MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FOGAZÁSI ELJÁRÁSOK
|
|
|
- Diána Pap
- 9 évvel ezelőtt
- Látták:
Átírás
1 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította:

2 FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően meghatározó tényezők 3. Fogazási technológiák csoportosítása 4. Hengeres fogaskerekek gyártási műveleteinek három szakasza 5. Foggyalulás (MAAG-eljárás) 6. Fogvésés (FELLOWS - eljárás) 7. Lefejtő fogmarás (Pfauter-eljárás)

3 Fogaskerekek fő feladatai: forgómozgás átvitele, irányának és szögsebességének megváltoztatása, nagy sebességek létrehozása és átvitele, egyenletes, pontos mozgások létrehozása és átvitele, erő- és nyomaték átvitele, stb. Általánosan használt gépelemek, de nem szabványosítottak, nem tipizáltak

4 A fogaskerékgyártásban nagyfokú termelékenység növekedés: A fogazógépeknél; a forgácsolási paraméterek (forgácsolási sebesség, előtolás, stb.) ugrásszerű (több, mint 100%-os) növekedése lerövidült a fogazógépek kinematikai lánca megnőtt a pontosság és a dinamikai merevség a forgácsolási teljesítmény 2-2,5-szeresre növekedett, a mellékidők nagymérvű csökkenése CNC vezérlésű fogazógépek, gyártócellák (FMC)

5 A forgácsoló szerszámok vonatkozásában; anyagminőség és szerkezeti kialakítás (pl. progresszív lefejtőmarók és keményfém metszőkerekek ld. később!) A hőkezelések vonatkozásában; hőkezelési deformációk csökkentése (az edzés utáni megmunkálás esetleges elhagyása)
 A hőkezelések vonatkozásában; hőkezelési deformációk")
6 FOGAZÁSI ELJÁRÁSOK Fogazó szerszámok

7 Egy felmérés szerint: évente 5 millió fogaskerék (2 millió normaóra) kb. 80 % hengeres fogaskerék (külső és belső fogazatú), % kúpfogaskerék, 8 % lánckerék, a többi csiga-csigakerék, egyéb fogazat fogazógéppark; 52 % lefejtőmarógép, 14 % fogköszörűgép, 34 % egyéb A jellemző fogaskerekek adatai: m = 1-10 mm, D = mm, B = mm

8 A fogaskerekek megmunkálását alapvetően meghatározó tényezők: méret, szerkezeti kialakítás, pontossági osztály, gyártási darabszám, előgyártmány, anyag és hőkezelés.

9 Fogaskerék kapcsolatok

10 A fogaskerekek megmunkálását alapvetően meghatározó tényezők: Méret, amely meghatározza: a megmunkáló gép nagyságát a fogazási műveletben a fogások számát. Szerkezeti kialakítás, amely hatással van a műveletek sorrendjére, és a megmunkálási műveletek számára.


11 A fogaskerekek megmunkálását alapvetően meghatározó tényezők: Kialakítási változatok, alaptípusok: furatos kerék rövid aggyal kettőskerék, illetve csoportkerék; tengelyes kerék, furatos kerék hosszú aggyal, a száraskerék, a fogaskoszorú.

12 A fogaskerekek megmunkálását alapvetően meghatározó tényezők: A felsorolt szerkezeti kialakítások bármelyike készülhet: o egyenes, o ferde, vagy o nyíl fogazással. A nyíl fogazás zárt (a. ábra), ha a jobb, illetve a bal hajlású fogazat találkozásánál nincs középső horony. A középső horonnyal rendelkező nyílfogazás (b. ábra) egybevágó, ha a fogak középvonalai metszik egymást, míg lépcsős nyílfogazatnak nevezzük, ha a két kerékfél fogainak középvonalai egymáshoz képest fél osztással el vannak tolva.

13 Pontossági osztály kiválasztható a befejező fogazási művelet, a pontosság és a felületi érdesség alapján eldönthető szükség van-e finomfelületi megmunkálásra (ISO ajánlása 12 pontossági fokozat) Gyártási darabszám a fogazógép típusának megválasztása annak teljesítőképessége alapján Előgyártmány, amely befolyással van a műveletek sorrendjére és a megmunkáló műveletek számára is.

