2011. tavaszi félév. Fogaskerékgyártás. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
|
|
|
- Elemér Faragó
- 9 évvel ezelőtt
- Látták:
Átírás
1 2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: / Budapest University of Technology and Economics Járműgyártás és -javítás Tanszék 1 Fogaskerekek: Homlokfogaskerekek: Fogazat: - Egyenes - Ferde - Nyíl (kettős ferde) Elhelyezés szerint: - Külső - Belső Kialakítás szerint: - Tárcsa - Tengely FOGASKERÉKGYÁRTÁS 2 1

2 Kúpfogaskerekek: - Egyenes (A) - Ferde (B) - Ívelt fogazat - Ciklois (C 1 ) - Evolvens (C 2 ) - Körív (C 3 ) FOGASKERÉKGYÁRTÁS 3 Befejező megmunkálások: Foglekerekítés, fogsarkítás Foghántolás Fogköszörülés Dörzsköszörülés Bejáratás FOGASKERÉKGYÁRTÁS 4 2

3 Fogazás profilozással (másolással): A kimunkálandó fogárok profilját a szerszám hordozza! Minden fogárok kimunkálása után osztás, osztókészülék segítségével! Eljárások: Hátraesztergált, köszörült tárcsamaró (modulmaró-val) Ujjmaróval (m>10, nyílfogazásnál) v c v c v f v f PROFILOZÁS 5 Osztás: Egyszerű osztás: Differenciál osztás: PROFILOZÁS 6 3
 v c v c v f v f PROFILOZÁS 5 Osztás: Egyszerű osztás: Differenciál")
4 Ferde fogazat esetén: - Marógép asztalt a fogferdeség szögének megfelelően kell elfordítani. - A munkadarabot folyamatosan forgatni kell, hogy létrejöjjön a fogat alkotó csavarvonal! (forgás + egyenes vonalú mozgás!) Ferde fogazat PROFILOZÁS 7 Szerszám kialakítás: Modulmaró sorozat! (m, fogszámtól függ a fogárok alakja) Tömör HSS, HSS-PM Váltólapkás (nagy méretűnél!) Váltólapkás modulmaró PROFILOZÁS 8 4
 Tömör HSS, HSS-PM Váltólapkás (nagy méretűnél!")
5 Fogazás lefejtéssel: - A fogazat a gyártandó kerékkel geometriailag helyesen kapcsolódó fogazószerszám az elemek mozgásviszonyainak megfelelő legördülés közben alakítja ki. - Fogaskerék - fogaskerék kapcsolat Metszőkerék Fellows eljárás (1899) - Fogaskerék - fogasléc kapcsolat - Fésűs kés Maag eljárás (1856 Schiele) - Fogaskerék - csiga kapcsolat - Csigamaró Pfauter eljárás 9 Metszőkerekes fogazás (Fellows): 10 5
 - Fogaskerék - csiga kapcsolat - Csigamaró Pfauter")
6 Metszőkerekes fogazás (Fellows): 11 Metszőkerék kialakítások: Tányér Harang Nyeles (Bevonatos) (Bevonatos) forrás: PWS 12 6
 (Bevonatos)")
7 Metszőkerekek alkalmazása: Anyaguk: HSS, HSS-E (V 3%), HSS-Co (5-8%Co), HSS-PM Bevonat: TiN, TiCN, TiAlN, TiAlCN Kenő bevonat: MoS 2, WC C forrás: GLEASON 13 Metszőkerekes fogazás (Fellows): forrás: PATTANTYÚS 14 7
: forrás:")
8 Metszőkerekes fogazás (Fellows): forrás: GLEASON 15 Fésűs késes fogazás (Maag): 16 8

9 Fésűs késes fogazás (Maag): 17 Lefejtő marás (Pfauter): 18 9

