Kötő- és rögzítőtechnológiák
|
|
|
- Ida Bakosné
- 9 évvel ezelőtt
- Látták:
Átírás
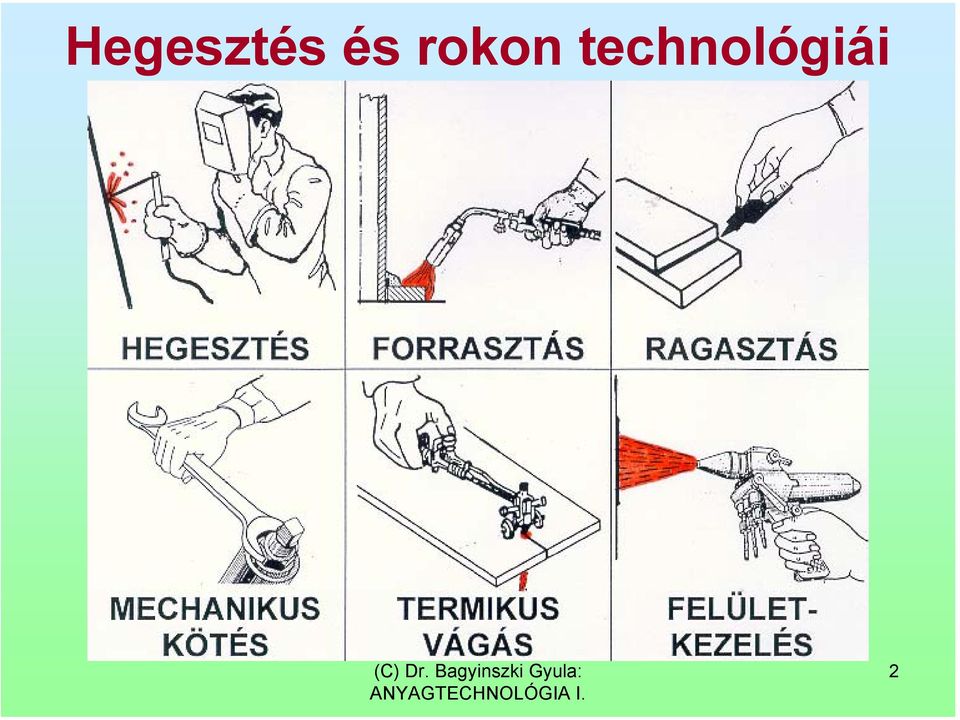
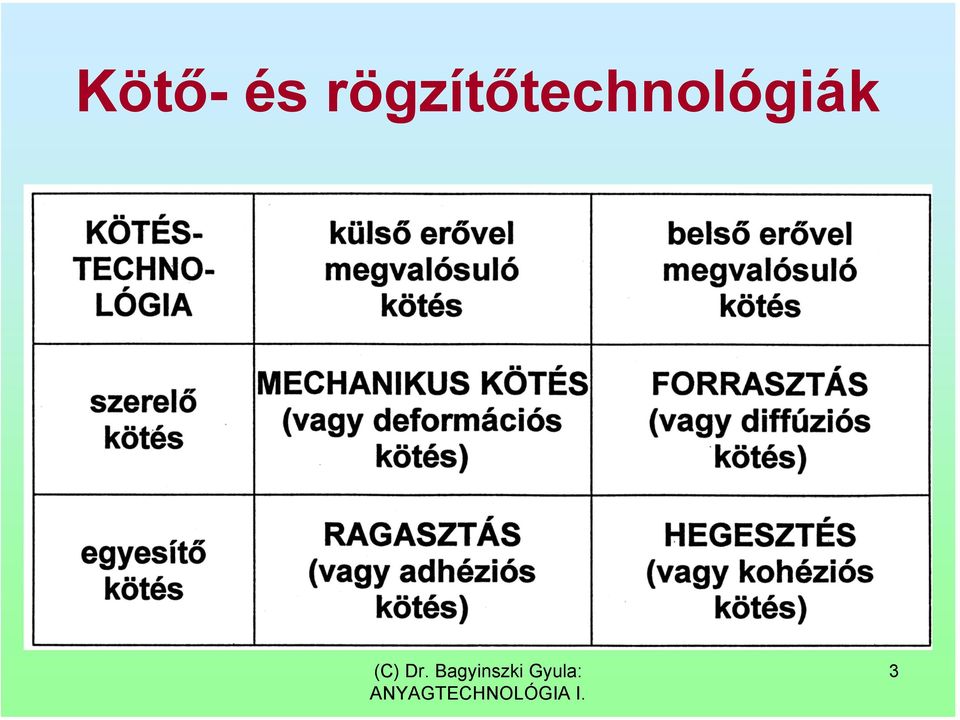
1 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító fizikai elsősorban mechanikai hatásokat tekinthetjük, amelyek meghatározzák a kölcsönös helyzetet is. Belső erők alatt az anyagok atomjai, ionjai, molekulái között ható (kötő)erőket, kémiai kölcsönhatásokat érthetjük, amelyek "összetartják" a részecskéket. Külső erővel valósul meg a mechanikus kötés, mely kötőelemekkel (pl. rugalmas deformációjú csavarokkal), vagy azok nélkül (pl. képlékeny deformációval) létesíthető. Ide sorolható a ragasztás is, amelyre az adhéziós tapadás (ill. a ragasztóanyagnak az összekötendő darabok felületi egyenetlenségeibe való mechanikus "belekapaszkodása") jellemző. Ha anyag(darab)okat illeszkedő felületük mentén belső erők révén kapcsolunk össze, kohéziós és diffúziós kötésről beszélünk. Hegesztéssel kohéziós kötés hozható létre, miáltal az egyes anyagok illeszkedő felületének atomjai (ill. molekulái) úgy kapcsolódnak össze, mint az anyagok belsejében lévők. Forrasztásnál a kölcsönös diffúzió révén alakul ki a kapcsolat, melynek feltétele, hogy a forraszanyag és az egyesítendő anyagok szilárd állapotban oldják egymást. Ha nem teljesül a kölcsönös oldódás feltétele, akkor a megolvasztott forraszanyag a ragasztáshoz hasonló adhéziós jellegű kötést hoz létre a felhevített, de mindvégig szilárd állapotban maradó anyagok közötti résbe ill. érdesség- völgyekbe behatolva és ott megdermedve. 1
, vagy azok nélkül (pl. képlékeny deformációval) létesíthető.")
2 Hegesztés és rokon technológiái 2
3 Kötő- és rögzítőtechnológiák 3
4 Kötő- és rögzítőtechnológiák jellemzői A mechanikus kötés és a forrasztás nagyrészt a szerelő kötésekhez, a ragasztás és a hegesztés főként az egyesítő kötésekhez sorolható. A szerelő kötés sokszor rögzítést és szükség esetén viszonylag egyszerű alkatrészcserét tesz lehetővé (pl. elektronikai alkatrészek áramköri panelbe ültetése forrasztással). Az egyesítő kötés véglegesnek, azaz nem megbontandónak szánt kapcsolatot hoz létre (pl. nyomástartó edény /tartály/ elemeinek egyesítése hegesztéssel). A hegesztés az oldhatatlan kötésmódok közé tartozik a forrasztással, ragasztással és a mechanikus kötési eljárások egy részével együtt, ugyanis a kötés ill. azt alkotó anyagok deformálása, roncsolása (sőt esetenként tönkremenetele) nélkül nem választhatók szét egymástól az összekötött darabok. Az oldható mechanikus kötések (pl. csavarkötés, zsugorkötés) a kötőanyag, pontosabban a kötőelem, ill. az egyesített anyagok roncsolása nélkül szétbonthatók és azokkal újra létrehozhatók (jól rekonstruálhatók). 4

5 Kötő- és rögzítőtechnológiák jellemzői 5
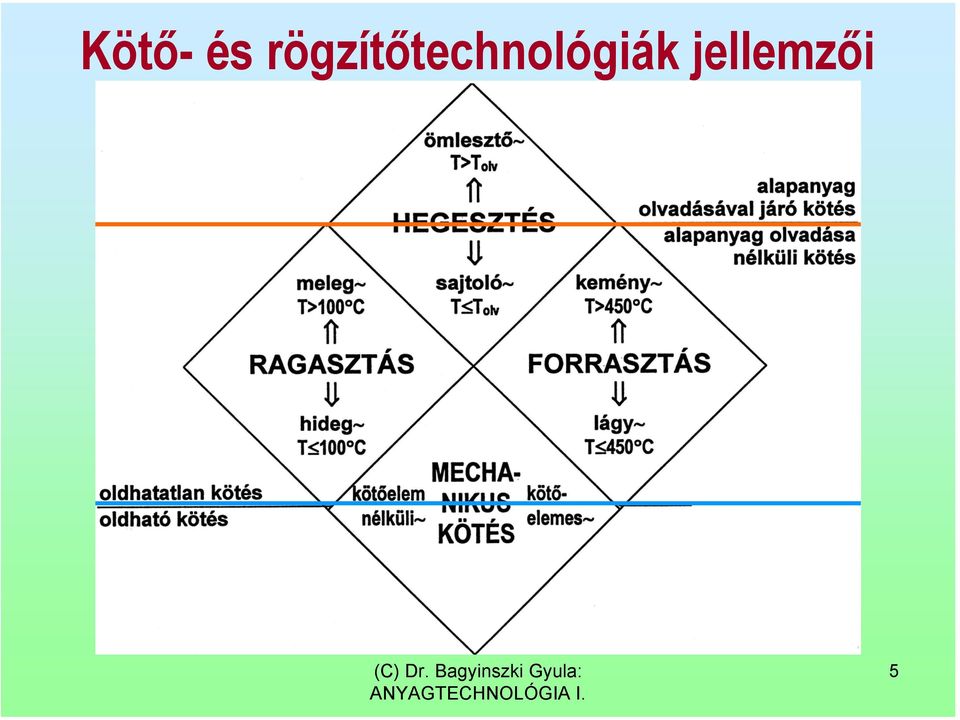
6 Kötő- és rögzítőtechnológiák jellemzői Míg a mechanikus kötések fő jellemzője az, hogy kötőelemmel vagy anélkül valósulnak meg, addig a ragasztás, a forrasztás és a hegesztés esetében a kötés részét képező anyagokban kialakuló hőmérséklet a meghatározó. Ugyanis mindhárom esetben kijelölhető egy jellegzetes hőmérséklethatár, ami elkülöníti az eljárás-csoportokat. Ez hegesztésnél az alapanyaghoz, pontosabban annak olvadáspontjához kötődik, azaz beszélhetünk az alapanyag olvadásával járó ömlesztő hegesztésről és általában alapanyag olvadása nélküli sajtoló hegesztésről. Forrasztáskor a forraszanyagnak mindenképpen olvadék állapotba kell kerülnie, ezért két jól elkülönülő olvadáspontú forraszanyag-csoportot választ szét a 450 C-os hőmérsékletérték. Az ennél kisebb olvadáspontú forraszokkal ún. lágyforrasztás, míg az ennél nagyobb értékűekkel (kb. max. 900 C-ig) keményforrasztás végezhető. Ragasztásnál a ragasztóanyag kikeményedési megfelelő kötési szilárdságot eredményező hőmérsékletigénye szerint jelölhető ki a kb. 100 C-os határérték, ami alatt ún. hidegragasztásról, felette (kb. max. 200 C-ig) melegragasztásról beszélhetünk. 6

7 Fontosabb kötéstípusok tompakötés sarokkötés T-kötés átlapolt kötés élkötés 7

8 Hegesztés ill. hegesztett kötés alkalmazási céljai 8

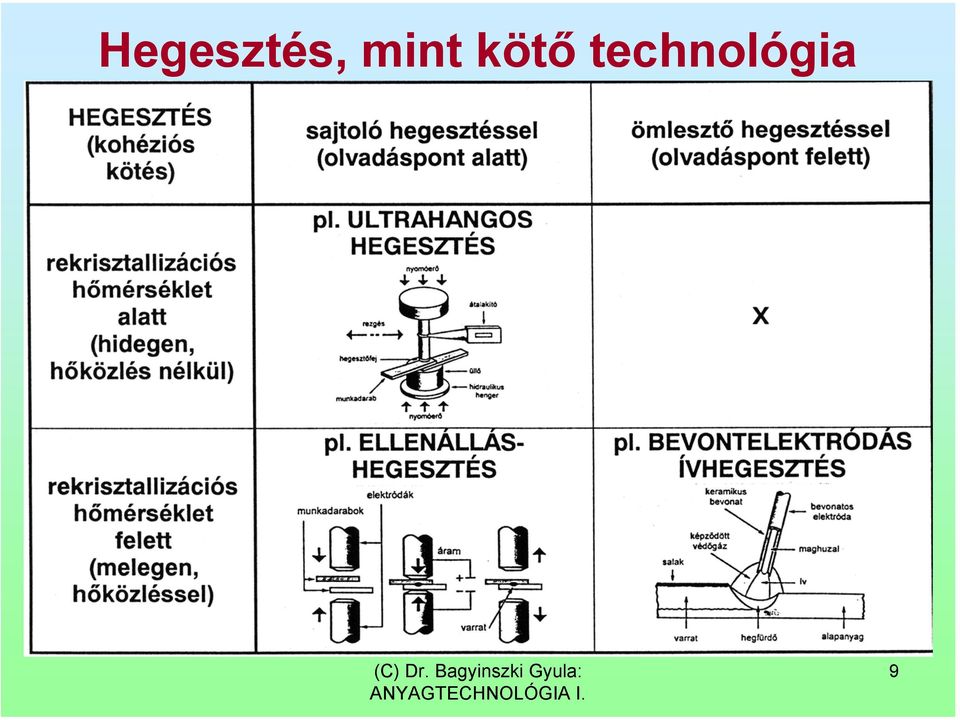
9 Hegesztés, mint kötő technológia 9
10 Szerkezeti anyagok hegeszthetősége A hegeszthetőség nem általános érvényű, hanem a konkrét feltételek mellett értelmezhető és csak bizonyos fokú alkalmasságot jelent a hegesztendő alapanyag(ok), a kialakítandó kötés(ek) (ill. varratok), a hegesztő eljárás, a hegesztőanyag(ok), a hegesztési munkarend jellemzőinek figyelembe vételével. Az anyagok hegeszthetősége a létrehozott hegesztett kötések helyi tulajdonságainak és azok teljes gyártmányra kifejtett hatásainak a mindenkori követelményekkel való összhangja alapján ítélhető meg. Legnagyobb mennyiségben acélszerkezeteket hegesztenek, melyeknél az anyagok karbontartalma (C%), karbonegyenértéke (C e %), szennyező-tartalma (H 2 %, S %, P%), a hegesztési hőfolyamat hatására a kötésben kialakuló legnagyobb keménység (HV 10 ) maximálva, az ütőmunka (KV) mértékadó hőmérsékleten (T = +20 C, 0 C, -20 C, -30 C, -40 C, -50 C, -60 C...) mért értéke minimálva van a repedéssel, töréssel szembeni biztonság végett: C% 0,2%, C e % = C% + 1/6 Mn% + 1/5 (Cr% + Mo% + V%) + 1/15 (Ni% + Cu%) 0,45%, H 2 < 5 ml/100 g (varrat)fém, S 0,035%, P 0,035%, HV , KV(T) 27 J, 40 J vagy 60 J. 10
, karbonegyenértéke (C e %), szennyező-tartalma (H 2 %, S %, P%), a hegesztési hőfolyamat hatására a")
11 Repedésképződés hegesztési varratban Elektronsugaras hegesztéssel és volfrámelektródás semleges védőgázos ívhegesztéssel készült varrat 11

12 Hegesztési eljárások felosztása 12
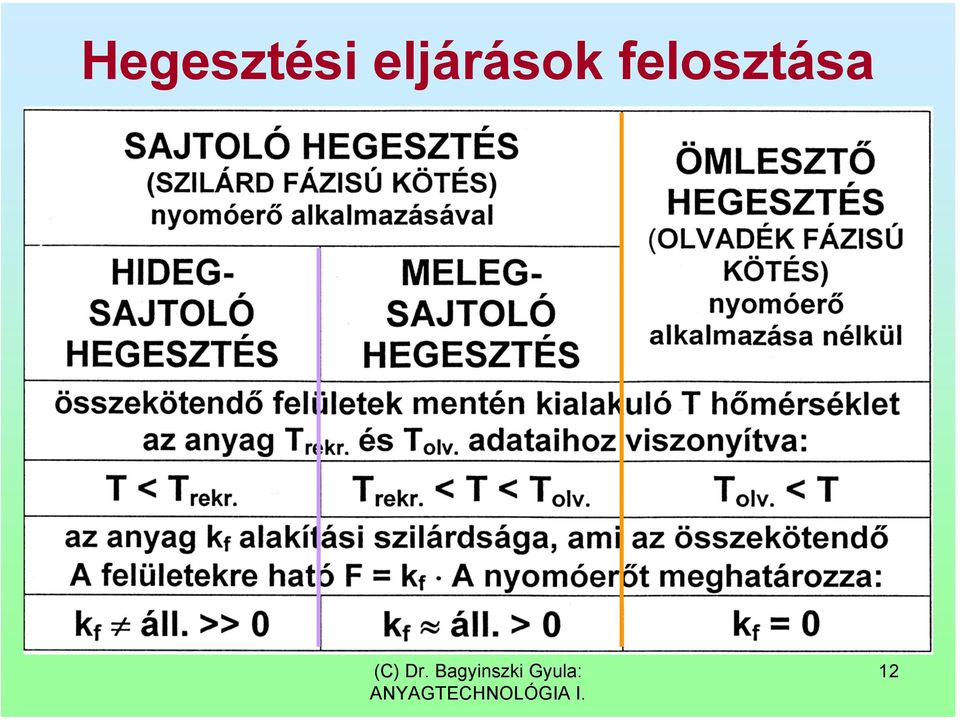