14 Néhány példa: kb. 100 mm átmérőig rúdanyagból ledarabolva esztergálással (kisebb igénybevételeknél) Nagyobb igénybevétel esetén; a kedvezőbb szálelrendeződés biztosítására kisméretű kerekek előgyártmányait is kovácsolják. nagyméretű kerekeknél pl. öntött előgyártmány (fogaskoszorúval)

15 Az ábrán egy csoportkerék látható, amelyen öt fogkoszorút (lásd: A; B; C; D; E jelű fogazatok) kell kialakítani. Az (A) jelű egy hengeres fogaskerék, ahol a szerszám ráés kifutása nincs korlátozva. Egyenes fogazat készítése lehetséges: egyenesfogú metszőkerékkel lefejtő fogvésőgépen (Fellow-eljárás), egyenesfogú fésűskéssel, foggyalugépen (Maag-eljárás), vagy fogaskerék lefejtőmaróval (Pfauter-eljárás) lefejtő fogmarógépen. Ha ferde fogazat készítése van előírva, a fentiek csak abban változnak, hogy a metszőkerekes eljárásnál szerszámként ferdefogú metszőkereket kell alkalmazni. B Fellow-eljárással C bármelyik eljárással D Fellow-eljárással, Maag-eljárással E Maag-eljárással
 lefejtő fogmarógépen.")
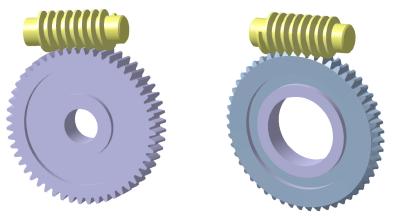
16 A (B) jelű fogazat egy belső fogazású fogkoszorú. Mivel a szerszámnak nincs szabad kifutási lehetősége, ezért a megmunkálás csak metszőkerékkel lefejtő fogvésőgépen lehetséges. A (C) jelű fogazat hengeres fogaskerék, amelynél a szerszám rá- és kifutása nincs korlátozva. Gyártásánál az (A) esetben leírtak érvényesek. A (D) jelű fogazat egy csoportkerék kisebb átmérőjű fogaskereke, ahol korlátozott szerszámkifutás van, így a Pfauter-eljárás nem jöhet számításba. A fogazat elkészítése metszőkerékkel lefejtő fogvésőgépen lehetséges. Az (E) jelű fogazat elkészítése Pfautereljárással lehetséges (a lefejtőmaró átmérőjére figyelni kell!) A bármelyik eljárással B Fellow-eljárással C bármelyik eljárással D Fellow-eljárással, Maag-eljárással E Pfauter-eljárással
 jelű fogazat elkészítése Pfautereljárással lehetséges (a lefejtőmaró átmérőjére figyelni kell!")
17 Anyag és hőkezelés meghatározza: a megmunkáláshoz választott forgácsolási technológia beállítási paramétereit, illetőleg a megmunkálási sorrendet (öntöttvas, acél, műanyag, stb.) A kerék anyagának tulajdonságai döntően befolyásolják: a fogaskerékgyártás folyamatának technológiai részállapotait, a műveletek sorrendjét, illetve műveletelemenként a technológiai adatokat (forgácsolási sebesség, előtolás, stb.).

18 A fogaskerekek gyártása során alkalmazott hőkezelések: a fogazat kialakítása előtti hőkezelések, illetőleg a fogazást követő hőkezelések. A fogazat kialakítása előtti hőkezelések célja: Az anyag lehető legkedvezőbb megmunkálhatóságának elérése (megmunkálási idő és költség csökkentése); A lehető legegyenletesebb szövetszerkezet elérése (a forgácsoló megmunkálások során az elérhető legkisebb mértékben változzék az anyag felületi, illetve felület alatti rétegében a feszültségállapot, és ezáltal a lehető legkisebb maradó deformációk, elhúzódások, vetemedések keletkezzenek).

19 Fogazat kialakítása előtti hőkezelések: Kiegyenlítő izzítás Lágyító izzítás Temperálás A fogazást követő hőkezelések (a fogtő és a fogfelület teherbírásának növelése) Betétedzés Nitridálás Indukciós edzés Lángedzés Contur hardening (rövid ideig tartó nagyfrekvenciás hevítéssel járó felületi hőkezelés és edzés)

20 Fogazási technológiák Az alkalmazható fogazási technológiák választéka bő. A fogaskerekes hajtások száma nagy, sokféle szerkezeti változat, eltérő pontossági igények miatt. Az eljárások közötti tájékozódás megkönnyítése érdekében egy csoportosítás ld. táblázatot A csoportosítás alapelvének azt tekintettük, hogy a fogazás során a szerszám hordozza-e a vele készítendő fogazat geometriai alakját (profilozó eljárások), vagy pedig az evolvens profil a szerszám és a munkadarab geometriailag helyes legördülése során jön létre (lefejtő eljárások).

21 Fogazási technológiák A lefejtés, illetve a legördítés fogalma, megvalósítása A legördítés alapja szerszám által valamilyen metszetben megtestesített fogaslécprofilon történő legördítés A legördítés (egyben a fogazási eljárás) lehet: szakaszos, illetve folyamatos ábra
22 Forgácsolási eljárások Hengeres fogazatok lefejtő eljárásainak elve
23 Forgácsolási eljárások Hengeres fogazatok lefejtő eljárásainak elve
24 Forgácsolási eljárások Hengeres fogazatok lefejtő eljárásainak elve
25 Fogazási technológiák A hengeres fogaskerekek gyártási műveleteinek három fő szakasza különböztethető meg: a fogazást megelőző műveletek, a fogazás műveletei, a fogazást követő műveletek.

