Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
|
|
|
- Petra Némethné
- 9 évvel ezelőtt
- Látták:
Átírás
1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 3. Lézer- és vízsugaras technológiák BAGKT17NLB Összeállította: Biró Szabolcs

2 3.1. Lézersugaras megmunkálások A lézersugárzás elméletét a 20. század elején Einstein dolgozta ki. Ha az aktív anyag atomjait metastabil állapotban egy intenzív fénysugárral gerjesztjük, fotonok bocsátódnak ki. A fotonok a tér minden irányába kisugároznak és sok az aktív anyag tengelye irányában mozdul el. Eközben olyan atomokkal ütköznek, amelyek még gerjesztett állapotban vannak és így további emissziót indíthatnak meg. Ez a folyamat addig folytatódik, amíg a fotonok az optikai tengely mentén elhagyják a lézerrúd kimeneti végét.

3 Lézerek típusai Szilárdtest lézerek Gázlézerek Folyékony lézerek Félvezető lézerek

4 A lézersugár Párhuzamos fénynyaláb Monokromatikus, mivel a gerjesztett atomok meghatározott frekvenciájú sugárzást bocsátanak ki Polarizált fény A lézerek energiája kis térrészben koncentrálódik, impulzus üzemmód esetén nagyon rövid időtartamban is Teljesítménysűrűsége nagy A lézerek hatásfoka nagyon kicsi (0,1-18%) Alkalmazását nem befolyásolja a mágneses tér Nem szükséges, hogy a munkadarab elektromos vezető legyen Minden anyaggal kölcsönhatásba lép (fém, manyag, fa, kerámia) Működéséhez nem kell vákuum Nem keletkezik röntgen-sugárzás
 Működéséhez nem kell vákuum Nem")
5 Lézersugár előállítása A lézeres megmunkálás elméleti felépítése Sugárvezetés Sugárformálás Kezelés

6 Lézersugár fókuszálása A lézerek erősen párhuzamosított fényt bocsátanak ki, ami lencserendszerrel fókuszálható és tükrökkel eltéríthető. Az ábra két megoldást szemléltet. A lézer kimenete lehet folyamatos vagy impulzusos. A másodpercenként 100 vagy 1000 impulzust folyamatosnak látjuk. 3. ábra_tengelyvég fémporszórása lángolvasztással

7 Lézerfej kialakítása Az ipari megmunkálásokra legnagyobb számban a folyamatosan sugárzó CO 2 lézerek terjedtek el. Nagy teljesítményű lézerberendezéseknél a fókuszáló lencsét vízzel hűtik. 3. ábra_tengelyvég fémporszórása lángolvasztással

8 Lézerek felhasználása Ipari megmunkálások: Vágás Fúrás Hegesztés Jelölés, gravírozás Felület struktúrálás Marás, üregképzés Ötvözés, hőkezelés Bevonás Speciális alkalmazások: Gyors prototípus gyártás (SLA SLS, LOM..) Speciális bevonatok (LCVD,..) Képalkotás, optika Spektroszkópia Mérés Lézer sebészet Lézer fogászat
 Speciális bevonatok (LCVD,.")
9 Lézervágás A lézersugaras vágásnál a nagy teljesítményű ( W/cm 2 ) lézersugarat a vágandó anyag felületére fókuszálják. Az anyag a sugárzás hatására felhevül, hőmérséklete az olvadási hőt meghaladja. Az iparban leggyakrabban alkalmazott CO 2 lézer az infavörös tartományban sugároz, amelyet az emberi szervezet igen erősen abszorbeál. A sugár károsító hatása a sugár intenzitásától és a sugárzás időtartamától függ. Közvetlen hatása a bőr és a mélyebben lévő szövetek felégetése lehet. Sokkal fontosabb a szem védelme a sugárzástól, a szem szaruhártyáját már a szórt sugárzás is károsíthatja. Előnyei: keskeny vágási szélesség (0,2-0,4mm) vékony a hő által érintett zóna (0,1mm) a felső vágási él nem lesz rádiuszos az alsó vágási élen csekély a sorjaképződés kis felületi érdesség termelékeny vágás problémamentes alkalmazás vékony lemezeknél

10 A lemezvágást gázsugár segédlettel végzik, hogy a megolvadt anyagot hatékonyabban eltávolítsa. Gyakran semleges gázos (nitrogén) vágást végeznek, hogy ne oxidálódjon a vágott felület. A táblázat paraméterei 1.5 kw teljesítményű CO 2 lézerrel történő vágásra vonatkoznak. Munkadarab anyaga Munkadarab vastagsága [mm] Lézersugár közepes teljesítménye [W] Vágási sebesség [m/min] Szénacél Szerkezeti acél 16 Mn Cr Nemesíthető acél Ck Ötvözött acél XS Cr Ni 18 S Alumínium Réz Al kerámia Műanyagok PMMA (Plexi) Bevonatott fólia GKF üvegszállal átszőtt műanyag Vágat szélessége [mm]
![Munkadarab anyaga Munkadarab vastagsága [mm] Lézersugár közepes teljesítménye [W] Vágási sebesség [m/min] Szénacél 1 500 5.5 0.15 2 500 2.5 0.15 4 500 1 0.25 6 500 0.4 0.35 8 1000 1 0.](/docs-images/46/5994752/images/page_10.jpg "4 Szerkezeti acél 16 Mn Cr5 6 1000 1.2 0.3 Nemesíthető acél Ck 35 6 1000 0.8 0.35 Ötvözött acél XS Cr Ni 18 S 4 1000 1.4 0.3 Alumínium 2 1250 2 0.3 Réz 0.5 600 1 0.2 Al 2 0 3 kerámia 2 150 0.04 0.")
11 Az lézer lemezvágó gépek 3D-s változatai is megjelentek, ahol több tengely egyidejű vezérlése történik. Az új generációs nagyteljesítményű berendezések kw-osak és automatikus üzemmódban is alkalmazhatók nagy vágási sebességekkel.