13 Hegesztési eljárások felosztása A hegesztési eljárások erő-, vagy erő- és hő-, vagy csak hőhatással hozzák létre a hegesztett kötést, azaz vannak nyomóerőt alkalmazó sajtoló (általában szilárd fázisú) és nyomóerő alkalmazása nélküli ömlesztő (olvadék fázisú) hegesztési eljárások. Sajtoló hegesztésnél az összekötendő darabok keresztmetszeti méretétől, anyaguk k f alakítási szilárdságától függően hőközlésre is szükség lehet. Az összekötendő felületek mentén kialakuló T hőmérsékletnek és az anyag T rekr rekrisztallizációs (vagy lágyulási) hőmérsékletének viszonya szerint beszélhetünk hidegsajtoló hegesztésről és melegsajtoló hegesztésről. Sajtoló és ömlesztő hegesztési eljárások több szempont szerint csoportosíthatók, de legjellemzőbb az alkalmazott energia ill. a technikai megvalósítás (elrendezés) szerinti felosztás. 13
 hőmérsékletének viszonya szerint beszélhetünk hidegsajtoló hegesztésről és")
14 Hegesztési eljárások felosztása 14
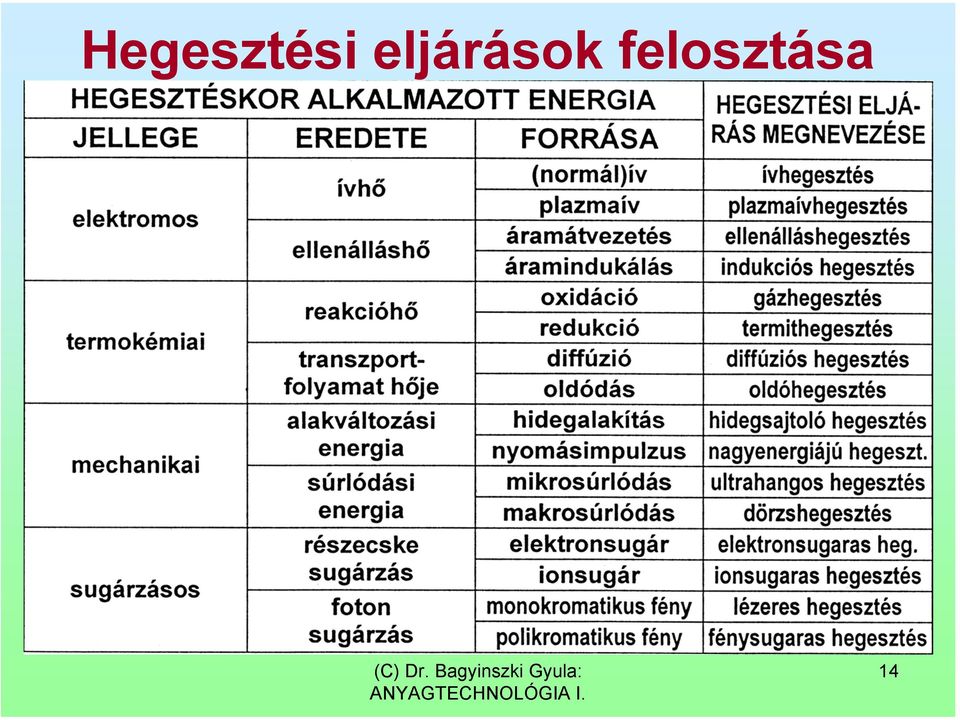
15 Hegesztési eljárások az alkalmazott energia eredete szerint elektromos ívhőt hasznosítók, melyeknél gázközegben nagy hőmérsékletű kisülés ill. részben ionizált állapot normál- vagy plazmaív hatása érvényesül; elektromos ellenálláshőt hasznosítók, melyeknél nagy erősségű áram átvezetése (közvetlen betáplálás) vagy nagyfrekvenciás árammal gerjesztett induktor mágneses tere általi örvényáram-indukálás (közvetett betáplálás) a szilárd vagy olvadék állapotú anyagban Joule-hőt fejleszt; termokémiai reakcióhőt hasznosítók, melyeknél exoterm (hőtermelő) oxidációs vagy redukciós kémiai folyamatok mennek végbe; termokémiai transzport-folyamatokat aktiválók, melyeknél az anyagokban atom-átrendeződéssel (anyagtranszporttal) járó diffúzió vagy oldódás megy végbe; mechanikai alakváltozás energiáját hasznosítók, melyeknél jelentős hidegalakítás vagy nagy nyomásimpulzus okozta deformáció mértéke a meghatározó; mechanikai súrlódás energiáját hasznosítók, melyeknél az összekötendő anyagfelületek menti mikro- vagy makrosúrlódás okozta dörzshatás érvényesül; részecskesugárzás energiáját hasznosítók, melyeknél elektronok vagy ionok alkotta fókuszolt sugár anyagba ütközése és lefékeződése hőt fejleszt; elektromágneses sugárzás energiáját hasznosítók, melyeknél fotonok alkotta fókuszolt monokromatikus lézersugárzás vagy polikromatikus fénysugárzás anyagbeli abszorpciója érvényesül. 15
 oxidációs vagy redukciós kémiai folyamatok mennek végbe; termokémiai transzport-folyamatokat aktiválók, melyeknél az anyagokban atom-átrendeződéssel (anyagtranszporttal) járó")
16 Hegesztési eljárások számjele MSZ EN ISO 4063 szerint Előbbi felosztási elvekkel összhangban van az ömlesztő és a sajtoló hegesztési eljárások szabványos jelölési rendszere és osztályozása. Az egyes eljárásokat ill. eljárásváltozatokat azonosító számjel első tagja általában (a legelterjedtebb ill. legfontosabb eljárások esetében) az alkalmazott energia eredetére, a második a technikai megvalósításra (elrendezésre) utal, míg a harmadik a lehetséges eljárásváltozatok további megkülönböztetését szolgálja. 16
 az alkalmazott energia eredetére, a második a technikai megvalósításra (elrendezésre) utal,")
17 Ömlesztő hegesztés Nyomóerő alkalmazása nélküli ömlesztő hegesztés során a hőközlés hatására, vagyis a hőmérsékletnek a likvidusz hőmérséklet (olvadáspont) fölé történő növelésével lokálisan - az összehegesztendő anyagok egy adott határzónájára kiterjedően - homogén halmazállapotú olvadék (varratömledék) jön létre. A hőközlés megszüntetése után - hőelvezetés, hőátadás és hőkisugárzás hatására - az ömledék megdermed és hegesztési varratot képez. A jól összehegesztett anyagok - az ömledékből képződött varratban - kristályrácsszerkezetüknek megfelelően összeépülnek. Az ömlesztő hegesztéssel kialakított kötés (varrat) szerkezete rendszerint heterogén, lényegében az öntött anyagok szerkezetének felel meg azzal a különbséggel, hogy a "kistérfogatú" ömledék igen nagy sebességgel dermed meg ill. hűl le a szomszédos "nagytérfogatú" szilárd és hideg(ebb) anyagrészek hűtőhatása (hőelvezetése) következtében. 17

18 Ömlesztő hegesztés Fémek varratának szélén oszlopos krisztallitok, közepén poligonális szemcsék képződnek, lehetőséget teremtve az oldott szennyezők kedvezőtlen dúsulására. Egyes eljárásoknál a hegesztés során képződő salaktakaró védi és szigeteli a lehűlő varratzónát, így az oszlopos kristályok kiterjedésének ill. a szennyezők dúsulásának kisebb a lehetősége. A varrat melletti ún. hőhatás-övezetben az anyag hőkezelődik, pl. felhevül olyan szilárd oldatos állapotba, amelyből gyorsan lehűlve nem egyensúlyi szerkezetűvé válik. Az acéloknál jelentkező edződés (martenzit-képződés) és az ezzel járó ridegedés ill. repedésveszély kisebb karbontartalmú anyagok alkalmazásával (a C 0,25 % edzhetőségi feltétel nem teljesülésével), vagy előmelegítéssel (a v hűlés > v krit edzhetőségi feltétel nem teljesülésével) csökkenthető. A varrattól bizonyos távolságig a rekrisztallizációs hőmérsékletnél nagyobb hőmérséklet alakul ki, ami az anyag előzetes hidegalakításának mértékétől függően megváltoztathatja (kedvezőtlen esetben eldurvíthatja) a szemcseméretet. 18
 és az ezzel járó ridegedés ill.")
19 Ömlesztő hegesztéssel készített kötés szerkezete 19

20 Ömlesztő hegesztés elrendezése 20
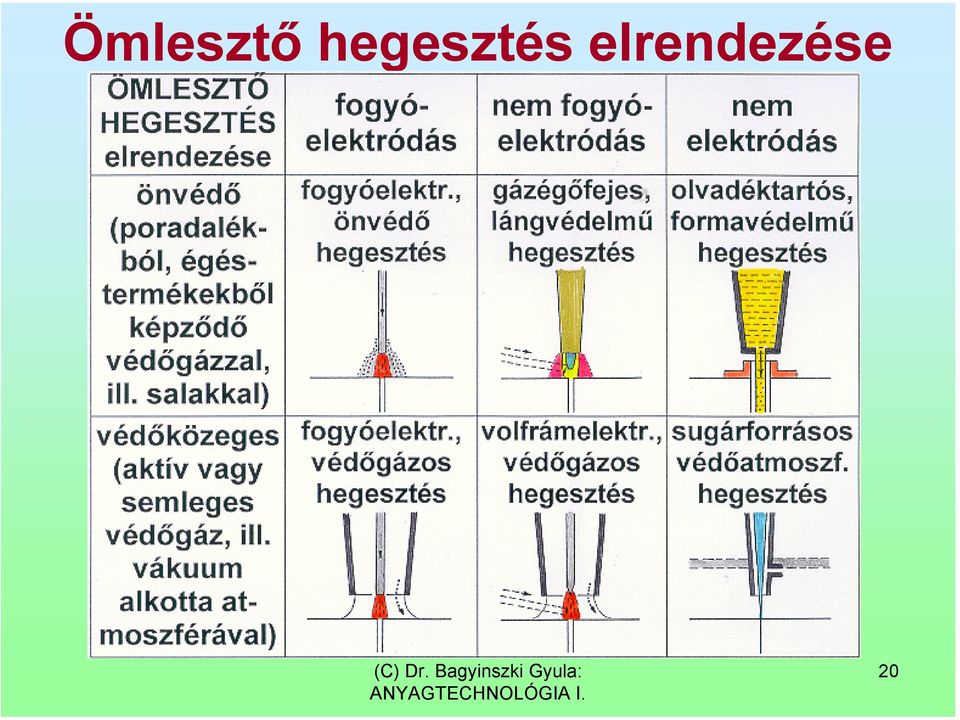
21 Ömlesztő hegesztés elrendezése Az ömlesztő hegesztési eljárások technikai megvalósítása, elrendezése, azaz a mozgó hőforrás jellege és az ömledék környezetének védelme szerint megkülönböztethetők: fogyóelektródás, önvédő eljárások, leolvadó bevont vagy töltött (porbeles) huzalelektródával, fedőporral együtt adagolt huzal- vagy szalagelektródával, külön gázvédelem nélkül, mivel a bevonat, portöltet vagy a fedőpor egyes alkotóiból fejlődik az önvédelmet biztosító védőgáz ill. salak; fogyóelektródás, védőgázos eljárások, leolvadó tömör vagy töltött (porbeles) huzalelektródával, hozzávezetett semleges (inert) vagy aktív (oxidáló komponensű) gázvédelemmel; nem fogyóelektródás, védőgázos eljárások, nem leolvadó, rendszerint volfrám anyagú elektródával, általában semleges gázvédelemmel, külön (kívülről történő) hozaganyagadagolással vagy anélkül; gázégőfejes, lángvédelmű eljárások, éghető és égést tápláló gáz keverékét elégető égőfejjel ill. az abban képződő láng és égéstermékek védelmével; sugárforrásos, védőatmoszférás eljárások, elektromágneses vagy részecske sugárforrással ill. védőgáz vagy vákuum alkotta védőatmoszférával; olvadéktartós, formavédelmű eljárások, olvadékot (ömledéket) létrehozó és adagoló tégellyel ill. szilárd varrathatároló forma általi védelemmel. Az ömlesztő hegesztési eljárások között - az alkalmazott energia eredete alapján - legnagyobb jelentőséggel az ívhegesztések bírnak. 21
