A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
|
|
|
- Andrea Borbélyné
- 8 évvel ezelőtt
- Látták:
Átírás
1 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc.

2 TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia megismerése Két technológia összehasonlítás Vágási pontosság és a megmunkáló paraméterek közötti összefüggés keresése Vágási rés szélességének vizsgálata Vágási ferdeség meghatározása Ajánlások megfogalmazása

3 A PLAZMA Fogalma 4. halmazállapot (anyag energia szintje) Magas hőmérsékletű, elektromosan vezető,ionizált állapotú gáz Jellemzői töltések összekeveredve, egyenletesen helyezkednek Könnyen elmozdítható töltéshordozók jó elektromos vezető hőmérséklettel növelhető

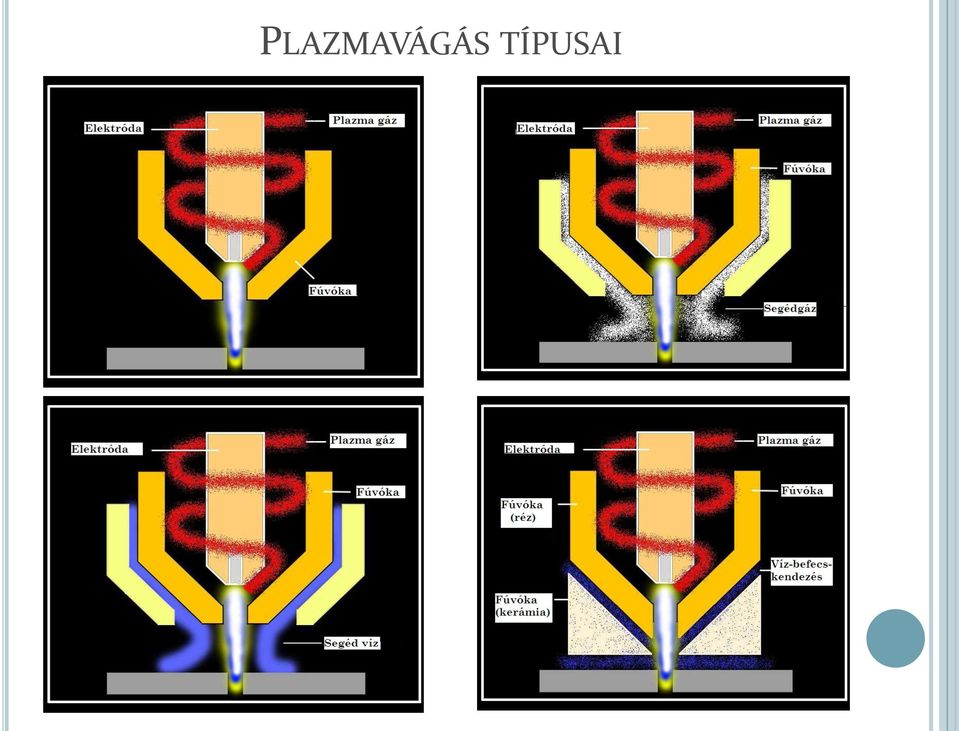
4 PLAZMAVÁGÁS Berendezés Áramforrás, plazmaégő, munkadarab, vágóasztal, gázellátó-, hűtő rendszer Plazma és segédgázok Plazma: levegő, oxigén, nitrogén, argonhidrogén gázkeverék Segédgáz: levegő, nitrogén, széndioxid Típusai Fúvóka és elektróda típusától függ (élettartamuk korlátozott)

5 PLAZMAVÁGÁS TÍPUSAI
6 VÍZSUGARAS VÁGÁS Víz Víz Víz Lényege: egy nagynyomású vízoszlopot nagysebességű vízsugárrá alakítanak át Típusai Tiszta vízsugaras Abrazív vízsugaras-injektoros Abrazív szuszpenziós Berendezés részei Vízsugaras vágás (WJ) Nyomás létrehozása Vízfúvóka Nyomás létrehozása Abrazív anyag tároló Vízfúvóka Szívótér Abrazív (keverőtér) fúvóka Injektoros abrazív vízsugaras vágás (AWJ) Nyomás létrehozása Abrazív anyag nyomástartó Abrazív anyag szuszpenzió Szuszpenziós fúvóka Abrazív szuszpenziós vágás (ASJ) Nyomásnövelő szivattyú Abrazív poradagoló rendszer Vágó fej CNC vezérlésű manipulátor és tartály
 Nyomásnövelő szivattyú Abrazív poradagoló rendszer Vágó fej CNC vezérlésű")
7 ELŐNYÖK ÉS HÁTRÁNYOK Plazmasugaras vágás Előny Minden elektromosan vezető anyagnál használható Nagy vágási sebesség gazdaságos Hátrány Hőbevitel történik anyagszerkezet változás Környezet károsító Precíz kontúrok esetén nem alkalmazható utólagos megmunkálást igényel Vízsugaras vágás Előny Nem okoz roncsolódást az anyagban Minden anyag vágására alkalmas Nem képződik salakanyag Hátrány Magas zajszint, por és gőz termelődés Pontossági problémák költséges

8 VÁGÁSI KÍSÉRLETEK EREDMÉNYEI A VÁGÁSI FERDESÉG A vágott felületek szinte sosem párhuzamosak Pontossági problémákat okoz Jellemzésére a vágórés szélességét és oldalferdeséget szokták használni Zeiss Discovery V8 Stereo mikroszkóp használata (32X ) AxioVision szoftver
 AxioVision")

