Hegesztési eljárások. Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések
|
|
|
- Valéria Lakatosné
- 9 évvel ezelőtt
- Látták:
Átírás
1 Hegesztési eljárások Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések 1

2 A hegesztő eljárások bemutatása Az eljárások leírása A hegesztési eljárás elve A hegesztéshez használt anyagok A hegesztés eszközei Az eljárás végrehajtása Alkalmazás Specifikumok 2

3 Legfontosabb hegesztési eljárások számjelölései 1. Ívhegesztés 11 Fogyóelektródás, önvédő ívhegesztés 111 Kézi ívhegesztés bevont elektródával 12 Fedett ívű hegesztés 13 Fogyóelektródás,védőgátas ívhegesztés 131 Fogyóelektródás, semleges védőgázas ívhegesztés MIG 135 Fogyóelektródás, aktív védőgázas ívhegesztés MAG 136 Fogyóelektródás, aktív védőgázas ívhegesztés,porbeles huzalelektródával 137 Fogyóelektródás, semleges védőgázas ívhegesztés, porbeles huzalelektródával 3

4 Legfontosabb hegesztési eljárások számjelölései 14 Nem fogyóelektródás, védőgátas ívhegesztés 141 Volfrámelektródás, semleges védőgázas ívhegesztés TIG 15 Plazmahegesztés 18 Egyéb ívhegesztési eljárások 2. Ellenállás-hegesztés 21 Ponthegesztés 22 Vonalhegesztés 23 Dudorhegesztés 24 leolvasztó tompahegesztés 25 Zömítő tompahegesztés 29 Egyéb ellenállás-hegesztési eljárások 4

5 Legfontosabb hegesztési eljárások számjelölései 3.Gázhegesztés 31 Oxigén-éghetőgáz hegesztés 311 Oxigén-acetilén hegesztés 4.Sajtolohegesztés 41 Ultrahangos hegesztés 42 Dörzshegesztés 44 Hegesztés nagy mechanikai energiával 441 Robbantásos hegesztés 45 Diffúziós hegesztés 47 Sajtoló gázhegesztés 48 Hidegsajtoló hegesztés 5

6 Legfontosabb hegesztési eljárások számjelölései 5 Sugárhegesztés 51 Elektronsugaras hegesztés 52 Lézersugaras hegesztés 7 Egyébhegesztési eljárások 71 Aluminotermikus hegesztés 74 Indukciós hegesztés 78 Csaphegesztés 6

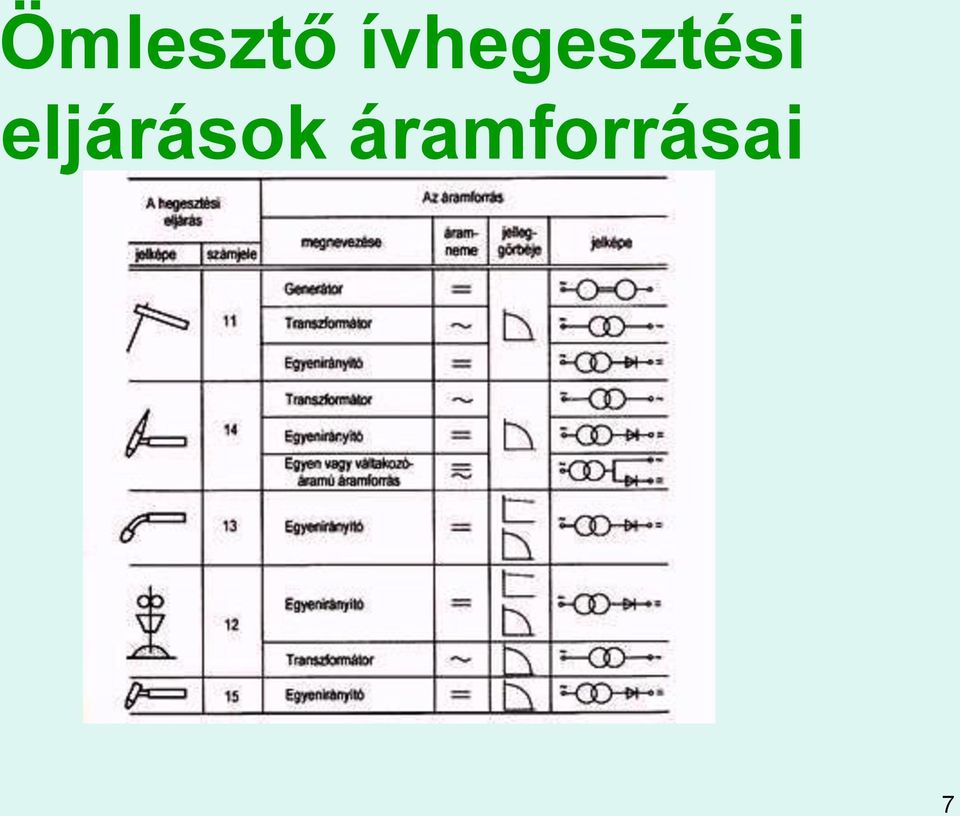
7 Ömlesztő ívhegesztési eljárások áramforrásai 7
8 Bevont elektródás ívhegesztés (kézi hegesztő eljárás) 111 Áramforrás: egyen- vagy váltófeszültségű Polaritás: egyenes (elektróda a negatív sarokhoz kötve) fordított (elektróda a pozitív) Ív keltés: elektróda és a munkadarab között 8
 Ív keltés: elektróda és a")
9 Bevont elektródás ívhegesztés A csepp átmenet folyamata 9

10 Bevont elektródás ívhegesztés Anyagok Elektróda: A hegesztendő anyagtól függően lehet acél, réz, alumínium Huzal méretek: Ø 2 5 mm; L mm Bevonat: ívstabilizáló, védőgáz- és salakképző, ötvöző anyagokat tartalmaz Salak: A bevonatból és a huzalból keletkezik Védi a varrat felületét 10

