazat alapprofiljához tartozó szerszám-axoid két oldalán legördítjük. Kúpkerekeknél ezt a szerepet síkkerék veszi át. A helyesen kapcsolódó két kúpkerékhez egyetlen közös síkkerék tartozik, amelynek fogfelülete burkolással előállítja a kúpkerekek fogazatát úgy, hogy a síkkerék egyik oldalán az egyik kúpkerék, a másik oldalán a másik kúpkerék gördül le (15.5. ábra).

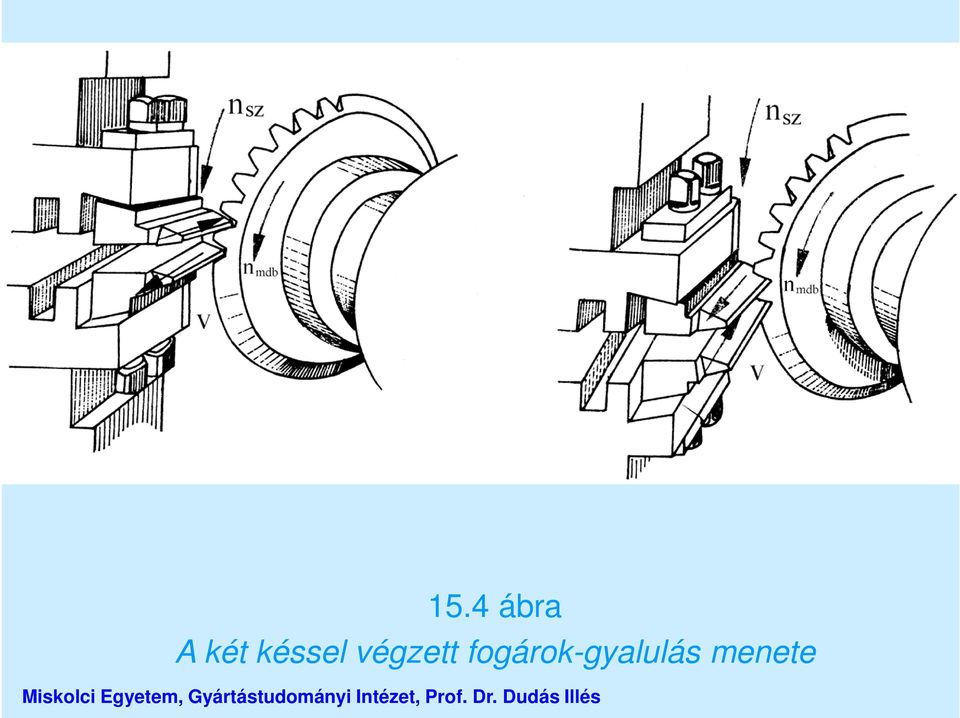
9 15.4 ábra A két késsel végzett fogárok-gyalulás menete
10 A kúpkerék fogazási technológiája sok esetben a kúpkeréknek az ún. származtató síkkeréken való legördítésén alapul. A származtató síkkerék fogfelülete a fogazáselméletben segédfelület szerepét tölti be, amely egyidejűleg kapcsolódásban van a hajtás kúpkerekeinek fogfelületével.

11 Kúpkerékpár ábra Kúpkerékpár metsződő tengelyekkel

12 Az egyenes fogú kúpkerekek fogazására használt korszerű gépeken a származtató síkkerék elvén alapuló fogazási technológiát a fogak állandó lábmagasságának betartásával lehet megvalósítani (15.4. ábra).

13 δ 90 D δ 90 v f v f ϑ f ϑ f ábra Kúpkerekek megmunkálása a) Megmunkálás ideális síkkerék szerint (Reinecher Bilgram elv) b) Megmunkálás a közelítő síkkerék szerint (Heidenreich Harbeck elv)
 Megmunkálás a közelítő síkkerék szerint")
14 A fogak irányától függően megkülönböztetnek egyenesfogú és nem egyenesfogú (ferde v. ívelt) kúpkerekeket. Az osztályozás alapja a származtató síkkerék fogiránya, vagyis a fogak felületének a d-d tengelyre merőleges síkkal való metszésvonalának iránya (15.6. ábra). Kúpkerekek fogazási technológiái Késes Bilgram-Reinecker, Heidenreich-Harbeck, Gleason.
.")
15 Két tárcsás Klingelnberg, Konvoid (Modul). Ívelt kúpkerekek Gleason, Fiat, Klingelnberg, Kurvex.

16 a c b ) ) d ) ) r s ρ ρ ábra Kúpkerekek konstrukciós kialakítása a) Egyenes fogú kúpkerék b) Ferde fogú kúpkerék, a származtató síkkerék fogainak iránya egybeesik a sugarú körhöz tartozó érintő irányával c) Ívelt fogú kúpkerék, a fogirány azonos az r s sugarú körívekkel d) Ívelt fogú kúpkerék, a fogirány azonos a alapkör sugarú körevolvens ívvel
 Ívelt fogú kúpkerék, a fogirány azonos az r s sugarú körívekkel d)")
17 Megmunkáláskor a síkkereket a szerszámnak a kúpkerékhez viszonyított relatív mozgása állítja elő. Az előállítást a két kúpkeréknek megfelelően a síkkerék két oldalán külön - külön kell megvalósítani. Ez ugyanezzel a szerszámmal és beállítással rendszerint nem sikerül, ezért kúpkereket gyártani sokkal nehezebb feladat, mint hengeres kerekeket Egyenes- és ferdefogazatú kúpkerekek gyártása Azt kell megnézni, hogyan áll elő a közös burkoló síkkerék a maga fogfelületével.

18 Mivel a síkkerék előállításához a lefejtő mozgás is hozzátartozik, ezért csupán profilozással egymással helyesen kapcsolódó kúpkerekek nem gyárthatók, legfeljebb közelítő pontossággal. Másik közelítő eljárás kúpkerekek készítéséhez a másoló gyalulás m > 20 mm esetén, ha a kerék mérete meghaladja a lefejtő gép lehetőségeit.

19 Profilozó eljárások Csak kényszermegoldásként, kúpkerék-fogazó gép hiányában alkalmazzuk, vagy megfelelő ráhagyással a fogárkot előnagyolhatjuk a lefejtő szerszám kímélésére Kúpfogazás tárcsamaróval a) Egyetemes marógépen, osztófejben, kis termelékeny- ségű eljárás, de a befogott munkadarabok számának növelésével ez javítható.
 Egyetemes marógépen, osztófejben, kis termelékeny-")
20 b) Az alábbi ábra kúpkerék-előmaró gépet mutat, 2 munkadarabbal. A fogárok végigmarása után a gép automatikusan áll vissza a kezdeti helyzetbe és oszt a következő fogárokhoz (15.8. ábra). A tárcsamarók a fogárkot néhány tized mm-rel mélyebbre marják, hogy lefejtéskor a gyalukések a fogárok fenekét ne érintsék, így pontosabb fogazatot kapunk. (Reinecker, Gleason, Klingelnberg gyárt ilyen gépet).

21 3 db profilmaró 6 db munkadarab ábra Kúpkerék fogazó előmarógép
22 Kúpfogazás üregelő tárcsával Gleason (recacycle) eljárással A nagyméretű tárcsa kerületén először nagyoló, majd elősimító, végül simító kések vannak. A kerület egy részén nincs kés, ha a mdb. ideér, a gép oszt egy foggal. A tárcsa egy fordulatán egy fogárok készül el néhány másodperc alatt. A szerszám megmunkálás közben A-B-C-D vonalon vándorol (15.9. ábra). A munkadarab fel- és lefogása automatikusan történhet. Az üregeléssel készült fogárok profilja az egész fogszélességen változatlan, ezért az így fogazott kúpkerék gördülési viszonyai rosszak. A gyártás a gépkocsik differenciál művébe kerülő bolygókerekek előállítására alkalmas.
23 A alaphelyzet; fokozatosan növekvő kések AB nagyolás; BC elősimítás; CD simítás A B C D az utolsó simító fog osztás helye az első nagyoló fog ábra Kúpfogazás üregelő tárcsával mdb.
24 Lefejtő eljárások Az esetek többségében egyenes- vagy ferde fogazatú kúpkerekeket lefejtő gyalulással állítunk elő. Mivel a fogárok szűkül a kúp csúcsa felé, ezért általában a két fogoldalt külön - külön gyalukéssel fejtjük le, melyek nem mozoghatnak párhuzamos pályán, de létezik egykéses lefejtő eljárás is.
25 Egykéses Reinecker gép Ez Bilgram elven dolgozik, ezért Reinecker-Bilgram - eljárásnak is nevezzük (15.10 ábra: 1-szerszám, 2- kúpkerék). A gép függőleges tengelye a síkkerék középpontján megy keresztül, ez végzi a legördítést egy acélszalaggal (3) vezetett ellipszis alakú szegmens segítségével. A fogazandó kerék tengelye a síkkerékhez képest a félkúpszög hajlásának felel meg.
26 5 3 δ 2 1 λ δ0 -λ ábra Reinecker- Bilgram - eljárás elve 1. szerszám, 2. munkadarab, 3. lefejtő ív és szalag 4. meghajtás amely a legördülést biztosítja, 5. osztószerkezet
27 A gyalulöket irányát a lábkúp-alkotó határozza meg, ezért a gyalulöket nem merőleges a síkkerék tengelyére. Minden fogoldalt külön - külön fejtünk le három darab szerszámmal ( ábra: 1,2 és 3). A lefejtő mozgáshoz a síkkerék és kúpkerék között 1 1 i = sinδ illetve sinδ áttételre van szükség. A 1 2 szerszámmal így előállított síkkereket ideális síkkerék -nek is nevezzük. Egyenes és ferde kúpkereket lehet így készíteni, de elavult, kis termelékenységű, ezért ma már nem gyártják. Ez az egyetlen kúpfogazó gép, amely az ideális síkkerék elvén működik.