26 A hengeres fogaskerekek gyártási műveleteinek szakaszai:
27 FOGAZÁSI ELJÁRÁSOK A fogaskerekek megmunkálását alapvetően meghatározó tényezők a következők: Méret; Szerkezeti kialakítás; Pontossági osztály; Gyártási darabszám, Előgyártmány; Anyag és hőkezelés. A méret, amely meghatározza: a megmunkáló gép nagyságát, és a fogazási műveletben a fogások számát.
28 FOGAZÁSI ELJÁRÁSOK A fogaskerekek megmunkálását meghatározó tényezők Szerkezeti kialakítás Kisméretű fogaskerekeknél a kerék egy koncentrikus furattal rendelkező tömör tárcsa, a kerék tengelyirányú mérete sehol sem kisebb a fogszélességnél. A méret növelésekor, a kerékagyat és a fogkoszorút áttörés nélküli gerinc köti össze. További méretnöveléskor a gerinc rendszerint kör alakú nyílásokkal van áttörve, vagy a gerinc megmaradó részét küllők helyettesítik, míg az egészen nagyméretű küllős fogaskerekeket csavarokkal összeerősített két félkerékből, vagy szegmensekből állítják össze.
29 FOGAZÁSI ELJÁRÁSOK A felsorolt szerkezeti kialakítások bármelyike készülhet egyenes, ferde, vagy nyíl fogazással. Pontossági osztály, amelynek alapján kiválasztható a befejező fogazási művelet, a pontosság és a felületi érdesség alapján eldönthető, szükség van-e finomfelületi megmunkálásra. A nemzetközi fogazási gyakorlat, valamint az ISO ajánlása a fogaskerekeket 12 pontossági fokozatba sorolja. Ezeket 1-től 12-ig terjedő sorszámozással jelölik. Nagyobb fokozatszám nagyobb pontatlanságnak felel meg.
30 FOGAZÁSI ELJÁRÁSOK Pontossági osztály A gépiparban az 1-4 pontossági fokozat tűréselőírásai szerint készülő fogaskerekek használatát csak különleges esetekben igénylik, ugyanakkor a 11. és 12. fokozat tűréseinek számértékei olyan pontatlan kerekeket engednek meg, amelyeket a gépipar már nem alkalmaz. Gyártási darabszám, amely befolyásolhatja a fogazógép típusának megválasztását, annak teljesítőképessége alapján. Ugyanaz a fogazat többféle eljárással is előállítható. Az egyes eljárásokhoz különböző bonyolultságú és költségráfordítású szerszám illetve gépi berendezés tartozik. A gazdaságos gyártást szem előtt tartva a sorozatnagyság egyben meghatározza a választandó technológiai eljárást is.
31 FOGAZÁSI ELJÁRÁSOK Előgyártmány, amely befolyással van a műveletek sorrendjére, és a megmunkáló műveletek számára is. Anyag és hőkezelés, amely meghatározza: a megmunkáláshoz választott forgácsolási technológia beállítási paramétereit, illetve a megmunkálási sorrendet. A fogaskerekek anyagát mindig rendeltetésük, terhelésük, és a szerkezeti beépítésük során kiadódó üzemi kerületi sebességük függvényében választják meg.
32 FOGAZÁSI ELJÁRÁSOK Anyag és hőkezelés, kis terhelésű kerekek anyaga acél vagy öntöttvas, nagyobb terhelésnél acélöntést vagy modifikált, gömbgrafitos öntöttvasat használnak. A hajtás zajának csökkentésére kisebb igénybevételek mellett akár műanyag fogaskereket is alkalmaznak. A kerék anyagának tulajdonságai döntően befolyásolják a fogaskerékgyártás folyamatának technológiai részállapotait, a műveletek sorrendjét, illetve műveletelemenként a technológiai adatokat (forgácsolási sebesség, előtolás, stb.).
33 FOGAZÁSI ELJÁRÁSOK A sokféle szerkezeti változat, az eltérő pontossági igények miatt az alkalmazható fogazási technológiák választéka is igen bő. A tájékozódás megkönnyítése érdekében a fogazási eljárásokat táblázatban csoportosítottuk. A csoportosítás alapelve: a fogazás során a szerszám hordozza-e a vele készítendő fogazat geometriai alakját (profilozó eljárások), vagy pedig az evolvens profil a szerszám és a munkadarab geometriailag helyes legördülése során jön létre (lefejtő eljárások). Ezek alapján a fogazási eljárások lehetnek: öntési eljárások, másoló eljárások, profilozó eljárások, illetve lefejtő eljárások.
34 Forgácsolási eljárások csoportosítása A legördítés menete A szerszám nyoma A fogprofil kialakulásának folyamata
35 FOGAZÁSI ELJÁRÁSOK A fogazási eljárások csoportosítása
36 FOGAZÁSI ELJÁRÁSOK Foggyalulás (MAAG-eljárás) Lefejtő eljárás munkadarab a fogasléc szerszámon gördül le. A munkadarab forgó és haladó mozgást végez. A szerszám véges hossza miatt a munkadarab több legördítő ciklusban - szakaszosan - készül el. A munkadarab továbbgördítése - szakaszosan - a szerszám felső holtpontjában Egyenes és ferde fogazatú külső fogazatú hengeres kerekek készítésére Lassú, kevésbé termelékeny, de pontos eljárás