11 Bevonattípusok 11

12 Bevonattípusok alkotói és cseppátmeneti formái 12

13 Bevont elektródás ívhegesztés Eszközök (1) Hegesztő áramforrás Hegesztőkábelek: Áramforrás-elektróda között Áramforrás-munkadarab között Elektróda fogó Rögzítő eszközök a hegesztendő lemezek helyzetben tartására 13

14 Bevont elektródás ívhegesztés Eszközök (2) áramforrás és tartozékai burkolat transzformátor kábel elektródafogó mdb fogó 14

15 Ívhúzás Bevont elektródás ívhegesztés A hegesztés végrehajtása Elektróda tartás és vezetés Hegesztési helyzetek: a, b) vízszintes PA c) fej feletti PE d, e) függőleges alulról felfelé PF 15
 fej feletti PE d, e) függőleges alulról")
16 Fogyóelektródás, semleges védőgázos ívhegesztés 131 Az elektróda dobról lecsévélt, egyenletesen előtolt huzal, amely folyamatosan olvad le Egyenáramú áramforrással, fordított polaritással hegesztenek leggyakrabban A varrat védelmét a huzal mellett kiáramló semleges gáz (argon, hélium) látja el Szokás AFI - argon védőgázos, fogyóelektródás ívhegesztésnek - is nevezni 16
 látja el Szokás AFI - argon védőgázos, fogyóelektródás ívhegesztésnek -")
17 Fogyóelektródás, semleges védőgázos ívhegesztés A hegesztés elrendezése 17

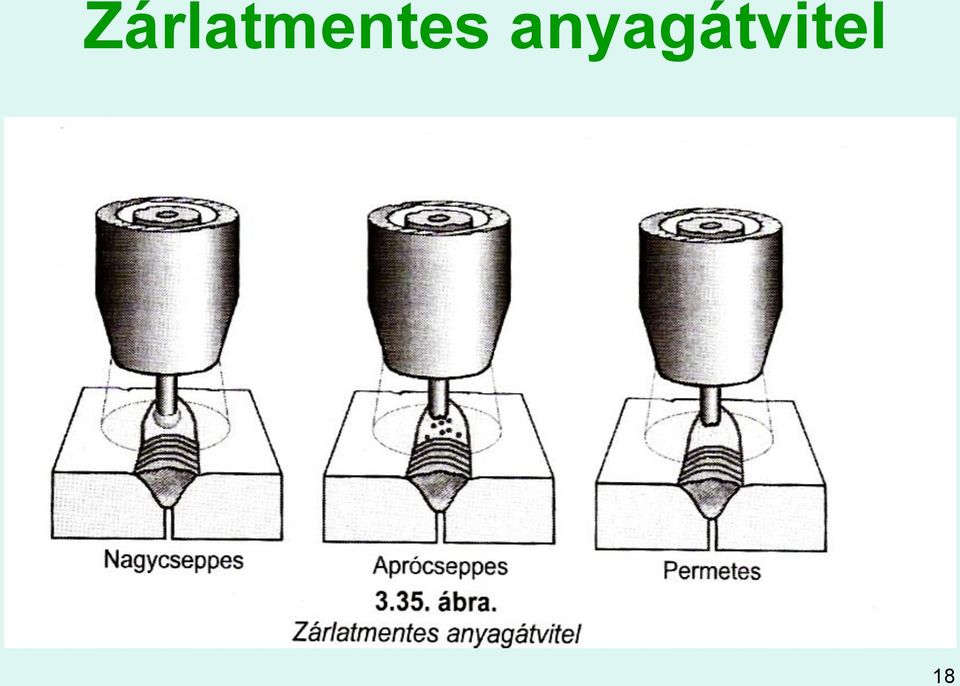
18 Zárlatmentes anyagátvitel 18
19 Zárlatos anyagátvitel 19

20 Fogyóelektródás, semleges védőgázos ívhegesztés Hegesztőanyagok Védőgáz Argon (jó ívgyújtás, olcsó) Hélium (nehezebb ívgyújtás, költséges, nagyobb sebesség, hatásos védelem fej feletti hegesztésnél) Hozaganyag: dobra csévélt, 0,6 3,2 mm-es huzal Eszközök: áramforrás, pisztoly, huzalelőtoló, gáz adagoló 20

21 Fogyóelektródás, semleges védőgázos ívhegesztés Alkalmazások Minden fém hegeszthető ezzel az eljárással, de ára miatt elsősorban korrózióálló acélokat, nikkelt és ötvözeteit, színes- és könnyűfémeket hegesztenek Elsősorban nagy beolvadási mélységű töltő és takaró rétegek készítésére javasolt 21
22 Fogyóelektródás, aktív védőgázos ívhegesztés 135 Elrendezése hasonló a semleges védőgázos fogyóelektródás ívhegesztéshez Védőgázként széndioxidot használnak Elsősorban ötvözetlen acélok nagy tömegű hegesztésére használják az olcsósága miatt 22
23 Fogyóelektródás, aktív védőgázos ívhegesztés A hegesztés kémiai folyamatai A CO 2 hő hatására CO-ra és O 2 -re bomlik az ívben 23
24 Fogyóelektródás, aktív védőgázos ívhegesztés Védőgáz Széndioxid Hegesztőanyagok Gázkeverékek (argon, oxigén és széndioxid) Huzalelektróda Tömör vagy töltött kivitelű 0,8 2,4 mm átmérőjű huzal, az acél alapanyagú huzal Si és Mn ötvözőket is tartalmaz, hogy az ötvöző kiégést pótolják felülete rézzel van bevonva. 24
25 Varratalak és védőgáz összetételének kapcsolata 25
26 A varratalak és az áramerősség, feszültség és a hegesztési sebesség kapcsolata 26
27 Volfrámelektródás, semleges védőgázos ívhegesztés 141 Az ív a nem leolvadó volfrám elektróda és a munkadarab között keletkezik A hegesztés hozaganyaggal és anélkül is végezhető Ha alkalmaznak hozaganyagot, ezt huzal formájában automatikusan adagolják A védőgáz többnyire argon, ezért hívják AWI hegesztésnek is 27
28 Volfrámelektródás, semleges védőgázos ívhegesztés A hegesztés elve 28
29 Volfrámelektródás, semleges védőgázos ívhegesztés Védőgáz Hegesztőanyagok Argon, hélium vagy a kettő keveréke Elektróda Magas olvadáspontú (3360 C o ) volfrám rúd Átmérője 1 4 mm Hozaganyag Lehet huzal vagy pálca, acélok hegesztéséhez kissé ötvözött acél 29
30 Volfrámelektródás, semleges védőgázos ívhegesztés A hegesztés eszközei Áramforrás Egyenáramú vagy váltakozó áramú áramforrást is használnak A hegesztő áram ellátás mellett egyéb szabályzási funkciói is vannak (ívgyújtás, stabilizálás) Hegesztőpisztoly Az elektróda befogás és gáz hozzávezetés funkcióját látja el + áram hozzávezetés és vízhűtés 30
31 Volfrámelektródás, semleges védőgázos ívhegesztés A hegesztés végrehajtása Az ívben keletkező hő eloszlása és az ionok, elektronok vándorlása egyenes (a) és fordított (b) polaritás esetén ( pozitív argon ion; elektron) Egyenes polaritásnál a beolvadási mélység nagyobb 31
32 Gázhegesztés (acatién-oxigén 311) A hegesztéshez szükséges hőt éghető gáz és oxigén keverékének elégetésével nyerik Az éghető gáz leggyakrabban az acetilén (C 2 H 2 ) A láng hőmérséklete kb C o, ettől olvad meg a hozaganyag és a munkadarab 32

33 Gázhegesztés A hegesztés elrendezése 33
34 Hegesztőgáz Gázhegesztés Hegesztőanyagok Elsősorban acetilént használnak, palackban tárolva, acetonban oldva Ritkábban földgázt, propánt, butánt ezek hőteljesítménye kisebb Oxigén: szintén palackban tárolják Hegesztőpálca: a hegesztendő fém anyagának megfelelő Folyósítószer: öntöttvas, színes- és könnyűfémek hegesztéséhez szükséges 34
 Gázvezeték: vászonbetétes gumitömlő Hegesztőpisztoly:")
35 Gázhegesztés A hegesztés eszközei Gázpalackok Nyomáscsökkentő (a palack nyomást max. 1,15 MPa-ra redukálja) Gázvezeték: vászonbetétes gumitömlő Hegesztőpisztoly: 35
36 Gázhegesztés A hegesztés végrehajtása (1) Balra hegesztés Jobbra hegesztés 36
37 Gázhegesztés A hegesztés végrehajtása (2) Balra hegesztés A gyök nem jól látható hegesztés közben Gáz zárványok, feszültségek keletkeznek Elsősorban vékony lemezekhez használják Jobbra hegesztés Lassabban hűl a varrat, kevesebb a salakés gáz zárvány 4 mm-nél vastagabb acél lemezekhez ajánlott 37
38 Fedett ívű hegesztés 12 Leolvadó fém elektróda és a munkadarab között keletkezik az ív Az elektróda lehet huzal vagy szalag is A hegesztés védelmét fedőpor látja el, amelyet közvetlenül a hegesztés helyére szórnak Az elektródát és a portartályt kocsira szerelik, amelyet a varrat mentén mozgatnak 38
39 Fedett ívű hegesztés Elrendezési vázlat 39
40 Elektróda Fedett ívű hegesztés Hegesztőanyagok Huzal: Ø 2 12 mm, gyengén ötvözött acél Szalag: mm széles, felrakó hegesztéshez Fedőpor Különféle fémoxidok keveréke Fő alkotók: Al 2 O 3, CaO, MgO, SiO 2, Hegfürdő támaszok Az olvadék kifolyását akadályozzák meg, rézlemez vagy fedőpor párna használatos 40
41 Plazmaív hegesztés 15 Volfrám elektróda és a munkadarab között égő plazmaív szolgáltatja a hőt A plazmaív ionizált argon áram A plazmaívet védőgáz burok veszi körül, amely argon és hélium keveréke A plazmaív nagyobb energiasűrűségű és koncentráltabb, mint a hagyományos AWI hegesztés íve 41
42 Plazmaív hegesztés elrendezése 42
43 Elektronsugaras hegesztés 51 Az elektronsugárban repülő elektronok mozgási energiája a felületre becsapódva hővé alakul, ez olvasztja meg a munkadarabot A munkadarabot vákum kamrában helyezik el Illesztési hézag nélküli, mély varratok készíthetők a munkadarab deformációja nélkül 43
44 Elektronsugaras hegesztés elrendezése 44
45 Elektronsugaras hegesztés: példák a varratok formáira 45
46 Lézersugaras hegesztés 52 Az ömlesztéshez szükséges hőt a lézersugár abszorpciója adja Lézersugár keltésre általában nagy teljesítményű szilárdtest (Neodimium- Yttrium) vagy CO 2 lézereket használnak A lézersugarat fókuszálva juttatják a felületre, 1..2 mm átmérőjű foltot képezve A sugarat speciális tükrökkel vetítve robot karokon át is lehet vezetni Lézersugárral lehet hegeszteni vagy vágni is 46
47 A lézersugaras hegesztés folyamata 47
48 Ellenállás-hegesztő eljárások Ellenállás-ponthegesztés 21 Az ellenállás-hegesztés során a kohéziós kötés hő- és erőhatás együttes alkalmazásával jön létre A kötés létesítéséhez szükséges hőt a munkadarabon átvezetett áram, vagy indukált áram ellenálláshője adja A hő a két munkadarab érintkezési felületén, a legnagyobb ellenállású szakaszon fejlődik elsősorban Felmelegedés után a munkadarabokat külső erővel összesajtolják 48
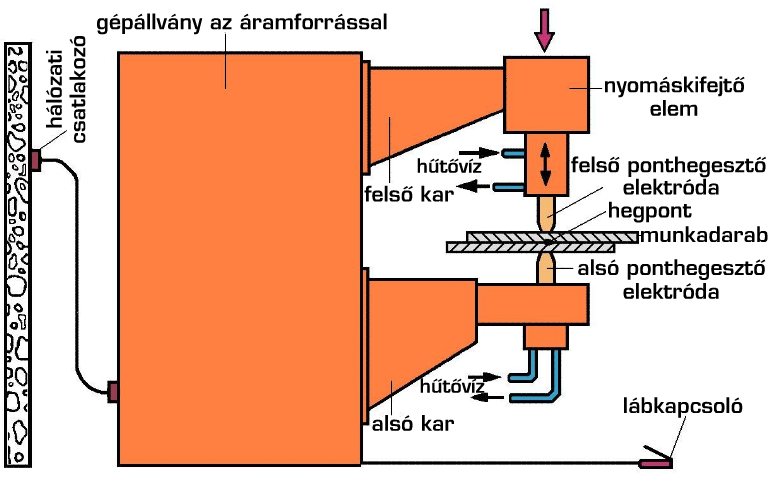
49 Ellenállás-ponthegesztés A hegesztés elve 49
50 Ellenállás-ponthegesztés A hegesztés folyamata T es : elősajtolás; t ö : ömlesztés; t us : utánsajtolás; t h : hegesztés ideje; F: erő; I: áramerősség 50
51 Ellenállás-ponthegesztés A hegesztés eszközei, alkalmazások A ponthegesztő gépek helyhez kötöttek vagy mozgathatók (pl. robot karra erősíthetők) Az áramforrás többnyire váltakozó feszültségű, az áramerősség ka Acéllemezek, alumínium és réz 6 mm vastagságig hegeszthetők Könnyen automatizálható (karosszéria) 51
52 Ellenállás-vonalhegesztés 22 A ponthegesztés folyamatossá tett változata, a kötés egymás mellé hegesztett pontok sorozatából jön létre Az áramot F erővel összeszorított, forgó görgők vezetik a lemezekre Egyedi pontvarratok és folyamatos varratok egyaránt készíthetők ezzel az eljárással; ponthegesztéssel is kombinálható (autó karosszéria gyártás) 52
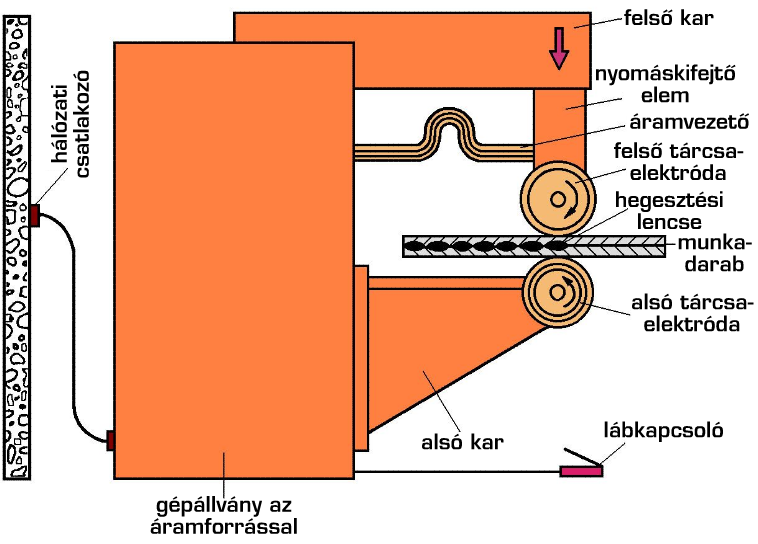
53 Ellenállás-vonalhegesztés A hegesztés elve 53
54 Ellenállás-tompahegesztés Huzalok, csövek, rudak homlokfelület menti hegesztésére használják A munkadarabok érintkezési helyén fellépő ellenálláshő hevíti fel a felületeket, majd összesajtolják a munkadarabokat Két fő változata van: Zömítő ellenállás-tompahegesztés 25 Leolvasztó ellenállás-tompahegesztés 24 54
55 Ellenállás-tompahegesztés A hegesztés elve 55
56 Ellenállás-tompahegesztés Hegesztési változatok Zömítő ellenállás-tompahegesztés A hegesztendő felületeket összenyomják, majd áram átbocsátással melegítik A hegesztési hőmérséklet elérése után a két felet összesajtolják Leolvasztó ellenállás-tompahegesztés A hegesztendő felületeket többször összeérintve és széthúzva megolvasztják a keletkező szikrák és ívek, majd a feleket összesajtolják 56
57 Dörzshegesztés 42 A kötéshez szükséges hőt az összekötendő felületek relatív elmozdulásakor keletkező súrlódás létesíti Az érintkező felületek felmelegedése után a relatív mozgás megszűnik, és a munkadarabokat nagy nyomással összesajtolják Hozaganyag nélküli kötés keletkezik 57
58 Dörzshegesztés A hegesztés elve (1) 58
59 Dörzshegesztés A hegesztés elve (2) Folyamat: az egyik munkadarab forgatása az álló munkadarabhoz képest - összeszorított állapotban a forgatás leállítása - sajtolás 59
60 Összefoglalás A hegesztő eljárások az iparban leginkább alkalmazott kötési módok Az alkalmazott hőforrás szerint csoportosíthatók, legfontosabbak az ívhegesztések, gázhegesztés és ellenállás-hegesztések Majdnem minden fém és a műanyagok is egyesíthetők hegesztéssel. 60
VÉDŐGÁZAS ÍVHEGESZTÉSEK
 VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
Hidegsajtoló hegesztés
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 2. Sajtoló hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Hidegsajtoló hegesztés A fémfelületek kohéziós
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 2. Sajtoló hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Hidegsajtoló hegesztés A fémfelületek kohéziós
HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS?
 HEGESZTÉSTECHNIKA HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS? A hegesztés olyan két különálló fém alkatrészek közötti oldhatatlan kötés, amelyet az összekötendő alkatrészek saját anyagával, vagy hozaganyaggal
HEGESZTÉSTECHNIKA HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS? A hegesztés olyan két különálló fém alkatrészek közötti oldhatatlan kötés, amelyet az összekötendő alkatrészek saját anyagával, vagy hozaganyaggal
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Egyéb eljárás szerinti hegesztő. Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Példatár Anyagtechnológia TESZTFELADATOK
 Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia TESZTFELADATOK Szerző: Dobránszky János, dobi@eik.bme.hu
Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia TESZTFELADATOK Szerző: Dobránszky János, dobi@eik.bme.hu
NEMZETGAZDASÁGI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
2/ Bevontelektródás kézi ívhegesztő Hegesztő Hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
HEGESZTÉS BEVEZETÉS. Kötési eljárások csoportosítása. Budapesti Műszaki és Gazdaságtudományi Egyetem
 HEGESZTÉS BEVEZETÉS Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL ZÁRÓ SÚRLÓDÁSSAL ZÁRÓ ANYAGGAL ZÁRÓ Budapesti Műszaki és Gazdaságtudományi Egyetem Ék-, csap-, szegecskötés Karimás- és csavaros kötések
HEGESZTÉS BEVEZETÉS Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL ZÁRÓ SÚRLÓDÁSSAL ZÁRÓ ANYAGGAL ZÁRÓ Budapesti Műszaki és Gazdaságtudományi Egyetem Ék-, csap-, szegecskötés Karimás- és csavaros kötések
2/ Hegesztő Hegesztő Hegesztő-vágó gép kezelője Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
31 521 11 0100 31 02 Egyéb eljárás szerinti hegesztő Hegesztő 4 2/42
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötési eljárások csoportosítása
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
HEGESZTÉSI ELJÁRÁSOK I.
 Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
MUNKAANYAG. Dabi Ágnes. Egyéb hegesztő eljárások paraméterei, anyagai, hozaganyagai. A követelménymodul megnevezése: Hegesztő feladatok
 Dabi Ágnes Egyéb hegesztő eljárások paraméterei, anyagai, hozaganyagai A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Dabi Ágnes Egyéb hegesztő eljárások paraméterei, anyagai, hozaganyagai A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
2/ Hegesztő Hegesztő Fogyóelektródás védőgázas ívhegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Hegesztés és rokon eljárások. Dr. Kovács Mihály docens nemzetközi hegesztőmérnök
 Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
MIG/MAG Hegesztőeljárás MIG/MAG hegesztés-simon János 1
 MIG/MAG Hegesztőeljárás 2013.12.03. MIG/MAG hegesztés-simon János 1 Fogalmak áttekintése Fogyóelektródás védőgázos ívhegesztő eljárás MIG= Metal Inert Gas ( inert gas= semleges gáz)= Fogyóelektródás semleges
MIG/MAG Hegesztőeljárás 2013.12.03. MIG/MAG hegesztés-simon János 1 Fogalmak áttekintése Fogyóelektródás védőgázos ívhegesztő eljárás MIG= Metal Inert Gas ( inert gas= semleges gáz)= Fogyóelektródás semleges
Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében
 Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében Fémek hegesztési utasítása és hegesztéstechnológiájának minősítése Szabványszám MSZ EN ISO 15607:04 MSZ
Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében Fémek hegesztési utasítása és hegesztéstechnológiájának minősítése Szabványszám MSZ EN ISO 15607:04 MSZ
Fogyóelektródás védőgázas ívhegesztés
 Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötés és Alakítástechnológia I. BAGKA14NND
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötés és Alakítástechnológia I. BAGKA14NND
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
HEGESZTÉS BIZTONSÁGTECHNIKÁJA. Készítette: Bujnóczki Tibor Lezárva: 2005. március 1.
 HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 ANYAGOK EGYESÍTÉSE ÉS ELKÜLÖNÍTÉSE Hegesztés: anyagok egyesítése hővel nyomással ezek kombinációjával (anyagok természetének
HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 ANYAGOK EGYESÍTÉSE ÉS ELKÜLÖNÍTÉSE Hegesztés: anyagok egyesítése hővel nyomással ezek kombinációjával (anyagok természetének
Volframelektródás hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
Bevontelektródás ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötéstechnológia BAGKT14NND Kreditérték:
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötéstechnológia BAGKT14NND Kreditérték:
Volframelektródás hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Budapesti Műszaki és Gazdaságtudományi Egyetem. SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 2. Melegsajtoló hegesztési eljárások. Dr.
 Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 2. Melegsajtoló hegesztési eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Dörzshegesztés Elve:
Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 2. Melegsajtoló hegesztési eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Dörzshegesztés Elve:
Hegesztő Hegesztő
 020-0 Hegesztő feladatok 0/2007 (II. 27.) SzMM rendelettel módosított /200 (II. 7.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről
020-0 Hegesztő feladatok 0/2007 (II. 27.) SzMM rendelettel módosított /200 (II. 7.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről
Fogyóelektródás hegesztő Hegesztő
 0246-06 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos
0246-06 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Pótvizsga hegesztési alapismeretek 2019
 Pótvizsga hegesztési alapismeretek 2019 Írásbeli 1 db tesztfeladatlap, az alábbiakból összeállatva. + 1db szóbeli feladat megoldása az alábbi feladatokból. 1. Beszéljen arról, hogy a fémek egyik fontos
Pótvizsga hegesztési alapismeretek 2019 Írásbeli 1 db tesztfeladatlap, az alábbiakból összeállatva. + 1db szóbeli feladat megoldása az alábbi feladatokból. 1. Beszéljen arról, hogy a fémek egyik fontos
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0109-06/5 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0109-06/5 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
MUNKAANYAG. Dezamics Zoltán. Inert védőgázos ívhegesztések alkalmazása karosszériajavításoknál. A követelménymodul megnevezése:
 Dezamics Zoltán Inert védőgázos ívhegesztések alkalmazása karosszériajavításoknál A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító
Dezamics Zoltán Inert védőgázos ívhegesztések alkalmazása karosszériajavításoknál A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító
Hidegsajtoló hegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
Hegesztő-vágó gép kezelője Hegesztő 4 2/38
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET. Gyártástechnológia. Dr. Palotás Béla palotasb@mail.duf.hu.
 DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
MUNKAANYAG. Dabi Ágnes. Egyéb hegesztő eljárások eszközei, berendezései. A követelménymodul megnevezése: Hegesztő feladatok
 Dabi Ágnes Egyéb hegesztő eljárások eszközei, berendezései A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-029-30
Dabi Ágnes Egyéb hegesztő eljárások eszközei, berendezései A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-029-30
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
31 521 11 0000 00 00 Hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Hegesztőeljárások. Dr. Németh György főiskolai docens. Hegesztőeljárások energiaforrás szerint. A hegesztőeljárás. aluminotermikus.
 Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz
 ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA.
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Gépészeti alapozó feladatok Elérhető
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Gépészeti alapozó feladatok Elérhető
5.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK
 Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Szakképesítés: 34 521 06 Hegesztő Szóbeli vizsgatevékenység A vizsgafeladat megnevezése: Hegesztett szerkezetek
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése különböző hegesztési eljárásokkal, különös tekintettel a munkabiztonság és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése különböző hegesztési eljárásokkal, különös tekintettel a munkabiztonság és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához
Élet az MSZ EN 288-3 után (MSZ EN ISO 15614-1) ÉMI-TÜV Bayern Kft. TÜV SÜD Csoport
 ÉMI-TÜV Bayern Kft. TÜV SÜD Csoport") Élet az MSZ EN 288-3 után (MSZ EN ISO 15614-1) MSZ EN 288-3: 1998 Hegesztési utasítás és hegesztéstechnológia jóváhagyása fémekre 3. rész: Technológiavizsgálatok acélok ívhegesztésére MSZ EN 15614-1: 2004
Élet az MSZ EN 288-3 után (MSZ EN ISO 15614-1) MSZ EN 288-3: 1998 Hegesztési utasítás és hegesztéstechnológia jóváhagyása fémekre 3. rész: Technológiavizsgálatok acélok ívhegesztésére MSZ EN 15614-1: 2004
Geometriai mérés Különleges és nagypontosságú mérőeszközök, Helyzet és alak pontosság mérése III.
 Kun Csaba Geometriai mérés Különleges és nagypontosságú mérőeszközök, Helyzet és alak pontosság mérése III. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul
Kun Csaba Geometriai mérés Különleges és nagypontosságú mérőeszközök, Helyzet és alak pontosság mérése III. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Lánghegesztés és lángvágás
 Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
SAJTOLÓ HEGESZTÉS 1: 0-49% ; 2: 50-59% ; 3: 60-69% ; 4: 70-79% ; 5: %
 Gépészmérnöki alapszak (BSc), nappali tagozat című tantárgy követelményei (a tanszéki egységes követelményekre alapozva) A tantárgy órakimérete: 2 ea + 1 gy, a k, 3 kredit A félév elismerésének (aláírás,
Gépészmérnöki alapszak (BSc), nappali tagozat című tantárgy követelményei (a tanszéki egységes követelményekre alapozva) A tantárgy órakimérete: 2 ea + 1 gy, a k, 3 kredit A félév elismerésének (aláírás,
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 03 Fogyóelektródás védőgázas ívhegesztő Modul: 11455-12 Fogyóelektródás védőgázas
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 03 Fogyóelektródás védőgázas ívhegesztő Modul: 11455-12 Fogyóelektródás védőgázas
Budapesti Műszaki és Gazdaságtudományi Egyetem ELLENÁLLÁS HEGESZTÉSI ELJÁRÁSOK. Dr. Palotás Béla. Mechanikai Technológia és Anyagszerkezettani Tanszék
 Budapesti Műszaki és Gazdaságtudományi Egyetem ELLENÁLLÁS HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Ellenállás hevítés A darabokon átfolyó áram Joule hője
Budapesti Műszaki és Gazdaságtudományi Egyetem ELLENÁLLÁS HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Ellenállás hevítés A darabokon átfolyó áram Joule hője
HEGESZTŐROBOT-ÁLLOMÁSOK A TERMELÉKENYSÉG NÖVELÉSÉRE
 Gerd-Volker Klaas Cloos Schweisstechnik GmbH, Haiger, Németország HEGESZTŐROBOT-ÁLLOMÁSOK A TERMELÉKENYSÉG NÖVELÉSÉRE A robotos hegesztési alkalmazások egyre nagyobb sze repet kapnak a termelékenység növelésében.
Gerd-Volker Klaas Cloos Schweisstechnik GmbH, Haiger, Németország HEGESZTŐROBOT-ÁLLOMÁSOK A TERMELÉKENYSÉG NÖVELÉSÉRE A robotos hegesztési alkalmazások egyre nagyobb sze repet kapnak a termelékenység növelésében.
1. Biztonsági óvintézkedések
 KEZELÉSI UTASÍTÁS,QYHUWHUHV KHJHV]WĘJpS TIG/MMA (elektródás) hegesztéshez TIG/MMA-200 HF Forgalmazza: Centrotool Kft 1102 Budapest Halom utca 1. Tel: +36 1 260 4408 Fax: +36 1 260 4840 1 1. Biztonsági
KEZELÉSI UTASÍTÁS,QYHUWHUHV KHJHV]WĘJpS TIG/MMA (elektródás) hegesztéshez TIG/MMA-200 HF Forgalmazza: Centrotool Kft 1102 Budapest Halom utca 1. Tel: +36 1 260 4408 Fax: +36 1 260 4840 1 1. Biztonsági
Plazmavágás
 2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
Fémek hegeszthetősége fogyóelektródás védőgázas ívhegesztéssel
 Újszászi Antal Fémek hegeszthetősége fogyóelektródás védőgázas ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Újszászi Antal Fémek hegeszthetősége fogyóelektródás védőgázas ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
ÖMLESZTŐ HEGESZTÉS tantárgy követelményei a 2018/2019. tanév I. félévében
 tantárgy követelményei a 2018/2019. tanév I. félévében A tantárgy órakimérete: 2 ea+1 gy Félév elismerésének (aláírás) feltételei: előadások látogatása (50%-ot meghaladó igazolatlan hiányzás esetén aláírásmegtagadás)
tantárgy követelményei a 2018/2019. tanév I. félévében A tantárgy órakimérete: 2 ea+1 gy Félév elismerésének (aláírás) feltételei: előadások látogatása (50%-ot meghaladó igazolatlan hiányzás esetén aláírásmegtagadás)
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
* )& #* ) ; & > ( $! 1; * 1 #* 1 ( 1;!0 ) @
& #* ) ; & > ( $! 1; * 1 #* 1 ( 1;!0 ) @") ! ! " #$%&' &( ) * +#,-./0"$,/( 123-%.45,-4-,%67/7/84 &92 :9 ; 0* & 11;< =!#>!!( 1&#""1 & >()? ) 0 ; @ * )& #* ) ; & > ( $! 1; * 1 #* 1 ( 1;!0 ) @ * )&0 A#* ) 0A("
! ! " #$%&' &( ) * +#,-./0"$,/( 123-%.45,-4-,%67/7/84 &92 :9 ; 0* & 11;< =!#>!!( 1&#""1 & >()? ) 0 ; @ * )& #* ) ; & > ( $! 1; * 1 #* 1 ( 1;!0 ) @ * )&0 A#* ) 0A("
MUNKAANYAG. Kún Csaba. A hegesztés fogalma, fajtái, ábrázolása. A hegesztés gépei, segédeszközei. A követelménymodul megnevezése:
 Kún Csaba A hegesztés fogalma, fajtái, ábrázolása. A hegesztés gépei, segédeszközei. A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A tartalomelem azonosító
Kún Csaba A hegesztés fogalma, fajtái, ábrázolása. A hegesztés gépei, segédeszközei. A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A tartalomelem azonosító
VASTAGLEMEZEK HEGESZTÉSE
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
MUNKAANYAG. Ujszászi Antal. Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok. A követelménymodul megnevezése:
 Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
5.) Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!
 Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
31 521 11 0100 31 06 Volfrámelektródás hegesztő Volfrámelektródás hegesztő
 02-0 Volfrámelektródás semleges védőgázas ívhegesztő (TIG) feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe
02-0 Volfrámelektródás semleges védőgázas ívhegesztő (TIG) feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe
Huzalelektródás védőgázos ívhegesztés (13)
") ANYAGISMERET Huzalelektródás védőgázos ívhegesztés (13) A 13-as eljáráscsoportba tartozó huzalelektródás védőgázos ívhegesztéskor a folyamatosan dobról, vagy hordóból előtolt huzal és a munkadarab között
ANYAGISMERET Huzalelektródás védőgázos ívhegesztés (13) A 13-as eljáráscsoportba tartozó huzalelektródás védőgázos ívhegesztéskor a folyamatosan dobról, vagy hordóból előtolt huzal és a munkadarab között
Hegesztés és vágási eljárások
 Hegesztés és vágási eljárások AVI (TIG) hegesztés Az AVI hegesztés az Argon védőgázas Volfram elektródás Ívhegesztés kezdőbetűiből alkotott betűszó. Az angol nyelvű betűszó (TIG):Tungsten Inert Gas rövidítése.
Hegesztés és vágási eljárások AVI (TIG) hegesztés Az AVI hegesztés az Argon védőgázas Volfram elektródás Ívhegesztés kezdőbetűiből alkotott betűszó. Az angol nyelvű betűszó (TIG):Tungsten Inert Gas rövidítése.
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
tiszta alumínium hegesztő azonos tartalmú főlemezekhez ) magnézium-alumínium hegesztő huzal aluminium flux (kínai hegesztőhuzal (általános
 magnézium-alumínium hegesztő huzal aluminium flux (kínai hegesztőhuzal (általános") Hegesztő alkalmazás Mode I Anyag Vastagság Az eljárás mm típusa Hegesztőhuzal Flux alumínium lemez és alumínium lemez Aktuális beállítás Szabályozási beállítás V 1 2 alumínium-magnézium ötvözet és alumínium-
Hegesztő alkalmazás Mode I Anyag Vastagság Az eljárás mm típusa Hegesztőhuzal Flux alumínium lemez és alumínium lemez Aktuális beállítás Szabályozási beállítás V 1 2 alumínium-magnézium ötvözet és alumínium-
Bevontelektródás hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
MUNKAANYAG. Ujszászi Antal. Fémek hegeszthetősége fogyóelektródás védőgázas ívhegesztéssel. A követelménymodul megnevezése: Hegesztő feladatok
 Ujszászi Antal Fémek hegeszthetősége fogyóelektródás védőgázas ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Ujszászi Antal Fémek hegeszthetősége fogyóelektródás védőgázas ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Hegesztés 1. Általános elvek Kézi ívhegesztés. Dr. Horváth László
 Hegesztés 1 Általános elvek Kézi ívhegesztés Dr. Horváth László Hegesztés Kohéziós kapcsolat Nem oldható természetes, anyagszerő, folytonos Technológiailag igényes Hegesztési eljárások 2 Elektromos ívhegesztések
Hegesztés 1 Általános elvek Kézi ívhegesztés Dr. Horváth László Hegesztés Kohéziós kapcsolat Nem oldható természetes, anyagszerő, folytonos Technológiailag igényes Hegesztési eljárások 2 Elektromos ívhegesztések
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
NEMZETI FEJLESZTÉSI MINISZTÉRIUM. Szóbeli tétel
 . NEMZETI FEJLESZTÉSI MINISZTÉRIUM Szóbeli tétel 2011. 1. Ismertesse a gépészeti kötéseket, a kötések megválasztásának és létesítésének Információtartalom vázlata Kötések feladat, csoportosítása (oldható,
. NEMZETI FEJLESZTÉSI MINISZTÉRIUM Szóbeli tétel 2011. 1. Ismertesse a gépészeti kötéseket, a kötések megválasztásának és létesítésének Információtartalom vázlata Kötések feladat, csoportosítása (oldható,
Hegesztés és rokon technológiák Dr. Palotás és Prof. Kaplan nyomán
 Hegesztés és rokon technológiák Dr. Palotás és Prof. Kaplan nyomán Anyagismeret Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék Miről lesz ma szó? Hegesztés definíciója és csoportosítása
Hegesztés és rokon technológiák Dr. Palotás és Prof. Kaplan nyomán Anyagismeret Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék Miről lesz ma szó? Hegesztés definíciója és csoportosítása
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
1. A védőgázas fogyóelektródás ívhegesztés
 Dr. Komócsin Mihály (ME) A védőgázas fogyóelektródás ívhegesztés fejlesztése és az anyagátvitel 1. A védőgázas fogyóelektródás ívhegesztés elterjedése 17% 3% 8% 32% A védőgázas fogyóelektródás ívhegesztés
Dr. Komócsin Mihály (ME) A védőgázas fogyóelektródás ívhegesztés fejlesztése és az anyagátvitel 1. A védőgázas fogyóelektródás ívhegesztés elterjedése 17% 3% 8% 32% A védőgázas fogyóelektródás ívhegesztés
A hegesztőeljárások fejlődése az közelmúltban.
 A hegesztőeljárások fejlődése az közelmúltban. Komócsin Mihály * A hegesztésre fordított költségek az utóbbi években is érzékelhetően növekedtek, de ez az anyagköltségek, fejlesztési ráfordítások és beruházások
A hegesztőeljárások fejlődése az közelmúltban. Komócsin Mihály * A hegesztésre fordított költségek az utóbbi években is érzékelhetően növekedtek, de ez az anyagköltségek, fejlesztési ráfordítások és beruházások
KORSZERŰ ANYAGTECHNOLÓGIÁK (2+1; a gy - kr3)
") (annotáció) Elsődleges alakadó mechanikai technológiák. A porkohászat technológiája, jellegzetes fém, kerámia és kompozit termékek. Az alkatrészgyártásban alkalmazott korszerű öntészeti eljárások. Az öntött
(annotáció) Elsődleges alakadó mechanikai technológiák. A porkohászat technológiája, jellegzetes fém, kerámia és kompozit termékek. Az alkatrészgyártásban alkalmazott korszerű öntészeti eljárások. Az öntött
Nagysebességű Speed-Puls hegesztés
 25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Nagysebességű Speed-Puls hegesztés Paszternák László Qualiweld Welding & Trade Kft.; 8800 Nagykanizsa, Szemere utca 3. info@qualiweld.hu
25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Nagysebességű Speed-Puls hegesztés Paszternák László Qualiweld Welding & Trade Kft.; 8800 Nagykanizsa, Szemere utca 3. info@qualiweld.hu
Szerkezetlakatos Szerkezetlakatos
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
MUNKAANYAG. Ujszászi Antal. Fémek hegeszthetősége volfrámelektródás védőgázas ívhegesztéssel. A követelménymodul megnevezése: Hegesztő feladatok
 Ujszászi Antal Fémek hegeszthetősége volfrámelektródás védőgázas ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Ujszászi Antal Fémek hegeszthetősége volfrámelektródás védőgázas ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Hegesztés és rokon technológiák Dr. Palotás és Prof. Kaplan nyomán
 Hegesztés és rokon technológiák Dr. Palotás és Prof. Kaplan nyomán Anyagismeret Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék Miről lesz ma szó? Hegesztés definíciója és csoportosítása
Hegesztés és rokon technológiák Dr. Palotás és Prof. Kaplan nyomán Anyagismeret Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék Miről lesz ma szó? Hegesztés definíciója és csoportosítása
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Műhelygyakorlat I. tantárgy 2018/2019. tanév, I. félév BGM. II. évfolyam Gyak. jegy, kredit: 4 BGM1101 tantárgykód Tanítási
FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Műhelygyakorlat I. tantárgy 2018/2019. tanév, I. félév BGM. II. évfolyam Gyak. jegy, kredit: 4 BGM1101 tantárgykód Tanítási
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok
 feladatok") Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
Ömlesztő hegesztések II.
 Ömlesztő hegesztések II. 1 of 5 Gépészmérnöki mesterszak,, hegesztéstechnológiai szakirány, nappali tagozat,(mt, 2+1, v, 3) Ömlesztő hegesztések II. (GEMTT012M annotáció) Huzalelektródás, védőgázas ívhegesztések.
Ömlesztő hegesztések II. 1 of 5 Gépészmérnöki mesterszak,, hegesztéstechnológiai szakirány, nappali tagozat,(mt, 2+1, v, 3) Ömlesztő hegesztések II. (GEMTT012M annotáció) Huzalelektródás, védőgázas ívhegesztések.