9 KÍSÉRLETI KÖRÜLMÉNYEK Próbatest (S235JR hengerelt acél) Gép típusai: Cebora prof 62 és Inno pump-36 HD Paraméterek

10 vágási rés szélessége,mm vágási rés szélessége,mm vágási rés szélessége,mm vágási rés szélessége,mm PLAZMASUGARAS VÁGÁS EREDMÉNYEI 3,5 3 2,5 2,5 0,5 0 Áramerősség 50A teteje alja 3,5 3 2,5 2,5 0,5 0 Áramerősség 65A teteje alja Előtoló sebesség f, mm/min Előtoló sebesség f, mm/min 3,5 3 2,5 2,5 0,5 0 Áramerősség 80A teteje alja 3,5 3 2,5 2,5 0,5 0 Áramerősség 95A teteje alja Előtoló sebesség f, mm/min Előtoló sebesség f, mm/min

11 Vágási ferdeség α, vágási rés szélessége,mm PLAZMASUGARAS VÁGÁS 3,5 Tetején és alján lévő rés szélessége, µm 3 2,5 2,5 0,5 5 4, Áramerősség, A ,5 3 2, Előtoló sebesség f, mm/min 50A 65A 80A 95A

12 Vágási ferdeség α, PLAZMASUGARAS VÁGÁS 5 4, , , Áramerősség I, A

13 Vágási ferdeség α, Vágási ferdeség α, Vágási ferdeség α, VÍZSUGARAS VÁGÁS,8,6,4,2 0,8 0,6 360 MPa nyomáson ferdeség szöge,8,6,4,2 0,8 0,6 30 MPa nyomáson ferdeség szöge előtoló sebesség f, mm/min előtoló sebesség f, mm/min,8,6,4,2 0,8 0,6 270 MPa nyomáson előtoló sebesség f, mm/min ferdeség szöge

14 Vágási rés szélessége mm VÍZSUGARAS VÁGÁS,4 A munkadarab teteje és alja,2 0, ,6 0, előtoló sebesség f, mm/min

15 Vágási ferdeség α, Vágási ferdeség α, VÍZSUGARAS VÁGÁS,8,6,4,2 0,8 0,6,8,6, , előtoló sebesség f, mm/min 0,8 360MPa 30MPa 270MPa , Víznyomás p, MPa

16 KÖVETKEZTETÉSEK Plazmasugaras vágás esetén Áramerősség (I) növelésével nő a vágási szélesség Áramerősség (I) növelésével nem egyértelműen változik a vágási ferdeség Előtoló sebesség (f) növelésével a vágási szélesség csökken Előtoló sebesség (f) növelésével nő a vágási ferdeség A vágási ferdeség (α) 2,5-4,6 -ig terjed A vágási szélesség -3,5 mm-ig terjed Vízsugaras vágás esetén Előtoló sebesség (f) növelésével nő a vágási ferdeség Előtoló sebesség (f) növelésével nem egyforma a változás a munkadarab tetején és alján A nyomás függvényében egyértelmű tendencia nem figyelhető meg A vágási ferdeség (α) 0,5 -,7 -ig terjed A vágási szélesség 0,6-,2 mm-ig terjed
 0,5 -,7 -ig terjed A vágási szélesség 0,6-,2 mm-ig")
17 JAVASLATOK Az adott anyagminőség, paraméterek és gépek mellett az alábbi adatokat ajánlom: Plazmavágás esetén 80A áramerősség 500 mm/min előtoló sebességet Vízsugaras vágás esetén Nagy nyomás : 360 MPa mm /min előtoló sebesség

18 TOVÁBB FEJLESZTÉSI LEHETŐSÉGEK Többféle anyagminőség vizsgálata Több paraméter változtatása pl.: abrazív anyagáram és fúvóka átmérők Felületi érdesség jellemzése különböző érdességi mérőszámokkal (átlagos és maximális érdesség, hullámosság, profilhiba)

19 KÖSZÖNETNYILVÁNÍTÁS A TDK dolgozat elkészítését a TÁMOP-4.2..B-0/2/KONV jelű projekt Befejező precíziós megmunkálások kutatása elnevezésű részprojekt támogatta. KÖSZÖNÖM A FIGYELMET!