37 FOGAZÁSI ELJÁRÁSOK
38 FOGAZÁSI ELJÁRÁSOK Fogvésés (FELLOWS - eljárás) A metszőkerékkel dolgozó fogvésőgép (szokás metszőkekes eljárásnak is nevezni) szerszáma kettőslöketszerű, függőleges irányú egyenesvonalú főmozgást végez. A legördítéshez szükséges mozgások: a szerszám folyamatos forgó mozgása és a munkadarab ugyancsak folyamatos forgó mozgása
39 Forgácsolási eljárások csoportosítása Fogvésés (FELLOWS - eljárás) Ferdefogú homlokkerék készítése vezetőhüvely segítségével Fogásvétel Fellow-eljárásnál
40 FOGAZÁSI ELJÁRÁSOK Fogvésés (FELLOWS - eljárás) A kinematikai kényszerkapcsolat alapja a szerszám és a munkadarab fogszámaránya szerinti legördítés (szerszám és a munkadarab modulja azonos) A fogazás a szerszám és a munkadarab fejkörének érintkezéséből indulva, vezértárcsákkal vezérelt fogásvételi mozgással egy, kettő, vagy három fogással (kb. 1/3-1/4 munkadarab-fordulat alatt) a ráhagyás eltávolításához további egy teljes munkadarab-fordulat szükséges
41 Forgácsolási eljárások csoportosítása Fogvésés (FELLOWS - eljárás) Fogásvételi szerkezet vezérlő tárcsái a. egy fogás b. két fogás esetén Metszőkerekes fogvésőgép blokkvázlata
42 Ferde fogazatú fogaskerék készítése: Az egyenesvonalú - véső - főmozgásra - egy vezetőpálya segítségével - csavarvonal menti szerszám mozgást kell rászuperponálni a munkadarab ( m ) és a szerszám ( sz ) menetemelkedési szögei, valamint a szerszám (H sz ) és a vezetőpálya (H v ) menetemelkedése egyenlőek (az elektronikus kinematikai láncú fogazógépeken is vezetőpályát alkalmaznak a gyártás, a tervezés is célszerűen a vezetőpályát csak ritkán kell cserélni). FOGAZÁSI ELJÁRÁSOK Fogvésés (FELLOWS - eljárás)
43 FOGAZÁSI ELJÁRÁSOK Fogvésés (FELLOWS - eljárás) Egyaránt alkalmas mind külső, mind belső fogazatok megmunkálására. Mivel kis szerszámkifutást igényel, ezért csoportkerekek megmunkálására is előnyösen használható. A CNC vezérlésű kinematikai lánc lehetőséget ad a lökethelyzet változtatására is, így széles fogazatok megmunkálhatók rövidebb löketű fogazógépeken is. Elektronikus kinematikai láncú, speciális fogvéső gépeken különleges (pl. ellipszis alakú) fogaskerekek is készíthetők.
44 Forgácsolási eljárások csoportosítása Lefejtő fogmarás (Pfauter eljárás) A legelterjedtebben használatos fogazógép, A legtöbb esetben ez a legtermelékenyebb eljárás A legördítés folyamatos. Szerszáma evolvens csiga. A legördítő mozgások: a szerszám folyamatos főmozgása, valamint a munkadarab ugyancsak folyamatos forgó mozgása. A legördítés a csigahajtás kinematikai kapcsolatának felel meg, a kinematikailag helyes lefejtés (legördülés) a csiga szerszám bekezdései számának és a munkadarab fogszámának arányától függ.
45 Forgácsolási eljárások csoportosítása Lefejtő fogmarás (Pfauter eljárás) A megmunkálás elrendezése A lefejtő marószerszám
46 Forgácsolási eljárások csoportosítása Lefejtő fogmarás (Pfauter eljárás) Mozgások lefejtő fogmarógéppel történő fogazás esetén Lefejtő fogmarógép blokkvázlata
47 Forgácsolási eljárások csoportosítása Lefejtő fogmarás (Pfauter eljárás) Cserekerekek beállítása (Szerszám és munkadarab legördítése)
48 Lefejtő fogmarás (Pfauter - eljárás) Forgácsolási eljárások csoportosítása Ferde fogazat készítése esetén a kinematikai láncban egy differenciálmű, (elektronikus kinematikai lánc esetén az azt helyettesítő elektronika) A differenciálmű a legördítő mozgás korrekciója, a "pótforgás" biztosítása ferde fogazat axiális, egyenes és ferde fogazat diagonális és tangenciális marásánál. Csigakerék radiális, vagy tangenciális eljárással A szerszám egyenes és ferde fogazat készítése esetén ugyanaz (a fogferdeséget csak a beállításnál kell figyelembe venni)
49 Forgácsolási eljárások csoportosítása Lefejtő marógép felépítése
50 FOGAZÁSI ELJÁRÁSOK Kombinált fogazási eljárások Kombinált fogazási eljárás Csoportkerék megmunkálására
51 A FORGÁCSLEVÁLASZTÁS ALAPJAI Köszönöm a figyelmet! A FORGÁCSLEVÁLASZTÁS ALAPJAI
FOGASKERÉKGYÁRTÁS FOGASKEREKEK FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
Fogaskerék megmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL
 13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal
 8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
6. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal. 6.1 Alapfogalmak
 6. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal 6.1 Alapfogalmak Fogárok Fejszalag Fogfelület Fogtõfelület Határpont Fog Fenékszalag Fejkör Gördülõkör Osztókör Határkör Lábkör Alapkör
6. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal 6.1 Alapfogalmak Fogárok Fejszalag Fogfelület Fogtõfelület Határpont Fog Fenékszalag Fejkör Gördülõkör Osztókör Határkör Lábkör Alapkör
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
10. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal. 10.11 Hámozó lefejtő marás (pontossági ifogmarás)
") 0 Fogazatok efejező megmunkálása határozott élgeometriájú szerszámokkal 0 Hámozó lefejtő marás (pontossági ifogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
0 Fogazatok efejező megmunkálása határozott élgeometriájú szerszámokkal 0 Hámozó lefejtő marás (pontossági ifogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
5. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal. A fogazatok kapcsolódása. 5.1 Alapfogalmak. Fogaskerék hajtások csoportosítása
 5. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 5.1 Alapfogalmak Fogárok Fejszalag Fogfelület Fogtõfelület Határpont Fog Fenékszalag Fejkör Gördülõkör Osztókör
5. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 5.1 Alapfogalmak Fogárok Fejszalag Fogfelület Fogtõfelület Határpont Fog Fenékszalag Fejkör Gördülõkör Osztókör
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Tantárgyi dosszié. Megmunkáló eljárások GEGTT118-B GEGTT118-BL
 Tantárgyi dosszié Megmunkáló eljárások GEGTT118-B GEGTT118-BL TÁJÉKOZTATÓ a "Megmunkáló eljárások " c. tárgy oktatásáról (GEGTT118-B) Szak: Gépészmérnöki (BSc) alapszak Szakirány: Gépgyártástechnológia
Tantárgyi dosszié Megmunkáló eljárások GEGTT118-B GEGTT118-BL TÁJÉKOZTATÓ a "Megmunkáló eljárások " c. tárgy oktatásáról (GEGTT118-B) Szak: Gépészmérnöki (BSc) alapszak Szakirány: Gépgyártástechnológia
2.1. A fogaskerekek csoportosítása, a fogaskerékhajtások alapfogalmai, az evolvens foggörbe tulajdonságai.
 2.1. A fogaskerekek csoportosítása, a fogaskerékhajtások alapfogalmai, az evolvens foggörbe tulajdonságai. Tevékenység: Olvassa el a jegyzet 45-60 oldalain található tananyagát! Tanulmányozza át a segédlet
2.1. A fogaskerekek csoportosítása, a fogaskerékhajtások alapfogalmai, az evolvens foggörbe tulajdonságai. Tevékenység: Olvassa el a jegyzet 45-60 oldalain található tananyagát! Tanulmányozza át a segédlet
FOGASKEREKEK GYÁRTÁSA ELŐADÁS
 FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
Tantárgyi dosszié. Megmunkáló eljárások GEGTT142-B GEGTT142-BL
 Tantárgyi dosszié Megmunkáló eljárások GEGTT142-B GEGTT142-BL TÁJÉKOZTATÓ a "Megmunkáló eljárások " c. tárgy oktatásáról (GEGTT142-B) Szak: Gépészmérnöki (BSc) alapszak Szakirány: Minőségbiztosítási szakirány
Tantárgyi dosszié Megmunkáló eljárások GEGTT142-B GEGTT142-BL TÁJÉKOZTATÓ a "Megmunkáló eljárások " c. tárgy oktatásáról (GEGTT142-B) Szak: Gépészmérnöki (BSc) alapszak Szakirány: Minőségbiztosítási szakirány
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
TÖBBFOGMÉRET SZÁMÍTÁS KISFELADAT
 Dr. Lovas László TÖBBFOGMÉRET SZÁMÍTÁS KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz Kézirat 2011 TÖBBFOGMÉRET SZÁMÍTÁS KISFELADAT 1. Adatválaszték A feladat a megadott egyenes fogú, valamint
Dr. Lovas László TÖBBFOGMÉRET SZÁMÍTÁS KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz Kézirat 2011 TÖBBFOGMÉRET SZÁMÍTÁS KISFELADAT 1. Adatválaszték A feladat a megadott egyenes fogú, valamint
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal
 7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
TANMENET. Tanév: 2014/2015. Szakképesítés száma: 34 521 03. Követelménymodul: Követelménymodul száma: 10176-12. Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
2011. tavaszi félév. Fogaskerékgyártás. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
TÖBBFOGMÉRET MÉRÉS KISFELADAT
 Dr. Lovas László TÖBBFOGMÉRET MÉRÉS KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz BME Közlekedésmérnöki és Járműmérnöki Kar Járműelemek és Jármű-szerkezetanalízis Tanszék Kézirat 2013 TÖBBFOGMÉRET