10 Lefejtő marás (Pfauter): Axiális marás bekezdés tengelyirányú radiális Diagonál marás TENGELYIRÁNYÚ BEKEZDÉS TENGELYIRÁNYÚ BEKEZDÉS 19 Lefejtő marás (Pfauter): (ferde fogazat) 20 10
: (ferde")
11 Lefejtő marás (Pfauter): 21 Lefejtő marás (Pfauter): 22 11

12 Belső hűtésű fogaskerék marók: forrás: FETTE 23 Fogfelület képe: Fogfelület Gyalult (Fellows) (Maag) Mart (Pfauter) e 24 12
 (Maag) Mart")
13 Egyenes fogazatú kúpkerék gyártása (kétkéses) (Heidenreich-Harbeck): Fogazási főmozgások Legördülés KÚPKERÉK GYÁRTÁS 25 Egyenes fogazatú kúpkerék gyártása (kétkéses) (Heidenreich-Harbeck): KÚPKERÉK GYÁRTÁS 26 13
: KÚPKERÉK GYÁRTÁS 26 13")
14 Körív fogazatú kúpkerekek gyártása (Gleason): KÚPKERÉK GYÁRTÁS 27 Körív fogazatú kúpkerekek gyártása (Gleason): Gleason szerszám KÚPKERÉK GYÁRTÁS 28 14

15 Ívelt fogazat gyártása (Oerlikon): KÚPKERÉK GYÁRTÁS 29 Ívelt fogazat gyártása (Oerlikon): KÚPKERÉK GYÁRTÁS 30 15
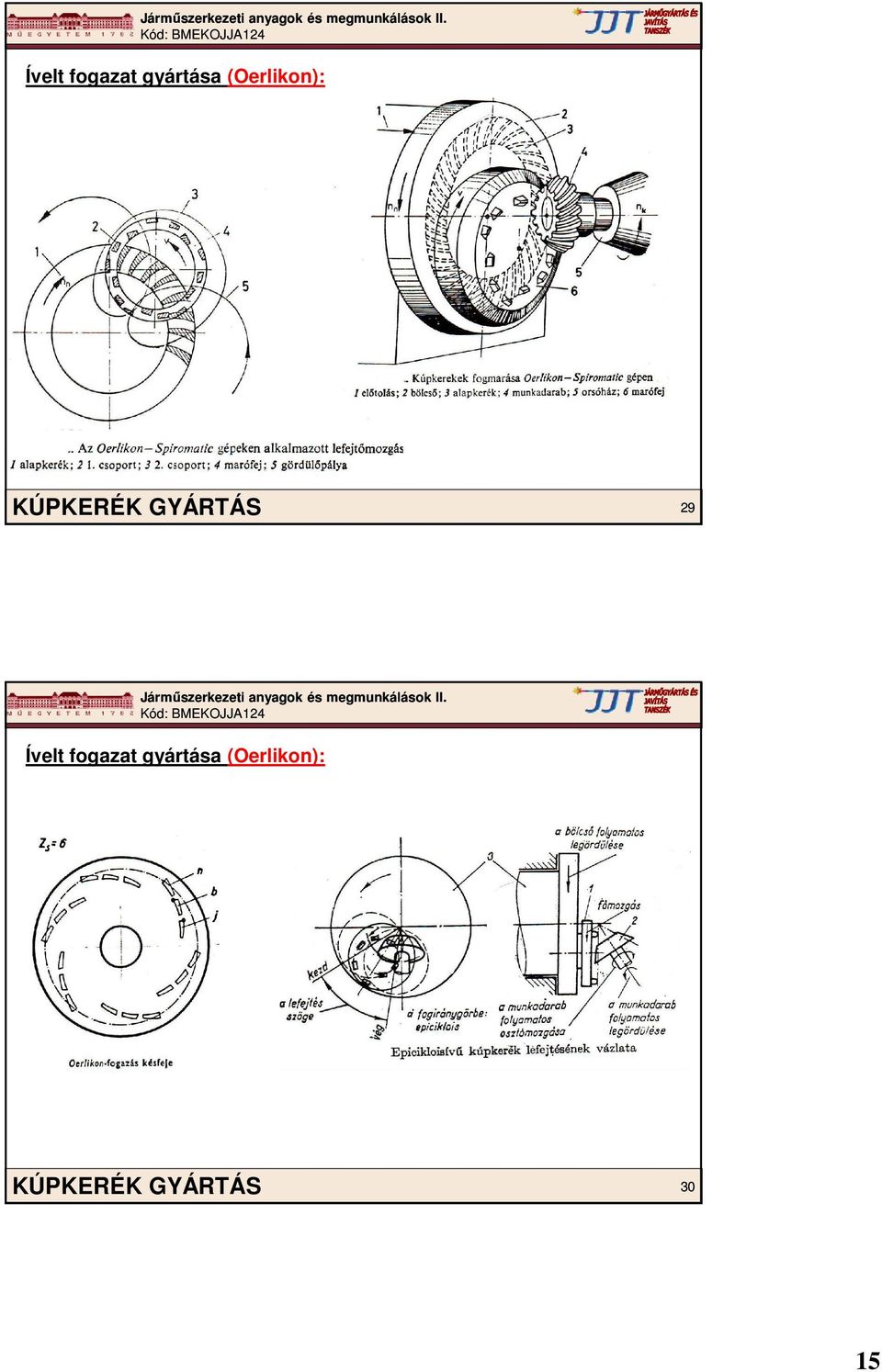
16 Ívelt fogazat gyártása (Oerlikon): Oerlikon fogazógép KÚPKERÉK GYÁRTÁS 31 Ívelt fogazat gyártása (Klingelnberg): KÚPKERÉK GYÁRTÁS 32 16
: KÚPKERÉK GYÁRTÁS")
17 Összefoglaló ábra: (Ívelt fogú kúpfogaskerék gyártásról) KÚPKERÉK GYÁRTÁS forrás: Pattantyús 33 Fogköszörülési eljárások: FOGKÖSZÖRÜLÉS forrás: KÖNIG 34 17

18 Köszörülés alakos koronggal: FOGKÖSZÖRÜLÉS (Profilozás) forrás: Nemec 35 Lefejtő köszörülés (szakaszos): FOGKÖSZÖRÜLÉS (Lefejtés) forrás: Nemec 36 18
: FOGKÖSZÖRÜLÉS (Lefejtés)")
19 Lefejtő köszörülés (folyamatos): FOGKÖSZÖRÜLÉS 37 Gyémántkorongos profilozó csigakövekhez: FOGKÖSZÖRÜLÉS forrás: FÄSSLER 38 19

20 Profilos korongok pályavezérlésű leszabályozása: FOGKÖSZÖRÜLÉS 39 Fogaskerekek honolása: FOGASKEREKEK HONOLÁSA (FÄSSLER) 40 20

21 Foghántolás: Gz Csúszás a fog irányában Ge Csúszás evolvens irányban R Eredő csúszás FORGÁCSOLÓ MOZGÁS FOGHÁNTOLÁS 41 21
FOGASKERÉKGYÁRTÁS FOGASKEREKEK FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
FOGASKEREKEK GYÁRTÁSA ELŐADÁS
 FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal
 7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
01.1.- 02.1 03.1.- 04.1.- 05.1.- 06.1-
 01.1.- Ismertesse és rendszerezze az esztergálás szerszámait formájuk, anyagaik, szerkezetük szerint! 01.2.- Mutassa be a folyadéksugaras csiszolás, a leppelés, a dörzsköszörülés, a tükörsimitás anyagleválasztásának
01.1.- Ismertesse és rendszerezze az esztergálás szerszámait formájuk, anyagaik, szerkezetük szerint! 01.2.- Mutassa be a folyadéksugaras csiszolás, a leppelés, a dörzsköszörülés, a tükörsimitás anyagleválasztásának
15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI
 15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata.
15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata.
GÉPSZERKEZETTAN - TERVEZÉS. Kúpkerekek tervezése
 GÉPSZERKEZETTAN - TERVEZÉS Kúpkerekek tervezése 1 Egyenes fogú Ferde fogú Ívelt fogú Zerol fogazat Kúpkerekek típusai egyenes ferde ívelt zerol Gépszerkezettan - tervezés Kúpkerekek 2 Egyenes fogú kúpkerékpár
GÉPSZERKEZETTAN - TERVEZÉS Kúpkerekek tervezése 1 Egyenes fogú Ferde fogú Ívelt fogú Zerol fogazat Kúpkerekek típusai egyenes ferde ívelt zerol Gépszerkezettan - tervezés Kúpkerekek 2 Egyenes fogú kúpkerékpár
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
MÛSZAKI INFORMÁCIÓK. Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI
 MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI") Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
II./2. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK
 II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
Prof. Dr. DUDÁS ILLÉS. D.Sc.
 Általános matematikai modell felületek, hajtópárok gyártásgeometriai elemzésére, tervezésére és gyártására (ProMAT) General Mathematical Modell for Production Geometric Analysis, Designing and Production
Általános matematikai modell felületek, hajtópárok gyártásgeometriai elemzésére, tervezésére és gyártására (ProMAT) General Mathematical Modell for Production Geometric Analysis, Designing and Production
Fogaskerékmérés. Fogaskerék típusai. Fogaskerék felépítése. Követelmények. Tóth Georgina Nóra toth.georgina@
 Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
Finomfelületi megmunkálás
 2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
Listaár 2000 HGB HSS. 2016.01.01-től
 Kézi menetfúró készletek HSS DIN 352 Katalógusszám: 2000 Kialakítás: 3 db-os készlet (elő-, közép- és készrevágó) Készrevágó 2-3 bekezdőmenettel, C forma Tűrésosztály: ISO 2-6 H Listaár 2000 HGB HSS 2016.01.01-től
Kézi menetfúró készletek HSS DIN 352 Katalógusszám: 2000 Kialakítás: 3 db-os készlet (elő-, közép- és készrevágó) Készrevágó 2-3 bekezdőmenettel, C forma Tűrésosztály: ISO 2-6 H Listaár 2000 HGB HSS 2016.01.01-től
Fogaskerék megmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
1) Ismertesse az egyélű szerszám alakját!
 Ismertesse az egyélű szerszám alakját!") 1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
CSOPORT CSOPORT CSOPORT
 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
Rm<800MPa. Aktuális raktárkészletünk felöl érdeklődjön elérhetőségeinken. (UNC) Nagy teljesítményű gépi menetfúrók, menetformázók
 Nagy teljesítményű gépi menetfúrók, menetformázók") Aktuális raktárkészletünk felöl érdeklődjön elérhetőségeinken. (UNC) Nagy teljesítményű gépi menetfúrók, menetformázók Rm
Aktuális raktárkészletünk felöl érdeklődjön elérhetőségeinken. (UNC) Nagy teljesítményű gépi menetfúrók, menetformázók Rm
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FOGAZÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
Univerzális fúrók. UNIVERZÁLIS fúrók. TiN bevinatos univerzális. Újdonság! 8% Co tartalommal. Ponthegesztő fúró A002
 UNIVERZÁLIS fúrók A SANDVIK CSOPORT TAGJA A002 TiN bevinatos univerzális csigafúró Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész első 25%-a TiN bevonatos.
UNIVERZÁLIS fúrók A SANDVIK CSOPORT TAGJA A002 TiN bevinatos univerzális csigafúró Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész első 25%-a TiN bevonatos.
Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk
 Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA
 5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is!
 1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is! Példák: Auto alváz Nyáklapok elemei Ablak műanyagkerete aknafedél Kuplung tárcsa Kólás doboz Csapágyház
1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is! Példák: Auto alváz Nyáklapok elemei Ablak műanyagkerete aknafedél Kuplung tárcsa Kólás doboz Csapágyház
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT
 2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
D FEJEZET MARÓSZERSZÁMOK, FÛRÉSZEK
 D FEJEZET MARÓSZERSZÁMOK, FÛRÉSZEK Száras marók HSS, HSSE D1 1 Kúposszárú marók HSS, HSSE D Furatos marók HSS, HSSE D Száras marók keményfém D Váltólapkás marók, lapkák, tartozékok D 1 Fogazó és üregelõ
D FEJEZET MARÓSZERSZÁMOK, FÛRÉSZEK Száras marók HSS, HSSE D1 1 Kúposszárú marók HSS, HSSE D Furatos marók HSS, HSSE D Száras marók keményfém D Váltólapkás marók, lapkák, tartozékok D 1 Fogazó és üregelõ
Vaanco Szerszám és Szereléstechnika Bt. 4220 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 213 Mőszaki információ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 213 Mőszaki információ
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
TARTALOMJEGYZÉK AZ ALKALMAZOTT JELÖLÉSEK JEGYZÉKE... BEVEZETÉS...
 TARTALOMJEGYZÉK ELŐSZÓ... AZ ALKALMAZOTT JELÖLÉSEK JEGYZÉKE... BEVEZETÉS... 1 5 15 A) RÉSZ MEGMUNKÁLÓ ELJÁRÁSOK ÉS SZERSZÁMAIK 1. BELSŐ HENGERES FELÜLETEK MEGMUNKÁLÁSA... 1.1. Belső hengeres felületek
TARTALOMJEGYZÉK ELŐSZÓ... AZ ALKALMAZOTT JELÖLÉSEK JEGYZÉKE... BEVEZETÉS... 1 5 15 A) RÉSZ MEGMUNKÁLÓ ELJÁRÁSOK ÉS SZERSZÁMAIK 1. BELSŐ HENGERES FELÜLETEK MEGMUNKÁLÁSA... 1.1. Belső hengeres felületek
2010.08.29. 05 - Hengeres fogaskerekek gyártása. Hengeres Kúp Csiga. Egyenes Ferde Ívelt. Modul: m=d/z. A modul szabványos!!!
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
ÁRLISTA. INOX - Magasan ötvözött, rozsda és saválló acélokra, Rm 1000Mpa szakítószilárdságig. HSSCo5 FÚRÓ
 INOX - Magasan ötvözött, rozsda és saválló acélokra, Rm 1000Mpa szakítószilárdságig csúcsszög δ=130 ; Tűrés:h8 w2-101811-0100 DIN-338 1,00 HSSCo5 INOX w2-101811-0110 DIN-338 1,10 HSSCo5 INOX w2-101811-0120
INOX - Magasan ötvözött, rozsda és saválló acélokra, Rm 1000Mpa szakítószilárdságig csúcsszög δ=130 ; Tűrés:h8 w2-101811-0100 DIN-338 1,00 HSSCo5 INOX w2-101811-0110 DIN-338 1,10 HSSCo5 INOX w2-101811-0120
Akció AKCIÓS KIADVÁNY. Érvényes : visszavonásig. Fúrógépek. Lamellerek. Keményfém csigafúrók. Pneumatikus ütvecsavarozók. 50. oldal. 02.
 Akció 2015/I. AKCIÓS KIADVÁNY Érvényes : visszavonásig Fúrógépek Lamellerek Pneumatikus ütvecsavarozók Keményfém csigafúrók 02. oldal 30. oldal 50. oldal 04. oldal Asztali és oszlopos fúrógépek BT 15G
Akció 2015/I. AKCIÓS KIADVÁNY Érvényes : visszavonásig Fúrógépek Lamellerek Pneumatikus ütvecsavarozók Keményfém csigafúrók 02. oldal 30. oldal 50. oldal 04. oldal Asztali és oszlopos fúrógépek BT 15G
Érvényes: 2015.12.31-ig FORGÁCSOLÁS. Akciós kiadvány AKCIÓS KIADVÁNY 24 ÓRÁS SZÁLLÍTÁS
 Érvényes: 2015.12.31-ig FORGÁCSOLÁS Akciós kiadvány AKCIÓS KIADVÁNY 24 ÓRÁS SZÁLLÍTÁS AKCIÓS KIADVÁNY / FORGÁCSOLÁS NINCS ANYAG, AMI MEGÁLLÍTJA Tömör keményfém hosszlyukmaró VHM TiAlN Typ N Z 2 45 HA Alkalmazható
Érvényes: 2015.12.31-ig FORGÁCSOLÁS Akciós kiadvány AKCIÓS KIADVÁNY 24 ÓRÁS SZÁLLÍTÁS AKCIÓS KIADVÁNY / FORGÁCSOLÁS NINCS ANYAG, AMI MEGÁLLÍTJA Tömör keményfém hosszlyukmaró VHM TiAlN Typ N Z 2 45 HA Alkalmazható
Felfúrók, süllyesztők, sorjázók, lemezfúrók
 Csigasüllyesztő B0 00 B0 00 Hengeresszárú csigasüllyesztő, élű N típusú kivitel, DIN Szerszám alapanyag: HSS gyorsacél, bevonat nélkül Szár: hengeres, menesztő lappal Javasolt alkalmazás: Általános felhasználásra,
Csigasüllyesztő B0 00 B0 00 Hengeresszárú csigasüllyesztő, élű N típusú kivitel, DIN Szerszám alapanyag: HSS gyorsacél, bevonat nélkül Szár: hengeres, menesztő lappal Javasolt alkalmazás: Általános felhasználásra,
Termék leírása. Termék alkalmazása. A szár kialakítása 1.09. Szármaró
 szármaró profiline Termék leírása A legfinomabb szemcséjű nagyteljesítményű keményfémből készült, TiAIN kopásálló bevonattal ellátott RUKO szármarók a vágóélek egyidejű nagy termikus terhelhetősége mellett
szármaró profiline Termék leírása A legfinomabb szemcséjű nagyteljesítményű keményfémből készült, TiAIN kopásálló bevonattal ellátott RUKO szármarók a vágóélek egyidejű nagy termikus terhelhetősége mellett
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal
 8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától!
 Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától! SYNCHRO MENETFÚRÓK TAP Menetfúrók SYNCHRO SYNCHRO MENETMEGMUNKÁLÁS SYNCHRO TAP MENETFÚRÓ SYNCHRO mentfúró család Menetmegmunkáló szerszámok
Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától! SYNCHRO MENETFÚRÓK TAP Menetfúrók SYNCHRO SYNCHRO MENETMEGMUNKÁLÁS SYNCHRO TAP MENETFÚRÓ SYNCHRO mentfúró család Menetmegmunkáló szerszámok
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Kiváló hatékonyságot és termelékenységet biztosító Balinit bevonatok
 Kiváló hatékonyságot és termelékenységet biztosító Balinit bevonatok Optimális megoldás a stancoló és hidegalakító szerszámok kopás elleni védelmére Hidegalakítás A Balinit a szerszámait egy új minőségi
Kiváló hatékonyságot és termelékenységet biztosító Balinit bevonatok Optimális megoldás a stancoló és hidegalakító szerszámok kopás elleni védelmére Hidegalakítás A Balinit a szerszámait egy új minőségi
TÖRÖK KFT. 2851 Környe, Alkotmány út 3. Ékszíjak
 Ékszíjak Ékszíjakról A szíjhajtás forgó tengelyek közötti energiaátvitel egy módja. A tengelyekre egy-egy megfelelően kialakított tárcsát erősítenek, a szíjtárcsákon végtelenített hajlékony szíjat vetnek
Ékszíjak Ékszíjakról A szíjhajtás forgó tengelyek közötti energiaátvitel egy módja. A tengelyekre egy-egy megfelelően kialakított tárcsát erősítenek, a szíjtárcsákon végtelenített hajlékony szíjat vetnek
Hajtások 2 2014.11.08.
 Hajtások 2 2014.11.08. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
Hajtások 2 2014.11.08. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
2011. tavaszi félév. Kopás, éltartam. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
ajánlat FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA MI PARTNEREK VAGYUNK Érvényes: 2010. április
 A 10-i akció az ajánlati kiadványban szereplő termékekre vonatkozik az üzlethálózat készletén lévő termékek erejéig készpénzfizetés esetén! Egyéb kedvezménnyel nem összevonható! Akciós időpontok: 2010.
A 10-i akció az ajánlati kiadványban szereplő termékekre vonatkozik az üzlethálózat készletén lévő termékek erejéig készpénzfizetés esetén! Egyéb kedvezménnyel nem összevonható! Akciós időpontok: 2010.
Kúpfogaskerék lefejtése léc-típusú szerszámmal
 Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék Kúpfogaskerék lefejtése léc-típusú szerszámmal Sipos Bence, Sapientia EMTE, Marosvásárhely Műszaki
Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék Kúpfogaskerék lefejtése léc-típusú szerszámmal Sipos Bence, Sapientia EMTE, Marosvásárhely Műszaki
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 30%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Szerszám ajánló. kisgéphez és kézi forgácsoláshoz
 Szerszám ajánló Szerszámanyagok A gyorsacél (HSS) krómmal, molibdénnel, wolframmal és vanádiummal erősen ötvözött acél, amelynek keménysége edzve 63-64 HRC. A legtöbb fém forgácsolásához alkalmas. A kobaltos
Szerszám ajánló Szerszámanyagok A gyorsacél (HSS) krómmal, molibdénnel, wolframmal és vanádiummal erősen ötvözött acél, amelynek keménysége edzve 63-64 HRC. A legtöbb fém forgácsolásához alkalmas. A kobaltos
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
Szerszám ajánló CNC forgácsoláshoz
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Szerszám ajánló CNC forgácsoláshoz CSIGAFÚRÓ - NC BEKEZDİFÚRÓ - KÖZPONTFÚRÓ - KÚPSÜLLYESZTİ - DÖRZSÁR - MENETFORMÁZÓ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Szerszám ajánló CNC forgácsoláshoz CSIGAFÚRÓ - NC BEKEZDİFÚRÓ - KÖZPONTFÚRÓ - KÚPSÜLLYESZTİ - DÖRZSÁR - MENETFORMÁZÓ
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
CSOpORT 016 MENETVáGÓ. Oldal...19. CSOpORT 021 hengeres. Oldal...24. CSOpORT 032. Oldal...56. Oldal...62. Oldal...90. CSOpORT. Oldal...
 CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL. Érvényes : visszavonásig. Asztali satu forgó alappal. Váltólapkás sarokmarófej. Autóvízpumpa fogó Cobra QuickSet
 Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL Érvényes : visszavonásig Asztali satu forgó alappal Váltólapkás sarokmarófej Vágókorong Autóvízpumpa fogó Cobra QuickSet 36. oldal 16. oldal 22. oldal 34. oldal Fémipari
Akció AKCIÓS KIADVÁNY 2015 ŐSZ / TÉL Érvényes : visszavonásig Asztali satu forgó alappal Váltólapkás sarokmarófej Vágókorong Autóvízpumpa fogó Cobra QuickSet 36. oldal 16. oldal 22. oldal 34. oldal Fémipari
Kézi mf. készlet HSS M3-12-ig: 14.034 Ft + Áfa 2000 HGB HSS
 Kézi menetfúró készletek HSS DIN 352 Katalógusszám: 2000 Kialakítás: 3 db-os készlet (elő-, közép- és készrevágó) Készrevágó 2-3 bekezdőmenettel, C forma Tűrésosztály: ISO 2-6 H Kézi mf. készlet HSS M3-12-ig:
Kézi menetfúró készletek HSS DIN 352 Katalógusszám: 2000 Kialakítás: 3 db-os készlet (elő-, közép- és készrevágó) Készrevágó 2-3 bekezdőmenettel, C forma Tűrésosztály: ISO 2-6 H Kézi mf. készlet HSS M3-12-ig:
MUNKAANYAG. Hervay Péter. Gyalugép, gyalulás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II.
 Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
03 Bázisok és készülékek
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 03 Bázisok és készülékek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 03 Bázisok és készülékek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Palotainé Békési Katalin. Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és
 Palotainé Békési Katalin Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és villamos (korlátozottan) területen. A követelménymodul megnevezése: Gépelemek szerelése
Palotainé Békési Katalin Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és villamos (korlátozottan) területen. A követelménymodul megnevezése: Gépelemek szerelése
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
Mechanikai Megmunkálás
 Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
ÁRLISTA. (MF) Általános gépi menetfúró metrikus finommenethez
 Általános gépi menetfúró metrikus finommenethez") B1-131001-0036 ISO-529-D M3,5x0,35 6H HSS 6,99 B1-131001-0041 ISO-529-D M4x0,5 6H HSS 4,61 B1-131001-0046 ISO-529-D M4,5x0,5 6H HSS 7,53 B1-131001-0051 ISO-529-D M5x0,5 6H HSS 4,64 B1-131001-0058 ISO-529-D
B1-131001-0036 ISO-529-D M3,5x0,35 6H HSS 6,99 B1-131001-0041 ISO-529-D M4x0,5 6H HSS 4,61 B1-131001-0046 ISO-529-D M4,5x0,5 6H HSS 7,53 B1-131001-0051 ISO-529-D M5x0,5 6H HSS 4,64 B1-131001-0058 ISO-529-D
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
KÖZÚTI JELZŐTÁBLA ELHELYEZÉSI BEVONÁSI JEGYZŐKÖNYV
 Kihelyezési sorszám: 1 Közúti jelzőtábla neve, KRESZ ábra száma: tájékoztató 1 Tavasz utca 2077/2 1 A tábla helye a keresztszelvényben Akácfa utca 1 1 Kihelyezési sorszám: 1 Közúti jelzőtábla neve, KRESZ
Kihelyezési sorszám: 1 Közúti jelzőtábla neve, KRESZ ábra száma: tájékoztató 1 Tavasz utca 2077/2 1 A tábla helye a keresztszelvényben Akácfa utca 1 1 Kihelyezési sorszám: 1 Közúti jelzőtábla neve, KRESZ
6. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal. 6.1 Alapfogalmak
 6. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal 6.1 Alapfogalmak Fogárok Fejszalag Fogfelület Fogtõfelület Határpont Fog Fenékszalag Fejkör Gördülõkör Osztókör Határkör Lábkör Alapkör
6. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal 6.1 Alapfogalmak Fogárok Fejszalag Fogfelület Fogtõfelület Határpont Fog Fenékszalag Fejkör Gördülõkör Osztókör Határkör Lábkör Alapkör
ءrlista Perfor Kft. 15.03.13 17:13 1/20. oldal Besorolلs: 8000
 ءrlista Perfor Kft. 15.03.13 17:13 1/20. oldal G.d rzsلr D 0,20 39/2/0,9 VHM M8610 M8610 00200 db 64,50 EUR G.d rzsلr D 0,25 39/2,5/1,1 VHM M8610 M8610 00250 db 63,80 EUR G.d rzsلr D 0,30 39/3,0/1,4 VHM
ءrlista Perfor Kft. 15.03.13 17:13 1/20. oldal G.d rzsلr D 0,20 39/2/0,9 VHM M8610 M8610 00200 db 64,50 EUR G.d rzsلr D 0,25 39/2,5/1,1 VHM M8610 M8610 00250 db 63,80 EUR G.d rzsلr D 0,30 39/3,0/1,4 VHM
Forgácsolási folyamatok számítógépes tervezése I.
 Forgácsolási folyamatok számítógépes tervezése I. Tengely jellegő alkatrészek Megmunkálás NC esztergán Dr. Mikó Balázs Eszterga Munkadarab befogás 1 Szerszámtartó Esztergálási mőveletelemek Keresztesztergálás
Forgácsolási folyamatok számítógépes tervezése I. Tengely jellegő alkatrészek Megmunkálás NC esztergán Dr. Mikó Balázs Eszterga Munkadarab befogás 1 Szerszámtartó Esztergálási mőveletelemek Keresztesztergálás
CNC technika. segédlet a CNC tantárgy oktatásához. Készítette: Paróczai János 2005.12.08
 CNC technika segédlet a CNC tantárgy oktatásához Készítette: Paróczai János 2005.12.08 3. A CNC technika és a szerszámgép 3.1. Bevezetés A különböző gépi megmunkálási technológiák szüntelen továbbfejlődésén
CNC technika segédlet a CNC tantárgy oktatásához Készítette: Paróczai János 2005.12.08 3. A CNC technika és a szerszámgép 3.1. Bevezetés A különböző gépi megmunkálási technológiák szüntelen továbbfejlődésén
A csavarvonalról és a csavarmenetről
 A csavarvonalról és a csavarmenetről A témáoz kapcsolódó korábbi dolgozatunk: Ricard I. A Gépészeti alapismeretek tantárgyban a csavarok mint gépelemek tanulmányozását a csavarvonal ismertetésével kezdjük.
A csavarvonalról és a csavarmenetről A témáoz kapcsolódó korábbi dolgozatunk: Ricard I. A Gépészeti alapismeretek tantárgyban a csavarok mint gépelemek tanulmányozását a csavarvonal ismertetésével kezdjük.
Foglalkozási napló. Közlekedésautomatikai műszerész 13. évfolyam
 Foglalkozási napló a 20 /20. tanévre Közlekedésautomatikai műszerész 13. évfolyam (OKJ száma: 54 523 03) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló
Foglalkozási napló a 20 /20. tanévre Közlekedésautomatikai műszerész 13. évfolyam (OKJ száma: 54 523 03) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló
Szakértelem a beszúrás és beszúró esztergálás területén
 Termék kézikönyv Beszúrás és beszúró esztergálás _ Walter Cut Szakértelem a beszúrás és beszúró esztergálás területén TARTALOM Beszúrás és beszúró esztergálás 2 Walter Cut Beszúró- és beszúróesztergáló
Termék kézikönyv Beszúrás és beszúró esztergálás _ Walter Cut Szakértelem a beszúrás és beszúró esztergálás területén TARTALOM Beszúrás és beszúró esztergálás 2 Walter Cut Beszúró- és beszúróesztergáló
Kézi menetszerszámok termékleírása. menetmetszők termékleírása
 ENETVÁGÓ SZERszámOK 06 Kézi menetszerszámok termékleírása menetfúró nagyteljesítményű gyorsacélból. átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban n/² szilárdságig, temperöntvényben
ENETVÁGÓ SZERszámOK 06 Kézi menetszerszámok termékleírása menetfúró nagyteljesítményű gyorsacélból. átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban n/² szilárdságig, temperöntvényben
1. táblázat. Szórt bevonatokhoz használható fémek és kerámiaanyagok jellemzői
 5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
Nagy Machinátor v3.1.78.36412 2014.04.16. Sorszám: 4911 - Copyright (C) ProgEn Kft.
 ProgEn Kft.") Árlista Perfor Kft. 14.06.19 07:44 1/111. oldal 4-élű furatbővítő D 6 HSS P120 * 8141201 0600 db 10.706,- 35,10 EUR 1 4-élű furatbővítő D21 MK HSS P121 * 8141211 22100 db 28.365,- 93,- EUR 1 Betonfúró
Árlista Perfor Kft. 14.06.19 07:44 1/111. oldal 4-élű furatbővítő D 6 HSS P120 * 8141201 0600 db 10.706,- 35,10 EUR 1 4-élű furatbővítő D21 MK HSS P121 * 8141211 22100 db 28.365,- 93,- EUR 1 Betonfúró
hungarian Nagyteljesítményű szerszámok
 hungarian Nagyteljesítményű szerok Alkalmazási segédlet színes gyűrűs szer választása A Sutton Tools a száron feltűntetett színes gyűrűkkel kívánja megkönnyíteni Ön ára a szerválasztást, a különböző anyagok
hungarian Nagyteljesítményű szerok Alkalmazási segédlet színes gyűrűs szer választása A Sutton Tools a száron feltűntetett színes gyűrűkkel kívánja megkönnyíteni Ön ára a szerválasztást, a különböző anyagok
Gépipari minıségellenırzés
 Budapesti Mőszaki Fıiskola Bánki Donát Gépész és Biztonságtechnikai mérnöki Kar Anyag és Gyártástechnológia Intézet Gépgyártástechnológiai Szakcsoport Galla Jánosné Kis Ferenc Gépipari minıségellenırzés
Budapesti Mőszaki Fıiskola Bánki Donát Gépész és Biztonságtechnikai mérnöki Kar Anyag és Gyártástechnológia Intézet Gépgyártástechnológiai Szakcsoport Galla Jánosné Kis Ferenc Gépipari minıségellenırzés
Abrazív megmunkálások
 Abrazív megmunkálások Szerzı: Dr. Gyáni Károly Lektor: Prof. Dr. Horváth Mátyás Tartalomjegyzék 1. Abrazív szerszámok 3 1.1 Az abrazív szemcsék anyaga 3 1.2 Az abrazív szemcsék szemcsenagysága 3 1.3 Az
Abrazív megmunkálások Szerzı: Dr. Gyáni Károly Lektor: Prof. Dr. Horváth Mátyás Tartalomjegyzék 1. Abrazív szerszámok 3 1.1 Az abrazív szemcsék anyaga 3 1.2 Az abrazív szemcsék szemcsenagysága 3 1.3 Az
Forgácsolás technológia számítógépes tervezése I.
 Forgácsolás technológia számítógépes tervezése I. BAG-FS-15-NLK Fogazást követı és befejezı megmunkálások Dr. Mikó Balázs miko.balazs@bgk.bmf.hu 1 Foggömbölyítés, fogsarkítás Célja: csúszókerekeknél a
Forgácsolás technológia számítógépes tervezése I. BAG-FS-15-NLK Fogazást követı és befejezı megmunkálások Dr. Mikó Balázs miko.balazs@bgk.bmf.hu 1 Foggömbölyítés, fogsarkítás Célja: csúszókerekeknél a
A Szerszám, ami Neked dolgozik!
 Importőr és forgalmazó Érvényes: 2016.02.19. - 2017.02.28. Között! A Szerszám, ami Neked dolgozik! Kéziszerszámok Forgácsoló szerszámok Mérőeszközök Szerszámtárolók Műhelyfelszerelések Szaküzlet: 1101
Importőr és forgalmazó Érvényes: 2016.02.19. - 2017.02.28. Között! A Szerszám, ami Neked dolgozik! Kéziszerszámok Forgácsoló szerszámok Mérőeszközök Szerszámtárolók Műhelyfelszerelések Szaküzlet: 1101
TARTOZÉKVÁLASZTÉK A TÖKÉLETES SZERSZÁMOKHOZ TÖKÉLETES TARTOZÉKOKRA VAN SZÜKSÉG.
 work. don t play. TARTOZÉKVÁLASZTÉK A TÖKÉLETES SZERSZÁMOKHOZ TÖKÉLETES TARTOZÉKOKRA VAN SZÜKSÉG. TARTALOMJEGYZÉK NINCS MINDENÜNK. DE MINDENNEL SZOLGÁLHATUNK, AMIRE ÖNNEK SZÜKSÉGE VAN. A Metabo az elektromos
work. don t play. TARTOZÉKVÁLASZTÉK A TÖKÉLETES SZERSZÁMOKHOZ TÖKÉLETES TARTOZÉKOKRA VAN SZÜKSÉG. TARTALOMJEGYZÉK NINCS MINDENÜNK. DE MINDENNEL SZOLGÁLHATUNK, AMIRE ÖNNEK SZÜKSÉGE VAN. A Metabo az elektromos
MUNKAANYAG. Tóth György. Gyalugépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
(11) Lajstromszám: E 004 865 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 004 865 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000004865T2! (19) HU (11) Lajstromszám: E 004 865 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 722520 (22) A bejelentés napja:
!HU000004865T2! (19) HU (11) Lajstromszám: E 004 865 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 722520 (22) A bejelentés napja:
2011. tavaszi félév. Élanyagok. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2.1. A fogaskerekek csoportosítása, a fogaskerékhajtások alapfogalmai, az evolvens foggörbe tulajdonságai.
 2.1. A fogaskerekek csoportosítása, a fogaskerékhajtások alapfogalmai, az evolvens foggörbe tulajdonságai. Tevékenység: Olvassa el a jegyzet 45-60 oldalain található tananyagát! Tanulmányozza át a segédlet
2.1. A fogaskerekek csoportosítása, a fogaskerékhajtások alapfogalmai, az evolvens foggörbe tulajdonságai. Tevékenység: Olvassa el a jegyzet 45-60 oldalain található tananyagát! Tanulmányozza át a segédlet
FÉM. Az új fúrástechnika a gyors és rugalmas használatért. FEIN KBH 25 a világ első kézzel vezetett koronafúró fúrórendszere
 FÉM Az új fúrástechnika a gyors és rugalmas használatért. FEIN KBH 25 a világ első kézzel vezetett koronafúró fúrórendszere A koronafúrás új dimenziója a FEIN KBH 25 géppel. A FEIN KBH 25 gép, a világ
FÉM Az új fúrástechnika a gyors és rugalmas használatért. FEIN KBH 25 a világ első kézzel vezetett koronafúró fúrórendszere A koronafúrás új dimenziója a FEIN KBH 25 géppel. A FEIN KBH 25 gép, a világ
Járműszerkezeti anyagok és megmunkálások II / I. félév. Fúrás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
GYORSDARABOLÓ 2414NB. Használati utasítás
 MAKITA GYORSDARABOLÓ 2414NB Használati utasítás (1) Biztonsági védőburkolat (2) Tengelyrögzítő (3) Dugókulcs (4) Daraboló köszörűkorong (5) Belső illesztőperem (6) Tömítőgyűrű (7) Tengely (8) Gyűrű (9)
MAKITA GYORSDARABOLÓ 2414NB Használati utasítás (1) Biztonsági védőburkolat (2) Tengelyrögzítő (3) Dugókulcs (4) Daraboló köszörűkorong (5) Belső illesztőperem (6) Tömítőgyűrű (7) Tengely (8) Gyűrű (9)
MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel. Vezérlőpanel MT 100 13.
 Optimum Katalógus 2015-16 további információkért látogasson el weboldalunkra: mill MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel További információkat a
Optimum Katalógus 2015-16 további információkért látogasson el weboldalunkra: mill MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel További információkat a
Abraboro termékek árlistája Érv.:2014.10.01 től Készült: 2014.10.01
 HSS-R fémfúró DIN 338 118 fúrócsúcs acél 900 N/mm 2 -ig 020300010030 HSS-R fémfúró X-Pack-ban 10 0,3 19/2,5 5 020300010040 HSS-R fémfúró X-Pack-ban 10 0,4 20/5 5 020300010050 HSS-R fémfúró X-Pack-ban 10
HSS-R fémfúró DIN 338 118 fúrócsúcs acél 900 N/mm 2 -ig 020300010030 HSS-R fémfúró X-Pack-ban 10 0,3 19/2,5 5 020300010040 HSS-R fémfúró X-Pack-ban 10 0,4 20/5 5 020300010050 HSS-R fémfúró X-Pack-ban 10