A PLAZMASUGARAS ÉS A VÍZSUGARAS TECHNOLÓGIA KÍSÉRLETI VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT A PLAZMASUGARAS ÉS A VÍZSUGARAS TECHNOLÓGIA KÍSÉRLETI VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR IV. éves műszaki menedzser BSc.
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT A PLAZMASUGARAS ÉS A VÍZSUGARAS TECHNOLÓGIA KÍSÉRLETI VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR IV. éves műszaki menedzser BSc.
1.7 Az abrazív vízsugaras vágás technológiája
 1.7 Az abrazív vízsugaras vágás technológiája 1.7.1. Az abrazív vízsugaras technológiák történeti áttekintése I.e. : természetes folyósodrás ásványok tisztításához (Egyiptom) I.e. : mesterséges vízsugár
1.7 Az abrazív vízsugaras vágás technológiája 1.7.1. Az abrazív vízsugaras technológiák történeti áttekintése I.e. : természetes folyósodrás ásványok tisztításához (Egyiptom) I.e. : mesterséges vízsugár
Plazmavágás
 2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA AZ ABRAZÍV VÍZSUGARAS VÁGÁS Kolozsvár, 2002. március 22-23. ANYAGLEVÁLASZTÁSI MECHANIZMUSAINAK KÍSÉRLETI VIZSGÁLATA Polák Helga ABSTRACT Machining (material removal)
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA AZ ABRAZÍV VÍZSUGARAS VÁGÁS Kolozsvár, 2002. március 22-23. ANYAGLEVÁLASZTÁSI MECHANIZMUSAINAK KÍSÉRLETI VIZSGÁLATA Polák Helga ABSTRACT Machining (material removal)
DENER Plazmavágók. Típus: Mitsubishi DNR-I 1530 CNC. Dener plazmavágás. Dener plazmavágók. http://www.dener.com/sayfa/89/plasma-cutting.
 DENER Plazmavágók Dener plazmavágás Dener plazmavágók http://www.dener.com/sayfa/89/plasma-cutting.html Típus: Mitsubishi DNR-I 1530 CNC A képek illusztrációk A képek illusztrációk A képek illusztrációk
DENER Plazmavágók Dener plazmavágás Dener plazmavágók http://www.dener.com/sayfa/89/plasma-cutting.html Típus: Mitsubishi DNR-I 1530 CNC A képek illusztrációk A képek illusztrációk A képek illusztrációk
AZ ABRAZÍV VÍZSUGARAS VÁGÁS MINŐSÉGÉNEK
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR AZ ABRAZÍV VÍZSUGARAS VÁGÁS MINŐSÉGÉNEK ÉS HATÉKONYSÁGÁNAK VIZSGÁLATA PhD ÉRTEKEZÉS KÉSZÍTETTE: DR. MAROS ZSOLT OKLEVELES GÉPÉSZMÉRNÖK SÁLYI ISTVÁN GÉPÉSZETI
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR AZ ABRAZÍV VÍZSUGARAS VÁGÁS MINŐSÉGÉNEK ÉS HATÉKONYSÁGÁNAK VIZSGÁLATA PhD ÉRTEKEZÉS KÉSZÍTETTE: DR. MAROS ZSOLT OKLEVELES GÉPÉSZMÉRNÖK SÁLYI ISTVÁN GÉPÉSZETI
VÉDŐGÁZAS ÍVHEGESZTÉSEK
 VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
10. Különleges megmunkálások. 11. Elektroeróziós megmunkálások. Elektroeróziós megmunkálások. Különleges megmunkálások csoportosítása
 10. Különleges megmunkálások Különleges megmunkálások csoportosítása - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák -
10. Különleges megmunkálások Különleges megmunkálások csoportosítása - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák -
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 3. Lézer- és vízsugaras technológiák
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 3. Lézer- és vízsugaras technológiák
Lehúzás rögzített gyémántlehúzó szerszámmal:
 Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lánghegesztés és lángvágás
 Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
12. Kükönleges megmunkálások
 12. Kükönleges megmunkálások - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák - A szerszám (ha van) nem kell keményebb legyen
12. Kükönleges megmunkálások - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák - A szerszám (ha van) nem kell keményebb legyen
Plazmavágógépek 400V LPH 35, 50, 80, 120
 Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
Szabadformájú felületek. 3D felületek megmunkálása gömbmaróval. Dr. Mikó Balázs FRAISA ToolSchool Október
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
Alumínium ötvözetek aszimmetrikus hengerlése
 A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO
 CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO Általános ismertetés: A Fiber lézer vágó gép új fejezetet nyit a táblalemez megmunkálás technológiájában. A NUKON fiber lézer vágó rendszert úgy tervezték,
CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO Általános ismertetés: A Fiber lézer vágó gép új fejezetet nyit a táblalemez megmunkálás technológiájában. A NUKON fiber lézer vágó rendszert úgy tervezték,
Síklapokból álló üvegoszlopok laboratóriumi. vizsgálata. Jakab András, doktorandusz. BME, Építőanyagok és Magasépítés Tanszék
 Síklapokból álló üvegoszlopok laboratóriumi vizsgálata Előadó: Jakab András, doktorandusz BME, Építőanyagok és Magasépítés Tanszék Nehme Kinga, Nehme Salem Georges Szilikátipari Tudományos Egyesület Üvegipari
Síklapokból álló üvegoszlopok laboratóriumi vizsgálata Előadó: Jakab András, doktorandusz BME, Építőanyagok és Magasépítés Tanszék Nehme Kinga, Nehme Salem Georges Szilikátipari Tudományos Egyesület Üvegipari
Messer újdonságok és fejlesztések