Dr. Lovas László TÖBBFOGMÉRET MÉRÉS KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz BME Közlekedésmérnöki és Járműmérnöki Kar Járműelemek és Jármű-szerkezetanalízis Tanszék Kézirat 2013 TÖBBFOGMÉRET
Gépi forgácsoló 4 Gépi forgácsoló 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Jármű- és hajtáselemek II. (KOJHA 126) Fogaskerék hajtómű előtervezési segédlet
 Fogaskerék hajtómű előtervezési segédlet") Jármű- és hajtáselemek II. (KOJHA 126) Fogaskerék hajtómű előtervezési segédlet Egy új hajtómű geometriai méreteinek a kialakításakor elsősorban a már meglevő, használt megoldásoknál megfigyelhető megoldásokra
Jármű- és hajtáselemek II. (KOJHA 126) Fogaskerék hajtómű előtervezési segédlet Egy új hajtómű geometriai méreteinek a kialakításakor elsősorban a már meglevő, használt megoldásoknál megfigyelhető megoldásokra
Széchenyi István Egyetem NYOMATÉKÁTSZÁRMAZTATÓ HAJTÁSOK
 NYOMATÉKÁTSZÁRMAZTATÓ HAJTÁSOK A tengelyek között olyan kapcsolatot létesítő egységet, amely a forgatónyomaték egyszerű átvitelén kívül azt változtatni is tudja, hajtóműnek, a hajtóműveken belül a különböző
NYOMATÉKÁTSZÁRMAZTATÓ HAJTÁSOK A tengelyek között olyan kapcsolatot létesítő egységet, amely a forgatónyomaték egyszerű átvitelén kívül azt változtatni is tudja, hajtóműnek, a hajtóműveken belül a különböző
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
FOGLALKOZÁSI TERV. Kósa Péter műszaki oktató. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA GÉPÉSZET ISMERETEK KÖZÉP SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK
 GÉPÉSZET ISMERETEK KÖZÉP SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1 Tesztfeladatok 1. feladat 4 pont Párosítsa a meghatározásokat és a fogalmakat! Meghatározások: I. Munkavégzés során vagy azzal összefüggésben
GÉPÉSZET ISMERETEK KÖZÉP SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1 Tesztfeladatok 1. feladat 4 pont Párosítsa a meghatározásokat és a fogalmakat! Meghatározások: I. Munkavégzés során vagy azzal összefüggésben
Gyártástechnológia III. 1.előadás: Gépgyártástechnológia alapfogalmai. előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
FOGLALKOZÁSI TERV. MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTTECHN. 2018/2019. tanév, II. félév Tantárgy kód: BAI0082 Kollokvium, kredit: 5
 FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM Gépelemek II. tantárgy MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTTECHN. 018/019. tanév, II. félév TANSZÉK Tantárgy kód: BAI008 Kollokvium, kredit: 5 Tanítási hetek száma:
FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM Gépelemek II. tantárgy MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTTECHN. 018/019. tanév, II. félév TANSZÉK Tantárgy kód: BAI008 Kollokvium, kredit: 5 Tanítási hetek száma:
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Autóipari megmunkálási eljárások
 Tantárgyi dosszié Autóipari megmunkálási eljárások GEGTT602-B TÁJÉKOZTATÓ az "Autóipari megmunkálási eljárások " c. tárgy oktatásáról (GEGTT602-B) Szak: Járműmérnöki (BSc) alapszak (G 2BJ) Előadó: Dr.
Tantárgyi dosszié Autóipari megmunkálási eljárások GEGTT602-B TÁJÉKOZTATÓ az "Autóipari megmunkálási eljárások " c. tárgy oktatásáról (GEGTT602-B) Szak: Járműmérnöki (BSc) alapszak (G 2BJ) Előadó: Dr.
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA GÉPÉSZET ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK
 GÉPÉSZET ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK Tesztfeladatok 1. feladat 4 pont Párosítsa a meghatározásokat és a fogalmakat! Meghatározások: I. Munkavégzés során vagy azzal összefüggésben
GÉPÉSZET ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK Tesztfeladatok 1. feladat 4 pont Párosítsa a meghatározásokat és a fogalmakat! Meghatározások: I. Munkavégzés során vagy azzal összefüggésben
B RÉSZ FOGAZOTT ALKATRÉSZEK GYÁRTÁSA ÉS SZERSZÁMAI
 B RÉSZ FOGAZOTT ALKATRÉSZEK GYÁRTÁSA ÉS SZERSZÁMAI 12. FOGASKEREKEK ELŐÁLLÍTÁSA ÉS SZERSZÁMAI 12.1. Bevezetés A fogazatok általában kinematikai párok mozgást átvivő elemek működő felületei. Ebben az értelemben
B RÉSZ FOGAZOTT ALKATRÉSZEK GYÁRTÁSA ÉS SZERSZÁMAI 12. FOGASKEREKEK ELŐÁLLÍTÁSA ÉS SZERSZÁMAI 12.1. Bevezetés A fogazatok általában kinematikai párok mozgást átvivő elemek működő felületei. Ebben az értelemben
