LÉZERES HEGESZTÉS AZ IPARBAN
|
|
|
- Lajos Pintér
- 9 évvel ezelőtt
- Látták:
Átírás
1 LÉZERES HEGESZTÉS AZ IPARBAN

2 Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF hegesztő rendszerek

3 Hegeszthetőség és hegesztés A hegeszthetőséget meghatározza: hegesztendő alkatrész anyaga szerkezeti kialakítás meghibásodás módja, oka hegesztési technológia alkatrész igénybevétele Hegesztési típusok: 1.Kötőhegesztés: keskeny és mély varratok - mély beolvadás 2.Felrakó (feltöltő) hegesztés: kopott vagy korrodált alkatrész eredeti méretének elérése - kis beolvadású, széles varratok Az alkatrész eredeti mérete: eredeti alapanyaggal megegyező minőség, illetve az eredeti alapanyagtól eltérő, tartósabb varrat felvitele
 hegesztés: kopott vagy korrodált alkatrész eredeti méretének elérése - kis beolvadású, széles varratok Az")
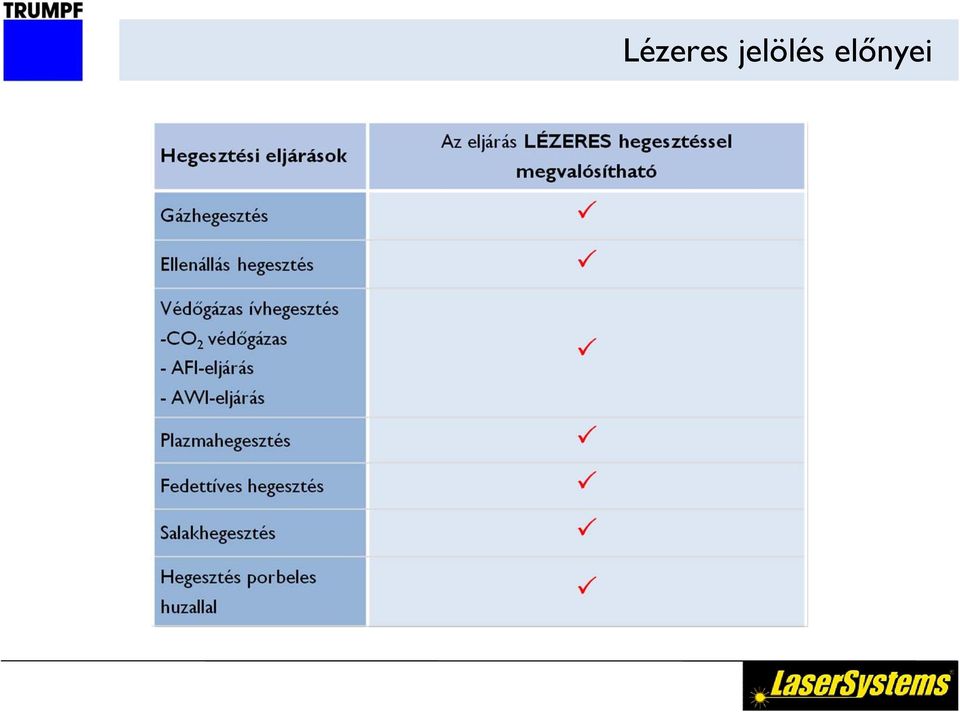
4 Hegesztési követelmények A hegesztett kötéssel szemben támasztott követelmények: Repedésmentesség Zárványmentesség Megfelelő anyagszerkezet Kellő szilárdság és kopásállóság Megmunkálhatóság A komplett alkatrész működőképességére vonatkozó követelmények: Rideg töréssel szembeni biztonság Korrózióállóság Mindez megvalósítható lézerhegesztéssel!