 Messer újdonságok és fejlesztések Halász Gábor hegesztés-vágás szaktanácsadó Tartalom MegaPack innováció a köteges gázellátásban Korszerű védőgázok, gyökvédelem Autogéntechnikai fejlesztések Újdonságok
Messer újdonságok és fejlesztések Halász Gábor hegesztés-vágás szaktanácsadó Tartalom MegaPack innováció a köteges gázellátásban Korszerű védőgázok, gyökvédelem Autogéntechnikai fejlesztések Újdonságok
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel
 Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
Hegesztő-vágó gép kezelője Hegesztő 4 2/38
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Lemezalkatrész gyártás Vastag lemezek vágása
 Kecskeméti Főiskola GAMF Anyagtechnológia Tanszék Lemezalkatrész gyártás Vastag lemezek vágása 2014 Dr. Weltsch Zoltán weltsch.zoltan@gamf.kefo.hu 1 Lemezek darabolása, darabolási módok Alakító vágás,
Kecskeméti Főiskola GAMF Anyagtechnológia Tanszék Lemezalkatrész gyártás Vastag lemezek vágása 2014 Dr. Weltsch Zoltán weltsch.zoltan@gamf.kefo.hu 1 Lemezek darabolása, darabolási módok Alakító vágás,
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT
 FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
7.3. Plazmasugaras megmunkálások
 7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT
 A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
minden vágási feladathoz Plazmavágó technológia
 minden vágási feladathoz Plazmavágó technológia A Kjellberg Finsterwalde egy régi tradíciókra visszatekintő vállalat széles termék skáláját kínálja olyan CNC-vezérelt és kézi plazmavágáshoz, amely megfelel
minden vágási feladathoz Plazmavágó technológia A Kjellberg Finsterwalde egy régi tradíciókra visszatekintő vállalat széles termék skáláját kínálja olyan CNC-vezérelt és kézi plazmavágáshoz, amely megfelel
PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához
 PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához ÚJ Új, bővített felületmegmunkálási program Négy speciális kivitel a durvától a finom felületmegmunkálásig Kiváló termékek
PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához ÚJ Új, bővített felületmegmunkálási program Négy speciális kivitel a durvától a finom felületmegmunkálásig Kiváló termékek
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 4. Sugaras megmunkálások. Plazma-,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 4. Sugaras megmunkálások. Plazma-,
Messer Szakmai Nap. Messer Szakmai nap
 Messer Szakmai Nap Messer Innovációs Fórum Lézersugaras megmunkálások, újdonságok, fejlesztési trendek EUROBLECH és LAF 2016 érdekességei Halász Gábor Tartalom Újdonságok, fejlesztések a Lézersugaras vágás
Messer Szakmai Nap Messer Innovációs Fórum Lézersugaras megmunkálások, újdonságok, fejlesztési trendek EUROBLECH és LAF 2016 érdekességei Halász Gábor Tartalom Újdonságok, fejlesztések a Lézersugaras vágás
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
ISO-BUTIL 1000 Primer tömítő extruder hőszigetelő üveggyártáshoz
 Speciális gép 5. ISO-BUTIL 1000 Primer tömítő extruder hőszigetelő üveggyártáshoz A butilozó gép segítségével a hőszigetelő üvegszerkezetben lévő, alumínium távtartó lécek primer tömítését végezhetjük
Speciális gép 5. ISO-BUTIL 1000 Primer tömítő extruder hőszigetelő üveggyártáshoz A butilozó gép segítségével a hőszigetelő üvegszerkezetben lévő, alumínium távtartó lécek primer tömítését végezhetjük
Feladatlap X. osztály
 Feladatlap X. osztály 1. feladat Válaszd ki a helyes választ. Két test fajhője közt a következő összefüggés áll fenn: c 1 > c 2, ha: 1. ugyanabból az anyagból vannak és a tömegük közti összefüggés m 1
Feladatlap X. osztály 1. feladat Válaszd ki a helyes választ. Két test fajhője közt a következő összefüggés áll fenn: c 1 > c 2, ha: 1. ugyanabból az anyagból vannak és a tömegük közti összefüggés m 1
Bemutatkozik a P.Max Technológia Kft.
 Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
Energiagazdálkodás és környezetvédelem 3. Előadás
 Energiagazdálkodás és környezetvédelem 3. Előadás Tüzeléstechnika Kapcsolódó államvizsga tételek: 15. Települési hulladéklerakók Hulladéklerakó helyek fajtái kialakítási lehetőségei, helykiválasztás szempontjai.
Energiagazdálkodás és környezetvédelem 3. Előadás Tüzeléstechnika Kapcsolódó államvizsga tételek: 15. Települési hulladéklerakók Hulladéklerakó helyek fajtái kialakítási lehetőségei, helykiválasztás szempontjai.
A CC-GRIND rendszer A csiszolóprofi. A tisztítókorongokhoz képest 40%-kal gazdaságosabb az utolérhetetlen leválasztási teljesítménynek köszönhetően
 ÚJ! AZ INNOVATÍV CC-GRIN -SOLI A CC-GRIN rendszer A csiszolóprofi BIZZ A KÉKBEN A tisztítókorongokhoz képest 40%-kal gazdaságosabb az utolérhetetlen leválasztási teljesítménynek köszönhetően A használat
ÚJ! AZ INNOVATÍV CC-GRIN -SOLI A CC-GRIN rendszer A csiszolóprofi BIZZ A KÉKBEN A tisztítókorongokhoz képest 40%-kal gazdaságosabb az utolérhetetlen leválasztási teljesítménynek köszönhetően A használat