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
Hajtások 2. 2011.10.22.
 Hajtások 2. 2011.10.22. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
Hajtások 2. 2011.10.22. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
Intelligens Technológiák gyakorlati alkalmazása
 Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
FOGLALKOZÁSI TERV. MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTTECHN. 2017/2018. tanév, II. félév Tantárgy kód: AMB1401 Kollokvium, kredit: 3
 FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM Gépelemek II. tantárgy MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTTECHN. 017/018. tanév, II. félév TANSZÉK Tantárgy kód: AMB1401 Kollokvium, kredit: 3 Tanítási hetek száma:
FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM Gépelemek II. tantárgy MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTTECHN. 017/018. tanév, II. félév TANSZÉK Tantárgy kód: AMB1401 Kollokvium, kredit: 3 Tanítási hetek száma:
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
6. Előadás. Mechanikai jellegű gépelemek
 6. Előadás Mechanikai jellegű gépelemek 1 funkció: két tengely összekapcsolása + helyzethibák kiegyenlítése + nyomatéklökések kiegyenlítése + oldhatóság + szabályozhatóság 1 2 1 hm 2 2 kapcsolható állandó
6. Előadás Mechanikai jellegű gépelemek 1 funkció: két tengely összekapcsolása + helyzethibák kiegyenlítése + nyomatéklökések kiegyenlítése + oldhatóság + szabályozhatóság 1 2 1 hm 2 2 kapcsolható állandó
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
2.6. A fogaskerekek tőrésezése, illesztése. Fogaskerék szerkezetek. Hajtómővek.
 2.6. A fogaskerekek tőrésezése, illesztése. Fogaskerék szerkezetek. Hajtómővek. Tevékenység: Olvassa el a jegyzet 124-145 oldalain található tananyagát! Tanulmányozza át a segédlet 9.8. fejezetében lévı
2.6. A fogaskerekek tőrésezése, illesztése. Fogaskerék szerkezetek. Hajtómővek. Tevékenység: Olvassa el a jegyzet 124-145 oldalain található tananyagát! Tanulmányozza át a segédlet 9.8. fejezetében lévı
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Azonosító jel: ÉRETTSÉGI VIZSGA május 15. GÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA május 15. 8:00. Időtartam: 180 perc
 ÉRETTSÉGI VIZSGA 2019. május 15. GÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2019. május 15. 8:00 Időtartam: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK MINISZTÉRIUMA írásbeli
ÉRETTSÉGI VIZSGA 2019. május 15. GÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2019. május 15. 8:00 Időtartam: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK MINISZTÉRIUMA írásbeli
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
54 521 01 0000 00 00 Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/21. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/21. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
GÉPELEMEK EGYSZERÜSÍTETT ÁBRÁZOLÁSA
 GÉPELEMEK EGYSZERÜSÍTETT ÁBRÁZOLÁSA CSAVAROK ÉS CSAVARKÖTÉSEK ÁBRÁZOLÁSA A csavarok gépészeti jellemzése A csavarok funkciói Alkatrészek rögzítése Alkatrészek mozgatása (forgó mozgás átalakítása haladó
GÉPELEMEK EGYSZERÜSÍTETT ÁBRÁZOLÁSA CSAVAROK ÉS CSAVARKÖTÉSEK ÁBRÁZOLÁSA A csavarok gépészeti jellemzése A csavarok funkciói Alkatrészek rögzítése Alkatrészek mozgatása (forgó mozgás átalakítása haladó
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
Géprajz - gépelemek. Előadó: Németh Szabolcs mérnöktanár. Belső használatú jegyzet 2
 Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Házi feladat (c) Dr Mikó Balázs - Gyártástechnológia II.
 Dr Mikó Balázs - Gyártástechnológia II.") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
01.1.- 02.1 03.1.- 04.1.- 05.1.- 06.1-
 01.1.- Ismertesse és rendszerezze az esztergálás szerszámait formájuk, anyagaik, szerkezetük szerint! 01.2.- Mutassa be a folyadéksugaras csiszolás, a leppelés, a dörzsköszörülés, a tükörsimitás anyagleválasztásának
01.1.- Ismertesse és rendszerezze az esztergálás szerszámait formájuk, anyagaik, szerkezetük szerint! 01.2.- Mutassa be a folyadéksugaras csiszolás, a leppelés, a dörzsköszörülés, a tükörsimitás anyagleválasztásának