12 lézerhegesztés lézer lézer kiáramló fémgőz folyékony olvadék gőz/plazma csatorna megszilárdult olvadék lézerindukált plazma folyékony olvadék megszilárdult olvadék hagyományos (hővezetésen alapuló) lézerhegesztés mélyhegesztés hegesztés iránya
 lézerhegesztés mélyhegesztés hegesztés")
13
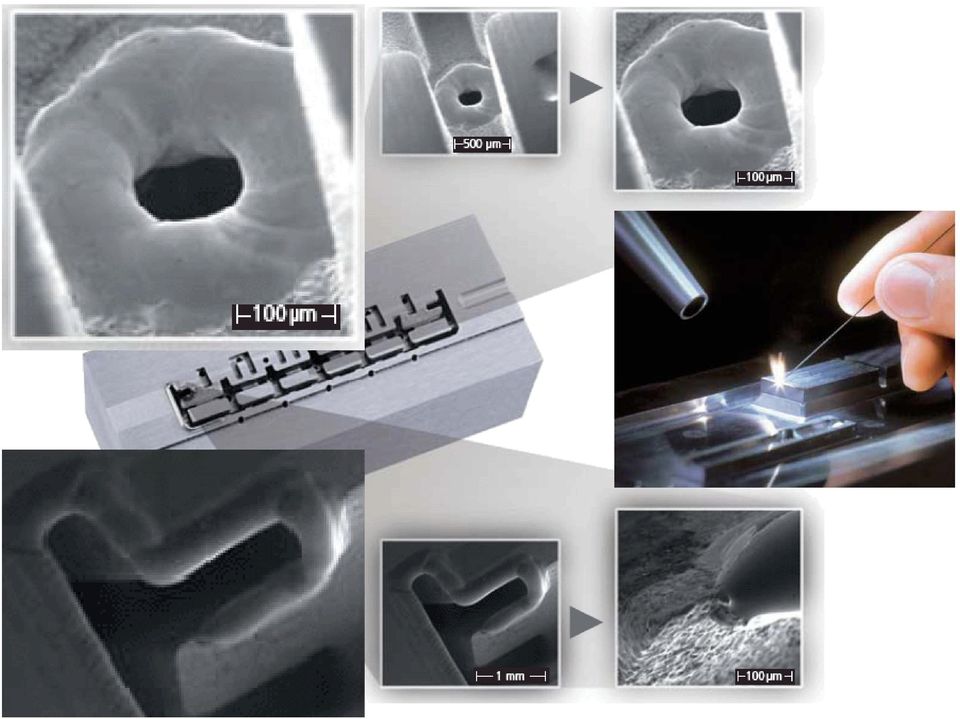
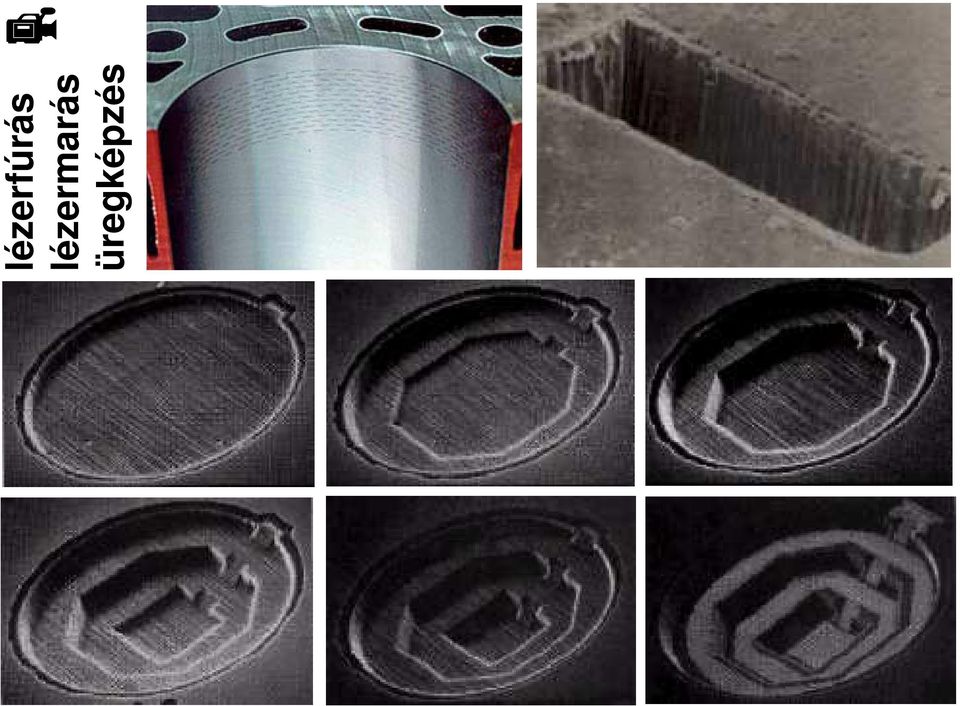
14 lézerfúrás lézermarás üregképzés
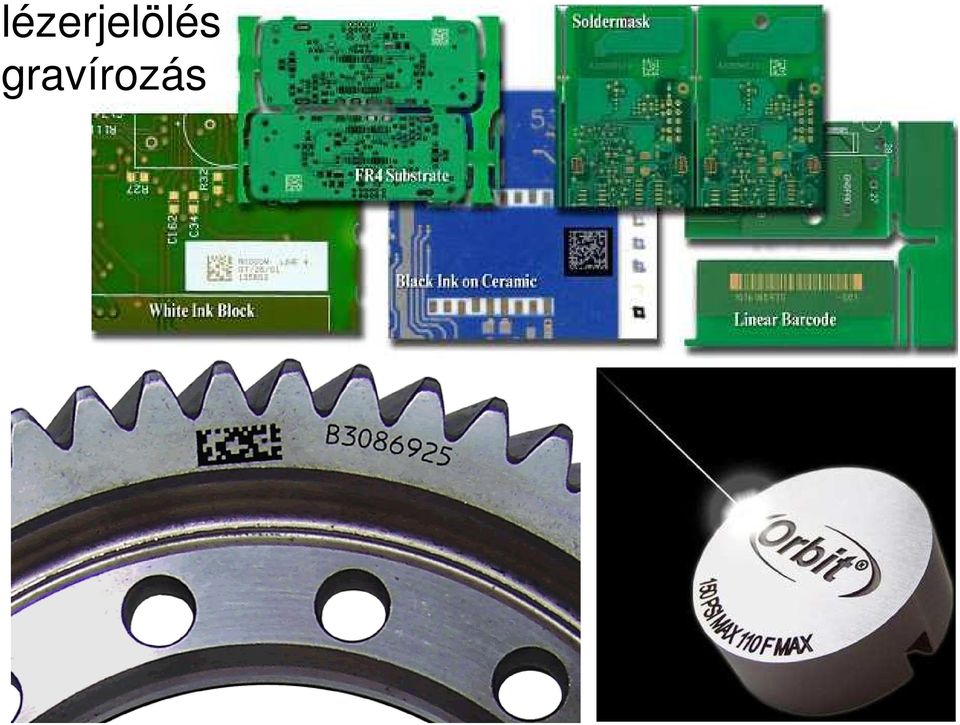
15 lézerjelölés gravírozás
16 ajándéktárgyak készítése lézeres kivágással

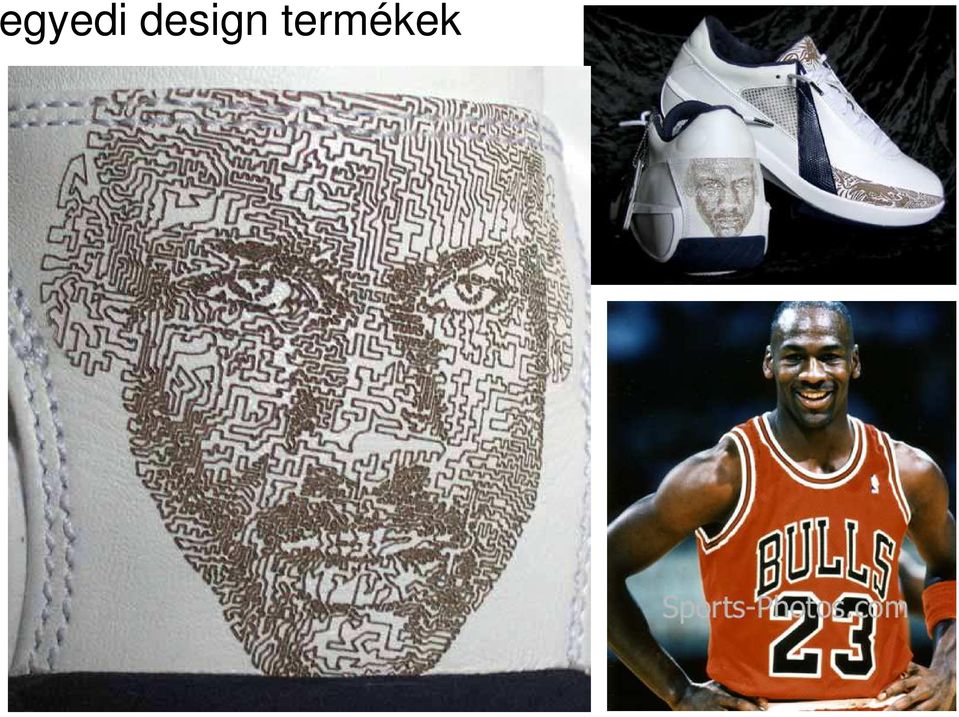
17 egyedi design termékek
18 számítástechnikai eszközök

19 gyógyászat, sebészet, fogászat

20 3.2. Vízsugaras megmunkálások A víz eróziós hatása évmilliók óta ismert vízmosások, folyóvölgyek nagy nyomású vízsugár alkalmazása bányászat, kövek és barnaszén darabolása Dr. Norman Franz erdőmérnök célterület: favágás hőmérsékletre, és mechanikai igénybevételre érzékeny anyagok vágása repülőgép-ipar szállal erősített anyagok sejtszerkezetű, ill. szendvicsanyagok Dr. Mohamed Hashish koptató hatású anyag keverése a vízhez a plazma és a lézervágás konkurense

21 Vízsugaras eljárások Vágási eljárások Felülettisztítási eljárások tiszta abrazív abrazív vízsugaras injektoros szuszpenziós vágás (WJ) vágás (AWJ) vágás (ASJ) tiszta vízsugaras kavitációs
22 Tiszta vízsugaras vágás A víz eróziós hatását használják fel Jellemzői: nagynyomású (>3600 bar) kis átmérőjű (~0,1 mm) a víz szuperszonikus sebességgel áramlik a munkadarabból apró anyagrészeket választ le Felhasználása lágy, puha anyagokhoz nemfémes anyagok: egyszerű műanyagok szálerősítésű műanyagok, gumi, bőr, papír, textil gyúlékony anyagok, műanyag habok élelmiszer
23 A vágóberendezés Két lépcsős nyomásfokozó berendezés 1. axiáldugattyús szivattyú (27 MPa) 2. dugattyús nyomásfokozó (13x) Vízelőkészítés, pumpavédelem a hálózati víz szennyezett: lebegő anyagok, szilárd részek oldott ásvány sók (keménység) két lépcsős szűrés (20 µm és 1 µm). vízlágyítás a lágyított víz újabb szűrése (1 µm) Vízelőkészítés, fúvókavédelem 0,5 µm szűrő a nagynyomású körben fúvókákat védi Vezérléssel ellátott vágófej fúvóka: zafírkő, műrubin, gyémánt a nyomásból származó energiát kinetikai energiává alakítja m/s-os sebesség
24 Abrazív vízsugaras vágás Abrazív anyaggal kevert vízsugár Jellemzői: az abrazív anyagot a fókuszált sugárhoz keverik nagynyomású ( bar) kis átmérőjű (0,2-1,0 mm) fúvóka CNC vezérlésű vágófej víz, abrazív részecskék és a levegő-buborékok együtt okozzák az eróziót a vágórés 0,8-1 mm közötti Abrazív adalékanyag: nagy szilárdságú, érdes, apró szemcsés gránit szemcse, gránit homok 1: nagynyomású víz, 2: fókuszáló, 3: keverőkamra, 4: védősapka, 5: fröccsenő víz, 6: munkadarab, 7: a munkadarabot tartó rács, 8: a kádban lévő víz, 9: vágott felület, 10: fúvóka, 11: abrazív homok