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS ALAPJAI
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
Melléklet MŰSZAKI PARAMÉTEREK. MVD ibend B / SZAKMAI JELLEMZŐK. Hidraulikus CNC vezérlésű élhajlító
 Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
DENER Lézervágó berendezés Típus: FL-3015 1500x3000 CNC Fiber Laser IPG 2kW
 DENER Lézervágó berendezés Típus: FL-3015 1500x3000 CNC Fiber Laser IPG 2kW " A képek illusztrációk" Gépváz Statikusan és dinamikusan analizált, feszültségmentesített hegesztett szerkezeti konstrukció.
DENER Lézervágó berendezés Típus: FL-3015 1500x3000 CNC Fiber Laser IPG 2kW " A képek illusztrációk" Gépváz Statikusan és dinamikusan analizált, feszültségmentesített hegesztett szerkezeti konstrukció.
Harmadik generációs infra fűtőfilm. forradalmian új fűtési rendszer
 Harmadik generációs infra fűtőfilm forradalmian új fűtési rendszer Figyelmébe ajánljuk a Toma Family Mobil kft. által a magyar piacra bevezetett, forradalmian új technológiájú, kiváló minőségű elektromos
Harmadik generációs infra fűtőfilm forradalmian új fűtési rendszer Figyelmébe ajánljuk a Toma Family Mobil kft. által a magyar piacra bevezetett, forradalmian új technológiájú, kiváló minőségű elektromos
Fogyóelektródás védőgázas ívhegesztés
 Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
ábra A K visszarugózási tényező a hajlítási sugár lemezvastagság hányados függvényében különböző anyagminőségek esetén
 Keresse ki és jegyezze meg milyen tényezők befolyásolják a visszarugózás mértékét! Tanulmányozza a 2.3.12. ábrát! Figyelje meg a függvény görbéinek a változását! A visszarugózás mértéke A visszarugózás
Keresse ki és jegyezze meg milyen tényezők befolyásolják a visszarugózás mértékét! Tanulmányozza a 2.3.12. ábrát! Figyelje meg a függvény görbéinek a változását! A visszarugózás mértéke A visszarugózás
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Szárazjeges tisztítás hatásai hegesztő szerszámokon 2012 GESTAMP 0
 Szárazjeges tisztítás hatásai hegesztő szerszámokon 2012 GESTAMP 0 Karbantartás Szárazjeges tisztítás hatásai hegesztő szerszámokon Október 2014. október 15. Készítette: Kemény Béla Gestamp Hungária Kft
Szárazjeges tisztítás hatásai hegesztő szerszámokon 2012 GESTAMP 0 Karbantartás Szárazjeges tisztítás hatásai hegesztő szerszámokon Október 2014. október 15. Készítette: Kemény Béla Gestamp Hungária Kft
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
KOMBÓ TÍPUS - 190L (50Hz)
") KOMBÓ TÍPUS - 190L (50Hz) Midea RSJ-15/190RDN3-D Készülék tulajdonságok Környezetbarát R134a hűtőközeg Előállított vízhőmérséklet: 38 C ~ 70 C Többféle üzemmód: hőszivattyús/elektromos fűtés Automatikus
KOMBÓ TÍPUS - 190L (50Hz) Midea RSJ-15/190RDN3-D Készülék tulajdonságok Környezetbarát R134a hűtőközeg Előállított vízhőmérséklet: 38 C ~ 70 C Többféle üzemmód: hőszivattyús/elektromos fűtés Automatikus
Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik
 Szakmai publikáció Budapest, 2008.02.11. Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik Gyakran felmerülő kérdés napjainkban az acélszerkezeteket, illetve alkatrészeket gyártó
Szakmai publikáció Budapest, 2008.02.11. Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik Gyakran felmerülő kérdés napjainkban az acélszerkezeteket, illetve alkatrészeket gyártó
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR SZERSZÁMGÉPÉSZETI ÉS MECHATRONIKAI INTÉZET SZERSZÁMGÉPEK INTÉZETI TANSZÉKE
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR SZERSZÁMGÉPÉSZETI ÉS MECHATRONIKAI INTÉZET SZERSZÁMGÉPEK INTÉZETI TANSZÉKE SZAKDOLGOZAT Készítette: Gere Márton Pál Bsc szintű, gépészmérnök szakos Szerszámgépészeti
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR SZERSZÁMGÉPÉSZETI ÉS MECHATRONIKAI INTÉZET SZERSZÁMGÉPEK INTÉZETI TANSZÉKE SZAKDOLGOZAT Készítette: Gere Márton Pál Bsc szintű, gépészmérnök szakos Szerszámgépészeti
FIZIKA II. 2. ZÁRTHELYI DOLGOZAT A MŰSZAKI INFORMATIKA SZAK
 FIZIKA II. 2. ZÁRTHELYI DOLGOZAT A MŰSZAKI INFORMATIKA SZAK 2007-2008-2fé EHA kód:.név:.. 1. Egy 5 cm átmérőjű vasgolyó 0,01 mm-rel nagyobb, mint a sárgaréz lemezen vágott lyuk, ha mindkettő 30 C-os. Mekkora
FIZIKA II. 2. ZÁRTHELYI DOLGOZAT A MŰSZAKI INFORMATIKA SZAK 2007-2008-2fé EHA kód:.név:.. 1. Egy 5 cm átmérőjű vasgolyó 0,01 mm-rel nagyobb, mint a sárgaréz lemezen vágott lyuk, ha mindkettő 30 C-os. Mekkora
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Maximális pontosság a legapróbb részletekig
 Maximális pontosság a legapróbb részletekig 10 pontosabb! PÁRATLAN ÉRTÉKEK Lehetséges gyártási tűréshatár...+/- 10 μm Vágófelület-megmunkálás minősége... N6-ig ELŐ NYÖK A mikrorészecskék megmunkálására
Maximális pontosság a legapróbb részletekig 10 pontosabb! PÁRATLAN ÉRTÉKEK Lehetséges gyártási tűréshatár...+/- 10 μm Vágófelület-megmunkálás minősége... N6-ig ELŐ NYÖK A mikrorészecskék megmunkálására