Használható segédeszköz: számológép (Mobil/okostelefon számológép funkció nem használható a vizsgán!)
") A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
CNC gépek szerszámellátása
 CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
Géprajz gépelemek II. II. Konzultáció (2014.03.22.)
") Géprajz gépelemek II. II. Konzultáció (2014.03.22.) Forgó alkatrészek oldható kötőelemei (a nem oldható tengelykötéseket a tk.-ből tanulni) Ékkötés Az ék horonyszélességének illesztése laza D10 A tengely
Géprajz gépelemek II. II. Konzultáció (2014.03.22.) Forgó alkatrészek oldható kötőelemei (a nem oldható tengelykötéseket a tk.-ből tanulni) Ékkötés Az ék horonyszélességének illesztése laza D10 A tengely
Tengelykapcsoló. 2018/2019 tavasz
 Jármű és s hajtáselemek I. Tengelykapcsoló Török k István 2018/2019 tavasz TENGELYKAPCSOL KAPCSOLÓK 2 1. Besorolás Nyomatékátvivő elemek tengelyek; tengelykapcsolók; vonóelemes hajtások; gördülőelemes
Jármű és s hajtáselemek I. Tengelykapcsoló Török k István 2018/2019 tavasz TENGELYKAPCSOL KAPCSOLÓK 2 1. Besorolás Nyomatékátvivő elemek tengelyek; tengelykapcsolók; vonóelemes hajtások; gördülőelemes
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 04-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 04 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Géplakatos szakmai
34 521 04-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 04 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Géplakatos szakmai
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
BEVEZETŐ Tantárgyi követelmények
 BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2016-2017. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2016-2017. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
HENGERES EVOLVENSKERÉK ÉS FOGASLÉC KAPCSOLÓDÁSÁNAK ÁLTALÁNOSÍTÁSA SZIMULÁCIÓVAL
 Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék HENGERES EVOLVENSKERÉK ÉS FOGASLÉC KAPCSOLÓDÁSÁNAK ÁLTALÁNOSÍTÁSA SZIMULÁCIÓVAL László Sándor,
Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék HENGERES EVOLVENSKERÉK ÉS FOGASLÉC KAPCSOLÓDÁSÁNAK ÁLTALÁNOSÍTÁSA SZIMULÁCIÓVAL László Sándor,
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
Első ablaktörlő motor hajtásának kapcsolódási viszonyainak elemzése és optimálása a hatékonyság növelés céljából
 Első ablaktörlő motor hajtásának kapcsolódási viszonyainak elemzése és optimálása a hatékonyság növelés céljából Készítette: Konkoly Ákos egyetemi hallgató Konzulens: Dr. Marczis Balázs csoportvezető Robert
Első ablaktörlő motor hajtásának kapcsolódási viszonyainak elemzése és optimálása a hatékonyság növelés céljából Készítette: Konkoly Ákos egyetemi hallgató Konzulens: Dr. Marczis Balázs csoportvezető Robert
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
Fogaskerékmérés. Fogaskerék típusai. Fogaskerék felépítése. Követelmények. Tóth Georgina Nóra toth.georgina@
 Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
GÉPÉSZETI ALAPISMERETEK TÉMAKÖRÖK
 GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
Tűrés és illesztés. Készítette: Szűcs Tamás
 Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Házi feladat Dr Mikó Balázs - Gyártástechnológia II. 5
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA GÉPÉSZET ISMERETEK KÖZÉP SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ
 GÉPÉSZET ISMERETEK KÖZÉP SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1 Tesztfeladatok 1. feladat 4 pont Párosítsa a meghatározásokat és a fogalmakat! Meghatározások: I. Munkavégzés
GÉPÉSZET ISMERETEK KÖZÉP SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1 Tesztfeladatok 1. feladat 4 pont Párosítsa a meghatározásokat és a fogalmakat! Meghatározások: I. Munkavégzés
Fűrészipari szerszámélező Gépi forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
1. Gépelemek minimum rajzjegyzék
 1. Gépelemek minimum rajzjegyzék MECHATRONIKAI MÉRNÖK BSC SZAK, LOGISZTIKAI MÉRNÖK BSC SZAK Rajzi beugró ábrák választéka (Kovács Gáborné Mezei Gizella, Rácz Péter, Szalai Péter, Törőcsik Dávid elektronikus
1. Gépelemek minimum rajzjegyzék MECHATRONIKAI MÉRNÖK BSC SZAK, LOGISZTIKAI MÉRNÖK BSC SZAK Rajzi beugró ábrák választéka (Kovács Gáborné Mezei Gizella, Rácz Péter, Szalai Péter, Törőcsik Dávid elektronikus