25 Abrazív szuszpenziós vágás Abrazív anyag: szuszpenzió Jellemzői: az abrazív anyagot a nagy nyomású sugárhoz keverik kisebb méretű szemcsék koncentrált vízsugár szűkebb vágórés (0,015 mm) nem tartalmaz levegőt nagyobb hatásfok A vizes gélt SUPER- WATER néven szabadalmaztatták A mikro-megmunkálások eszköze
26 Előnyei Megnövelhető a vágási sebesség (20-300%) Szűkebb vágási rés Kisebb csiszolóanyag-felhasználás Kisebb fúvókakopás ( %-os élettartam növekedés) Finomabb vágási felület Kisebb sugárelhajlás Kevésbé nedvesíti a munkadarabot Cipőtalp és tégla vágási felülete 1. tiszta vízsugaras vágás Hátrányai Sugár elindítása és lezárása nehézkes A zárást végző szerkezet is erős koptató hatást szenved el Az abrazív tárolót folyamatosan kell tölteni Nem csak a fúvóka van kitéve koptató hatásnak SUPER WATER (0,3%-os oldat) vágás
27 Vágható anyagok vas és egyéb vas alapú fémek acél, orvosi acél korrózióálló acél gyorsacél tetszőleges hőkezelési fázisban nemesfémek ezüst, arany, platina további fémek alumínium, titán, ólom márvány, gránit kerámia és kerámia alapú anyagok beton, tégla, gipsz, építőipari anyagok fa műanyag származékok gumi, teflon bakelit, habok üveg élelmiszer fagyasztott húsok, nagyiparban használt termékek szétválasztásakor
28 A vágási felület jellemzői Befolyásoló tényezők: anyag minősége vágófej távolsága a mdb-tól előtolási sebesség abrazív mennyiség és minőség a víz nyomása A vágott felület jellemzői éles, sorjás többnyire recés A felületi érdesség javítása: vágási sebesség csökkentése megnövelt abrazív homok adagolás A vágórés kúpossága kezdeti vágórés: 0,8 mm beljebb az anyagban, a sugár veszít erejéből kilépési oldal: 0,4-0,5 mm-es rés! A kúposság minimalizálása a sebesség csökkentése az abrazív szemcsék ideális szögben találkozzanak a vágandó anyag felületével nagyobb hatásfokkal sodorja ki az anyagot minél jobb ez a hatásfok, annál barázdáltabb, durvább a vágott felület. normál vágási sebesség harmadánál már a sugár okozta nyomokat sem lehet látni a felületen. 20 mm vastag gránit vágása 330 mm/perces előtolással 380 mm/perces előtolással
29 A vágási sebesség és a sugárelhajlás
30 A vágási sebesség és a sugárelhajlás Max. sebesség: 205 mm/min Gyorsítási tényező: 9 mm/sec2 Vágási idő: 5'25 Max. sebesség: 290 mm/min Gyorsítási tényező: 20 mm/sec2 Vágási idő: 3'18" Alámetszés!
31 A vízsugaras vágó szerkezeti egységei Munkaasztal (kád): vízzel teli kád tetején vasrácsok tartják a mdb-ot ide kerül: a fúvókából kiáramló víz az abrazív homok a munkadarabról leváló részecskék, darabok a sugár belevághat az alatt lévő rácsba is energiaelnyelő lemezt tesznek a mdb alá (fa) Nagynyomású vízszivattyú: a nagynyomású folyadékot állítja elő Vezérlő: a motorok összhangban való mozgatását végzi része kézi kezelőfelület és számítógép is Vágófej: fókuszálja a vizet bekeveri az abrazív homokot a fúvókán keresztül továbbítja Abrazív adagoló és puffertartály: folyamatos adagolás és tárolás a feladata lehet egyszerű gravitációs, vagy fejre szerelt pontos adagoló egységgel Mechanikus mozgást végző szerkezet: hosszanti, kereszt és függőleges szán ún. nullás illesztésű fogaskerék-fogasléces.
32 A vízsugaras vágás előnyei nem keletkeznek, illetve nem használnak környezetre káros anyagokat nem keletkezik salakanyag a vágható anyagminőség skálája igen széles a vágható anyagok vastagsága akár 300 mm is lehet, még vas esetén is meghaladja a 100 mm-t a kicsi vágórésnek (0,03-1,6 mm) köszönhetően minimális az anyagveszteség a vágás gyors bonyolult alakzatok hozhatók létre nincs hőmérséklet-emelkedés a munkadarab belső tulajdonságai nem változnak meg
33 A vízsugaras vágás hátrányai pontossági problémák anyagfüggő koptatási hatás változó vágórés a felület nem sima a fókuszálók élettartama alacsony vízpára keletkezik víz és egyéb anyagok fröccsennek a vágás közben magas zajszint a nagynyomású szivattyú gyakori kötelező szervizelése (tömítések cseréje) a vágóasztalt alatti kádat időről-időre takarítani kell felgyülemlő abrazív homok munkadarab részek egyéb beleeső anyagdarabok A vágófej vezérlés problémái A szerszám lágy, a vezérlésnek kompenzálnia kell A vízsugár késik a belépési, és a kilépési oldalon megoldás: a vágási sebesség csökkentése Vastagabb daraboknál, irányváltáskor a késés jelentős A szerszámnak nincs határozott geometriája A vágási rés változhat a vágandó geometriát korrigálni kell a vágósugár méretével
34 Lézervágás MicroJet technológiával A vízsugárral kombinált MicroJet lézervágási technika forradalmi előnye, hogy a lézernyaláb teljesen párhuzamos, így vastagabb munkadarabok is vághatók.
35 lézer fókuszáló lencse vízkamra üveg fókuszálási pont vágható vastagság fúvóka hagyományos lézersugár MicroJet lézersugár vágható vastagság
36 A hagyományos lézervágásnál a lézersugár elgörbül, a vágott rés enyhén ék alakú lesz, a hőhatás övezetben mikroszerkezeti átalakulások mennek végbe, a kilépő oldalon sorja képződik.
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 4. Sugaras megmunkálások. Plazma-,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 4. Sugaras megmunkálások. Plazma-,
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
2.4. ábra Alkalmazási területek
 Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK
 Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
1.7 Az abrazív vízsugaras vágás technológiája
 1.7 Az abrazív vízsugaras vágás technológiája 1.7.1. Az abrazív vízsugaras technológiák történeti áttekintése I.e. : természetes folyósodrás ásványok tisztításához (Egyiptom) I.e. : mesterséges vízsugár
1.7 Az abrazív vízsugaras vágás technológiája 1.7.1. Az abrazív vízsugaras technológiák történeti áttekintése I.e. : természetes folyósodrás ásványok tisztításához (Egyiptom) I.e. : mesterséges vízsugár
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Lemezalkatrész gyártás Vastag lemezek vágása
 Kecskeméti Főiskola GAMF Anyagtechnológia Tanszék Lemezalkatrész gyártás Vastag lemezek vágása 2014 Dr. Weltsch Zoltán weltsch.zoltan@gamf.kefo.hu 1 Lemezek darabolása, darabolási módok Alakító vágás,
Kecskeméti Főiskola GAMF Anyagtechnológia Tanszék Lemezalkatrész gyártás Vastag lemezek vágása 2014 Dr. Weltsch Zoltán weltsch.zoltan@gamf.kefo.hu 1 Lemezek darabolása, darabolási módok Alakító vágás,
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA AZ ABRAZÍV VÍZSUGARAS VÁGÁS Kolozsvár, 2002. március 22-23. ANYAGLEVÁLASZTÁSI MECHANIZMUSAINAK KÍSÉRLETI VIZSGÁLATA Polák Helga ABSTRACT Machining (material removal)
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA AZ ABRAZÍV VÍZSUGARAS VÁGÁS Kolozsvár, 2002. március 22-23. ANYAGLEVÁLASZTÁSI MECHANIZMUSAINAK KÍSÉRLETI VIZSGÁLATA Polák Helga ABSTRACT Machining (material removal)
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Plazmavágás
 2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
Lánghegesztés és lángvágás
 Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
A gázlézerek és szilárdtestlézerek összehasonlítása gázellátási és biztonságtechnikai szempontokból. Abaffy Károly
 A gázlézerek és szilárdtestlézerek összehasonlítása gázellátási és biztonságtechnikai szempontokból Abaffy Károly 2018.04.26. Lézer berendezések gázellátása 2 Ipari lézerek típusai Lézer típusa CO 2 lézer
A gázlézerek és szilárdtestlézerek összehasonlítása gázellátási és biztonságtechnikai szempontokból Abaffy Károly 2018.04.26. Lézer berendezések gázellátása 2 Ipari lézerek típusai Lézer típusa CO 2 lézer
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél
 Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban
 Gyártás 08 konferenciára 2008. november 6-7. Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban Szerző: Varga Bernadett, okl. gépészmérnök, III. PhD hallgató a BME VIK ET Tanszékén
Gyártás 08 konferenciára 2008. november 6-7. Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban Szerző: Varga Bernadett, okl. gépészmérnök, III. PhD hallgató a BME VIK ET Tanszékén
Maximális pontosság a legapróbb részletekig
 Maximális pontosság a legapróbb részletekig 10 pontosabb! PÁRATLAN ÉRTÉKEK Lehetséges gyártási tűréshatár...+/- 10 μm Vágófelület-megmunkálás minősége... N6-ig ELŐ NYÖK A mikrorészecskék megmunkálására
Maximális pontosság a legapróbb részletekig 10 pontosabb! PÁRATLAN ÉRTÉKEK Lehetséges gyártási tűréshatár...+/- 10 μm Vágófelület-megmunkálás minősége... N6-ig ELŐ NYÖK A mikrorészecskék megmunkálására
CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO
 CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO Általános ismertetés: A Fiber lézer vágó gép új fejezetet nyit a táblalemez megmunkálás technológiájában. A NUKON fiber lézer vágó rendszert úgy tervezték,
CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO Általános ismertetés: A Fiber lézer vágó gép új fejezetet nyit a táblalemez megmunkálás technológiájában. A NUKON fiber lézer vágó rendszert úgy tervezték,
Ipari Lézerek és Alkalmazásaik
 Ipari Lézerek és Alkalmazásaik A lézer LASER: Light Amplification by Stimulated Emission of Radiation vagyis: fény erısítése sugárzás stimulált kibocsátásával Lézerfény tulajdonságai: monokromatikus, egyszínő
Ipari Lézerek és Alkalmazásaik A lézer LASER: Light Amplification by Stimulated Emission of Radiation vagyis: fény erısítése sugárzás stimulált kibocsátásával Lézerfény tulajdonságai: monokromatikus, egyszínő
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09.
 2009.11.09.") Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Anyagfelvitel nélküli felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040
 SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
7.3. Plazmasugaras megmunkálások
 7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
Vágó- és tisztítókorongok. Extra Univerzális korongok Alapszín: sárga
 A KLINGSPOR tisztító- és vágókorongok színkódos eligazító rendszere Megmunkálandó anyagféleségek: Minőségi osztályok: Extra Univerzális korongok Alapszín: sárga Supra Standard korongok Alapszín: fekete
A KLINGSPOR tisztító- és vágókorongok színkódos eligazító rendszere Megmunkálandó anyagféleségek: Minőségi osztályok: Extra Univerzális korongok Alapszín: sárga Supra Standard korongok Alapszín: fekete
FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
reca dekopír- és orrfűrészlapok
 Stich_Saebelsaegeblaetter_A_09 HUN2:Stich_Saebelsaegeblaetter_0608 2009.11.09. 13:02 Page 1 Dekopírfűrészlapok reca dekopír- és orrfűrészlapok Stich_Saebelsaegeblaetter_A_09 HUN2:Stich_Saebelsaegeblaetter_0608
Stich_Saebelsaegeblaetter_A_09 HUN2:Stich_Saebelsaegeblaetter_0608 2009.11.09. 13:02 Page 1 Dekopírfűrészlapok reca dekopír- és orrfűrészlapok Stich_Saebelsaegeblaetter_A_09 HUN2:Stich_Saebelsaegeblaetter_0608
Lézersugaras technológiák fóruma
 Lézersugaras technológiák fóruma Újdonságok a lézersugaras technológiáik területén: méréstechnika, hegesztés, additive manufacturing (szemelvények a fórum előadásaiból) Abaffy Károly Linde Gáz Magyarország
Lézersugaras technológiák fóruma Újdonságok a lézersugaras technológiáik területén: méréstechnika, hegesztés, additive manufacturing (szemelvények a fórum előadásaiból) Abaffy Károly Linde Gáz Magyarország
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész
 10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész Halász Gábor MAHEG szakmai ankét 2017.03. 30. Tartalom Mikro-megmunkálások (lézeres lökéshullám alkalmazások,
10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész Halász Gábor MAHEG szakmai ankét 2017.03. 30. Tartalom Mikro-megmunkálások (lézeres lökéshullám alkalmazások,
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Messer Szakmai Nap. Messer Szakmai nap
 Messer Szakmai Nap Messer Innovációs Fórum Lézersugaras megmunkálások, újdonságok, fejlesztési trendek EUROBLECH és LAF 2016 érdekességei Halász Gábor Tartalom Újdonságok, fejlesztések a Lézersugaras vágás
Messer Szakmai Nap Messer Innovációs Fórum Lézersugaras megmunkálások, újdonságok, fejlesztési trendek EUROBLECH és LAF 2016 érdekességei Halász Gábor Tartalom Újdonságok, fejlesztések a Lézersugaras vágás
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása
 50 éves a lézer Lézertechnológiák műanyagipari alkalmazásai 1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása Előadó: Tóth Gábor Szerszámjavítás lézerhegesztéssel Áttekintés 1. Alkalmazása
50 éves a lézer Lézertechnológiák műanyagipari alkalmazásai 1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása Előadó: Tóth Gábor Szerszámjavítás lézerhegesztéssel Áttekintés 1. Alkalmazása
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Elszívóasztalok és vágóasztalok
 Tartalomjegyzék Elszívóasztalok és vágóasztalok Csiszolóasztal elszíváshoz 76 Hegesztőasztal elszíváshoz 77 Tavolex-asztal 78 Oktató-hegesztőasztal 79 Kézi vágóasztal 80 Filter-Table 81 Elszívóasztalok
Tartalomjegyzék Elszívóasztalok és vágóasztalok Csiszolóasztal elszíváshoz 76 Hegesztőasztal elszíváshoz 77 Tavolex-asztal 78 Oktató-hegesztőasztal 79 Kézi vágóasztal 80 Filter-Table 81 Elszívóasztalok
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
SIMEX Felületmarók PL 25.10 35.15 45.20 55.20 60.20 1000 40.35
 SIMEX Felületmarók PL 25.10 35.15 45.20 55.20 60.20 1000 40.35 Kiválóan alkalmas aszfalt és beton felületek megmunkálására. A felületmarók a SIMEX által szabadalmaztatott önszintező mechanizmussal vannak
SIMEX Felületmarók PL 25.10 35.15 45.20 55.20 60.20 1000 40.35 Kiválóan alkalmas aszfalt és beton felületek megmunkálására. A felületmarók a SIMEX által szabadalmaztatott önszintező mechanizmussal vannak
Corvus Aircraft Kft Tervezési, gyártási technológiák. Győr, 2008. április 16.
 Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Bemutatkozik a P.Max Technológia Kft.
 Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
Felhasználói kézikönyv
 Felhasználói kézikönyv 981A Infravörös termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Figyelmeztetés... 2 3. Működési leírás... 3 4. Mérés menete... 3 5. Karbantartás... 4 6. Megjegyzések... 4 7. Tulajdonságok...
Felhasználói kézikönyv 981A Infravörös termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Figyelmeztetés... 2 3. Működési leírás... 3 4. Mérés menete... 3 5. Karbantartás... 4 6. Megjegyzések... 4 7. Tulajdonságok...
DENER Plazmavágók. Típus: Mitsubishi DNR-I 1530 CNC. Dener plazmavágás. Dener plazmavágók. http://www.dener.com/sayfa/89/plasma-cutting.
 DENER Plazmavágók Dener plazmavágás Dener plazmavágók http://www.dener.com/sayfa/89/plasma-cutting.html Típus: Mitsubishi DNR-I 1530 CNC A képek illusztrációk A képek illusztrációk A képek illusztrációk
DENER Plazmavágók Dener plazmavágás Dener plazmavágók http://www.dener.com/sayfa/89/plasma-cutting.html Típus: Mitsubishi DNR-I 1530 CNC A képek illusztrációk A képek illusztrációk A képek illusztrációk
LÉPCSŐS FÚRÓ. profiline
 LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN
 HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN EMV600 Siemens-828D Megmunkálóközpont Fôorsóteljesítmény: 9/13 kw Fôorsó fordulatszám: 10.000 ford / perc Munkaasztal méret: 700 450 mm Mozgástartomány:
HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN EMV600 Siemens-828D Megmunkálóközpont Fôorsóteljesítmény: 9/13 kw Fôorsó fordulatszám: 10.000 ford / perc Munkaasztal méret: 700 450 mm Mozgástartomány:
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
7. ábra Shredder 8.ábra Granulátor
 Aprító gépek E-hulladék aprítására leggyakrabban forgó, vagy álló és forgó kések között, illetőleg különböző zúzó szerkezetek révén kerül sor. A gépek betétei (élek, kések) cserélhetők. Shredder (7. ábra)
Aprító gépek E-hulladék aprítására leggyakrabban forgó, vagy álló és forgó kések között, illetőleg különböző zúzó szerkezetek révén kerül sor. A gépek betétei (élek, kések) cserélhetők. Shredder (7. ábra)
VÁKUUMOS FELFOGATÓ RENDSZEREK
 OS FELFOGATÓ RENDSZEREK A vákuumos munkadarab rögzítõ rendszerek ideális megoldást jelentenek olyan megmunkáló cégeknek, melyek nem mágnesezhetõ anyagokat munkálnak meg, úgy mint alumíniumot, sárgarezet,
OS FELFOGATÓ RENDSZEREK A vákuumos munkadarab rögzítõ rendszerek ideális megoldást jelentenek olyan megmunkáló cégeknek, melyek nem mágnesezhetõ anyagokat munkálnak meg, úgy mint alumíniumot, sárgarezet,
Mikroszerkezeti vizsgálatok
 Mikroszerkezeti vizsgálatok Dr. Szabó Péter BME Anyagtudomány és Technológia Tanszék 463-2954 szpj@eik.bme.hu www.att.bme.hu Tematika Optikai mikroszkópos vizsgálatok, klasszikus metallográfia. Kristálytan,
Mikroszerkezeti vizsgálatok Dr. Szabó Péter BME Anyagtudomány és Technológia Tanszék 463-2954 szpj@eik.bme.hu www.att.bme.hu Tematika Optikai mikroszkópos vizsgálatok, klasszikus metallográfia. Kristálytan,
Acetilén és egyéb éghető gázok felhasználása pro és kontra. Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15.
 Acetilén és egyéb éghető gázok felhasználása pro és kontra Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15. Láng alkalmazások (autogéntechnológiák) Legfőbb alkalmazások Oxigénes
Acetilén és egyéb éghető gázok felhasználása pro és kontra Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15. Láng alkalmazások (autogéntechnológiák) Legfőbb alkalmazások Oxigénes
Lépcsős fúró 1.04. Ezzel a robusztus szerszámmal a lemezek egy műveletben központosíthatóak, megfúrhatóak, kifúrhatóak és sorjázhatóak.
 » LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
» LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
9- Fordító és kitárazó egységek (a műhely méretei alapján lehetséges az illesztés)
") Formmaksan szegező sor A gép által elfogadott tűréshatár a raklap alkotóelemeinek méreteire vonatkozóan megegyezik az UNI/EURO által előírtakkal. Gyártási kapacitás: EUR/EPAL típusú raklapra vonatkozó
Formmaksan szegező sor A gép által elfogadott tűréshatár a raklap alkotóelemeinek méreteire vonatkozóan megegyezik az UNI/EURO által előírtakkal. Gyártási kapacitás: EUR/EPAL típusú raklapra vonatkozó
Szállézer technológia előnyei.
 Szállézer technológia előnyei. Kiváló nyalábminőség Nagy leadott teljesítmény A nyaláb továbbítása optikai szálon Beépített hűtő Beépített nyalábkapcsolók Beépített tartalékolás Nincs mechanikus rezonátor
Szállézer technológia előnyei. Kiváló nyalábminőség Nagy leadott teljesítmény A nyaláb továbbítása optikai szálon Beépített hűtő Beépített nyalábkapcsolók Beépített tartalékolás Nincs mechanikus rezonátor
10. Különleges megmunkálások. 11. Elektroeróziós megmunkálások. Elektroeróziós megmunkálások. Különleges megmunkálások csoportosítása
 10. Különleges megmunkálások Különleges megmunkálások csoportosítása - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák -
10. Különleges megmunkálások Különleges megmunkálások csoportosítása - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák -
Röntgen-gamma spektrometria
 Röntgen-gamma spektrométer fejlesztése radioaktív anyagok elemi összetétele és izotópszelektív radioaktivitása egyidejű meghatározására Szalóki Imre, Gerényi Anita, Radócz Gábor Nukleáris Technikai Intézet
Röntgen-gamma spektrométer fejlesztése radioaktív anyagok elemi összetétele és izotópszelektív radioaktivitása egyidejű meghatározására Szalóki Imre, Gerényi Anita, Radócz Gábor Nukleáris Technikai Intézet
Mikrohullámú abszorbensek vizsgálata
 Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Mikrohullámú abszorbensek vizsgálata Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán MTA Természettudományi Kutatóközpont
Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Mikrohullámú abszorbensek vizsgálata Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán MTA Természettudományi Kutatóközpont
7. Koordináta méréstechnika
 7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Rosta nélküli darálók. Jellemzők. Alkalmazás SG14/24N/24T
 Forgalmazó: Extrémplast Bt 8000 Székesfehérvár, Berényi út 1/A Tel.:22 784 270, Mobil:70 327 0746 info@extremplast.hu www.extremplast.hu Rosta nélküli darálók SG14/24N/24T Jellemzők Az 14/24 sorozatok
Forgalmazó: Extrémplast Bt 8000 Székesfehérvár, Berényi út 1/A Tel.:22 784 270, Mobil:70 327 0746 info@extremplast.hu www.extremplast.hu Rosta nélküli darálók SG14/24N/24T Jellemzők Az 14/24 sorozatok
Expandált lemezek. gyártás
 Expandált lemezek Az expandált lemezek szabályos távolságokban vágott, majd húzott lemezek. Különlegességük a látószögtől függően eltérő, háromdimenziós optikai hatás. A sík lemezből a húzás során háromdimenziós
Expandált lemezek Az expandált lemezek szabályos távolságokban vágott, majd húzott lemezek. Különlegességük a látószögtől függően eltérő, háromdimenziós optikai hatás. A sík lemezből a húzás során háromdimenziós
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik
 Szakmai publikáció Budapest, 2008.02.11. Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik Gyakran felmerülő kérdés napjainkban az acélszerkezeteket, illetve alkatrészeket gyártó
Szakmai publikáció Budapest, 2008.02.11. Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik Gyakran felmerülő kérdés napjainkban az acélszerkezeteket, illetve alkatrészeket gyártó
Példatár Anyagtechnológia Elemi példa - 4.
 Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Elemi példa - 4. Termikus nyomásszabályzó-ház gyártása
Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Elemi példa - 4. Termikus nyomásszabályzó-ház gyártása
Melléklet MŰSZAKI PARAMÉTEREK. MVD ishear A / SZAKMAI JELLEMZŐK. Mechanikus lemezolló gép
 Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
INFRA HŐMÉRŐ (PIROMÉTER) AX-6520. Használati útmutató
 AX-6520. Használati útmutató") INFRA HŐMÉRŐ (PIROMÉTER) AX-6520 Használati útmutató TARTALOMJEGYZÉK 1. Biztonsági szabályok... 3 2. Megjegyzések... 3 3. A mérőműszer leírása... 3 4. LCD kijelző leírása... 4 5. Mérési mód...4 6. A pirométer
INFRA HŐMÉRŐ (PIROMÉTER) AX-6520 Használati útmutató TARTALOMJEGYZÉK 1. Biztonsági szabályok... 3 2. Megjegyzések... 3 3. A mérőműszer leírása... 3 4. LCD kijelző leírása... 4 5. Mérési mód...4 6. A pirométer
MP ROTATOR Alkalmazási segédlet, telepítők számára
 MP ROTATOR Alkalmazási segédlet, telepítők számára Érjen el egyenletes csapadékkijuttatást bármilyen szórási szög és bármilyen öntözési távolság mellett. JELEN SEGÉDLET TARTALMAZZA: 1. MP Rotator alkalmazása
MP ROTATOR Alkalmazási segédlet, telepítők számára Érjen el egyenletes csapadékkijuttatást bármilyen szórási szög és bármilyen öntözési távolság mellett. JELEN SEGÉDLET TARTALMAZZA: 1. MP Rotator alkalmazása
Lehúzás rögzített gyémántlehúzó szerszámmal:
 Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
MICHAEL KFT Gyömrői út 150. 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK
 MICHAEL KFT Gyömrői út 150 Csavar és kötőelem szaküzlet Telfon:06/1/4310170 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK 1. NYELES,FONATLAN KEREK KEFÉK Drótszál Kefe Szersz. Szabad Teljes Csap vast.
MICHAEL KFT Gyömrői út 150 Csavar és kötőelem szaküzlet Telfon:06/1/4310170 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK 1. NYELES,FONATLAN KEREK KEFÉK Drótszál Kefe Szersz. Szabad Teljes Csap vast.
Felhasználói Kézikönyv
 Felhasználói Kézikönyv 880NK Infravörös Termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Figyelmeztetések... 2 3. Működési leírás... 3 4. A mérés menete... 3 5. Karbantartás... 4 6. Műszaki jellemzők...
Felhasználói Kézikönyv 880NK Infravörös Termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Figyelmeztetések... 2 3. Működési leírás... 3 4. A mérés menete... 3 5. Karbantartás... 4 6. Műszaki jellemzők...
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT
 FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
tiszta alumínium hegesztő azonos tartalmú főlemezekhez ) magnézium-alumínium hegesztő huzal aluminium flux (kínai hegesztőhuzal (általános
 magnézium-alumínium hegesztő huzal aluminium flux (kínai hegesztőhuzal (általános") Hegesztő alkalmazás Mode I Anyag Vastagság Az eljárás mm típusa Hegesztőhuzal Flux alumínium lemez és alumínium lemez Aktuális beállítás Szabályozási beállítás V 1 2 alumínium-magnézium ötvözet és alumínium-
Hegesztő alkalmazás Mode I Anyag Vastagság Az eljárás mm típusa Hegesztőhuzal Flux alumínium lemez és alumínium lemez Aktuális beállítás Szabályozási beállítás V 1 2 alumínium-magnézium ötvözet és alumínium-
11. Hegesztés; egyéb műveletek
 11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK. Anyagismeret 2016/17. Szilárdságnövelés. Dr. Mészáros István Az előadás során megismerjük
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István meszaros@eik.bme.hu 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István meszaros@eik.bme.hu 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
STABILO. Homlokzati állvány rendszerelemek. Normál bilincs. Forgó bilincs. Toldó bilincs. Félbilincs csatlakozó elemmel. Félbilincs.
 Homlokzati állvány rendszerelemek Normál bilincs Forgó bilincs Fix 90, SW 22 48,3 mm-es átmérőjű csőhöz Acél és alumínium csőhöz egyaránt használható (DIN EN 74) SW 22 48,3 mm-es átmérőjű csőhöz Acél és
Homlokzati állvány rendszerelemek Normál bilincs Forgó bilincs Fix 90, SW 22 48,3 mm-es átmérőjű csőhöz Acél és alumínium csőhöz egyaránt használható (DIN EN 74) SW 22 48,3 mm-es átmérőjű csőhöz Acél és
16 Kõmegmunkálás. 16 0015 Gránitfúrók 16 0060 Gyémánt vágók gránithoz 16 0070 Gyémánt csiszolók
 16 Kõmegmunkálás 16 0015 Gránitfúrók 16 0060 Gyémánt vágók gránithoz 16 0070 Gyémánt csiszolók Gránitfúró hengeres befogás színkód: zöld /mm l/mm L/mm c/befogás/mm 3 11 0637 901 3 3,5 12 60 5,0 0637 901
16 Kõmegmunkálás 16 0015 Gránitfúrók 16 0060 Gyémánt vágók gránithoz 16 0070 Gyémánt csiszolók Gránitfúró hengeres befogás színkód: zöld /mm l/mm L/mm c/befogás/mm 3 11 0637 901 3 3,5 12 60 5,0 0637 901
Mézerek és lézerek. Berta Miklós SZE, Fizika és Kémia Tsz. 2006. november 19.
 és lézerek Berta Miklós SZE, Fizika és Kémia Tsz. 2006. november 19. Fény és anyag kölcsönhatása 2 / 19 Fény és anyag kölcsönhatása Fény és anyag kölcsönhatása E 2 (1) (2) (3) E 1 (1) gerjesztés (2) spontán
és lézerek Berta Miklós SZE, Fizika és Kémia Tsz. 2006. november 19. Fény és anyag kölcsönhatása 2 / 19 Fény és anyag kölcsönhatása Fény és anyag kölcsönhatása E 2 (1) (2) (3) E 1 (1) gerjesztés (2) spontán
Körvágó olló KS 1 HTBS 650-15 M. Manuális táblalemezollók. BSS 1000 BSS 1020 BSS 1250 FTBS M - sorozat. FTBS P - sorozat. Motoros táblalemezollók
 Metallkraft_01-71.qxp 2007.08.13. 13:06 Page 13 Körvágó olló KS 1 Asztali manuális táblalemezollók HTBS 650-15 M Manuális táblalemezollók BSS 1000 BSS 1020 BSS 1250 FTBS M - sorozat Pneumatikus táblalemezollók
Metallkraft_01-71.qxp 2007.08.13. 13:06 Page 13 Körvágó olló KS 1 Asztali manuális táblalemezollók HTBS 650-15 M Manuális táblalemezollók BSS 1000 BSS 1020 BSS 1250 FTBS M - sorozat Pneumatikus táblalemezollók
12. Kükönleges megmunkálások
 12. Kükönleges megmunkálások - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák - A szerszám (ha van) nem kell keményebb legyen
12. Kükönleges megmunkálások - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák - A szerszám (ha van) nem kell keményebb legyen
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Négyszögrúd. Körrúd. Ötvözet: EN-AW-6060, 6063, 6005A Súly (kg/m) = 0,0027 x a2 mm (ha r=0) Hossz 6 méter. * EN-AW-6082 (AlMgSi1) Sapa profil
 = 0,0027 x a2 mm (ha r=0) Hossz 6 méter. * EN-AW-6082 (AlMgSi1) Sapa profil") Négyszögrúd (kg/m) = 0,0027 x a2 mm (ha r=0) a r kg/m a r kg/m 40098 * 8 1 0,172 40071 * 22 1 1,306 40001 * 10 1 0,270 40026 * 25 1 1,687 40004 * 12 1 0,389 40031 * 30 1,5 2,430 40007 * 14 1 0,529 40083
Négyszögrúd (kg/m) = 0,0027 x a2 mm (ha r=0) a r kg/m a r kg/m 40098 * 8 1 0,172 40071 * 22 1 1,306 40001 * 10 1 0,270 40026 * 25 1 1,687 40004 * 12 1 0,389 40031 * 30 1,5 2,430 40007 * 14 1 0,529 40083
A lézersugár és szerepe a polimer technológiákban
 A lézersugár és szerepe a polimer technológiákban Buza Gábor, Rácz Ilona, Janó Viktória, KálaziZoltán 13,7 milliárd évvel korábban Az első nap Isten szólt: Legyen világosság és lőn világosság Energia 93
A lézersugár és szerepe a polimer technológiákban Buza Gábor, Rácz Ilona, Janó Viktória, KálaziZoltán 13,7 milliárd évvel korábban Az első nap Isten szólt: Legyen világosság és lőn világosság Energia 93
Lézerrel színterelt vagy olvasztott gyorsprototípusok tulajdonságfejlesztése
 OTKA 48708 Lézerrel színterelt vagy olvasztott gyorsprototípusok p tulajdonságfejlesztése Zárójelentés OTKA - T048708 támogatásáért Vezető kutató: dr. Takács János tanszékvezető, egyetemi tanár Budapest,
OTKA 48708 Lézerrel színterelt vagy olvasztott gyorsprototípusok p tulajdonságfejlesztése Zárójelentés OTKA - T048708 támogatásáért Vezető kutató: dr. Takács János tanszékvezető, egyetemi tanár Budapest,
Hidegsajtoló hegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
Műszaki leírás Főbb jellemzők
 RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
Tisztító - és vágókorongok
 Tisztító - és vágókorongok 1. oldal Tisztító és Vágókorongok Árlistája 2014 NORTON Quantum Alak 41 Quantum Fém-Inox vágókorongok Cikkszám Ár / Min. Méretek (mm) Specifikáció Nº Listaár Egység rendelés
Tisztító - és vágókorongok 1. oldal Tisztító és Vágókorongok Árlistája 2014 NORTON Quantum Alak 41 Quantum Fém-Inox vágókorongok Cikkszám Ár / Min. Méretek (mm) Specifikáció Nº Listaár Egység rendelés
Lyukfűrészek. 1.11 Keményfém lyukfűrészek, alacsony vágórésszel A RUKO keményfém lyukfűrészek kézi és oszlopos
 » LYUKFŰRÉSZEK Lyukfűrészek -G lyukfűrészek A RUKO új -G lyukfűrészek kézi és oszlopos fúrógépekben alkalmazhatóak. Oszlopos fúrógépek esetén csak kézi előtolást alkalmazzon. Alkalmas acélokhoz (800 N/²
» LYUKFŰRÉSZEK Lyukfűrészek -G lyukfűrészek A RUKO új -G lyukfűrészek kézi és oszlopos fúrógépekben alkalmazhatóak. Oszlopos fúrógépek esetén csak kézi előtolást alkalmazzon. Alkalmas acélokhoz (800 N/²
SCM 012-130 motor. Típus
 SCM 012-130 motor HU SAE A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
SCM 012-130 motor HU SAE A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
Trumpf Hungary Kft. TruLaser Weld. Lézeres hegesztés fejlesztési irányai. Piheni Zsolt
 Trumpf Hungary Kft TruLaser Weld Lézeres hegesztés fejlesztési irányai Piheni Zsolt Jelenlegi helyzet Hagyományos hegesztés Tizedes gyártási pontosság (vágás, hajlítás, stb.) Ív-hegesztés Magas hőbevitel
Trumpf Hungary Kft TruLaser Weld Lézeres hegesztés fejlesztési irányai Piheni Zsolt Jelenlegi helyzet Hagyományos hegesztés Tizedes gyártási pontosság (vágás, hajlítás, stb.) Ív-hegesztés Magas hőbevitel
Hegesztő-vágó gép kezelője Hegesztő 4 2/38
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
SG-50 Központi Daráló
 Központi Daráló Porleválasztó ciklon A darálék a felhordó ventilátoron keresztül a ciklonba kerül. Hűtött vágókamra könnyű alacsony hőmérsékleten tartani az alapanyag darálást Álló és forgó kések Keménység:
Központi Daráló Porleválasztó ciklon A darálék a felhordó ventilátoron keresztül a ciklonba kerül. Hűtött vágókamra könnyű alacsony hőmérsékleten tartani az alapanyag darálást Álló és forgó kések Keménység:
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
1214 Budapest, Puli sétány 2-4. www.grimas.hu 1 420 5883 1 276 0557 info@grimas.hu. Rétegvastagságmérő. MEGA-CHECK Pocket
 Rétegvastagságmérő MEGA-CHECK Pocket A "MEGA-CHECK Pocket" rétegvastagságmérő műszer alkalmas minden fémen a rétegvastagság mérésére. Az új "MEGA-CHECK Pocket" rétegvastagság mérő digitális mérő szondákkal
Rétegvastagságmérő MEGA-CHECK Pocket A "MEGA-CHECK Pocket" rétegvastagságmérő műszer alkalmas minden fémen a rétegvastagság mérésére. Az új "MEGA-CHECK Pocket" rétegvastagság mérő digitális mérő szondákkal
3M Csiszolóanyag Csiszológépek katalógusa. Érvényes: 2012. augusztus 1-től. www.kucsaker.eu
 3M Csiszolóanyag Csiszológépek katalógusa Érvényes: 2012. augusztus 1-től 3M Excenter csiszológépek - ÚJ ELITE SZÉRIA A már megszokott, megbízható minőségű 3M csiszolókorongok és csiszolótalpak használatához
3M Csiszolóanyag Csiszológépek katalógusa Érvényes: 2012. augusztus 1-től 3M Excenter csiszológépek - ÚJ ELITE SZÉRIA A már megszokott, megbízható minőségű 3M csiszolókorongok és csiszolótalpak használatához