Melléklet MŰSZAKI PARAMÉTEREK. MVD ishear A / SZAKMAI JELLEMZŐK. Mechanikus lemezolló gép
 Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Major Ferenc részlegvezető ACIS Benzinkúttechnika kft.
 Kompresszor állomások telepítésének feltételei, hatósági előírások és beruházási adatok. Gázüzemű gépjárművek műszaki kialakítása és az utólagos átalakítás módja Major Ferenc részlegvezető ACIS Benzinkúttechnika
Kompresszor állomások telepítésének feltételei, hatósági előírások és beruházási adatok. Gázüzemű gépjárművek műszaki kialakítása és az utólagos átalakítás módja Major Ferenc részlegvezető ACIS Benzinkúttechnika
2.4. ábra Alkalmazási területek
 Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
Trapéz gerincű hibrid tartók beágyazott kapcsolatainak kísérleti és numerikus vizsgálata
 Trapéz gerincű hibrid tartók beágyazott kapcsolatainak kísérleti és numerikus vizsgálata Készítette: Németh Gábor Témavezetők: Dr. Kovács Nauzika Dr. Kövesdi Balázs Bevezetés Acél-beton öszvértartó nyírt
Trapéz gerincű hibrid tartók beágyazott kapcsolatainak kísérleti és numerikus vizsgálata Készítette: Németh Gábor Témavezetők: Dr. Kovács Nauzika Dr. Kövesdi Balázs Bevezetés Acél-beton öszvértartó nyírt
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
GÉPKÖNYV BF-1200, BF-1500 RUDADAGOLÓ BERENDEZÉSHEZ. NCT Ipari Elektronikai Kft. H -1148 Budapest Fogarasi u. 7.
 GÉPKÖNYV a RUDADAGOLÓ BERENDEZÉSHEZ NCT Ipari Elektronikai Kft. H -1148 Budapest Fogarasi u. 7. Tel:(361) 46 76 300 Telefax:(361) 46 76 309 TARTALOMJEGYZÉK TARTALOMJEGYZÉK...2 ADATLAP...3 1. EMELÉSI ÁBRA...4
GÉPKÖNYV a RUDADAGOLÓ BERENDEZÉSHEZ NCT Ipari Elektronikai Kft. H -1148 Budapest Fogarasi u. 7. Tel:(361) 46 76 300 Telefax:(361) 46 76 309 TARTALOMJEGYZÉK TARTALOMJEGYZÉK...2 ADATLAP...3 1. EMELÉSI ÁBRA...4
Jármőszerkezeti anyagok és megmunkálások II. Kopás, éltartam. Dr. Szmejkál Attila Dr. Ozsváth Péter
 Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Égéshő: Az a hőmennyiség, amely normál állapotú száraz gáz, levegő jelenlétében CO 2
 Perpetuum mobile?!? Égéshő: Az a hőmennyiség, amely normál állapotú száraz gáz, levegő jelenlétében CO 2,- SO 2,-és H 2 O-vá történő tökéletes elégetésekor felszabadul, a víz cseppfolyós halmazállapotban
Perpetuum mobile?!? Égéshő: Az a hőmennyiség, amely normál állapotú száraz gáz, levegő jelenlétében CO 2,- SO 2,-és H 2 O-vá történő tökéletes elégetésekor felszabadul, a víz cseppfolyós halmazállapotban
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Bevontelektródás ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Használható segédeszköz: Függvénytáblázat, szöveges adatok tárolására és megjelenítésére nem alkalmas zsebszámológép
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 523 04 Mechatronikai technikus
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 523 04 Mechatronikai technikus
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél
 Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Multicut XF simítómaró Surface Master new!
 passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
MSZ EN 1610. Zárt csatornák fektetése és vizsgálata. Dr.Dulovics Dezső Ph.D. egyetemi docens. Dulovics Dezsőné dr főiskolai tanár
 MSZ EN 1610 Zárt csatornák fektetése és vizsgálata Dr. Dulovics Dezső Ph.D. egyetemi docens, Dulovics Dezsőné dr. főiskolai tanár, Az előadás témakörei: -alkalmazási terület, fogalom meghatározások, általános
MSZ EN 1610 Zárt csatornák fektetése és vizsgálata Dr. Dulovics Dezső Ph.D. egyetemi docens, Dulovics Dezsőné dr. főiskolai tanár, Az előadás témakörei: -alkalmazási terület, fogalom meghatározások, általános
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
Nyomás a dugattyúerők meghatározásához 6,3 bar. Nyersanyag:
 Dugattyúrúd nélküli hengerek Siklóhenger 16-80 mm Csatlakozások: M7 - G 3/8 Kettős működésű mágneses dugattyúval Integrált 1 Üzemi nyomás min/max 2 bar / 8 bar Környezeti hőmérséklet min./max. -10 C /
Dugattyúrúd nélküli hengerek Siklóhenger 16-80 mm Csatlakozások: M7 - G 3/8 Kettős működésű mágneses dugattyúval Integrált 1 Üzemi nyomás min/max 2 bar / 8 bar Környezeti hőmérséklet min./max. -10 C /
Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére
 Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére Csepeli Zsolt Bereczki Péter Kardos Ibolya Verő Balázs Workshop Miskolc, 2013.09.06. Előadás vázlata Bevezetés Vizsgálat célja,
Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére Csepeli Zsolt Bereczki Péter Kardos Ibolya Verő Balázs Workshop Miskolc, 2013.09.06. Előadás vázlata Bevezetés Vizsgálat célja,
DL drainback napkollektor rendszer vezérlése
 DL drainback napkollektor rendszer vezérlése Tartalom Rendszer jellemzői Rendszer elemei Vezérlés kezelőfelülete Működési elv/ Állapotok Menüfunkciók Hibaelhárítás Technikai paraméterek DL drainback rendszer