5 Lézeres jelölés előnyei
6 Lézeres hegesztés

7 Alapvetések A lézeres hegesztés főbb jellemzői: koncentrált energiabevitel csekély vetemedés nagy megmunkálási sebesség Lézeres hegesztésre alkalmas anyagok: különféle acélok könnyűfémek műanyagok Lézeres hegesztéssel megvalósítható tompa, illetve átlapolt hegesztés

8 Lézeres hegesztés előnyei Érintésmentes technológia Az esetek többségében nincs szükség hozaganyagra Amennyiben szükség van hozaganyagra, az eredeti alapanyag tulajdonságainak és keménységének megfelelő Varrat homogén Nincsenek beégések Karbantartásmentes hegesztőfej Nagy hegesztési sebesség (vágási sebességhez közeli) Nagyfokú ismételhetőség (az első és az egymilliómodik hegesztés ugyanolyan)
 Nagyfokú ismételhetőség (az első és az")
9 Lézeres hegesztés előnyei Precíz, a legkomplikáltabb struktúrákhoz is beégés nélkül alkalmazható Torzulásmentes a jelentős energiasűrűség miatt a hőhatás zóna kicsi, így a vetemedés csekély Pontos eljárás, üregeken, belső kontúrokon nincs sugártorzulás Gyors eljárás Minimális utómunkálat szükséges a pontos anyagfelhasználásnak köszönhetően Rugalmas alkalmazás a varrat geometriája a hegesztési paraméterek megváltoztatásával azonnal módosítható Új szerszám készítése helyett a bekövetkezett hiba kijavításra kerül, így a megmentett alkatrészt nem kell újragyártani

10 Lézeres ötvözés, felrakó- és javítóhegesztés

11 Lézeres ötvözés, felrakóhegesztés Lézeres ötvözési, felrakóhegesztési eljárás: a lézersugár a munkadarab felületét kis területen megolvasztja a megolvasztott anyagba poralakban és védőgáz alatt, tetszőleges mennyiségű ötvöző vagy felrakóanyag kerül Speciális felületi tulajdonságokkal rendelkező rétegek előállítása, illetve nagyértékű alkatrészek anyaghiányának pótlása Sérült élek, felületek felrakása, akár nehezen hozzáférhető helyeken is Felrakóhegesztéskor a cél: minél kisebb beolvadási mélységű és lehetőleg minél szélesebb varratok Lézeres felrakóhegesztésnél a feltöltött fémréteg szilárdsága legalább azonos az alapanyaggal

12 Lézeres javítóhegesztés Az alkatrész anyaga szerint hegeszthető: Acél alkatrészek Szürke- és temperöntvény alkatrészek Alumínium ötvözetekből készült alkatrészek Színesfém ötvözetekből készült alkatrészek A meghibásodás jellege szerint: Kopott alkatrészek illeszkedő felületének felújítása Kopott vágó, maró szerszámélek felületének felújítása Törött, repedt alkatrészek kötő- (szilárdsági) javítása

13 Lézeres javítóhegesztés előnyei Finom varratok és minimális hőhatás a varraton Felvitt hozaganyag különösen tartós, tömör, és kevés utómunkálatot igényel Lézerrel hegesztett szerszámok élettartama összehasonlítható az újonnan gyártottéval A varrat geometriája a hegesztési paraméterek megváltoztatásával könnyen módosítható Lézeres hegesztésnél az alapanyagnál keményebb kopás- és korrózióállóbb fémréteg felvitele lehetséges

14 Lézeres hegesztés gáz- és szilártest-lézerrel
15 Lézerhegesztés CO 2 gáz lézerrel A lézersugár lézerplazmát hoz létre a védőgázzal kölcsönhatásban jó minőségű hegesztési varrat hozható létre Védőgázként elsősorban héliumot, de argont, nitrogént és különféle gázkeverékek is használatosak Egy 5kW-os CO 2 lézerrel maximum 8-10 mm mély varrat készíthető, 10-es mélység/szélesség viszony mellett CO 2 lézereket elsősorban az autóiparban és annak beszállítói körében alkalmazzák

16 Lézerhegesztés szilárdtest Nd:YAG lézerrel Az Nd:YAG lézerek előnyei a CO 2 lézerekkel szemben: finomabb megmunkálás flexibilisebb sugárvezető rendszer optikai kábel Az Nd:YAG lézerek a hullámhosszuk miatt gyakorlatilag nem lépnek kölcsönhatásba a védőgázokkal, ezért leggyakrabban argont használnak Jellemzően 1-4kW-os berendezések dolgoznak: elekronika finommechanika autóipar

17 Scanner és 3D lézerhegesztés
18 Scanner lézerhegesztés Tükrök irányítják a lézersugarat közvetlenül a megmunkálási pontra A lézersugár optikai pozícionáláshoz szükséges idő kimarad nagyon gyors hegesztést tesz lehetővé A hegesztési kötés a ponthegesztéshez hasonló Ipari robotkarokkal alkalmazva 3D gyártási folyamatok kiszolgálása Előnyei: dinamikus nincs szükség mozgatásra, kiesik a pozícionálási idő, nagy gyorsulási érték, nagy megmunkálási teljesítmény, közel 100% lézerkihasználtság

19 3D lézerhegesztés A 3D lézerhegesztéshez szükséges mozgatás ipari robotkarok segítségével történik Komplett lemezszerkezetek hegesztését teszi lehetővé Átlapolt vagy tompa hegesztés, síkban vagy térgörbék mentén Kis vetemedéssel és nagy sebességgel, kis méretű alkatrészek hegesztése nagy pontossággal

20 TruCoax CO2 gázlézerek TruCoax vágás és hegesztési alkamazás robotkarra szerelve

21 Köszönjük a megtisztelő figyelmet! Lasersystems Kereskedelmi és Szolgáltató Kft Budapest, Bojtár utca 31. info@lasersystems.hu
2010. június 16. MŰANYAGOK LÉZERHEGESZTÉSE ÉS BERENDEZÉSEI
 2010. június 16. MŰANYAGOK LÉZERHEGESZTÉSE ÉS BERENDEZÉSEI Tartalom Műanyag hegesztésről általában Lézeres hegesztésről általában Lézeres hegesztés előnyei Scanner lézerhegesztés Műanyagok lézeres hegesztése
2010. június 16. MŰANYAGOK LÉZERHEGESZTÉSE ÉS BERENDEZÉSEI Tartalom Műanyag hegesztésről általában Lézeres hegesztésről általában Lézeres hegesztés előnyei Scanner lézerhegesztés Műanyagok lézeres hegesztése
NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK
 Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása
 50 éves a lézer Lézertechnológiák műanyagipari alkalmazásai 1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása Előadó: Tóth Gábor Szerszámjavítás lézerhegesztéssel Áttekintés 1. Alkalmazása
50 éves a lézer Lézertechnológiák műanyagipari alkalmazásai 1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása Előadó: Tóth Gábor Szerszámjavítás lézerhegesztéssel Áttekintés 1. Alkalmazása
Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás
 N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
Hegesztett alkatrészek kialakításának irányelvei
 Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Lézersugaras technológiák fóruma
 Lézersugaras technológiák fóruma Újdonságok a lézersugaras technológiáik területén: méréstechnika, hegesztés, additive manufacturing (szemelvények a fórum előadásaiból) Abaffy Károly Linde Gáz Magyarország
Lézersugaras technológiák fóruma Újdonságok a lézersugaras technológiáik területén: méréstechnika, hegesztés, additive manufacturing (szemelvények a fórum előadásaiból) Abaffy Károly Linde Gáz Magyarország
Bevontelektródás ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Ipari Lézerek és Alkalmazásaik
 Ipari Lézerek és Alkalmazásaik A lézer LASER: Light Amplification by Stimulated Emission of Radiation vagyis: fény erısítése sugárzás stimulált kibocsátásával Lézerfény tulajdonságai: monokromatikus, egyszínő
Ipari Lézerek és Alkalmazásaik A lézer LASER: Light Amplification by Stimulated Emission of Radiation vagyis: fény erısítése sugárzás stimulált kibocsátásával Lézerfény tulajdonságai: monokromatikus, egyszínő
A lézer hibrid hegesztési eljárás alkalmazási lehetőségei az automatizálás területén
 A lézer hibrid hegesztési eljárás alkalmazási lehetőségei az automatizálás területén Csata Barna ESAB Kft. 1062 Budapest, Teréz krt. 55-57. barna.csata@esab.se Absztrakt: A lézer hibrid hegesztés egy termelékeny
A lézer hibrid hegesztési eljárás alkalmazási lehetőségei az automatizálás területén Csata Barna ESAB Kft. 1062 Budapest, Teréz krt. 55-57. barna.csata@esab.se Absztrakt: A lézer hibrid hegesztés egy termelékeny
NEMZETI FEJLESZTÉSI MINISZTÉRIUM. Szóbeli tétel
 . NEMZETI FEJLESZTÉSI MINISZTÉRIUM Szóbeli tétel 2011. 1. Ismertesse a gépészeti kötéseket, a kötések megválasztásának és létesítésének Információtartalom vázlata Kötések feladat, csoportosítása (oldható,
. NEMZETI FEJLESZTÉSI MINISZTÉRIUM Szóbeli tétel 2011. 1. Ismertesse a gépészeti kötéseket, a kötések megválasztásának és létesítésének Információtartalom vázlata Kötések feladat, csoportosítása (oldható,
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer
 Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer Napjaink egyik legkorszerűbb felületkezelési eljárása a lézeres hőkezelés, amellyel az anyagok, alkatrészek, eszközök hasznos
Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer Napjaink egyik legkorszerűbb felületkezelési eljárása a lézeres hőkezelés, amellyel az anyagok, alkatrészek, eszközök hasznos
Messer Szakmai Nap. Messer Szakmai nap
 Messer Szakmai Nap Messer Innovációs Fórum Lézersugaras megmunkálások, újdonságok, fejlesztési trendek EUROBLECH és LAF 2016 érdekességei Halász Gábor Tartalom Újdonságok, fejlesztések a Lézersugaras vágás
Messer Szakmai Nap Messer Innovációs Fórum Lézersugaras megmunkálások, újdonságok, fejlesztési trendek EUROBLECH és LAF 2016 érdekességei Halász Gábor Tartalom Újdonságok, fejlesztések a Lézersugaras vágás
MicroMIG alacsony hőbevitelű eljárás robothegesztéshez
 25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. MicroMIG alacsony hőbevitelű eljárás robothegesztéshez Barabás Péter*, Klein, Markus**, Nagy Ferenc* *REHM Kft., **SKS Welding Systems
25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. MicroMIG alacsony hőbevitelű eljárás robothegesztéshez Barabás Péter*, Klein, Markus**, Nagy Ferenc* *REHM Kft., **SKS Welding Systems
Trumpf Hungary Kft. TruLaser Weld. Lézeres hegesztés fejlesztési irányai. Piheni Zsolt
 Trumpf Hungary Kft TruLaser Weld Lézeres hegesztés fejlesztési irányai Piheni Zsolt Jelenlegi helyzet Hagyományos hegesztés Tizedes gyártási pontosság (vágás, hajlítás, stb.) Ív-hegesztés Magas hőbevitel
Trumpf Hungary Kft TruLaser Weld Lézeres hegesztés fejlesztési irányai Piheni Zsolt Jelenlegi helyzet Hagyományos hegesztés Tizedes gyártási pontosság (vágás, hajlítás, stb.) Ív-hegesztés Magas hőbevitel
Reszelők, ráspolyok. edzése biztosítja a magas keménységet és forgács-teljesítményt. - simító vágás... 3 - kettős simító vágás...
 Reszelők, ráspolyok Reszelők, ráspolyok vágási finomsága és jele: durvavágás... elővágás... A reszelők alapanyaga speciális, jó minőségű szerszámacél, melynek sófürdőben való félsimító vágás... edzése
Reszelők, ráspolyok Reszelők, ráspolyok vágási finomsága és jele: durvavágás... elővágás... A reszelők alapanyaga speciális, jó minőségű szerszámacél, melynek sófürdőben való félsimító vágás... edzése
2.4. ábra Alkalmazási területek
 Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész
 10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész Halász Gábor MAHEG szakmai ankét 2017.03. 30. Tartalom Mikro-megmunkálások (lézeres lökéshullám alkalmazások,
10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész Halász Gábor MAHEG szakmai ankét 2017.03. 30. Tartalom Mikro-megmunkálások (lézeres lökéshullám alkalmazások,
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval
 passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
VÉDŐGÁZAS ÍVHEGESZTÉSEK
 VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél
 Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Hegesztő-vágó gép kezelője Hegesztő 4 2/38
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Erősebb. Tartósabb. Sárga. Az új Klingspor lamellástányérok
 Erősebb. Tartósabb. Sárga. Az új Klingspor lamellástányérok A lamellás csiszolótányér szakértőjétől Átdolgoztuk termékválasztékunkat, és ezzel a Klingspor történetének legátfogóbb és legátláthatóbb SMT-programját
Erősebb. Tartósabb. Sárga. Az új Klingspor lamellástányérok A lamellás csiszolótányér szakértőjétől Átdolgoztuk termékválasztékunkat, és ezzel a Klingspor történetének legátfogóbb és legátláthatóbb SMT-programját
31 521 11 0100 31 01 Bevontelektródás hegesztő Bevontelektródás hegesztő
 023-0 evontelektródás kézi ívhegesztő feladatok 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és
023-0 evontelektródás kézi ívhegesztő feladatok 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és
LÉZERES JELÖLÉS AZ IPARBAN
 LÉZERES JELÖLÉS AZ IPARBAN Tartalom Lézeres jelölés előnyei Lézeres jelölés alapelve Fémek lézeres jelölése Műanyagok lézeres jelölése Egyéb anyagok jelölése TRUMPF jelölő rendszerek TRUMPF jelölő munkaállomások
LÉZERES JELÖLÉS AZ IPARBAN Tartalom Lézeres jelölés előnyei Lézeres jelölés alapelve Fémek lézeres jelölése Műanyagok lézeres jelölése Egyéb anyagok jelölése TRUMPF jelölő rendszerek TRUMPF jelölő munkaállomások
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Bemutatkozik a P.Max Technológia Kft.
 Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
fajtái anyagmegmunkálás anyagmegmunk
 A lézeres l anyagmegmunk megmunkálás 2010. december 1. A lézeres l anyagmegmunkálás fajtái Szerkezeti változás (structural change) Felületkeményítés (hardening) Deformáció és törés (deformation and fracture)
A lézeres l anyagmegmunk megmunkálás 2010. december 1. A lézeres l anyagmegmunkálás fajtái Szerkezeti változás (structural change) Felületkeményítés (hardening) Deformáció és törés (deformation and fracture)
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Fogyóelektródás védőgázas ívhegesztés
 Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA
 AUTÓIPAR Válogatott terméklista kérjen ajánlatot más típusokra MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
AUTÓIPAR Válogatott terméklista kérjen ajánlatot más típusokra MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
fajtái anyagmegmunkálás anyagmegmunk
 A lézeres l anyagmegmunk megmunkálás 2009. november 25. A lézeres l anyagmegmunkálás fajtái Szerkezeti változás (structural change) Felületkeményítés (hardening) Deformáció és törés (deformation and fracture)
A lézeres l anyagmegmunk megmunkálás 2009. november 25. A lézeres l anyagmegmunkálás fajtái Szerkezeti változás (structural change) Felületkeményítés (hardening) Deformáció és törés (deformation and fracture)
A gázlézerek és szilárdtestlézerek összehasonlítása gázellátási és biztonságtechnikai szempontokból. Abaffy Károly
 A gázlézerek és szilárdtestlézerek összehasonlítása gázellátási és biztonságtechnikai szempontokból Abaffy Károly 2018.04.26. Lézer berendezések gázellátása 2 Ipari lézerek típusai Lézer típusa CO 2 lézer
A gázlézerek és szilárdtestlézerek összehasonlítása gázellátási és biztonságtechnikai szempontokból Abaffy Károly 2018.04.26. Lézer berendezések gázellátása 2 Ipari lézerek típusai Lézer típusa CO 2 lézer
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
HEGESZTÉS AUTOMATIZÁLÁS A STADLER SZOLNOK KFT-NÉL
 HEGESZTÉS AUTOMATIZÁLÁS A STADLER SZOLNOK KFT-NÉL Balog Viktor, Szolnok, 2018 AZ ELŐADÁS TARTALMA Cég bemutatása A hegesztés automatizálás fontossága A hegesztés automatizálás (célgépes és robotos alkalmazások)
HEGESZTÉS AUTOMATIZÁLÁS A STADLER SZOLNOK KFT-NÉL Balog Viktor, Szolnok, 2018 AZ ELŐADÁS TARTALMA Cég bemutatása A hegesztés automatizálás fontossága A hegesztés automatizálás (célgépes és robotos alkalmazások)
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0243-11 Bevontelektródás kézi ívhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0243-11 Bevontelektródás kézi ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0243-11/2 Bevont elektródás kézi ívhegesztő
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0243-11 Bevontelektródás kézi ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0243-11/2 Bevont elektródás kézi ívhegesztő
Esseni vásári hírek szeptember CLOOS Tandem Weld Cold Weld
 Esseni vásári hírek A CLOOS cég 2013. szeptember 16-21. között, az esseni Schweissen und Schneiden vásáron mutatja be a hegesztés, vágás és felületfelhordás területén a legújabb eljárásokat, berendezéseket,
Esseni vásári hírek A CLOOS cég 2013. szeptember 16-21. között, az esseni Schweissen und Schneiden vásáron mutatja be a hegesztés, vágás és felületfelhordás területén a legújabb eljárásokat, berendezéseket,
Nagysebességű Speed-Puls hegesztés
 25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Nagysebességű Speed-Puls hegesztés Paszternák László Qualiweld Welding & Trade Kft.; 8800 Nagykanizsa, Szemere utca 3. info@qualiweld.hu
25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Nagysebességű Speed-Puls hegesztés Paszternák László Qualiweld Welding & Trade Kft.; 8800 Nagykanizsa, Szemere utca 3. info@qualiweld.hu
10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával
 Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával") 10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom
10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom
31 521 11 0100 31 06 Volfrámelektródás hegesztő Volfrámelektródás hegesztő
 02-0 Volfrámelektródás semleges védőgázas ívhegesztő (TIG) feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe
02-0 Volfrámelektródás semleges védőgázas ívhegesztő (TIG) feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe
IPARI LÉZEREK MAGYARORSZÁGON. Halász Gábor Messer Hungarogáz Hegesztés-vágás
 IPARI LÉZEREK MAGYARORSZÁGON Halász Gábor Messer Hungarogáz Hegesztés-vágás Tartalom Bemutatkozás Magyarországon fellelhető alkalmazások Ipari lézergépek területi eloszlása 2000-től 2014-ig Magyarországi
IPARI LÉZEREK MAGYARORSZÁGON Halász Gábor Messer Hungarogáz Hegesztés-vágás Tartalom Bemutatkozás Magyarországon fellelhető alkalmazások Ipari lézergépek területi eloszlása 2000-től 2014-ig Magyarországi
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Műhelygyakorlat I. tantárgy 2018/2019. tanév, I. félév BGM. II. évfolyam Gyak. jegy, kredit: 4 BGM1101 tantárgykód Tanítási
FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Műhelygyakorlat I. tantárgy 2018/2019. tanév, I. félév BGM. II. évfolyam Gyak. jegy, kredit: 4 BGM1101 tantárgykód Tanítási
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET
 Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10180-12 A hegesztés előkészítő és befejező műveletei tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038 Leleményesen, élményekkel,
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10180-12 A hegesztés előkészítő és befejező műveletei tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038 Leleményesen, élményekkel,
31 521 11 0100 31 01 Bevontelektródás hegesztő Hegesztő
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
5.) Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!
 Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban
 Gyártás 08 konferenciára 2008. november 6-7. Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban Szerző: Varga Bernadett, okl. gépészmérnök, III. PhD hallgató a BME VIK ET Tanszékén
Gyártás 08 konferenciára 2008. november 6-7. Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban Szerző: Varga Bernadett, okl. gépészmérnök, III. PhD hallgató a BME VIK ET Tanszékén
Hegesztési eljárások. Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések
 Hegesztési eljárások Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések 1 A hegesztő eljárások bemutatása Az eljárások leírása A hegesztési eljárás elve
Hegesztési eljárások Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések 1 A hegesztő eljárások bemutatása Az eljárások leírása A hegesztési eljárás elve
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I.
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I. Szerkezeti kialakítás Alvázas szerkezet, ahol az alváz és a felépítmény, ill. elkülönített utastér külön egységet képez. Önhordó kocsiszekrény,
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I. Szerkezeti kialakítás Alvázas szerkezet, ahol az alváz és a felépítmény, ill. elkülönített utastér külön egységet képez. Önhordó kocsiszekrény,
31 521 11 0100 31 03 Fogyóelektródás hegesztő Fogyóelektródás hegesztő
 02-0 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos
02-0 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013
 XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
Turbinaforgórész felújítása felrakóhegesztéssel
 ÜZEMFENNTARTÁSI TEVÉKENYSÉGEK 3.16 Turbinaforgórész felújítása felrakóhegesztéssel Tárgyszavak: forgórészjavítás; felújítás; gőzturbina; felrakóhegesztés. Esettanulmány a káreset leírása Hőerőmű gőzturbinájának
ÜZEMFENNTARTÁSI TEVÉKENYSÉGEK 3.16 Turbinaforgórész felújítása felrakóhegesztéssel Tárgyszavak: forgórészjavítás; felújítás; gőzturbina; felrakóhegesztés. Esettanulmány a káreset leírása Hőerőmű gőzturbinájának
5.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
2. Körvonalazza a gázhegesztésnél alkalmazott gázok tulajdonságait és tárolásukat!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a gázhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a gázhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK
 TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
ÁLTALÁNOS ISMERETEK. 3.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata 1 Gépalkatrészek vagy szerkezetek összekötése: oldható kötéssel (külső erő: huzal, ék, csavar vagy szegecs közvetítésével), oldhatatlan kötéssel. A hegesztés
Hegeszthetőség és hegesztett kötések vizsgálata 1 Gépalkatrészek vagy szerkezetek összekötése: oldható kötéssel (külső erő: huzal, ék, csavar vagy szegecs közvetítésével), oldhatatlan kötéssel. A hegesztés
31 521 11 0100 31 02 Egyéb eljárás szerinti hegesztő Hegesztő 4 2/42
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN
 HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN EMV600 Siemens-828D Megmunkálóközpont Fôorsóteljesítmény: 9/13 kw Fôorsó fordulatszám: 10.000 ford / perc Munkaasztal méret: 700 450 mm Mozgástartomány:
HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN EMV600 Siemens-828D Megmunkálóközpont Fôorsóteljesítmény: 9/13 kw Fôorsó fordulatszám: 10.000 ford / perc Munkaasztal méret: 700 450 mm Mozgástartomány:
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok
 feladatok") Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
Elszívóasztalok és vágóasztalok
 Tartalomjegyzék Elszívóasztalok és vágóasztalok Csiszolóasztal elszíváshoz 76 Hegesztőasztal elszíváshoz 77 Tavolex-asztal 78 Oktató-hegesztőasztal 79 Kézi vágóasztal 80 Filter-Table 81 Elszívóasztalok
Tartalomjegyzék Elszívóasztalok és vágóasztalok Csiszolóasztal elszíváshoz 76 Hegesztőasztal elszíváshoz 77 Tavolex-asztal 78 Oktató-hegesztőasztal 79 Kézi vágóasztal 80 Filter-Table 81 Elszívóasztalok
Egyéb eljárás szerinti hegesztő. Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
HEGESZTÉS BIZTONSÁGTECHNIKÁJA. Készítette: Bujnóczki Tibor Lezárva: 2005. március 1.
 HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 ANYAGOK EGYESÍTÉSE ÉS ELKÜLÖNÍTÉSE Hegesztés: anyagok egyesítése hővel nyomással ezek kombinációjával (anyagok természetének
HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 ANYAGOK EGYESÍTÉSE ÉS ELKÜLÖNÍTÉSE Hegesztés: anyagok egyesítése hővel nyomással ezek kombinációjával (anyagok természetének
Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: radnaylaszlo@gmail.com
 ACÉLSZERKEZETEK I. - 7. Előadás Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: radnaylaszlo@gmail.com Hegesztés Hegesztés: "homogén", anyagi kapcsolat, az
ACÉLSZERKEZETEK I. - 7. Előadás Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: radnaylaszlo@gmail.com Hegesztés Hegesztés: "homogén", anyagi kapcsolat, az
Lézeres mikromegmunkálás szállézerrel
 Lézeres mikromegmunkálás szállézerrel PUSKAS Zsolt, ügyvezető Pulzor Művek Kft., 2640 Szendehely, Kölcsey u. 18. e-mail: iroda@pulzor.hu Összefoglaló A cikk a lézertechnológia azon területét ismerteti,
Lézeres mikromegmunkálás szállézerrel PUSKAS Zsolt, ügyvezető Pulzor Művek Kft., 2640 Szendehely, Kölcsey u. 18. e-mail: iroda@pulzor.hu Összefoglaló A cikk a lézertechnológia azon területét ismerteti,
Hidegsajtoló hegesztés
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 2. Sajtoló hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Hidegsajtoló hegesztés A fémfelületek kohéziós
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 2. Sajtoló hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Hidegsajtoló hegesztés A fémfelületek kohéziós
CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO
 CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO Általános ismertetés: A Fiber lézer vágó gép új fejezetet nyit a táblalemez megmunkálás technológiájában. A NUKON fiber lézer vágó rendszert úgy tervezték,
CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO Általános ismertetés: A Fiber lézer vágó gép új fejezetet nyit a táblalemez megmunkálás technológiájában. A NUKON fiber lézer vágó rendszert úgy tervezték,
Szállézer technológia előnyei.
 Szállézer technológia előnyei. Kiváló nyalábminőség Nagy leadott teljesítmény A nyaláb továbbítása optikai szálon Beépített hűtő Beépített nyalábkapcsolók Beépített tartalékolás Nincs mechanikus rezonátor
Szállézer technológia előnyei. Kiváló nyalábminőség Nagy leadott teljesítmény A nyaláb továbbítása optikai szálon Beépített hűtő Beépített nyalábkapcsolók Beépített tartalékolás Nincs mechanikus rezonátor
31 521 11 0100 31 03 Fogyóelektródás hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A (32/2011. (VIII. 25.) NGM 15/2008. (VIII. 13.) SZMM
 NGM 15/2008. (VIII. 13.) SZMM") Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai
 1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
MUNKAANYAG. Dabi Ágnes. Egyéb hegesztő eljárások paraméterei, anyagai, hozaganyagai. A követelménymodul megnevezése: Hegesztő feladatok
 Dabi Ágnes Egyéb hegesztő eljárások paraméterei, anyagai, hozaganyagai A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Dabi Ágnes Egyéb hegesztő eljárások paraméterei, anyagai, hozaganyagai A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Maximális pontosság a legapróbb részletekig
 Maximális pontosság a legapróbb részletekig 10 pontosabb! PÁRATLAN ÉRTÉKEK Lehetséges gyártási tűréshatár...+/- 10 μm Vágófelület-megmunkálás minősége... N6-ig ELŐ NYÖK A mikrorészecskék megmunkálására
Maximális pontosság a legapróbb részletekig 10 pontosabb! PÁRATLAN ÉRTÉKEK Lehetséges gyártási tűréshatár...+/- 10 μm Vágófelület-megmunkálás minősége... N6-ig ELŐ NYÖK A mikrorészecskék megmunkálására
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
Fogyóelektródás hegesztő Hegesztő
 0246-06 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos
0246-06 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos
ESAB Kft. ELEKTRÓDÁK ÖTVÖZETLEN ACÉLOK HEGESZTÉSÉHEZ
 ELEKTRÓDÁK ÖTVÖZETLEN ACÉLOK HEGESZTÉSÉHEZ OK 43.32 Könnyen hegeszthető rutilos bevonatú elektróda vízszintes pozícióhoz. A hígan folyós hegesztési ömledék tetszetős varratfelszínt eredményez mind tompa-,
ELEKTRÓDÁK ÖTVÖZETLEN ACÉLOK HEGESZTÉSÉHEZ OK 43.32 Könnyen hegeszthető rutilos bevonatú elektróda vízszintes pozícióhoz. A hígan folyós hegesztési ömledék tetszetős varratfelszínt eredményez mind tompa-,
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz
 ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Gázok a lézeres anyagmegmunkálás láthatatlan titka Láthatatlanok, szerepük mégis lényeges a folyamatban
 Szakmai publikáció Budapest, 2011.08.24. Acélszerkezetek 2011/3 Szerk. Halász Gábor Gázok a lézeres anyagmegmunkálás láthatatlan titka Láthatatlanok, szerepük mégis lényeges a folyamatban A termelékenység,
Szakmai publikáció Budapest, 2011.08.24. Acélszerkezetek 2011/3 Szerk. Halász Gábor Gázok a lézeres anyagmegmunkálás láthatatlan titka Láthatatlanok, szerepük mégis lényeges a folyamatban A termelékenység,
DF20 Jet Fiber lézer jelölő berendezés
 DF20 Jet Fiber lézer jelölő berendezés I. Bevezető II. Termék pontos megnevezése, ár III.Technikai jellemzők IV.Konfiguráció I. Bevezető DF20 DF20 Jet Fiber lézer jelölő berendezés DF20 Jet Fiber lézer
DF20 Jet Fiber lézer jelölő berendezés I. Bevezető II. Termék pontos megnevezése, ár III.Technikai jellemzők IV.Konfiguráció I. Bevezető DF20 DF20 Jet Fiber lézer jelölő berendezés DF20 Jet Fiber lézer
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI. Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.*
 FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
MUNKAANYAG. Ujszászi Antal. Fémek hegeszthetősége volfrámelektródás védőgázas ívhegesztéssel. A követelménymodul megnevezése: Hegesztő feladatok
 Ujszászi Antal Fémek hegeszthetősége volfrámelektródás védőgázas ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Ujszászi Antal Fémek hegeszthetősége volfrámelektródás védőgázas ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Bevontelektródás hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0244-11/2 Gázhegesztő és vágó szakmai ismeretek Szóbeli vizsgatevékenység
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0244-11/2 Gázhegesztő és vágó szakmai ismeretek Szóbeli vizsgatevékenység