22 Ömlesztő hegesztési eljárások jellemzői és felosztása 22
23 Gázhegesztés A szerelő- és javítóiparban alkalmazott, 3-as jelű gázhegesztéskor vagy lánghegesztéskor nagy lánghőmérsékletet biztosító éghető gáz (31) - acetilén (311), pébégáz (312), hidrogén (313) - oxigénben történő elégetésekor fejlődő reakcióhővel olvasztják meg a hegesztendő éleket és a "mártogatva" adagolt hozaganyag-huzal végét. A megolvadt anyagrészek közös ömledékfürdőjének megdermedése eredményezi a hegesztett kötést. Nagy olvadáspontú oxidréteggel fedett anyagok (pl. Al) hegesztésekor folyósítószer adagolása is szükséges az oxidréteg termokémiai bontásához. Vékonyabb anyagokat balra-, vastagabbakat jobbrahegesztéssel lehet jó minőségben összekötni. A hegesztendő anyag minőségétől függően kell a megfelelő lángképet (oxidáló, semleges, redukáló) beállítani. 23
24 Gázhegesztés lángképei redukáló semleges oxidáló 24
25 Jobbra hegesztés 25
26 Ívhegesztő áramforrások 26
27 Hegesztőív 27
28 Bevont elektródás kézi ívhegesztés A 111-es jelű bevont elektródás kézi ívhegesztésnél az áramforrásra (dinamó, transzformátor vagy egyenirányító) kapcsolt munkadarabok és a keramikus bevonatú huzalelektróda között elektromos ívet húznak. A C hőmérsékletű ív megolvasztja az összehegesztendő anyagok széleit és az elektródavéget, aminek közös ömledékfürdőjéből dermed meg a varrat. A folyamatos hegesztéshez a leolvadó elektródának előtoló-, varratvonalmenti és esetenként lengető mozgatását kell biztosítani. A bázikus, rutilos, cellulóz vagy savas típusú bevonat feladatai: ívgyújtás elősegítése, ívstabilizálás, védőgázfejlesztéssel ömledék-védelem (környezeti gázok bekerülésének megakadályozása), varratötvözés, varratfelületi salakképzéssel a lehűlés lassítása (felkeményedés csökkentése) és a nagyhőmérsékleti oxidáció elleni védelem, anyagpor-tartalommal a leolvadási teljesítmény növelése, továbbá hegesztéstechnikai tulajdonságok javítása (pozícióhegesztés lehetővé tétele). A kötő-, felrakó- ill. javító hegesztés végezhető egyen- vagy váltóárammal. Egyenáramú hegesztéskor az elektródát negatív pólusra kapcsolva egyenes polaritás, pozitív pólusra kapcsolva fordított polaritás valósul meg. 28
29 Bevont elektródás kézi ívhegesztés 29
30 Gravitációs ívhegesztés A 112-es jelű gravitációs ívhegesztés során a munkadarabra feltámasztott nagyméretű bevonatos elektróda "önmagától" olvad le, pontosabban a gravitációs erőhatás és egy mechanizmus biztosítja az elektróda előtoló és varratvonal-menti mozgását. Az eljárás vízszintes helyzetű, egyenes varratok készítésére alkalmas (pl. hajóalkatrészeknél). Egy betanított munkás kb. öt készülék kiszolgálását (elektróda cseréjét ill. munkadarab-beállítását) tudja ellátni, amelyek közül négy állandóan hegeszthet, mialatt az ötödikben beállítás folyik. 30
31 A 12-es jelű fedett ívű hegesztésnél a tekercselt huzalvagy szalag-elektródát folyamatosan tolja elő a hegesztés helyére az adagoló egység, miközben egy tartályból - az előzőekben említett elektródabevonat funkcióit ellátó - fedőpor kerül az ív köré. Rendszerint az egész hegesztőegységet önjáró kocsira, ún. traktorra szerelik, így a varratirányú mozgás is gépesített. Mivel az áramhozzávezetés az ívhez közel valósul meg, ezért - szemben a bevontelektródás hegesztéssel - nagyobb áramerősségek és leolvadási teljesítmények érhetők el. Hosszú egyenes, vízszintes vagy vízszintes helyzetbe forgatható varratszakaszok (pl. hidakon, tartályokon, hajókon, rakodó- és földmunkagépeken) hegesztésére alkalmas eljárás Fedett ívű hegesztés 31
32 A 114-es jelű, töltött (porbeles) huzalos önvédő (gázvédelem nélküli) ívhegesztés során a tekercselt elektróda-huzal portöltete látja el az ömledék- és varratvédelem feladatát, azaz nincs szükség elektróda bevonatra vagy fedőpor adagolásra. Az alkalmazott porbeles elektróda fémszalagból készített csőszerű termék, megfelelő összetételű porkeverékkel töltve. Önvédő ívhegesztés 32
33 Fogyóelektródás, aktív védőgázos ívhegesztés A 135-ös jelű fogyóelektródás, aktív védőgázos ívhegesztéskor vagy MAGhegesztéskor a tárolódobra feltekercselt elektróda-huzalt - a leolvadás mértékének megfelelő sebességgel - előtoló berendezés (huzaladagoló) juttatja el a hegesztés helyére. A huzal és az alapanyag között égő elektromos ívben nagy áramsűrűségek (i = I/A [A/mm 2 ]) is elérhetők, mivel az áramhozzávezetés közel az ívhez történik. A megolvasztott anyagrész levegőtől való védelmét - a huzalelektróda körül koncentrikusan elhelyezkedő fúvókán kiáramló - aktív (nem semleges, oxidáló komponensű) széndioxid- (CO 2 -) vagy keverék- (pl. 82 % Ar + 18 % CO 2 ) gázburok biztosítja. A leolvadó elektródahuzal megolvadt cseppek alakjában jut a varratömledékbe (hegfürdőbe). Ez az anyagátvitel az áramerősségtől és az ívfeszültségtől függően lehet durvacseppes (rövidívű, rövidzárlatos hegesztésnél), finomcseppes (normálívű hegesztésnél) és permetszerű (hosszúívű, rövidzárlat-mentes hegesztésnél). A széndioxidhoz kevert argon hatására javul(nak) az ívstabilitás, az anyagátvitel, a varratalak és -felület, a varratanyag mechanikai tulajdonságai és csökken a fröcskölés. Héliumot és kevés oxigént is adagolva a gázkeverékhez, mélyebb beolvadás és nagyobb leolvadási teljesítmény érhető el (pl. T.I.M.E.-eljárás Transferred Ionized Molten Energy Process ). 33
34 Fogyóelektródás, védőgázos ívhegesztés 34
35 Fogyóelektródás, aktív védőgázos ívhegesztés 35
36 Kettősgázfúvókás fogyólektródás ívhegesztés Kettősgázfúvókás fogyólektródás ívhegesztésnél vagy MAGCIhegesztésnél a külső fúvókán keresztül szén-dioxidot, a belső fúvókán át argont vezetnek az ív köré, kb. 4:1 arányban. Az argon gázburok csak a leolvadó huzalvég környezetében létesít kedvező semleges-védőgáz atmoszférát, elősegítve a finomcseppes anyagátvitelt. A keverék védőgázas ívhegesztéshez képest fordított a drágább Ar és az olcsóbb CO 2 felhasználásának aránya, ami javítja az eljárás gazdaságossági mutatóit. Védőgáz-keverő helyett viszont speciális hegesztőfejet igényel ez az eljárás. 36
37 Elektrogázhegesztés A 73-as jelű elektrogázhegesztéskor a függőleges helyzetben, egyszerű leélezéssel illesztett (acél)munkadarabok közötti rést kétoldalról vízhűtéses rézgyámokkal határolják le és ide vezetik be a fogyó huzalelektródát. Kezdésnél az ívet vagy a résbe beillesztett betétlemezen, vagy egy kezdőlemezen gyújtják meg, majd a későbbiek során az ív a varratömledéken ég. A levegőnél nehezebb védőgázt (CO 2, CO 2 +Ar) a rézgyám felső részén vezetik a hegesztési résbe. A varrat kialakítása során a rézgyámokat - a huzaladagoló egységgel együtt - függőlegesen felfelé mozgatni kell, a rés feltöltődésének megfelelő sebességgel. 37
38 Fogyóelektródás, semleges védőgázos ívhegesztés A 131-es jelű fogyóelektródás, semleges védőgázos ívhegesztés vagy MIGhegesztés ill. AFI-eljárás elve a 135-ös jelűével azonos, de itt a semleges (inert) gázvédelem kedvezőbb anyagátviteli és varrattisztasági feltételeket teremt. A nagyobb üzemeltetési költségek miatt elsősorban könnyű- és színesfémek, ill. erősen ötvözött acélok hegesztéséhez célszerű alkalmazni. A 151-es jelű plazma-fogyóelektródás, védőgázas ívhegesztéskor vagy plazma- MIG hegesztéskor a külön szabályozható plazma által stabilizált hegesztőív nagyobb huzalkinyúlással (megnövelt áramjárta huzalhosszal) nagyobb leolvadási teljesítményt eredményez ill. a hegesztés sebessége is megnövelhető. 38
39 Volfrámelektródás, semleges védőgázos ívhegesztés A 141-es jelű volfrámelektródás, semleges védőgázos ívhegesztésnél vagy TIGhegesztésnél ill. AWI-eljárásnál nem fogyó elektróda és a hegesztendő anyagok között ég az ív, miközben az ömledéket semleges védőgázburok védi. Az ív gyújtására egy nagyfrekvenciás, nagyfeszültségű tápegység szolgál, amely szikrakisülés révén ionizálja az ívközt és ezzel lehetővé teszi az ív begyújtását az elektróda és a munkadarab összeérintése (ill. ebből adódható szennyezés) nélkül. A szükséges hozaganyagot kézzel vagy huzaladagoló egység segítségévél lehet az ívbe vezetni. Az eljárás drága és különleges anyagok - továbbá gyökvarratok (varratkezdő varratok) - hegesztéséhez használatos. Váltakozóáramú változata lehetővé teszi - a stabil felületi oxidréteg megbontása révén - alumínium hegesztését. Egyen- és váltóáramú hegesztés: 39
40 Argon védőgázos, volfrámelektródás, ívhegesztés 40
41 Plazmahegesztés A 15-ös jelű plazmahegesztés során elektromos ív segítségével előállított nagyhőmérsékletű technikai plazmát alkalmaznak hőforrásként: plazmasugár-hegesztésnél az ív a volfrámelektróda és a rendszerint vízhűtésű rézfúvóka belső fala között ég (nem átvitt ívű hegesztés), lehetővé téve elektromosan nem vezető anyagok hegesztését is; plazmaívhegesztésnél a plazmafúvóka által leszűkített ív a volfrámelektróda és a munkadarab között ég (átvitt ívű hegesztés). Az elektromosan vezető anyagok hegesztésére alkalmas plazmaív megfelelő energia-koncentrálását fókuszoló gáz hozzávezetésével lehet elősegíteni; kombinált plazmahegesztés a plazmasugár- és a plazmaív hegesztés kombinációja, melynél a belső (át nem vitt) és a külső (átvitt) ív egyaránt részt vesz a hegfürdő ill. a varrat kialakításában; mikro-plazmahegesztés kis áramerősségek mellett is stabil plazmaívhegesztés, mely vékony fóliák, huzalok, hálók hegesztésére alkalmas. Hegesztés közben semleges védőgázburok védi a varratképződés helyét (pl. saválló acélokat; Cu-, Ni-, Ti-, Zr- ötvözeteket) a nemkívánatos környezeti hatásoktól. 41
42 Plazmahegesztés 42
43 Plazmahegesztés 43
44 Elektronsugaras hegesztés Az 51-es jelű elektronsugaras hegesztés során, elektromosan fűtött volfrámkatódból kilépő elektronokat vákuumban gyorsítanak fel - nagy ( nagyságrendű) feszültséggel létesített elektromos erőtér által - rendkívül nagy sebességre (kb. 1/2 fénysebesség érhető el). Ezt az elektronsugarat mágneses vagy elektrosztatikus lencsékkel a hegesztés helyére irányítják, ill. fókuszolják. Az elektronsugár nagy kinetikus energiája a munkadarabba ütközve hővé alakul, igen gyors megolvadást eredményezve. Keskeny és mély, utólagos megmunkálást nem igénylő tompavarratok hozhatók létre hozaganyag alkalmazása nélkül. A munkadarabok környezetében - hegesztés közben - fennálló nyomás alapján nagyvákuumos, középvákuumos és nemvákuumos elektronsugaras hegesztés különböztethető meg. Minél nagyobb a vákuum, annál kisebb foltra fókuszolható az elektronsugár és annál vastagabb anyagok hegeszthetők át, ill. annál szennyezés-mentesebb (tisztább) lesz a varrat. Az elektronsugaras hegesztő-berendezések sugárzás-előállító elektronágyúból, vákuum-előállító szivattyú-rendszerből és hegesztést biztosító munkakamrából állnak. 44
45 Elektronsugaras hegesztés 45
46 Elektronsugaras hegesztőberendezés 46
47 Lézeres hegesztés Az 52-es jelű lézeres hegesztéskor a rezonátorból kilépő - az indukált emisszióra "kényszerített" lézermédium minőségétől függő hullámhosszúságú - monokromatikus, koherens lézersugarat optikai elemek segítségével a hegesztés helyére fókuszolják. A kis átmérőjű fókuszfoltban igen nagy energiasűrűség érhető el és abszorpció révén az elektromágneses sugárzás hővé alakul a hegesztendő anyagokban. A fellépő hőmérséklet keskeny sávban megolvasztja a rés nélkül illesztett munkadarabok érintkezési zónáját és az elhaladó sugárzás mögött - megdermedéskor - szilárd hegesztett varrat képződik. A hegesztendő anyagoktól, a varratminőségi követelményektől függően atmoszférikus védőgázos, részleges vákuumú vagy nagyvákuumú lézeres hegesztés alkalmazható. 47
48 Lézeres hegesztés 48
Kötő- és rögzítőtechnológiák jellemzői. (C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.
 Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.") Kötő- és rögzítőtechnológiák jellemzői 1 Kötő- és rögzítőtechnológiák jellemzői Míg a mechanikus kötések fő jellemzője az, hogy kötőelemmel vagy anélkül valósulnak meg, addig a ragasztás, a forrasztás
Kötő- és rögzítőtechnológiák jellemzői 1 Kötő- és rögzítőtechnológiák jellemzői Míg a mechanikus kötések fő jellemzője az, hogy kötőelemmel vagy anélkül valósulnak meg, addig a ragasztás, a forrasztás
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET. Gyártástechnológia. Dr. Palotás Béla [email protected].
 DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla [email protected] Lánghegesztés Disszu-gáz: az acetilént
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla [email protected] Lánghegesztés Disszu-gáz: az acetilént
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
VASTAGLEMEZEK HEGESZTÉSE
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel
 Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
MUNKAANYAG. Ujszászi Antal. Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok. A követelménymodul megnevezése:
 Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Korszerű alumínium ötvözetek és hegesztésük
 MISKOLCI EGYETEM MECHANIKAI TECHNOLÓGIAI TANSZÉK Korszerű alumínium ötvözetek és hegesztésük Tanulmány Kidolgozta: Dr. Török Imre 1 - Meilinger Ákos 2 1 egyetemi docens, 2 mérnöktanár Készült: a TÁMOP-4.2.2.A-11/1/KONV-2012-0029
MISKOLCI EGYETEM MECHANIKAI TECHNOLÓGIAI TANSZÉK Korszerű alumínium ötvözetek és hegesztésük Tanulmány Kidolgozta: Dr. Török Imre 1 - Meilinger Ákos 2 1 egyetemi docens, 2 mérnöktanár Készült: a TÁMOP-4.2.2.A-11/1/KONV-2012-0029
Hegesztés 1. Bevezetés. Hegesztés elméleti alapjai
 Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 03 Fogyóelektródás védőgázas ívhegesztő Modul: 11455-12 Fogyóelektródás védőgázas
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 03 Fogyóelektródás védőgázas ívhegesztő Modul: 11455-12 Fogyóelektródás védőgázas
MECHANIKAI TECHNOLÓGIA
 SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
Hegesztőeljárások. Dr. Németh György főiskolai docens. Hegesztőeljárások energiaforrás szerint. A hegesztőeljárás. aluminotermikus.
 Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
1. táblázat. Szórt bevonatokhoz használható fémek és kerámiaanyagok jellemzői
 5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS
 Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
31 521 11 0000 00 00 Hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
Volfrámelektródás védőgázas ívhegesztés elve, eszközei, berendezései
 Vincze István Volfrámelektródás védőgázas ívhegesztés elve, eszközei, berendezései A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és
Vincze István Volfrámelektródás védőgázas ívhegesztés elve, eszközei, berendezései A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS
 TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS KÉZI ÍVHEGESZTÉS BEVONT ELEKTRÓDÁVAL A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal: Gyártói Hegesztési
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS KÉZI ÍVHEGESZTÉS BEVONT ELEKTRÓDÁVAL A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal: Gyártói Hegesztési
31 521 11 0100 31 04 Gázhegesztő Hegesztő 31 521 11 0000 00 00 Hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A hegesztési eljárások áttekintése. A hegesztési eljárások osztályozása
 A hegesztési eljárások áttekintése A hegesztés célja két vagy több, fémes vagy nemfémes alkatrész között mechanikai igénybevételre alkalmas nem oldható kötés létrehozása. A nem oldható kötés fémek esetében
A hegesztési eljárások áttekintése A hegesztés célja két vagy több, fémes vagy nemfémes alkatrész között mechanikai igénybevételre alkalmas nem oldható kötés létrehozása. A nem oldható kötés fémek esetében
Bevontelektródás kézi ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás kézi ívhegesztés Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode: hozaganyag
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás kézi ívhegesztés Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode: hozaganyag
XIII. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 XIII. FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 2008. március 14-15. FLÜLTKZLÉSI LJÁRÁSOK TÖBB SZPONTÚ RNDSZRZÉS Bagyinszki Gyula, Bitay nikő Abstract Surface treatments belong to the most important
XIII. FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 2008. március 14-15. FLÜLTKZLÉSI LJÁRÁSOK TÖBB SZPONTÚ RNDSZRZÉS Bagyinszki Gyula, Bitay nikő Abstract Surface treatments belong to the most important
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
Hegesztési védôgázok. A szakértelem összeköt
 Hegesztési védôgázok A szakértelem összeköt Tartalom Védôgázok kiválasztása 3 Hegesztési védôgáz komponenseinek tulajdonságai 3 Hegesztési védôgázok felhasználási eljárásai 4 Hegesztési védôgázok csoportosítása
Hegesztési védôgázok A szakértelem összeköt Tartalom Védôgázok kiválasztása 3 Hegesztési védôgáz komponenseinek tulajdonságai 3 Hegesztési védôgázok felhasználási eljárásai 4 Hegesztési védôgázok csoportosítása
Fémes szerkezeti anyagok
 Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
31 521 11 0100 31 01 Bevontelektródás hegesztő Hegesztő
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
31 521 11 0100 31 03 Fogyóelektródás hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre.
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához segédeszköz szükséges,
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS
 TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS FOGYÓELEKTRÓDÁS, VÉDŐGÁZAS ÍVHEGESZTÉS A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal: Gyártói Hegesztési
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS FOGYÓELEKTRÓDÁS, VÉDŐGÁZAS ÍVHEGESZTÉS A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal: Gyártói Hegesztési
HASZNÁLATI ÚTMUTATÓ. TIGVERT 160/50 ADV Típusú Hegesztő inverter
 HASZNÁLATI ÚTMUTATÓ TIGVERT 160/50 ADV Típusú Hegesztő inverter 1. ÁLTALÁNOS TUDNIVALÓK------ --------------------------- Mielıtt hegeszteni kezdene, kérjük, olvassa el figyelmesen a használati útmutatót,
HASZNÁLATI ÚTMUTATÓ TIGVERT 160/50 ADV Típusú Hegesztő inverter 1. ÁLTALÁNOS TUDNIVALÓK------ --------------------------- Mielıtt hegeszteni kezdene, kérjük, olvassa el figyelmesen a használati útmutatót,
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok
 feladatok") Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS
 TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS VOLFRÁMELEKTRÓDÁS, SEMLEGES VÉDŐGÁZAS ÍVHEGESZTÉS A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal:
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS VOLFRÁMELEKTRÓDÁS, SEMLEGES VÉDŐGÁZAS ÍVHEGESZTÉS A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal:
Elektrokémia. A nemesfém elemek és egymással képzett vegyületeik
 Elektrokémia Redoxireakciók: Minden olyan reakciót, amelyben elektron leadás és elektronfelvétel történik, redoxi reakciónak nevezünk. Az elektronleadás és -felvétel egyidejűleg játszódik le. Oxidálószer
Elektrokémia Redoxireakciók: Minden olyan reakciót, amelyben elektron leadás és elektronfelvétel történik, redoxi reakciónak nevezünk. Az elektronleadás és -felvétel egyidejűleg játszódik le. Oxidálószer
31 521 11 0100 31 03 Fogyóelektródás hegesztő Fogyóelektródás hegesztő
 02-0 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos
02-0 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos
31 521 11 0100 31 01 Bevontelektródás hegesztő Bevontelektródás hegesztő
 023-0 evontelektródás kézi ívhegesztő feladatok 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és
023-0 evontelektródás kézi ívhegesztő feladatok 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
Csőtávvezetékek gépesített és félig-gépesített hegesztése különös tekintettel az irányított rövidzárlatos gyökhegesztésre
 Csőtávvezetékek gépesített és félig-gépesített hegesztése különös tekintettel az irányított rövidzárlatos gyökhegesztésre Scsaurszki Tamás Hegesztő mérnök, EWE, IWE KVV Zrt. [email protected] Absztrakt:
Csőtávvezetékek gépesített és félig-gépesített hegesztése különös tekintettel az irányított rövidzárlatos gyökhegesztésre Scsaurszki Tamás Hegesztő mérnök, EWE, IWE KVV Zrt. [email protected] Absztrakt:
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0243-11 Bevontelektródás kézi ívhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0243-11 Bevontelektródás kézi ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0243-11/2 Bevont elektródás kézi ívhegesztő
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0243-11 Bevontelektródás kézi ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0243-11/2 Bevont elektródás kézi ívhegesztő
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 09 Volfrámelektródás védőgázas ívhegesztő Modul: 11457-12 Volfrámelektródás
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 09 Volfrámelektródás védőgázas ívhegesztő Modul: 11457-12 Volfrámelektródás
31 521 11 0100 31 06 Volfrámelektródás hegesztő Volfrámelektródás hegesztő
 02-0 Volfrámelektródás semleges védőgázas ívhegesztő (TIG) feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe
02-0 Volfrámelektródás semleges védőgázas ívhegesztő (TIG) feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe
Kazánok. Hőigények csoportosítása és jellemzőik. Hőhordozó közegek, jellemzőik és főbb alkalmazási területeik
 Kazánok Kazánnak nevezzük azt a berendezést, amely tüzelőanyag oxidációjával, vagyis elégetésével felszabadítja a tüzelőanyag kötött kémiai energiáját, és a keletkezett hőt hőhordozó közeg felmelegítésével
Kazánok Kazánnak nevezzük azt a berendezést, amely tüzelőanyag oxidációjával, vagyis elégetésével felszabadítja a tüzelőanyag kötött kémiai energiáját, és a keletkezett hőt hőhordozó közeg felmelegítésével
Anyagfelvitel nélküli felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
Gépipari műhely- gyakorlatok
 TÁMOP-4.1.1.F-14/1/KONV-2015-0006 Mérnöki Kar Műszaki Intézet, Duális és moduláris képzésfejlesztés alprogram (1a) Gépipari műhely- gyakorlatok Dr. Mészáros György PhD Varnyú Ferenc TARTALOM I. Az anyagvizsgálat
TÁMOP-4.1.1.F-14/1/KONV-2015-0006 Mérnöki Kar Műszaki Intézet, Duális és moduláris képzésfejlesztés alprogram (1a) Gépipari műhely- gyakorlatok Dr. Mészáros György PhD Varnyú Ferenc TARTALOM I. Az anyagvizsgálat
MAGYAR RÉZPIACI KÖZPONT. 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: [email protected]
 MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: [email protected] Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: [email protected] Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
FELÜLETKEZELÉS. (C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA ALAPJAI
 Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA ALAPJAI") FELÜLETKEZELÉS A gépelemek, a fémszerkezetek, de még inkább a szerszámok működő felületeinek igénybevétele jelentősen eltér a belső anyagrészekétől, így a konstrukció egészét általában nem előnyös ugyanazon
FELÜLETKEZELÉS A gépelemek, a fémszerkezetek, de még inkább a szerszámok működő felületeinek igénybevétele jelentősen eltér a belső anyagrészekétől, így a konstrukció egészét általában nem előnyös ugyanazon
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
2. Körvonalazza a gázhegesztésnél alkalmazott gázok tulajdonságait és tárolásukat!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a gázhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a gázhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Javító és felrakó hegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Javító és felrakó hegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Szerző: dr. Palotás Béla 1 Felületi rétegek tulajdonságainak
Budapesti Műszaki és Gazdaságtudományi Egyetem Javító és felrakó hegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Szerző: dr. Palotás Béla 1 Felületi rétegek tulajdonságainak
Gyakorlati tapasztalatok hegesztett kötések eljárásvizsgálatában
 Fodor Olivér- Lehoczky Judit Gyakorlati tapasztalatok hegesztett kötések eljárásvizsgálatában A hegesztési varratok megfelelősége, különböző szabvány előírások szerinti eljárásvizsgálatok, vagy technológiavizsgálatok
Fodor Olivér- Lehoczky Judit Gyakorlati tapasztalatok hegesztett kötések eljárásvizsgálatában A hegesztési varratok megfelelősége, különböző szabvány előírások szerinti eljárásvizsgálatok, vagy technológiavizsgálatok
Épületgépészeti csőanyagok kiválasztási szempontjai és szereléstechnikája. Épületgépészeti kivitelezési ismeretek 2012. szeptember 6.
 Épületgépészeti csőanyagok kiválasztási szempontjai és szereléstechnikája Épületgépészeti kivitelezési ismeretek 2012. szeptember 6. 1 Az anyagválasztás szempontjai: Rendszerkövetelmények: hőmérséklet
Épületgépészeti csőanyagok kiválasztási szempontjai és szereléstechnikája Épületgépészeti kivitelezési ismeretek 2012. szeptember 6. 1 Az anyagválasztás szempontjai: Rendszerkövetelmények: hőmérséklet
Átlapolt horganyzott lemezek MIG/MAG hegesztése
 Átlapolt horganyzott lemezek MIG/MAG hegesztése Az ívhegesztés forrása számos a környezetre káros hatást okoz (UV sugárzás, zaj, füst, fröcskölés ), A horganyzással történı korrózió elleni védelem az autóiparban
Átlapolt horganyzott lemezek MIG/MAG hegesztése Az ívhegesztés forrása számos a környezetre káros hatást okoz (UV sugárzás, zaj, füst, fröcskölés ), A horganyzással történı korrózió elleni védelem az autóiparban
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0245-11 Volfrámelektródás védőgázas ívhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0245-11 Volfrámelektródás védőgázas ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0245-11/2 Volfrámelektródás semleges
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0245-11 Volfrámelektródás védőgázas ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0245-11/2 Volfrámelektródás semleges
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0244-11/2 Gázhegesztő és vágó szakmai ismeretek Szóbeli vizsgatevékenység
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0244-11/2 Gázhegesztő és vágó szakmai ismeretek Szóbeli vizsgatevékenység
1. Szakmai ismeretek 2. Munkajogi, munkavédelmi ismeretek, mérés-ellenőrzés (minőségbiztosítás)
") Szóbeli vizsgatantárgyak 1. Szakmai ismeretek 2. Munkajogi, munkavédelmi ismeretek, mérés-ellenőrzés (minőségbiztosítás) 3. Vállalkozási alapismeretek, az Üzleti terv megvédése. A jelölt a bizottság által
Szóbeli vizsgatantárgyak 1. Szakmai ismeretek 2. Munkajogi, munkavédelmi ismeretek, mérés-ellenőrzés (minőségbiztosítás) 3. Vállalkozási alapismeretek, az Üzleti terv megvédése. A jelölt a bizottság által
Alumínium és ötvözeteinek hegesztése
 Budapesti Műszaki és Gazdaságtudományi Egyetem Alumínium és ötvözeteinek hegesztése Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1
Budapesti Műszaki és Gazdaságtudományi Egyetem Alumínium és ötvözeteinek hegesztése Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1
PLAZMAVÁGÁS GÁZELLÁTÁSI KÉRDÉSEI
 XII. Nemzetközi Hegesztési Konferencia Budapest, 2008. május 15-16. PLAZMAVÁGÁS GÁZELLÁTÁSI KÉRDÉSEI Fehérvári Gábor, Gyura László Linde Gáz Magyarország Zrt. Absztrakt: A plazmavágás technológiáját már
XII. Nemzetközi Hegesztési Konferencia Budapest, 2008. május 15-16. PLAZMAVÁGÁS GÁZELLÁTÁSI KÉRDÉSEI Fehérvári Gábor, Gyura László Linde Gáz Magyarország Zrt. Absztrakt: A plazmavágás technológiáját már
(C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.
 Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.") HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Nem vas fémek és ötvözetek
 Nem vas fémek és ötvözetek Anyagtudományi és Technológiai Tanszék Nem vas fémek és ötvözetek Áruk jóval magasabb, mint a vasötvözeteké, nagyon sok ipari területen alkalmazzák. Tulajdonságaik alacsony fajsúly,
Nem vas fémek és ötvözetek Anyagtudományi és Technológiai Tanszék Nem vas fémek és ötvözetek Áruk jóval magasabb, mint a vasötvözeteké, nagyon sok ipari területen alkalmazzák. Tulajdonságaik alacsony fajsúly,
Hegesztőanyagok tárolása és kezelése. Kézikönyv
 Kézikönyv Hegesztőanyagok tárolása és kezelése Bevont elektródák, tömör MIG/MAG huzalok, portöltéses huzalok, TIG pálcák és SAW/ESW huzalok, szalagok és fedőporok Tartalom Környezettudatosság helytálló
Kézikönyv Hegesztőanyagok tárolása és kezelése Bevont elektródák, tömör MIG/MAG huzalok, portöltéses huzalok, TIG pálcák és SAW/ESW huzalok, szalagok és fedőporok Tartalom Környezettudatosság helytálló
Készítette: Jáger Imre 2012. január 10.
 Készítette: Jáger Imre 2012. január 10. Tartalomjegyzék Bevezetés...4 A hegesztés története, vonatkozó rendelet és ennek hatálya... 4 Hegesztés alapismeretei hegesztési eljárások... 5 A hegesztés... 5
Készítette: Jáger Imre 2012. január 10. Tartalomjegyzék Bevezetés...4 A hegesztés története, vonatkozó rendelet és ennek hatálya... 4 Hegesztés alapismeretei hegesztési eljárások... 5 A hegesztés... 5
MUNKAANYAG. Vincze István. Hegesztett kötés készítése gázhegesztéssel. A követelménymodul megnevezése: Hegesztő feladatok
 Vincze István Hegesztett kötés készítése gázhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-30
Vincze István Hegesztett kötés készítése gázhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-30
Kerámiák és kompozitok a munkavédelemben
 ALKALMAZÁSOK 1. Kerámiák és kompozitok a munkavédelemben Kerámia erősítő szálak: - Ezek a leginkább elterjedtek -Elsőként tűzálló kemencék szigetelésénél alkalmazták - Könnyen beintegrálható más anyagok
ALKALMAZÁSOK 1. Kerámiák és kompozitok a munkavédelemben Kerámia erősítő szálak: - Ezek a leginkább elterjedtek -Elsőként tűzálló kemencék szigetelésénél alkalmazták - Könnyen beintegrálható más anyagok
Készítette: Bujnóczki Tibor Lezárva: 2005. 01. 01.
 VILÁGÍTÁSTECHNIKA Készítette: Bujnóczki Tibor Lezárva: 2005. 01. 01. ANYAGOK FELÉPÍTÉSE Az atomok felépítése: elektronhéjak: K L M N O P Q elektronok atommag W(wolfram) (Atommag = proton+neutron protonok
VILÁGÍTÁSTECHNIKA Készítette: Bujnóczki Tibor Lezárva: 2005. 01. 01. ANYAGOK FELÉPÍTÉSE Az atomok felépítése: elektronhéjak: K L M N O P Q elektronok atommag W(wolfram) (Atommag = proton+neutron protonok
Mérnöki anyagok NGB_AJ001_1. 1. Ötvözők hatása 2. Szerkezeti acélok
 Mérnöki anyagok NGB_AJ001_1 1. Ötvözők hatása 2. Szerkezeti acélok Az ötvöző elemek kapcsolata az alapfémmel Szilárd oldatot képeznek szubsztitúciós szilárd oldatot alkotnak (Mn, Ni, Cr, Co, V) interstíciós
Mérnöki anyagok NGB_AJ001_1 1. Ötvözők hatása 2. Szerkezeti acélok Az ötvöző elemek kapcsolata az alapfémmel Szilárd oldatot képeznek szubsztitúciós szilárd oldatot alkotnak (Mn, Ni, Cr, Co, V) interstíciós
516. sz. Ipari Szakképző Iskola és Kollégium 7200 Dombóvár, Népköztársaság u.21.
 516. sz. Ipari Szakképző Iskola és Kollégium 7200 Dombóvár, Népköztársaság u.21. 31 521 11 0000 00 00 Hegesztő szakképesítés 2 éves Helyi tanterve 2010 Készítette: Kovács Károly műszaki tanár 1 I. Általános
516. sz. Ipari Szakképző Iskola és Kollégium 7200 Dombóvár, Népköztársaság u.21. 31 521 11 0000 00 00 Hegesztő szakképesítés 2 éves Helyi tanterve 2010 Készítette: Kovács Károly műszaki tanár 1 I. Általános
Minőségirányítás hegesztett acélszerkezet gyártás területén
 Minőségirányítás hegesztett acélszerkezet gyártás területén Teljesítménynyilatkozat és CE jelölés építési termékekre 89/106/EGK Építési termék irányelv (1988. 12. 21.) Construction Product Directive
Minőségirányítás hegesztett acélszerkezet gyártás területén Teljesítménynyilatkozat és CE jelölés építési termékekre 89/106/EGK Építési termék irányelv (1988. 12. 21.) Construction Product Directive
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
A szilárd állapot. A szilárd állapot. A bemutatót összeállította: Fogarasi József, Petrik Lajos SZKI, 2011
 A szilárd állapot A bemutatót összeállította: Fogarasi József, Petrik Lajos SZKI, 2011 1 Szobahőmérsékleten és légköri nyomáson szilárd halmazállapot létrejöttének feltétele, hogy a szilárd részecskék
A szilárd állapot A bemutatót összeállította: Fogarasi József, Petrik Lajos SZKI, 2011 1 Szobahőmérsékleten és légköri nyomáson szilárd halmazállapot létrejöttének feltétele, hogy a szilárd részecskék
Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: [email protected]
 ACÉLSZERKEZETEK I. - 7. Előadás Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: [email protected] Hegesztés Hegesztés: "homogén", anyagi kapcsolat, az
ACÉLSZERKEZETEK I. - 7. Előadás Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: [email protected] Hegesztés Hegesztés: "homogén", anyagi kapcsolat, az
Hegesztő szakképesítés
 Don Bosco Általános Iskola, Szakiskola, Középiskola és Kollégium 3700 Kazincbarcika, Május 1 út 11 SZAKMAI PROGRAM Hegesztő szakképesítés OKJ azonosító szám 31 521 11 0000 00 00 11. 12. szakképző évfolyam
Don Bosco Általános Iskola, Szakiskola, Középiskola és Kollégium 3700 Kazincbarcika, Május 1 út 11 SZAKMAI PROGRAM Hegesztő szakképesítés OKJ azonosító szám 31 521 11 0000 00 00 11. 12. szakképző évfolyam
1. Atomspektroszkópia
 1. Atomspektroszkópia 1.1. Bevezetés Az atomspektroszkópia az optikai spektroszkópiai módszerek csoportjába tartozó olyan analitikai eljárás, mellyel az anyagok elemi összetételét határozhatjuk meg. Az
1. Atomspektroszkópia 1.1. Bevezetés Az atomspektroszkópia az optikai spektroszkópiai módszerek csoportjába tartozó olyan analitikai eljárás, mellyel az anyagok elemi összetételét határozhatjuk meg. Az
31 521 11 0100 31 04 Gázhegesztő Hegesztő 4 2/61
 0/2007 (II. 27.) SzMM rendelettel módosított /200 (II. 7.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
0/2007 (II. 27.) SzMM rendelettel módosított /200 (II. 7.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
CARMO elõnemesített hidegmunkaacél karosszéria szerszámokhoz
 SZERSZÁMACÉL ISMERTETÕ CARMO elõnemesített hidegmunkaacél karosszéria szerszámokhoz Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen
SZERSZÁMACÉL ISMERTETÕ CARMO elõnemesített hidegmunkaacél karosszéria szerszámokhoz Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen
I. Atomszerkezeti ismeretek (9. Mozaik Tankönyv:10-30. oldal) 1. Részletezze az atom felépítését!
 1. Részletezze az atom felépítését!") I. Atomszerkezeti ismeretek (9. Mozaik Tankönyv:10-30. oldal) 1. Részletezze az atom felépítését! Az atom az anyagok legkisebb, kémiai módszerekkel tovább már nem bontható része. Az atomok atommagból és
I. Atomszerkezeti ismeretek (9. Mozaik Tankönyv:10-30. oldal) 1. Részletezze az atom felépítését! Az atom az anyagok legkisebb, kémiai módszerekkel tovább már nem bontható része. Az atomok atommagból és
2. tétel. 1. Nemfémes szerkezeti anyagok: szerves ( polimer ) szervetlen ( kerámiák ) természetes, mesterséges ( műanyag )
 szervetlen ( kerámiák ) természetes, mesterséges ( műanyag )") 2. tétel - A nemfémes szerkezeti anyagok tulajdonságai, felhasználásuk. - Vasfémek és ötvözeteik, tulajdonságaik, alkalmazásuk. - A könnyűfémek fajtái és jellemzői, ötvözése, alkalmazása. - A színesfémek
2. tétel - A nemfémes szerkezeti anyagok tulajdonságai, felhasználásuk. - Vasfémek és ötvözeteik, tulajdonságaik, alkalmazásuk. - A könnyűfémek fajtái és jellemzői, ötvözése, alkalmazása. - A színesfémek
Elektrokémiai fémleválasztás. Az elektrokémiai fémleválasztás speciális fogalmai és laboratóriumi kísérleti módszerei Galvántechnikai alapok
 Elektrokémiai fémleválasztás Az elektrokémiai fémleválasztás speciális fogalmai és laboratóriumi kísérleti módszerei Galvántechnikai alapok Péter László Elektrokémiai fémleválasztás Fémleválasztás speciális
Elektrokémiai fémleválasztás Az elektrokémiai fémleválasztás speciális fogalmai és laboratóriumi kísérleti módszerei Galvántechnikai alapok Péter László Elektrokémiai fémleválasztás Fémleválasztás speciális
Magyarkúti József. Anyagvizsgálatok. A követelménymodul megnevezése: Mérőtermi feladatok
 Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
Tartalom ELEKTROSZTATIKA AZ ELEKTROMOS ÁRAM, VEZETÉSI JELENSÉGEK A MÁGNESES MEZÕ
 Tartalom ELEKTROSZTATIKA 1. Elektrosztatikai alapismeretek... 10 1.1. Emlékeztetõ... 10 2. Coulomb törvénye. A töltésmegmaradás törvénye... 14 3. Az elektromos mezõ jellemzése... 18 3.1. Az elektromos
Tartalom ELEKTROSZTATIKA 1. Elektrosztatikai alapismeretek... 10 1.1. Emlékeztetõ... 10 2. Coulomb törvénye. A töltésmegmaradás törvénye... 14 3. Az elektromos mezõ jellemzése... 18 3.1. Az elektromos
Mesterkurzusok hegeszt szakembereknek
 Mesterkurzusok hegeszt szakembereknek Hegeszt anyagok PORTÖLTÉSES HUZALELEKTRÓDÁK Dr. Tóth Károly Budapest, 2013.05.17 Az alábbiakban a fogyóelektródás ívhegesztésnél felhasználásra kerül portöltéses huzalelektródákkal
Mesterkurzusok hegeszt szakembereknek Hegeszt anyagok PORTÖLTÉSES HUZALELEKTRÓDÁK Dr. Tóth Károly Budapest, 2013.05.17 Az alábbiakban a fogyóelektródás ívhegesztésnél felhasználásra kerül portöltéses huzalelektródákkal
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A biztonságos, egészségre nem ártalmas hegesztés HELYES GYAKORLATA Az expozíció csökkentése
 A biztonságos, egészségre nem ártalmas hegesztés HELYES GYAKORLATA Az expozíció csökkentése A helyes gyakorlat útmutató célja a hegesztés és rokon eljárásai veszélyeinek és ártalmainak megelőzését szolgáló,
A biztonságos, egészségre nem ártalmas hegesztés HELYES GYAKORLATA Az expozíció csökkentése A helyes gyakorlat útmutató célja a hegesztés és rokon eljárásai veszélyeinek és ártalmainak megelőzését szolgáló,
JÁRMŰIPARI VÉKONYLEMEZEK ÍV- ÉS ELLENÁLLÁS-PONTHEGESZTÉSE
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Anyagszerkezettani és Anyagtechnológiai Intézet JÁRMŰIPARI VÉKONYLEMEZEK ÍV- ÉS ELLENÁLLÁS-PONTHEGESZTÉSE Mitró Lajos WIH6AS 3950 Sárospatak, Hunyadi
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Anyagszerkezettani és Anyagtechnológiai Intézet JÁRMŰIPARI VÉKONYLEMEZEK ÍV- ÉS ELLENÁLLÁS-PONTHEGESZTÉSE Mitró Lajos WIH6AS 3950 Sárospatak, Hunyadi
9) Mutassa be ac élcsővezeték készítését az alábbi vázlat felhasználásával
 Mutassa be ac élcsővezeték készítését az alábbi vázlat felhasználásával") 9) Mutassa be ac élcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom vázlata:
9) Mutassa be ac élcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom vázlata:
Anyagfelvitellel járó felületi technológiák 2. rész
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 2. rész 4. Gőzfázisból történő bevonatolás PVD eljárás CVD eljárás 5. Ionimplantáció 6. Passziválás Áttekintés
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 2. rész 4. Gőzfázisból történő bevonatolás PVD eljárás CVD eljárás 5. Ionimplantáció 6. Passziválás Áttekintés
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS
 TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS OXIGÉNACETILÉN HEGESZTÉS A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal: Gyártói Hegesztési Utasítás
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS OXIGÉNACETILÉN HEGESZTÉS A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal: Gyártói Hegesztési Utasítás
Nemzeti Akkreditáló Testület. RÉSZLETEZŐ OKIRAT a NAT-1-1159/2014 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-1-1159/2014 nyilvántartási számú akkreditált státuszhoz A Tiszai Vegyi Kombinát Nyrt. Tiszaújváros Termelés Műszaki Felügyelet Műszaki Vizsgáló Laboratórium
Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-1-1159/2014 nyilvántartási számú akkreditált státuszhoz A Tiszai Vegyi Kombinát Nyrt. Tiszaújváros Termelés Műszaki Felügyelet Műszaki Vizsgáló Laboratórium
GÉPÉSZMÉRNÖKI SZAK. Anyagtudomány II. Könnyű- és színesfémek. Dr. Rácz Pál egyetemi docens
 GÉPÉSZMÉRNÖKI SZAK Anyagtudomány II. Könnyű- és színesfémek Dr. Rácz Pál egyetemi docens Budapest 2011. Az alumínium jellemzői Az alumínium a periódusos rendszerben a könnyűfémek között található meg a
GÉPÉSZMÉRNÖKI SZAK Anyagtudomány II. Könnyű- és színesfémek Dr. Rácz Pál egyetemi docens Budapest 2011. Az alumínium jellemzői Az alumínium a periódusos rendszerben a könnyűfémek között található meg a
GÉPJAVÍTÁS IV. SEGÉDLET
 Dr. Fazekas Lajos főiskolai docens GÉPJAVÍTÁS IV. SEGÉDLET T A R T A L O M J E G Y Z É K ELŐSZÓ... 3 1. Selectron-eljárás... 4 1.1. Az eljárás módszer szerinti alapváltozatai a következők... 4 1.1.1. Vékony
Dr. Fazekas Lajos főiskolai docens GÉPJAVÍTÁS IV. SEGÉDLET T A R T A L O M J E G Y Z É K ELŐSZÓ... 3 1. Selectron-eljárás... 4 1.1. Az eljárás módszer szerinti alapváltozatai a következők... 4 1.1.1. Vékony
A gázkészülékek csoportosítása
 A gázkészülékek csoportosítása A Gáz- és Olajipari Műszaki Biztonsági Szabályzat (GOMBSZ) a gázkészülékeket egységteljesítmény szerint: 58 kw egységteljesítményt meg nem haladó és 58 kw egység- és 116
A gázkészülékek csoportosítása A Gáz- és Olajipari Műszaki Biztonsági Szabályzat (GOMBSZ) a gázkészülékeket egységteljesítmény szerint: 58 kw egységteljesítményt meg nem haladó és 58 kw egység- és 116
Csövek, Tartályok, Szelepek. Készítette: Wieser Melinda, Smudla Katalin 2016. 05. 17
 Csövek, Tartályok, Szelepek Készítette: Wieser Melinda, Smudla Katalin 2016. 05. 17 Tartályok a biotechnológiában Gyártás Tárolás Szállítás Tartályok kialakítása Hengeres alakú Domború fenekű Kúp fenekű
Csövek, Tartályok, Szelepek Készítette: Wieser Melinda, Smudla Katalin 2016. 05. 17 Tartályok a biotechnológiában Gyártás Tárolás Szállítás Tartályok kialakítása Hengeres alakú Domború fenekű Kúp fenekű
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
SZAKÁLL SÁNDOR, ÁsVÁNY- És kőzettan ALAPJAI
 SZAKÁLL SÁNDOR, ÁsVÁNY- És kőzettan ALAPJAI 17 KRISTÁLYFIZIkA XVII. Hőtani, MÁGNEsEs, ELEKTROMOs, RADIOAKTÍV TULAJDONsÁGOK 1. Hőtani TULAJDONsÁGOK A hősugarak a színkép vörös színén túl lépnek fel (infravörös
SZAKÁLL SÁNDOR, ÁsVÁNY- És kőzettan ALAPJAI 17 KRISTÁLYFIZIkA XVII. Hőtani, MÁGNEsEs, ELEKTROMOs, RADIOAKTÍV TULAJDONsÁGOK 1. Hőtani TULAJDONsÁGOK A hősugarak a színkép vörös színén túl lépnek fel (infravörös
Eredmények és feladatok a hibrid vastagréteg technikában ETO 621.3.049.776.21
 DUTKA TIBOR DR. SZABÓ LÁSZLÓ WOLLITZER GYÖRGY: Eredmények és feladatok a hibrid vastagréteg technikában ETO 621.3.049.776.21 Általános áttekintés A magyar elektronikai ipar előtt álló hosszú távú feladatok,
DUTKA TIBOR DR. SZABÓ LÁSZLÓ WOLLITZER GYÖRGY: Eredmények és feladatok a hibrid vastagréteg technikában ETO 621.3.049.776.21 Általános áttekintés A magyar elektronikai ipar előtt álló hosszú távú feladatok,
A ROBBANÓANYAGOK KEZELÉSBIZTOSSÁGÁRÓL
 A ROBBANÓANYAGOK KEZELÉSBIZTOSSÁGÁRÓL Dr. BOHUS Géza*, BŐHM Szilvia* * Miskolci Egyetem, Bányászati és Geotechnikai Tanszék ABSTRACT By emitted blasting materials, treatment-safeness is required. These
A ROBBANÓANYAGOK KEZELÉSBIZTOSSÁGÁRÓL Dr. BOHUS Géza*, BŐHM Szilvia* * Miskolci Egyetem, Bányászati és Geotechnikai Tanszék ABSTRACT By emitted blasting materials, treatment-safeness is required. These