DL drainback napkollektor rendszer vezérlése Tartalom Rendszer jellemzői Rendszer elemei Vezérlés kezelőfelülete Működési elv/ Állapotok Menüfunkciók Hibaelhárítás Technikai paraméterek DL drainback rendszer
International GTE Conference MANUFACTURING 2012. 14-16 November, 2012 Budapest, Hungary. Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
 International GTE Conference MANUFACTURING 2012 14-16 November, 2012 Budapest, Hungary MÉRŐGÉP FEJLESZTÉSE HENGERES MUNKADARABOK MÉRETELLENŐRZÉSÉRE Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
International GTE Conference MANUFACTURING 2012 14-16 November, 2012 Budapest, Hungary MÉRŐGÉP FEJLESZTÉSE HENGERES MUNKADARABOK MÉRETELLENŐRZÉSÉRE Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
Hőszivattyús rendszerek. HKVSZ, Keszthely 2010. november 4.
 Hőszivattyús rendszerek HKVSZ, Keszthely 2010. november 4. Tartalom Telepítési lehetőségek, cél a legjobb rendszer kiválasztása Gazdaságosság üzemeltetési költségek, tarifák, beruházás, piacképesség Környezetvédelem,
Hőszivattyús rendszerek HKVSZ, Keszthely 2010. november 4. Tartalom Telepítési lehetőségek, cél a legjobb rendszer kiválasztása Gazdaságosság üzemeltetési költségek, tarifák, beruházás, piacképesség Környezetvédelem,
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 CHMER G-32, G43, G53 és G64 típusú
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 CHMER G-32, G43, G53 és G64 típusú
Weldi-Plas termékcsalád - Plazmavágók
 Weldi-Plas termékcsalád - Plazmavágók A plazmasugaras vágási technológiával olcsón, pontosan és jó minőségben darabolhatók a fémes anyagok (acélok, nemesacélok, réz és alumínium ötvöztek) 45 mm vastagságig.
Weldi-Plas termékcsalád - Plazmavágók A plazmasugaras vágási technológiával olcsón, pontosan és jó minőségben darabolhatók a fémes anyagok (acélok, nemesacélok, réz és alumínium ötvöztek) 45 mm vastagságig.
Korrodált acélszerkezetek vizsgálata
 Korrodált acélszerkezetek vizsgálata 1. Szerkezeti példák és laboratóriumi alapkutatás Oszvald Katalin Témavezető : Dr. Dunai László Budapest, 2009.12.08. 1 Általános célkitűzések Korrózió miatt károsodott
Korrodált acélszerkezetek vizsgálata 1. Szerkezeti példák és laboratóriumi alapkutatás Oszvald Katalin Témavezető : Dr. Dunai László Budapest, 2009.12.08. 1 Általános célkitűzések Korrózió miatt károsodott
KÍSÉRLETEK HŐVEL ÉS HŐMÉRSÉKLETTEL KAPCSOLATBAN
 KÍSÉRLETEK HŐVEL ÉS HŐMÉRSÉKLETTEL KAPCSOLATBAN Tóth Gergely ELTE Kémiai Intézet Látványos kémiai kísérletek ALKÍMIA MA sorozat részeként 2013. január 31. Hőközlés hatására hőmérsékletváltozás azonos tömegű
KÍSÉRLETEK HŐVEL ÉS HŐMÉRSÉKLETTEL KAPCSOLATBAN Tóth Gergely ELTE Kémiai Intézet Látványos kémiai kísérletek ALKÍMIA MA sorozat részeként 2013. január 31. Hőközlés hatására hőmérsékletváltozás azonos tömegű
MESSER INNOVATION FORUM AUTOGÉNTECHNIKAI VESZÉLYFORRÁSOK, TANULSÁGOS PÉLDÁK
 MESSER INNOVATION FORUM 2016.12.01 AUTOGÉNTECHNIKAI VESZÉLYFORRÁSOK, TANULSÁGOS PÉLDÁK AUTOMED-Autogéntechnikai Kft. Károly 1 AUTOMED-AUTOGÉNTECHNIKAI KFT. Tevékenységeink: Gázhegesztő és lángvágó eszközök,
MESSER INNOVATION FORUM 2016.12.01 AUTOGÉNTECHNIKAI VESZÉLYFORRÁSOK, TANULSÁGOS PÉLDÁK AUTOMED-Autogéntechnikai Kft. Károly 1 AUTOMED-AUTOGÉNTECHNIKAI KFT. Tevékenységeink: Gázhegesztő és lángvágó eszközök,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
NEMZETKÖZI GÉPÉSZETI TALÁLKOZÓ - OGÉT
 NEMZETKÖZI GÉPÉSZETI TALÁLKOZÓ - OGÉT A SZAKASZOS ENERGIABEVITEL ALKALMAZÁSA AZ AUTÓIPARI KAROSSZÉRIAELEMEK PONTHEGESZTÉSE SORÁN Készítette: Prém László - Dr. Balogh András Miskolci Egyetem 1 Bevezetés
NEMZETKÖZI GÉPÉSZETI TALÁLKOZÓ - OGÉT A SZAKASZOS ENERGIABEVITEL ALKALMAZÁSA AZ AUTÓIPARI KAROSSZÉRIAELEMEK PONTHEGESZTÉSE SORÁN Készítette: Prém László - Dr. Balogh András Miskolci Egyetem 1 Bevezetés
2011/2012 tavaszi félév 2. óra. Tananyag:
 2011/2012 tavaszi félév 2. óra Tananyag: 2. Gázelegyek, gőztenzió Gázelegyek összetétele, térfogattört és móltört egyezősége Gázelegyek sűrűsége Relatív sűrűség Parciális nyomás és térfogat, Dalton-törvény,
2011/2012 tavaszi félév 2. óra Tananyag: 2. Gázelegyek, gőztenzió Gázelegyek összetétele, térfogattört és móltört egyezősége Gázelegyek sűrűsége Relatív sűrűség Parciális nyomás és térfogat, Dalton-törvény,
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
9. Téma. Az alapanyagok darabolása, és vágása. A mechanikus és termikus vágási eljárások.
 9. Téma Az alapanyagok darabolása, és vágása. A mechanikus és termikus vágási eljárások. 1 Lemezek darabolása, darabolási módok Darabolás hidegen (nyíró vágás ollóval) Darabolás forgácsolással (fűrészelés)
9. Téma Az alapanyagok darabolása, és vágása. A mechanikus és termikus vágási eljárások. 1 Lemezek darabolása, darabolási módok Darabolás hidegen (nyíró vágás ollóval) Darabolás forgácsolással (fűrészelés)
E-compact átfolyós vízmelegítő CEX 9