28 1 1. nagyoló 2. jobb oldal 3. bal oldal szerszám szerszám szerszám 2 3 v szerszám ϑ f ábra Megmunkálás valódi síkkerék elve szerint
29 A Heidenreich-Harbeck elv A gépek két késsel dolgoznak, amelyek ellenmenetben mozognak. A kések pályája 2σ gyaluló szöget zár be. A gyaluló-szöget a fogvastagságból és a legnagyobb kúpalkotó hosszból (Re) számítjuk. A szerszám mindig a síkkerék tengelyére merőlegesen mozog. Előnyös, hogy nem kell a fogláb-szögnek (υ f ) megfelelően állítani a kést, ezért a szerszám megfogása merevebb. Ez a merevség, valamint a két kés alkalmazása nagyobb termelékenységet biztosít. (15.4., ábra)
30 v f ϑ f ábra A Heidenreich-Harbeck elv, közelítő síkkerék elv
31 Kúpkerekeket lehet gyártani ferde fogazattal is. A viszonyokat a síkkeréken lehet jól szemléltetni. A gyalulás irányát a síkkeréken valamilyen e sugarú körhöz érintőlegesen tűzzük ki. Ezért ezt érintőleges (tangenciális) fogazásnak is nevezik. Gyártása mind Reinecker- Bilgram, mind Heidenreich-Harbeck - gépen megvalósítható. Utóbbinál a szerszámfej függőleges elállításával ( ábra).
32 δ ábra Tangenciális fogazás elvi elrendezése
33 Mivel a kerék autókúpja most nem síkon gördül le, hanem a (90-) szögnek megfelelő kúpon, a kúpkerék és a "síkkerék" között megvalósított áttétel lefejtéskor sin(90 ϑ f ) i = = sinδ cosϑ sin 1 δ 1 f.
34 A szerszámmal így előállított síkkereket, amely a valóságban kúp, közelítő síkkeréknek is nevezik. Hasonló a helyzet a tányérkerekek esetében is. Ha összerajzoljuk a két kúpkereket és az előállító síkkerekeket, akkor a kúpkerék és tányérkerék síkkereke nem esik egybe. Az így lefejtett kúpkerekek elméletileg csak közelítőleg kapcsolódnak helyesen, gyakorlatilag azonban az elkövetett hiba jelentéktelen ( ábra).
35 β b R l R l sin β= R l ábra Ferde kúpfogazat előállítása
36 A szerszámfej emelésével, a bal süllyesztésével a jobb foghajlás állítható elő (15.14., ábra). Balhajlású fogazat Jobbhajlású fogazat Külső kés Belső kés σ f σ f v Belső kés σ f σ f Külső kés a) b) v ábra Ferde fogazat előállítása a) Bal foghajlás; b) Jobb foghajlás
37 A , és ábrák alapján, a szerszámfej elállításához szükséges emelés illetve süllyesztés nagysága: V = R ahol: e sinβe cosσ β e külső fogferdeségi szög R e a síkkerék sugara σ F gyalulószög 0
38 A külső foghajlásszög a gépbeállításhoz ferde fogazatnál: tgβ e = m π R R e e b b A gyalulószög nagysága elemi fogazatnál: 45 m σ F = R e A gyalulószög nagysága kompenzált fogazatnál: σ F1 = σf F + tgα0 σf2 = σ tgα0 ahol: = m R e x
39 Gyalulószög, a kések pályái által bezárt 2 σ értéke elemi fogazatnál: arcσ = ahol: 0,25 m π + R e sinϑ tgα R cosϑ e ϑ f a fog lábkúpszöge cosϑ f = 0 (ferde fogazatnál) kompenzált fogazat esetén 0,5 m π szerepel, amely hézagmentes fogazatra vonatkozik, tehát a kívánt foghézagnak megfelelő szögkülönbséggel csökkenteni kell. 0
40 Lefejtő eljárás két tárcsamaróval Fogazat megmunkálása két darab egyenes profilú tárcsamaróval történik szakaszos lefejtő eljárással. A két tárcsamaró egymáshoz képest az alapprofilszög kétszeresével van döntve. A betétkések mindegyike az elméleti síkkerék egy oldalát képviseli. A marók csak forognak, miközben késeik fésűszerűen fonódnak egymásba. Mivel a marók tengelye a térben áll, a legördülést a kés élek által képezett elméleti síkkerék fogain a kerék végzi.
41 Szakaszos lefejtő eljárás Szerszámátmérő: mm Szerszámfogszám: db v n = 1,3 m/sec 1 fog nagyolása sec, simítása 5..9 sec ábra Lefejtő eljárás két tárcsamaróval
42 15.2. Íveltfogú kúpkerekek fogazása Az ívelt fogú kúpkerekek gyártásának jelentősebb állomásai: 1820 James White gondolata, majd 1855 Franciaországban és az USA-ban szabadalmat jelentettek be. Chamban 1905; Manneret jelentős kutatásai Böttcher szabadalmai USA Gleasoncégnek (visszavonult) 1913-ban az első gép (Gleason).
43 Az íveltfogú kúpkerekek fogirányvonalát mindegyik gép úgy állítja elő, hogy a síkkerék egy meghatározott (R a sugarú) körén a szerszám egy szintén meghatározott méretű (r S sugarú) köre csúszás nélkül legördül ( ábra).
44 Ra rs β ábra Ívelt kúpfogazat előállításának elve Az r S szerszám körének sugara zérus és végtelen között bármilyen értékű lehet.
45 r S = 0 azaz a szerszámkör egy ponttá zsugorodik, akkor a fogirányvonal kör. A pont nem gördülhet le a síkkerék körén, ezért a kerekek csak osztással és foganként lefejtve gyárthatók. (Gleason eljárás)
46 r S = a szerszámkör egyenessé lesz, amely a síkkerék R a sugarú körén legördül. A fogirányvonal nyújtott evolvens. Ez a Klingelnberg - féle palloid fogazat. Ez azért alakul ki, mert a kúpos maró osztása állandó, ami a menetemelkedési szög változását vonja maga után. A kúpalkotó egyenesét megfelelő görbével helyettesítve, vagy a maró tengelyét kismértékben elfordítva lehetőség van a hordkép lokalizálására. Mivel az egyenes legördülése vezérelhető, a lefejtés osztás nélkül - egyetlen menetben - elvégezhető. A gép működése a hengeres kerekeket lefejtő fogmarógép működésével elvileg azonos.
47 r S = véges, akkor a fogirányvonal epiciklois (Mammano-eljárás). A véges sugarú szerszámkör kerületére csak egész zs számú osztást lehet felvinni: i =. zp a szerszám fogszáma z S z p z S a síkkerék fogszáma számú csoportba kell a késeket elhelyezni, de egy csoporton belül a kések száma tetszőleges lehet. Mivel a körök legördülése vezérelhető, a lefejtés egy menetben osztás nélkül elvégezhető. z S = 1 minden fordulatra 1 fog készül el. z S > 1.
48 Ívelt fogazatú kúpkerekek Előnyei: a gyártás gazdaságossága, a termelékenység növelése, a szerszámfogyasztás csökkenése, a fogazás minőségének javulása. A kúpkerekek csak egyik oldalukon csapágyazottak, ezért terhelés hatására a tengelyvég jelentős alakváltozást szenvedhet. A fogak élei befeszülhetnek és a geometriailag egzakt kapcsolódás megszűnik.
49 Ívelt fogazatú kúpkerekeknél a fogfelület enyhén hordó alakú kiképzésével a kapcsolódást mintegy "önbeállóvá" lehet tenni. Így a fogaskerékpár zajtalan járású, javulnak a kenési viszonyok, nő az élettartam. Több módszer alakult ki, amelyek a fogazás alakjában, a szerszámban, a fogazógépek szerkezetében stb. térnek el egymástól. A fogazás alakját tulajdonképpen nem a szerkesztő, hanem a technológus határozza meg, akinek a lehetőségeihez a szerkesztőnek alkalmazkodnia kell.
50 Három gyártási alaprendszer fejlődött ki (Gleason, Klingelnberg, Oerlikon), s mindhárom nagy elterjedtségnek örvend az egész világon Gleason (köríves) rendszerű fogazás A Gleason Works (Rochester USA) hozta piacra ban a legelső köríves kúpfogazó gépeket, melyek szakaszos osztással és fogankénti lefejtéssel dolgoznak. A szerszám tárcsa alakú késfej, amelynek peremén körben azonos állásban helyezkednek el az egyenes vágóélű kések. A kerekek változó fogmagassággal készülnek, előnagyolják lefejtés nélkül és simítják a lefejtő mozgás bekapcsolása révén ( ábra).
51 15.17 ábra Gleason (köríves) fogazás gyártási elve
52 ábra Kúpkerék, az alkotó mentén változó fogmagassággal (Gleason)
53 A Gleason rendszerű kúpkerekeket köszörülni lehet, azonos köszörűkorong profillal. Elsősorban a nagysorozatgyártásnál célszerű alkalmazni a hosszadalmas gépbeállítás és tetemes szerszámköltség miatt. A hipoid gyártási elvhez a lefejtő síkkerék adatait és méreteit, elhelyezkedését a közvetítő síkbeli hajtásban a ábra mutatja. Az E 3 pont felvételéhez annyit érdemes megjegyezni, hogy a G 3 görbületi középpont a gyártó síkkerék foggörbületi sugarától függ. ez a szerszám adatai és a technológiai eljárás alapján kiadódik. A hipoid elv egyszerűbb változata a Gleason rendszer főeljárása.
54 A Gleason rendszer a 3-as jelű síkkerék tengelyt a tányérkerék osztókúpjának csúcspontján át, ezen kúp és a kerék osztókúpjának közös érintősíkjára merőlegesen veszi fel. A tányérkereket tehát mint a közönséges kúpkereket munkálja meg, a kiskereket pedig az 1-3 tengelytávolsággal, mint hipoid kereket.
55 y S U ábra R c2 E 2 E 3 3 R c3 E 1 a 31 R m2 R m3 R c1 Rm1 G 1 G 3 G2 v 2 v v1 a s3 s 1 s 3 Hipoid gyártási síkkerék (ideális síkkerék) helyzete általános E 3 középponttal ρ s3 Gleason-szerszám sugara, Gleasonfőeljárásnál E 3 E 2 [113] 2 C s 2 x
56 Klingelnberg (evolvens ívű) rendszerű fogazás Egyedi gyártásra alkalmasabb a Klingelnberg fogazás, melyet 1921-ben fejlesztettek ki. Szerszáma kúpos lefejtőmaró, melyből minden normál modulhoz egy jobbemelkedésű és egy balemelkedésű tartozik. A maró működése hasonló a hengeres lefejtő marók munkájához, tulajdonképpen szellemi rokona a Pfauter-rendszerű homlokkerék fogazógépnek ( ábra).
57 A megmunkálás folytonos forgómozgással történik, ennek előnye a holtjátékok kiküszöbölése és a fogazott kerék megmunkálás alatti egyenletes felmelegedése. Mindkettő a nagyobb pontosságot segíti elő. A csigamaró egyenletes forgatása, ugyanakkor a síkkerék szintén egyenletes elfordulása evolvens ívelésű fogat hoz létre. A fogak osztása (P t ) a normál metszetben állandó, melyet azzal érünk el, hogy a kúpos maró menetemelkedése állandó. Ebből következik, hogy a maró menetemelkedési szöge változik.
58 P t β P t A g a Ri b ábra A Klingelnberg - fogazás alapelve Az ilyen kúpos csavarmenet jellemzője, hogy a csavarmenet bármely pontjában az érintőre rajzolt merőleges a kúp csúcsa ún. csúcskörre illeszkedik.
59 ábra Klingelnberg maró fogásvétele érintőleges előtolással
60 Oerlikon Spiromatik (epiciklois ívű) fogazás Alapelvét Mammano szabadalmaztatta 1927-ben és az első fogazógépet 1938-ban a Fiat gyár állította elő. A késfej hasonlóan körtárcsa, mint a Gleason-félénél, de a kések archimedesi spirális vonal mentén helyezkednek el. A késfej, folytonos forgása mellett, meghatározott kinematikai kapcsolatban van a fogazandó kerékkel. A késfej egy körülfordulására a keréktest egyetlen osztással fordul el ( ábra).
61 A fogak lefejtése három folytonos forgómozgás eredőjeként jön létre: a késfej forgása, a keréktest forgása (ez előállítja a síkkerék forgását), végül a késfej a síkkerékkel, helyesebben a fogazandó kerékkel lassú legördülő mozgást is végez, ez biztosítja a fogak lefejtését. Ugyanezen az elven működik a Klingelnbergciklopalloid eljárás is.
62 ábra Oerlikon Spiromatik késfej
63 ábra Hurkolt epiciklois Oerlikon Spiromatik fogazásnál
64 ábra Fiat-Mammano késfej működési elve
65 A Mammano-szabadalmat a svájci Oerlikon-gyár tovább fejlesztette és a késeket nem egyetlen spirális mentén, hanem csoportokba foglalva több spirális mentén helyezte el. Az egyes késcsoportok relatív pályája a síkkerékhez képest hurkolt epiciklois. A homorú fogoldalakat megmunkáló kerék alkalmas beállításával lokalizált hordképet tudnak előállítani. A fogak egész hosszúságukban egyenlő magasságúak.
66 Az epiciklois ívű fogazat gyártásánál a kettős késfejjel folyamatos műveletben előállított ciklopalloid fogazat (Klingelnberg) és az egyszerű késfejjel ugyancsak folyamatos műveletben előállított heloid fogazat (Oerlikon) fogirányvonala egyaránt hurkolt epiciklois. A fogazó gépeken a kúpkerék fogazata úgy keletkezik, hogy a késfejnek egy p sugarú gördülőköre fogazás közben csúszás nélkül gördül le a kúpkerékhez tartozó képzelt síkkerék R c alapkörén. Emiatt p = R z 0 c z c.
67 A gyártási viszonyokat hipoid-hajtás tervezése esetén a közös érintősíkon ( A sík vagy x, y koordinátasík) szemléltetjük ( ábra), mindjárt szem előtt tartva a síkkerekek Euler-Savary legördülési törvényét. A késfejnek egy p sugarú gördülőköre csúszás nélkül gördül le a kúpkerékhez tartozó képzelt síkkerék R c alapkörén.
68 y A sík P 00 Rc2 Rc1 S G1 µ U G2 µ E1 ν rsz=co E2 Rm1 Rm2 β2 β ábra Hipoid legördülési viszonyok epiciklois ívű fogazatok gyártásakor [112, 113] C x
69 A hipoid elv szerinti fogazásnál a gyártási axoidok közös érintősíkjában felfedezhetők a hajtás síkkerekei. Ez a felfedezés nem a síkbeli szemléletet visszahozására szolgál, hanem lehetőséget ad a gyártási módszer kiterjesztésére, nevezetesen: a szemléletükben már meglévő teoretikus hajtási síkkerekek -hez kapcsolni az ugyancsak teoretikus gyártási síkkerekeket, majd később a még mindig teoretikus szerszámkerekeket (közvetett és közvetlen származtató kerekeket), miáltal a gyártás követhetőbbé válik ( ábra). Az általánosabb szerszámkerekek nemcsak síkkerekek, hanem kúpkerekek is lehetnek.
70 ábra Kitérő tengelyű hajtás gyártási szerszámkerekei mint kúpkerekek. [1113
71 Csigamaró beállítása hipoid gyártásnál A csigamaró beállítását nem közvetlenül a γ menetemelkedési szög szerint, hanem az úgynevezett géptávolság G t szerint végezzük. G t = R i2 (0,5 1,5) mm R i2 ρ a2 + g 2 A gyártás lényege: R m1 = R m2 cos(β 1 -β 2 )
72 γ y S Maró tengelyének vetülete Ri2 Rm2 Ra2 p1 β1+γ p2 E2 β2+γ E0 mu Gt1 Kiskerék tengelyének vetülete R m1 Gt2 δ Tányérkerék tengelyének vetülete d0 x ρa2 Sf C g ábra Csigamaró beállítása hipoid gyártásnál [113]
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal
 7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
Kúpfogaskerék lefejtése léc-típusú szerszámmal
 Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék Kúpfogaskerék lefejtése léc-típusú szerszámmal Sipos Bence, Sapientia EMTE, Marosvásárhely Műszaki
Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék Kúpfogaskerék lefejtése léc-típusú szerszámmal Sipos Bence, Sapientia EMTE, Marosvásárhely Műszaki
II./2. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK
 II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
2. előadás: További gömbi fogalmak
 2 előadás: További gömbi fogalmak 2 előadás: További gömbi fogalmak Valamely gömbi főkör ívének α azimutja az ív egy tetszőleges pontjában az a szög, amit az ív és a meridián érintői zárnak be egymással
2 előadás: További gömbi fogalmak 2 előadás: További gömbi fogalmak Valamely gömbi főkör ívének α azimutja az ív egy tetszőleges pontjában az a szög, amit az ív és a meridián érintői zárnak be egymással
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
FOGASKEREKEK GYÁRTÁSA ELŐADÁS
 FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
GÉPSZERKEZETTAN - TERVEZÉS. Kúpkerekek tervezése
 GÉPSZERKEZETTAN - TERVEZÉS Kúpkerekek tervezése 1 Egyenes fogú Ferde fogú Ívelt fogú Zerol fogazat Kúpkerekek típusai egyenes ferde ívelt zerol Gépszerkezettan - tervezés Kúpkerekek 2 Egyenes fogú kúpkerékpár
GÉPSZERKEZETTAN - TERVEZÉS Kúpkerekek tervezése 1 Egyenes fogú Ferde fogú Ívelt fogú Zerol fogazat Kúpkerekek típusai egyenes ferde ívelt zerol Gépszerkezettan - tervezés Kúpkerekek 2 Egyenes fogú kúpkerékpár
V. Gyakorlat: Vasbeton gerendák nyírásvizsgálata Készítették: Friedman Noémi és Dr. Huszár Zsolt
 . Gyakorlat: asbeton gerenák nyírásvizsgálata Készítették: Frieman Noémi és Dr. Huszár Zsolt -- A nyírási teherbírás vizsgálata A nyírási teherbírás megfelelő, ha a következő követelmények minegyike egyiejűleg
. Gyakorlat: asbeton gerenák nyírásvizsgálata Készítették: Frieman Noémi és Dr. Huszár Zsolt -- A nyírási teherbírás vizsgálata A nyírási teherbírás megfelelő, ha a következő követelmények minegyike egyiejűleg
1. BEVEZETÉS. - a műtrágyák jellemzői - a gép konstrukciója; - a gép szakszerű beállítása és üzemeltetése.
 . BEVEZETÉS A korszerű termesztéstechnológia a vegyszerek minimalizálását és azok hatékony felhasználását célozza. E kérdéskörben a növényvédelem mellett kulcsszerepe van a tudományosan megalapozott, harmonikus
. BEVEZETÉS A korszerű termesztéstechnológia a vegyszerek minimalizálását és azok hatékony felhasználását célozza. E kérdéskörben a növényvédelem mellett kulcsszerepe van a tudományosan megalapozott, harmonikus
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
Dr. Göndöcs Balázs, BME Közlekedésmérnöki Kar. Tárgyszavak: szerelés; javíthatóság; cserélhetőség; karbantartás.
 JELLEGZETES ÜZEMFENNTARTÁS-TECHNOLÓGIAI ELJÁRÁSOK 4.06 Javításhelyes szerelés 1 Dr. Göndöcs Balázs, BME Közlekedésmérnöki Kar Tárgyszavak: szerelés; javíthatóság; cserélhetőség; karbantartás. A mai termékek
JELLEGZETES ÜZEMFENNTARTÁS-TECHNOLÓGIAI ELJÁRÁSOK 4.06 Javításhelyes szerelés 1 Dr. Göndöcs Balázs, BME Közlekedésmérnöki Kar Tárgyszavak: szerelés; javíthatóság; cserélhetőség; karbantartás. A mai termékek
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA
 5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR Épületgépészeti és Gépészeti Eljárástechnika Tanszék VARJU EVELIN
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR Épületgépészeti és Gépészeti Eljárástechnika Tanszék VARJU EVELIN Térfogati hőátadási tényező meghatározása fluidizációs szárításnál TDK
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR Épületgépészeti és Gépészeti Eljárástechnika Tanszék VARJU EVELIN Térfogati hőátadási tényező meghatározása fluidizációs szárításnál TDK
1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is!
 1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is! Példák: Auto alváz Nyáklapok elemei Ablak műanyagkerete aknafedél Kuplung tárcsa Kólás doboz Csapágyház
1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is! Példák: Auto alváz Nyáklapok elemei Ablak műanyagkerete aknafedél Kuplung tárcsa Kólás doboz Csapágyház
1. KÜLÖNLEGES MECHANIKUS HAJTÓMŰVEK, HULLÁMHAJTÓMŰVEK, CIKLOHAJTÓMŰVEK... 8
 Tartalomjegyzék 1. KÜLÖNLEGES MECHANIKUS HAJTÓMŰVEK, HULLÁMHAJTÓMŰVEK, CIKLOHAJTÓMŰVEK... 8 1.1. Hullámhajtóművek... 8 1.. Ciklohajtóművek... 11 1.3. Elliptikus fogaskerekes hajtások... 13 1.4. Felhasznált
Tartalomjegyzék 1. KÜLÖNLEGES MECHANIKUS HAJTÓMŰVEK, HULLÁMHAJTÓMŰVEK, CIKLOHAJTÓMŰVEK... 8 1.1. Hullámhajtóművek... 8 1.. Ciklohajtóművek... 11 1.3. Elliptikus fogaskerekes hajtások... 13 1.4. Felhasznált
Pontszerű test, pontrendszer és merev test egyensúlya és mozgása (Vázlat)
") Pontszerű test, pontrendszer és merev test egyensúlya és mozgása (Vázlat) I. Pontszerű test 1. Pontszerű test modellje. Pontszerű test egyensúlya 3. Pontszerű test mozgása a) Egyenes vonalú egyenletes
Pontszerű test, pontrendszer és merev test egyensúlya és mozgása (Vázlat) I. Pontszerű test 1. Pontszerű test modellje. Pontszerű test egyensúlya 3. Pontszerű test mozgása a) Egyenes vonalú egyenletes
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM ÁRAMLÁSTAN TANSZÉK TOMPA TESTEK ELLENÁLLÁSTÉNYEZŐJÉNEK VIZSGÁLATA MÉRÉSI SEGÉDLET. 2013/14. 1.
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM ÁRAMLÁSTAN TANSZÉK M1 TOMPA TESTEK ELLENÁLLÁSTÉNYEZŐJÉNEK VIZSGÁLATA MÉRÉSI SEGÉDLET 013/14. 1. félév 1. Elméleti összefoglaló A folyadékáramlásban lévő,
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM ÁRAMLÁSTAN TANSZÉK M1 TOMPA TESTEK ELLENÁLLÁSTÉNYEZŐJÉNEK VIZSGÁLATA MÉRÉSI SEGÉDLET 013/14. 1. félév 1. Elméleti összefoglaló A folyadékáramlásban lévő,
GÉPÉSZETI ALAPISMERETEK ÉRETTSÉGI VIZSGA I. RÉSZLETES KÖVETELMÉNYEK
 GÉPÉSZETI ALAPISMERETEK ÉRETTSÉGI VIZSGA I. RÉSZLETES KÖVETELMÉNYEK A Gépészeti alapismeretek szakmai előkészítő tantárgy érettségi vizsga részletes vizsgakövetelményeinek kidolgozása a műszaki szakterület
GÉPÉSZETI ALAPISMERETEK ÉRETTSÉGI VIZSGA I. RÉSZLETES KÖVETELMÉNYEK A Gépészeti alapismeretek szakmai előkészítő tantárgy érettségi vizsga részletes vizsgakövetelményeinek kidolgozása a műszaki szakterület
Fizikai geodézia és gravimetria / 2. NEHÉZSÉGI ERŐTÉR ABSZOLÚT ÉS RELATÍV MÉRÉSE, A MŰSZEREK KALIBRÁCIÓJA
 MSc Fizikai geodézia és gravimetria /. BMEEOAFML01 NEHÉZSÉGI ERŐTÉR ABSZOLÚT ÉS RELATÍV MÉRÉSE, A MŰSZEREK KALIBRÁCIÓJA A nehézségi erőtér mérésével kapcsolatos mérési módszerek és mérőműszerek három csoportba
MSc Fizikai geodézia és gravimetria /. BMEEOAFML01 NEHÉZSÉGI ERŐTÉR ABSZOLÚT ÉS RELATÍV MÉRÉSE, A MŰSZEREK KALIBRÁCIÓJA A nehézségi erőtér mérésével kapcsolatos mérési módszerek és mérőműszerek három csoportba
2011. tavaszi félév. Fogaskerékgyártás. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel
 Pagonyné Mezősi Marietta Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma:
Pagonyné Mezősi Marietta Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma:
Dinamikus tömörségmérés SP-LFWD könnyű ejtősúlyos berendezéssel
 Dinamikus tömörségmérés P-LFWD könnyű ejtősúlyos berendezéssel ubert István Andreas Kft. Bevezetés A dinamikus mérési módszerek alkalmazása gyorsan terjed a világon. Ez a módszer nem igényel ellensúlyt
Dinamikus tömörségmérés P-LFWD könnyű ejtősúlyos berendezéssel ubert István Andreas Kft. Bevezetés A dinamikus mérési módszerek alkalmazása gyorsan terjed a világon. Ez a módszer nem igényel ellensúlyt
MAGYAR RÉZPIACI KÖZPONT. 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu
 MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
(11) Lajstromszám: E 007 638 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 007 638 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000007638T2! (19) HU (11) Lajstromszám: E 007 638 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 762493 (22) A bejelentés napja:
!HU000007638T2! (19) HU (11) Lajstromszám: E 007 638 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 762493 (22) A bejelentés napja:
Tevékenység: Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit!
 Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit! Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető
Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit! Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető
Segédlet Egyfokozatú fogaskerék-áthajtómű méretezéséhez
 Pécsi Tudományegyetem Pollack Mihály Műszaki Kar Gépszerkezettan tanszék Segédlet Egyfokozatú fogaskerék-áthajtómű méretezéséhez Összeállította: Dr. Stampfer Mihály Pécs, 0. . A fogaskerekek előtervezése.
Pécsi Tudományegyetem Pollack Mihály Műszaki Kar Gépszerkezettan tanszék Segédlet Egyfokozatú fogaskerék-áthajtómű méretezéséhez Összeállította: Dr. Stampfer Mihály Pécs, 0. . A fogaskerekek előtervezése.
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12
 PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
ÉPÍTÉSZETI ÉS ÉPÍTÉSI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2012. május 25. ÉPÍTÉSZETI ÉS ÉPÍTÉSI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2012. május 25. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati NEMZETI
ÉRETTSÉGI VIZSGA 2012. május 25. ÉPÍTÉSZETI ÉS ÉPÍTÉSI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2012. május 25. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati NEMZETI
Váltakozó áramlási irányú, decentralizált, hővisszanyerős szellőztető berendezés
 1 Váltakozó áramlási irányú, decentralizált, hővisszanyerős szellőztető berendezés A találmány tárgya váltakozó áramlási irányú, decentralizált, hővisszanyerős szellőztető berendezés, különösen lakásszellőzés
1 Váltakozó áramlási irányú, decentralizált, hővisszanyerős szellőztető berendezés A találmány tárgya váltakozó áramlási irányú, decentralizált, hővisszanyerős szellőztető berendezés, különösen lakásszellőzés
JÁRMŰ HIDRAULIKA ÉS PNEUMATIKA
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM KÖZLEKEDÉSMÉRNÖKI KAR JÁRMŰ HIDRAULIKA ÉS PNEUMATIKA SZERZŐK: DR. BALPATAKI ANTAL DR. BÉCSI TAMÁS KÁROLY JÓZSEF RAJZOLÓK: MÁRTON GERGELY SZENTANNAI GÁBOR
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM KÖZLEKEDÉSMÉRNÖKI KAR JÁRMŰ HIDRAULIKA ÉS PNEUMATIKA SZERZŐK: DR. BALPATAKI ANTAL DR. BÉCSI TAMÁS KÁROLY JÓZSEF RAJZOLÓK: MÁRTON GERGELY SZENTANNAI GÁBOR
Bevezetés. Párhuzamos vetítés és tulajdonságai
 Bevezetés Az ábrázoló geometria célja a háromdimenziós térben elhelyezkedő alakzatok helyzeti és metrikus viszonyainak egyértelműen és egyértelműen visszaállítható (rekonstruálható) módon történő való
Bevezetés Az ábrázoló geometria célja a háromdimenziós térben elhelyezkedő alakzatok helyzeti és metrikus viszonyainak egyértelműen és egyértelműen visszaállítható (rekonstruálható) módon történő való
4. A GYÁRTÁS ÉS GYÁRTÓRENDSZER TERVEZÉSÉNEK ÁLTALÁNOS MODELLJE (Dudás Illés)
") 4. A GYÁRTÁS ÉS GYÁRTÓRENDSZER TERVEZÉSÉNEK ÁLTALÁNOS MODELLJE (Dudás Illés) ). A gyártás-előkészítés-irányítás funkcióit, alrendszereit egységbe foglaló (általános gyártási) modellt a 4.1. ábra szemlélteti.
4. A GYÁRTÁS ÉS GYÁRTÓRENDSZER TERVEZÉSÉNEK ÁLTALÁNOS MODELLJE (Dudás Illés) ). A gyártás-előkészítés-irányítás funkcióit, alrendszereit egységbe foglaló (általános gyártási) modellt a 4.1. ábra szemlélteti.
Tűgörgős csapágy szöghiba érzékenységének vizsgálata I.
 Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Tudományos Diákköri Konferencia Tűgörgős csapágy szöghiba érzékenységének vizsgálata I. Szöghézag és a beépítésből adódó szöghiba vizsgálata
Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Tudományos Diákköri Konferencia Tűgörgős csapágy szöghiba érzékenységének vizsgálata I. Szöghézag és a beépítésből adódó szöghiba vizsgálata
Topográfia 7. Topográfiai felmérési technológiák I. Mélykúti, Gábor
 Topográfia 7. Topográfiai felmérési technológiák I. Mélykúti, Gábor Topográfia 7. : Topográfiai felmérési technológiák I. Mélykúti, Gábor Lektor : Alabér, László Ez a modul a TÁMOP - 4.1.2-08/1/A-2009-0027
Topográfia 7. Topográfiai felmérési technológiák I. Mélykúti, Gábor Topográfia 7. : Topográfiai felmérési technológiák I. Mélykúti, Gábor Lektor : Alabér, László Ez a modul a TÁMOP - 4.1.2-08/1/A-2009-0027
MŰSZAKI ÁBRÁZOLÁS II.
 MŰSZAKI ÁBRÁZOLÁS II. A projekt címe: Egységesített Jármű- és mobilgépek képzés- és tananyagfejlesztés A megvalósítás érdekében létrehozott konzorcium résztvevői: KECSKEMÉTI FŐISKOLA BUDAPESTI MŰSZAKI
MŰSZAKI ÁBRÁZOLÁS II. A projekt címe: Egységesített Jármű- és mobilgépek képzés- és tananyagfejlesztés A megvalósítás érdekében létrehozott konzorcium résztvevői: KECSKEMÉTI FŐISKOLA BUDAPESTI MŰSZAKI
IX. Az emberi szem és a látás biofizikája
 IX. Az emberi szem és a látás biofizikája IX.1. Az emberi szem felépítése A szem az emberi szervezet legfontosabb érzékelő szerve, mivel a szem és a központi idegrendszer közreműködésével az elektromágneses
IX. Az emberi szem és a látás biofizikája IX.1. Az emberi szem felépítése A szem az emberi szervezet legfontosabb érzékelő szerve, mivel a szem és a központi idegrendszer közreműködésével az elektromágneses
2. Halmazelmélet (megoldások)
") (megoldások) 1. A pozitív háromjegy páros számok halmaza. 2. Az olyan, 3-mal osztható egész számok halmaza, amelyek ( 100)-nál nagyobbak és 100-nál kisebbek. 3. Az olyan pozitív egész számok halmaza, amelyeknek
(megoldások) 1. A pozitív háromjegy páros számok halmaza. 2. Az olyan, 3-mal osztható egész számok halmaza, amelyek ( 100)-nál nagyobbak és 100-nál kisebbek. 3. Az olyan pozitív egész számok halmaza, amelyeknek
Forgásfelületek származtatása és ábrázolása
 Forgásfelületek származtatása és ábrázolása Ha egy rögzített egyenes körül egy tetszőleges görbét forgatunk, akkor a görbe úgynevezett forgásfelületet ír le; a rögzített egyenes, amely körül a görbe forog,
Forgásfelületek származtatása és ábrázolása Ha egy rögzített egyenes körül egy tetszőleges görbét forgatunk, akkor a görbe úgynevezett forgásfelületet ír le; a rögzített egyenes, amely körül a görbe forog,
EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Fizika 12. osztály. 1. Az egyenletesen változó körmozgás kinematikai vizsgálata... 2. 2. Helmholtz-féle tekercspár... 4. 3. Franck-Hertz-kísérlet...
 Fizika 12. osztály 1 Fizika 12. osztály Tartalom 1. Az egyenletesen változó körmozgás kinematikai vizsgálata.......................... 2 2. Helmholtz-féle tekercspár.....................................................
Fizika 12. osztály 1 Fizika 12. osztály Tartalom 1. Az egyenletesen változó körmozgás kinematikai vizsgálata.......................... 2 2. Helmholtz-féle tekercspár.....................................................
HITELESÍTÉSI ELŐÍRÁS TARTÁLYOK
 HITELESÍTÉSI ELŐÍRÁS TARTÁLYOK GEOMETRIAI TARTÁLYHITELESÍTÉS HE 31/4-2000 TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS HATÁLYA 2. MÉRTÉKEGYSÉGEK, JELÖLÉSEK 3. ALAPFOGALMAK 3.1 Tartályhitelesítés 3.2 Folyadékos (volumetrikus)
HITELESÍTÉSI ELŐÍRÁS TARTÁLYOK GEOMETRIAI TARTÁLYHITELESÍTÉS HE 31/4-2000 TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS HATÁLYA 2. MÉRTÉKEGYSÉGEK, JELÖLÉSEK 3. ALAPFOGALMAK 3.1 Tartályhitelesítés 3.2 Folyadékos (volumetrikus)
A.26. Hagyományos és korszerű tervezési eljárások
 A.26. Hagyományos és korszerű tervezési eljárások A.26.1. Hagyományos tervezési eljárások A.26.1.1. Csuklós és merev kapcsolatú keretek tervezése Napjainkig a magasépítési tartószerkezetek tervezése a
A.26. Hagyományos és korszerű tervezési eljárások A.26.1. Hagyományos tervezési eljárások A.26.1.1. Csuklós és merev kapcsolatú keretek tervezése Napjainkig a magasépítési tartószerkezetek tervezése a
3.3 Fogaskerékhajtások
 PTE, PMMK Stampfer M.: Gépelemek II / Mechaikus hajtások II / 7 / 3.3 Fogaskerékhajtások Jó tulajoságaikak köszöhetőe a fogaskerékhajtóművek a legelterjetebbek az összes mechaikus hajtóművek közül. A hajtás
PTE, PMMK Stampfer M.: Gépelemek II / Mechaikus hajtások II / 7 / 3.3 Fogaskerékhajtások Jó tulajoságaikak köszöhetőe a fogaskerékhajtóművek a legelterjetebbek az összes mechaikus hajtóművek közül. A hajtás
Csúszkák és magasság-szabályozó darabok
 Termékbemutató 6.0 Csúszó rögzítések tágulás-kiegyenlítéshez hőmérsékleti változásoknál 6.1 H3G csúszókészlet 6.2 A H3G és 2G csúszókészletek használatának példái 6.3 A H3G és 2G csúszókészletek használatának
Termékbemutató 6.0 Csúszó rögzítések tágulás-kiegyenlítéshez hőmérsékleti változásoknál 6.1 H3G csúszókészlet 6.2 A H3G és 2G csúszókészletek használatának példái 6.3 A H3G és 2G csúszókészletek használatának
(1. és 2. kérdéshez van vet-en egy 20 oldalas pdf a Transzformátorokról, ide azt írtam le, amit én kiválasztanék belőle a zh-kérdéshez.
 1. A transzformátor működési elve, felépítése, helyettesítő kapcsolása (működési elv, indukált feszültség, áttétel, felépítés, vasmag, tekercsek, helyettesítő kapcsolás és származtatása) (1. és 2. kérdéshez
1. A transzformátor működési elve, felépítése, helyettesítő kapcsolása (működési elv, indukált feszültség, áttétel, felépítés, vasmag, tekercsek, helyettesítő kapcsolás és származtatása) (1. és 2. kérdéshez
A felmérési egység kódja:
 A felmérési egység lajstromszáma: 0218 ÚMFT Programiroda A felmérési egység adatai A felmérési egység kódja: Épügépé//30/Ksz/Rok A kódrészletek jelentése: Épületgépész szakképesítés-csoportban, a célzott,
A felmérési egység lajstromszáma: 0218 ÚMFT Programiroda A felmérési egység adatai A felmérési egység kódja: Épügépé//30/Ksz/Rok A kódrészletek jelentése: Épületgépész szakképesítés-csoportban, a célzott,
Felkészülést segítő kérdések Gépszerkesztés alapjai tárgyból
 Felkészülést segítő kérdések Gépszerkesztés alapjai tárgyból - Ismertesse a kézi rajzkészítési technikát (mikor használjuk, előny-hátrány stb.)! Kézi technikák közül a gondolatrögzítés leggyorsabb, praktikus
Felkészülést segítő kérdések Gépszerkesztés alapjai tárgyból - Ismertesse a kézi rajzkészítési technikát (mikor használjuk, előny-hátrány stb.)! Kézi technikák közül a gondolatrögzítés leggyorsabb, praktikus
A 2008/2009. tanévi FIZIKA Országos Középiskolai Tanulmányi Verseny első fordulójának. feladatai és megoldásai fizikából. I.
 Oktatási Hivatal A 8/9. tanévi FIZIKA Országos Közéiskolai Tanulmányi Verseny első fordulójának feladatai és megoldásai fizikából I. kategória A dolgozatok elkészítéséhez minden segédeszköz használható.
Oktatási Hivatal A 8/9. tanévi FIZIKA Országos Közéiskolai Tanulmányi Verseny első fordulójának feladatai és megoldásai fizikából I. kategória A dolgozatok elkészítéséhez minden segédeszköz használható.
NYUGAT-MAGYARORSZÁGI EGYETEM Faipari Mérnöki Kar. Mőszaki Mechanika és Tartószerkezetek Intézet. Dr. Hajdu Endre egyetemi docens MECHANIKA I.
 NYUGAT-MAGYARORSZÁGI EGYETEM aipari Mérnöki Kar Mőszaki Mechanika és Tartószerkezetek Intézet Dr Hajdu Endre egyetemi docens MECHANIKA I Sopron 9 javított kiadás TARTALOMJEGYZÉK I Bevezetés a mőszaki mechanika
NYUGAT-MAGYARORSZÁGI EGYETEM aipari Mérnöki Kar Mőszaki Mechanika és Tartószerkezetek Intézet Dr Hajdu Endre egyetemi docens MECHANIKA I Sopron 9 javított kiadás TARTALOMJEGYZÉK I Bevezetés a mőszaki mechanika
(2) A R. 3. (2) bekezdése helyébe a következő rendelkezés lép: (2) A képviselő-testület az önkormányzat összes kiadását 1.1369.
 A R. 3. (2) bekezdése helyébe a következő rendelkezés lép: (2) A képviselő-testület az önkormányzat összes kiadását 1.1369.") Enying Város Önkormányzata Képviselő-testületének 20/2010. (X. 05.) önkormányzati rendelete az Enying Város Önkormányzatának 2100. évi költségvetéséről szóló 7/2010. (II. 26.) önkormányzati rendelete módosításáról
Enying Város Önkormányzata Képviselő-testületének 20/2010. (X. 05.) önkormányzati rendelete az Enying Város Önkormányzatának 2100. évi költségvetéséről szóló 7/2010. (II. 26.) önkormányzati rendelete módosításáról
3. gyakorlat. 1/7. oldal file: T:\Gyak-ArchiCAD19\EpInf3_gyak_19_doc\Gyak3_Ar.doc Utolsó módosítás: 2015.09.17. 22:57:26
 3. gyakorlat Kótázás, kitöltés (sraffozás), helyiségek használata, szintek kezelése: Olvassuk be a korábban elmentett Nyaraló nevű rajzunkat. Készítsük el az alaprajz kótáit. Ezt az alsó vízszintes kótasorral
3. gyakorlat Kótázás, kitöltés (sraffozás), helyiségek használata, szintek kezelése: Olvassuk be a korábban elmentett Nyaraló nevű rajzunkat. Készítsük el az alaprajz kótáit. Ezt az alsó vízszintes kótasorral
Egy csodálatos egyenesről (A Simson-egyenes) Bíró Bálint, Eger
 Bíró Bálint, Eger") Egy csodálatos egyenesről (A Simson-egyenes) Bíró Bálint, Eger. feladat Állítsunk merőlegeseket egy húrnégyszög csúcsaiból a csúcsokon át nem menő átlókra. Bizonyítsuk be, hogy a merőlegesek talppontjai
Egy csodálatos egyenesről (A Simson-egyenes) Bíró Bálint, Eger. feladat Állítsunk merőlegeseket egy húrnégyszög csúcsaiból a csúcsokon át nem menő átlókra. Bizonyítsuk be, hogy a merőlegesek talppontjai
Méréssel kapcsolt 3. számpélda
 Méréssel kapcsolt 3. számpélda Eredmények: m l m 1 m 3 m 2 l l ( 2 m1 m2 m l = 2 l2 ) l 2 m l 3 = m + m2 m1 Méréssel kapcsolt 4. számpélda Állítsuk össze az ábrán látható elrendezést. Használjuk a súlysorozat
Méréssel kapcsolt 3. számpélda Eredmények: m l m 1 m 3 m 2 l l ( 2 m1 m2 m l = 2 l2 ) l 2 m l 3 = m + m2 m1 Méréssel kapcsolt 4. számpélda Állítsuk össze az ábrán látható elrendezést. Használjuk a súlysorozat
Vasbetontartók vizsgálata az Eurocode és a hazai szabvány szerint
 Vasbetontartók vizsgálata az Eurocoe és a hazai szabvány szerint Dr. Kiss Zoltán Kolozsvári Műszaki Egyetem 1. Bevezetés A méretezési előírasok betartása minenhol kötelező volt régen is, kötelező ma is.
Vasbetontartók vizsgálata az Eurocoe és a hazai szabvány szerint Dr. Kiss Zoltán Kolozsvári Műszaki Egyetem 1. Bevezetés A méretezési előírasok betartása minenhol kötelező volt régen is, kötelező ma is.
Az Egyszerű kvalitatív kísérletek és az egész órás mérési gyakorlatok időzítése, szervezési kérdései!
 Tartalomjegyzék Az Egyszerű kvalitatív kísérletek és az egész órás mérési gyakorlatok időzítése, szervezési kérdései! Egyszerű kvalitatív kísérletek 1. Forog vagy nem? 2. Szívószál-rakéta 3. Itt a golyó
Tartalomjegyzék Az Egyszerű kvalitatív kísérletek és az egész órás mérési gyakorlatok időzítése, szervezési kérdései! Egyszerű kvalitatív kísérletek 1. Forog vagy nem? 2. Szívószál-rakéta 3. Itt a golyó
5. Trigonometria. 2 cos 40 cos 20 sin 20. BC kifejezés pontos értéke?
 5. Trigonometria I. Feladatok 1. Mutassuk meg, hogy cos 0 cos 0 sin 0 3. KöMaL 010/október; C. 108.. Az ABC háromszög belsejében lévő P pontra PAB PBC PCA φ. Mutassuk meg, hogy ha a háromszög szögei α,
5. Trigonometria I. Feladatok 1. Mutassuk meg, hogy cos 0 cos 0 sin 0 3. KöMaL 010/október; C. 108.. Az ABC háromszög belsejében lévő P pontra PAB PBC PCA φ. Mutassuk meg, hogy ha a háromszög szögei α,
MŰSZAKI ISMERETEK. Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010
 MŰSZAKI ISMERETEK Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Az előadás áttekintése Méret meghatározás Alaki jellemzők Felületmérés Tömeg, térfogat, sűrűség meghatározása
MŰSZAKI ISMERETEK Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Az előadás áttekintése Méret meghatározás Alaki jellemzők Felületmérés Tömeg, térfogat, sűrűség meghatározása
Egy emelt szintű érettségi feladat kapcsán Ábrahám Gábor, Szeged
 Egy emelt szintű érettségi feladat kapcsán Ábrahám Gábor, Szeged A 01. május 8.-i emelt szintű matematika érettségin szerepelt az alábbi feladat. Egy háromszög oldalhosszai egy számtani sorozat egymást
Egy emelt szintű érettségi feladat kapcsán Ábrahám Gábor, Szeged A 01. május 8.-i emelt szintű matematika érettségin szerepelt az alábbi feladat. Egy háromszög oldalhosszai egy számtani sorozat egymást
Ipari robotok megfogó szerkezetei
 ROBOTTECHNIKA Ipari robotok megfogó szerkezetei 7. előad adás Dr. Pintér József Tananyag vázlatav 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó szerkezetek kialakítása
ROBOTTECHNIKA Ipari robotok megfogó szerkezetei 7. előad adás Dr. Pintér József Tananyag vázlatav 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó szerkezetek kialakítása
1. A kutatások elméleti alapjai
 1. A kutatások elméleti alapjai A kedvezőbb kapcsolódás érdekében a hipoid fogaskerekek és az ívelt fogú kúpkerekek korrigált fogfelülettel készülnek, aminek eredményeként az elméletileg konjugált fogfelületek
1. A kutatások elméleti alapjai A kedvezőbb kapcsolódás érdekében a hipoid fogaskerekek és az ívelt fogú kúpkerekek korrigált fogfelülettel készülnek, aminek eredményeként az elméletileg konjugált fogfelületek
J/55. B E S Z Á M O L Ó
 KÖZBESZERZÉSEK TANÁCSA J/55. B E S Z Á M O L Ó az Országgyűlés részére a Közbeszerzések Tanácsának a közbeszerzések tisztaságával és átláthatóságával kapcsolatos tapasztalatairól, valamint a 2005. január
KÖZBESZERZÉSEK TANÁCSA J/55. B E S Z Á M O L Ó az Országgyűlés részére a Közbeszerzések Tanácsának a közbeszerzések tisztaságával és átláthatóságával kapcsolatos tapasztalatairól, valamint a 2005. január
4. sz. Füzet. A hibafa számszerű kiértékelése 2002.
 M Ű S Z A K I B I Z O N S Á G I F Ő F E L Ü G Y E L E 4. sz. Füzet A hibafa számszerű kiértékelése 00. Sem a Műszaki Biztonsági Főfelügyelet, sem annak nevében, képviseletében vagy részéről eljáró személy
M Ű S Z A K I B I Z O N S Á G I F Ő F E L Ü G Y E L E 4. sz. Füzet A hibafa számszerű kiértékelése 00. Sem a Műszaki Biztonsági Főfelügyelet, sem annak nevében, képviseletében vagy részéről eljáró személy
Newton törvények, erők
 Newton törvények, erők Newton I. törvénye: Minden test megtartja nyugalmi állapotát, vagy egyenes vonalú egyenletes mozgását (állandó sebességét), amíg a környezete ezt meg nem változtatja (amíg külső
Newton törvények, erők Newton I. törvénye: Minden test megtartja nyugalmi állapotát, vagy egyenes vonalú egyenletes mozgását (állandó sebességét), amíg a környezete ezt meg nem változtatja (amíg külső
PTE PMMK ÁBRÁZOLÓ GEOMETRIA 1. hét. 1. heti gyakorlat. Készítette: Schmidtné Szondi Györgyi 1/1
 1. heti gyakorlat Készítette: Schmidtné Szondi Györgyi 1/1 Szerkesztő-rajzolással kapcsolatos tudnivalók. Az ábrázoló geometria tanulásához feladatokat dolgozunk ki rajzban, azaz szerkesztéseket végzünk.
1. heti gyakorlat Készítette: Schmidtné Szondi Györgyi 1/1 Szerkesztő-rajzolással kapcsolatos tudnivalók. Az ábrázoló geometria tanulásához feladatokat dolgozunk ki rajzban, azaz szerkesztéseket végzünk.
b) Adjunk meg 1-1 olyan ellenálláspárt, amely párhuzamos ill. soros kapcsolásnál minden szempontból helyettesíti az eredeti kapcsolást!
 Adjunk meg 1-1 olyan ellenálláspárt, amely párhuzamos ill. soros kapcsolásnál minden szempontból helyettesíti az eredeti kapcsolást!") 2006/I/I.1. * Ideális gázzal 31,4 J hőt közlünk. A gáz állandó, 1,4 10 4 Pa nyomáson tágul 0,3 liter térfogatról 0,8 liter térfogatúra. a) Mennyi munkát végzett a gáz? b) Mekkora a gáz belső energiájának
2006/I/I.1. * Ideális gázzal 31,4 J hőt közlünk. A gáz állandó, 1,4 10 4 Pa nyomáson tágul 0,3 liter térfogatról 0,8 liter térfogatúra. a) Mennyi munkát végzett a gáz? b) Mekkora a gáz belső energiájának
MATEMATIKA KOMPETENCIATERÜLET A
 MATEMATIKA KOMPETENCIATERÜLET A Matematika 7. évfolyam TANULÓI MUNKAFÜZET 2. félév A kiadvány KHF/4002-17/2008 engedélyszámon 2008. 08. 18. időponttól tankönyvi engedélyt kapott Educatio Kht. Kompetenciafejlesztő
MATEMATIKA KOMPETENCIATERÜLET A Matematika 7. évfolyam TANULÓI MUNKAFÜZET 2. félév A kiadvány KHF/4002-17/2008 engedélyszámon 2008. 08. 18. időponttól tankönyvi engedélyt kapott Educatio Kht. Kompetenciafejlesztő
(11) Lajstromszám: E 004 142 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 004 142 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000004142T2! (19) HU (11) Lajstromszám: E 004 142 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 72816 (22) A bejelentés napja:
!HU000004142T2! (19) HU (11) Lajstromszám: E 004 142 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 72816 (22) A bejelentés napja:
Szent László SZKI Szekszárd HELYI TANTERV
 Szent László SZKI Szekszárd Készítette: Kozár István 2007 HELYI TANTERV Gépészet SZAKMACSOPORT Gépiforgácsoló SZAKMA OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2007-től 1 / Feladatok, ismeretek, készségek
Szent László SZKI Szekszárd Készítette: Kozár István 2007 HELYI TANTERV Gépészet SZAKMACSOPORT Gépiforgácsoló SZAKMA OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2007-től 1 / Feladatok, ismeretek, készségek
Seite 1. Térfogatalakító eljárások. Zömítés. Térfogatalakító eljárások. Prof. Dr. Tisza Miklós Miskolci Egyetem
 10. előad adás Térfogatalakító eljárások Prof. Dr. Tisza Miklós 1 Térfogatalakító eljárások A térfogatalakító eljárások definíciója olyan képlékenyalakító eljárások, amelyeknél» az alakváltozó zóna egy
10. előad adás Térfogatalakító eljárások Prof. Dr. Tisza Miklós 1 Térfogatalakító eljárások A térfogatalakító eljárások definíciója olyan képlékenyalakító eljárások, amelyeknél» az alakváltozó zóna egy
Teodolit. Alapismeretek - leolvasások
 Teodolit Alapismeretek - leolvasások A teodolit elve Szögmérő műszer, amellyel egy adott pontból tetszőleges más pontok felé menő irányok egymással bezárt szögét tudjuk megmérni, ill. egy alapiránytól
Teodolit Alapismeretek - leolvasások A teodolit elve Szögmérő műszer, amellyel egy adott pontból tetszőleges más pontok felé menő irányok egymással bezárt szögét tudjuk megmérni, ill. egy alapiránytól
SZAKDOLGOZAT. Gömbcsap működtető orsó gyártástervezése
 Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Vetülettani és térképészeti alapismeretek
 Vetülettani és térképészeti alapismeretek A geodéziában - mint ismeretes - a földalak első megközelítője a geoid. Geoidnak nevezzük a nehézségi erőtér potenciáljának azt a szintfelületét, amelynek potenciálértéke
Vetülettani és térképészeti alapismeretek A geodéziában - mint ismeretes - a földalak első megközelítője a geoid. Geoidnak nevezzük a nehézségi erőtér potenciáljának azt a szintfelületét, amelynek potenciálértéke
Fókuszált fénynyalábok keresztpolarizációs jelenségei
 Fókuszált fénynyalábok keresztpolarizációs jelenségei K házi-kis Ambrus, Klebniczki József Kecskeméti F iskola GAMF Kar Matematika és Fizika Tanszék, 6000 Kecskemét, Izsáki út 10. Véges transzverzális
Fókuszált fénynyalábok keresztpolarizációs jelenségei K házi-kis Ambrus, Klebniczki József Kecskeméti F iskola GAMF Kar Matematika és Fizika Tanszék, 6000 Kecskemét, Izsáki út 10. Véges transzverzális
Tájékoztató. Használható segédeszköz: számológép, rajzeszközök
 12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 525 02 Autószerelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a vizsgafeladat
12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 525 02 Autószerelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a vizsgafeladat
Palotainé Békési Katalin. Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és
 Palotainé Békési Katalin Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és villamos (korlátozottan) területen. A követelménymodul megnevezése: Gépelemek szerelése
Palotainé Békési Katalin Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és villamos (korlátozottan) területen. A követelménymodul megnevezése: Gépelemek szerelése
AZ ÉPÍTÉSI MUNKÁK IDŐTERVEZÉSE
 UDPESTI MŰSZKI ÉS GZDSÁGTUDOMÁNYI EGYETEM ÉPÍTÉSZMÉRNÖKI KR ÉPÍTÉSKIVITELEZÉSI és SZERVEZÉSI TNSZÉK dr. Neszmélyi László Z ÉPÍTÉSI MUNKÁK IDŐTERVEZÉSE - 2015. - Tartalom 1. EVEZETÉS... 4 2. Z ÉPÍTÉSEN
UDPESTI MŰSZKI ÉS GZDSÁGTUDOMÁNYI EGYETEM ÉPÍTÉSZMÉRNÖKI KR ÉPÍTÉSKIVITELEZÉSI és SZERVEZÉSI TNSZÉK dr. Neszmélyi László Z ÉPÍTÉSI MUNKÁK IDŐTERVEZÉSE - 2015. - Tartalom 1. EVEZETÉS... 4 2. Z ÉPÍTÉSEN
Ady Endre Líceum Nagyvárad XII.C. Matematika Informatika szak ÉRINTVE A GÖRBÉT. Készítette: Szigeti Zsolt. Felkészítő tanár: Báthori Éva.
 Ady Endre Líceum Nagyvárad XII.C. Matematika Informatika szak ÉRINTVE A GÖRBÉT Készítette: Szigeti Zsolt Felkészítő tanár: Báthori Éva 2010 október Dolgozatom témája a különböző függvények, illetve mértani
Ady Endre Líceum Nagyvárad XII.C. Matematika Informatika szak ÉRINTVE A GÖRBÉT Készítette: Szigeti Zsolt Felkészítő tanár: Báthori Éva 2010 október Dolgozatom témája a különböző függvények, illetve mértani
Atájékoztatót a Lindner-Fűtszig dokumentumai, valamint a témában megjelent anyagok felhasználásával összeállította: Kiss Lajos
 Atájékoztatót a Lindner-Fűtszig dokumentumai, valamint a témában Régi új lehetőség megjelent anyagok felhasználásával összeállította: Kiss Lajos A jobb hőszigetelés által lényegesen csökkenő fűtésihűtési
Atájékoztatót a Lindner-Fűtszig dokumentumai, valamint a témában Régi új lehetőség megjelent anyagok felhasználásával összeállította: Kiss Lajos A jobb hőszigetelés által lényegesen csökkenő fűtésihűtési
2. OPTIKA 2.1. Elmélet 2.1.1. Geometriai optika
 2. OPTIKA 2.1. Elmélet Az optika tudománya a látás élményéből fejlődött ki. A tárgyakat azért látjuk, mert fényt bocsátanak ki, vagy a rájuk eső fényt visszaverik, és ezt a fényt a szemünk érzékeli. A
2. OPTIKA 2.1. Elmélet Az optika tudománya a látás élményéből fejlődött ki. A tárgyakat azért látjuk, mert fényt bocsátanak ki, vagy a rájuk eső fényt visszaverik, és ezt a fényt a szemünk érzékeli. A
MUNKAANYAG. Földi László. Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel. A követelménymodul megnevezése:
 Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
SZESZMÉRŐ KÉSZÜLÉKEK
 HITELESÍTÉSI ELŐ ÍRÁS SZESZMÉRŐ KÉSZÜLÉKEK HE 58-2001 FIGYELEM! Az előírás kinyomtatott formája tájékoztató jellegű. Érvényes változata Az OMH minőségirányítási rendszerének elektronikus adatbázisában
HITELESÍTÉSI ELŐ ÍRÁS SZESZMÉRŐ KÉSZÜLÉKEK HE 58-2001 FIGYELEM! Az előírás kinyomtatott formája tájékoztató jellegű. Érvényes változata Az OMH minőségirányítási rendszerének elektronikus adatbázisában
TARTÁLYKOCSIRA SZERELT AUTOMATIKUS ÜZEMŰ SZINTMÉRŐ- RENDSZEREK
 H I T E L E S Í T É S I E LŐÍRÁS TARTÁLYKOCSIRA SZERELT AUTOMATIKUS ÜZEMŰ SZINTMÉRŐ- RENDSZEREK HE 88-2014 MAGYAR KERESKEDELMI ENGEDÉLYEZÉSI HIVATAL Az adatbázisban lévő elektronikus változat az érvényes!
H I T E L E S Í T É S I E LŐÍRÁS TARTÁLYKOCSIRA SZERELT AUTOMATIKUS ÜZEMŰ SZINTMÉRŐ- RENDSZEREK HE 88-2014 MAGYAR KERESKEDELMI ENGEDÉLYEZÉSI HIVATAL Az adatbázisban lévő elektronikus változat az érvényes!
1. A VILLAMOSENERGIA-TERMELÉS ÉS ÁTVITEL JELENTŐSÉGE
 Villamos művek 1. A VILLAMOSENERIA-TERMELÉS ÉS ÁTVITEL JELENTŐSÉE Napjainkban életünk minden területén nélkülözhetetlenné vált a villamos energia felhasználása. Jelentősége mindenki számára akkor válik
Villamos művek 1. A VILLAMOSENERIA-TERMELÉS ÉS ÁTVITEL JELENTŐSÉE Napjainkban életünk minden területén nélkülözhetetlenné vált a villamos energia felhasználása. Jelentősége mindenki számára akkor válik
Labor tápegység feszültségének és áramának mérése.
 Labor tápegység feszültségének és áramának mérése. (Ezek Alkotó gondolatai. Nem tankönyvekbıl ollóztam össze, hanem leírtam ami eszembe jutott.) A teljességre való törekvés igénye nélkül, néhány praktikus
Labor tápegység feszültségének és áramának mérése. (Ezek Alkotó gondolatai. Nem tankönyvekbıl ollóztam össze, hanem leírtam ami eszembe jutott.) A teljességre való törekvés igénye nélkül, néhány praktikus
Valószín ségelmélet házi feladatok
 Valószín ségelmélet házi feladatok Minden héten 3-4 házi feladatot adok ki. A megoldásokat a következ órán kell beadni, és kés bb már nem lehet pótolni. Csak az mehet vizsgázni, aki a 13 hét során kiadott
Valószín ségelmélet házi feladatok Minden héten 3-4 házi feladatot adok ki. A megoldásokat a következ órán kell beadni, és kés bb már nem lehet pótolni. Csak az mehet vizsgázni, aki a 13 hét során kiadott
1. ÁLTALÁNOS TERVEZÉSI ELŐÍRÁSOK
 1. ÁLTALÁNOS TERVEZÉSI ELŐÍRÁSOK Az országos és a helyi közutak hálózatot alkotnak. A közúti fejlesztési javaslatok a különböző szintű, az ötévenként, valamint a területrendezési tervek felülvizsgálatakor
1. ÁLTALÁNOS TERVEZÉSI ELŐÍRÁSOK Az országos és a helyi közutak hálózatot alkotnak. A közúti fejlesztési javaslatok a különböző szintű, az ötévenként, valamint a területrendezési tervek felülvizsgálatakor
Új módszer a lakásszellőzésben
 1 Csiha András okl. gépészmérnök, főiskolai docens Debreceni Egyetem AMTC Műszaki Kar Épületgépészeti Tanszék etud.debrecen@chello.hu Új módszer a lakásszellőzésben FluctuVent váltakozó áramlási irányú,
1 Csiha András okl. gépészmérnök, főiskolai docens Debreceni Egyetem AMTC Műszaki Kar Épületgépészeti Tanszék etud.debrecen@chello.hu Új módszer a lakásszellőzésben FluctuVent váltakozó áramlási irányú,
Bevezetés... 9. 1. A talajok fizikai-mechanikai és technológiai tulajdonságai... 10
 Tartalomjegyzék Bevezetés... 9 1. A talajok fizikai-mechanikai és technológiai tulajdonságai... 10 1.1. A talajok összetétele... 10 1.1.1. A talajok fázisos összetétele... 10 1.1.2. Szemszerkezeti összetétel...
Tartalomjegyzék Bevezetés... 9 1. A talajok fizikai-mechanikai és technológiai tulajdonságai... 10 1.1. A talajok összetétele... 10 1.1.1. A talajok fázisos összetétele... 10 1.1.2. Szemszerkezeti összetétel...
Billenőkörök. Billenő körök
 Billenő körök A billenőkörök, vagy más néven multivibrátorok pozitívan visszacsatolt, kétállapotú áramkörök. Kimeneteik szigorúan két feszültségszint (LOW és HIGH) között változnak. A billenőkörök rendszerint
Billenő körök A billenőkörök, vagy más néven multivibrátorok pozitívan visszacsatolt, kétállapotú áramkörök. Kimeneteik szigorúan két feszültségszint (LOW és HIGH) között változnak. A billenőkörök rendszerint
A nyírás ellenőrzése
 A nyírás ellenőrzése A nyírási ellenállás számítása Ellenőrzés és tervezés nyírásra 7. előadás Nyírásvizsgálat repedésmentes állapotban (I. feszültségi állapotban) A feszültségek az ideális keresztmetszetet
A nyírás ellenőrzése A nyírási ellenállás számítása Ellenőrzés és tervezés nyírásra 7. előadás Nyírásvizsgálat repedésmentes állapotban (I. feszültségi állapotban) A feszültségek az ideális keresztmetszetet
2.3. A rendez pályaudvarok és rendez állomások vonat-összeállítási tervének kidolgozása...35 2.3.1. A vonatközlekedési terv modellje...37 2.3.2.
 TARTALOMJEGYZÉK BEVEZETÉS...5 1. ÁRU ÉS KOCSIÁRAMLATOK TERVEZÉSE...6 1.1. A vonatközlekedési terv fogalma, jelent sége és kidolgozásának fontosabb elvei...6 1.2. A kocsiáramlatok és osztályozásuk...7 1.2.1.
TARTALOMJEGYZÉK BEVEZETÉS...5 1. ÁRU ÉS KOCSIÁRAMLATOK TERVEZÉSE...6 1.1. A vonatközlekedési terv fogalma, jelent sége és kidolgozásának fontosabb elvei...6 1.2. A kocsiáramlatok és osztályozásuk...7 1.2.1.
Fogaskerékmérés. Fogaskerék típusai. Fogaskerék felépítése. Követelmények. Tóth Georgina Nóra toth.georgina@
 Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
Újdonságok. Release 2
 ARCHLine.XP 2009 Windows Újdonságok Release 2 A dokumentációban levı anyag változásának jogát a CadLine Kft fenntartja, ennek bejelentésére kötelezettséget nem vállal. A szoftver, ami tartalmazza az ebben
ARCHLine.XP 2009 Windows Újdonságok Release 2 A dokumentációban levı anyag változásának jogát a CadLine Kft fenntartja, ennek bejelentésére kötelezettséget nem vállal. A szoftver, ami tartalmazza az ebben
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
CSORVÁS VÁROS ÖNKORMÁNYZATA KÉPVISELŐ-TESTÜLETÉNEK 16/2014.(XI.30.) ö n k o r m á n y z a t i r e n d e l e t e
 ö n k o r m á n y z a t i r e n d e l e t e") CSORVÁS VÁROS ÖNKORMÁNYZATA KÉPVISELŐ-TESTÜLETÉNEK 16/2014.(XI.30.) ö n k o r m á n y z a t i r e n d e l e t e a közterületek elnevezésének, az elnevezés megváltoztatásának, és a házszámozás szabályainak
CSORVÁS VÁROS ÖNKORMÁNYZATA KÉPVISELŐ-TESTÜLETÉNEK 16/2014.(XI.30.) ö n k o r m á n y z a t i r e n d e l e t e a közterületek elnevezésének, az elnevezés megváltoztatásának, és a házszámozás szabályainak