 Felhasználási terület Egy csapolási pont ellátására: > Mosogató > Dupla kézmosó > Mosdó sor Több csapolási pont ellátására: > Zuhanyzó és kézmosó, a betáp víz hómérséklet illetve az elektromos hálózat
Felhasználási terület Egy csapolási pont ellátására: > Mosogató > Dupla kézmosó > Mosdó sor Több csapolási pont ellátására: > Zuhanyzó és kézmosó, a betáp víz hómérséklet illetve az elektromos hálózat
Hőszivattyús rendszerek
 Hőszivattyús rendszerek A hőszivattyúk Hőforrások lehetőségei Alapvetően háromféle környezeti közeg: Levegő Talaj (talajkollektor, talajszonda) Talajvíz (fúrt kút) Egyéb lehetőségek, speciális adottságok
Hőszivattyús rendszerek A hőszivattyúk Hőforrások lehetőségei Alapvetően háromféle környezeti közeg: Levegő Talaj (talajkollektor, talajszonda) Talajvíz (fúrt kút) Egyéb lehetőségek, speciális adottságok
1. ábra Sztatikus gyújtásveszély éghető gázok, gőzök, ködök és porok esetében
 1. ábra Sztatikus gyújtásveszély éghető gázok, gőzök, ködök és porok esetében A csekély feltöltődés B nagy mértékű feltöltődés, kisülési szikra és gyújtásveszély 2.ábra 3. ábra Az elektrosztatikus töltés
1. ábra Sztatikus gyújtásveszély éghető gázok, gőzök, ködök és porok esetében A csekély feltöltődés B nagy mértékű feltöltődés, kisülési szikra és gyújtásveszély 2.ábra 3. ábra Az elektrosztatikus töltés
Mélységi víz tisztítására alkalmas komplex technológia kidolgozása biológiai ammónium- mentesítés alkalmazásával
 2. Junior szimpózium 2011. december 9. Budapesti Műszaki és Gazdaságtudományi Egyetem Mélységi víz tisztítására alkalmas komplex technológia kidolgozása biológiai ammónium- mentesítés alkalmazásával Készítette:
2. Junior szimpózium 2011. december 9. Budapesti Műszaki és Gazdaságtudományi Egyetem Mélységi víz tisztítására alkalmas komplex technológia kidolgozása biológiai ammónium- mentesítés alkalmazásával Készítette:
Termékkínálat. Akkus fúró-csavarozó. Akkus csavarozó POW3240. Akkus fúrócsavarbehajtó. Akkus fúró-csavarozó POW306502
 A Powerplus kék termékcsaládot azoknak ajánljuk, akik alkalmi használatra keresik a legjobb megoldást rendkívül kedvező áron. A széles és korszerű Powerplus termékskála minden elektromos kisgép iránti
A Powerplus kék termékcsaládot azoknak ajánljuk, akik alkalmi használatra keresik a legjobb megoldást rendkívül kedvező áron. A széles és korszerű Powerplus termékskála minden elektromos kisgép iránti
Lézersugaras technológiák ipari bevezetésének tapasztalatai a K+F pályázatok tükrében. Vavra Gábor
 Lézersugaras technológiák ipari bevezetésének tapasztalatai a K+F pályázatok tükrében Vavra Gábor Budapest, 2016. december 1. 2016.12.01. 1 Edutus Főiskola: felsőfokú oktatási portfólió Felsőfokú akkreditált
Lézersugaras technológiák ipari bevezetésének tapasztalatai a K+F pályázatok tükrében Vavra Gábor Budapest, 2016. december 1. 2016.12.01. 1 Edutus Főiskola: felsőfokú oktatási portfólió Felsőfokú akkreditált
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
E-compact átfolyós vízmelegítő CEX
 Felhasznállási terület Egy csapolási pont ellátására: > Mosogató > Dupla kézmosó > Mosdó sor > Vödör mosók Több csapolási pont ellátására: > Zuhanyzó és kézmosó Termék adatlap 1 / 6 Energetikai besorolás
Felhasznállási terület Egy csapolási pont ellátására: > Mosogató > Dupla kézmosó > Mosdó sor > Vödör mosók Több csapolási pont ellátására: > Zuhanyzó és kézmosó Termék adatlap 1 / 6 Energetikai besorolás
CBN szerszámok éltartamának meghatározása mesterséges neurális háló segítségével
 CBN szerszámok éltartamának meghatározása mesterséges neuráls háló segítségével Kemény (edzett felületek kalakításának célja az alkatrészeken: szlárdság -, keménység -, kfáradás határ növelése. Edzett
CBN szerszámok éltartamának meghatározása mesterséges neuráls háló segítségével Kemény (edzett felületek kalakításának célja az alkatrészeken: szlárdság -, keménység -, kfáradás határ növelése. Edzett
Mérés és adatgyűjtés
 Mérés és adatgyűjtés 7. óra Mingesz Róbert Szegedi Tudományegyetem 2013. április 11. MA - 7. óra Verzió: 2.2 Utolsó frissítés: 2013. április 10. 1/37 Tartalom I 1 Szenzorok 2 Hőmérséklet mérése 3 Fény
Mérés és adatgyűjtés 7. óra Mingesz Róbert Szegedi Tudományegyetem 2013. április 11. MA - 7. óra Verzió: 2.2 Utolsó frissítés: 2013. április 10. 1/37 Tartalom I 1 Szenzorok 2 Hőmérséklet mérése 3 Fény
Számítástudományi Tanszék Eszterházy Károly Főiskola.
 Networkshop 2005 k Geda,, GáborG Számítástudományi Tanszék Eszterházy Károly Főiskola gedag@aries.ektf.hu 1 k A mérés szempontjából a számítógép aktív: mintavételezés, kiértékelés passzív: szerepe megjelenítés
Networkshop 2005 k Geda,, GáborG Számítástudományi Tanszék Eszterházy Károly Főiskola gedag@aries.ektf.hu 1 k A mérés szempontjából a számítógép aktív: mintavételezés, kiértékelés passzív: szerepe megjelenítés
Melléklet MŰSZAKI PARAMÉTEREK. MVD ishear B / SZAKMAI JELLEMZŐK. Mechanikus lemezolló gép
 Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI