FELÜLETKEZELÉS. (C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA ALAPJAI
|
|
|
- Ernő Illés
- 9 évvel ezelőtt
- Látták:
Átírás
1 FELÜLETKEZELÉS A gépelemek, a fémszerkezetek, de még inkább a szerszámok működő felületeinek igénybevétele jelentősen eltér a belső anyagrészekétől, így a konstrukció egészét általában nem előnyös ugyanazon anyagból ill. azonos technológiával gyártani, hanem célszerű a fokozott igénybevételű felületi részeken ellenállóbb anyagot alkalmazni és/vagy intenzívebb energiabevitellel anyagszerkezet-módosulást kiváltani, s ezáltal jobb károsodásállóságra, nagyobb várható élettartamra törekedni. Felületkezeléssel tehát a felülettől a mag (belső anyagrészek) felé változó tulajdonságok hozhatók létre eltérő fázisátalakulások és/vagy különböző kémiai összetétel beállításával. 1

2 Anyagok károsodási formái Egy termék anyagát érő mechanikai-, termikus-, vegyi-, biológiai-, elektromos-, mágneses-, sugár- és hanghatások, igénybevételek által kiváltott elhasználódási formák közül: a rövid üzemelés során fellépő károsodási folyamatok nem lehetnek meghatározók egyetlen termék esetében sem, ezek megelőzése alapvető tervezési, gyártási, üzemeltetési és ellenőrzési (állapotfelügyeleti) feladat. a hosszabb üzemelés során fellép(het)ő károsodás-felhalmozódási folyamatok érint(het)ik a termék anyagának egészét (nem lokalizáltak), vagy egy résztartományát (lokalizáltak), miközben a biztonságos üzemeltetés szempontjából eredetileg helyesen megválasztott anyagtulajdonságok megváltoz(hat)nak. 2
ő károsodás-felhalmozódási folyamatok érint(het)ik a termék anyagának egészét (nem lokalizáltak), vagy egy résztartományát (lokalizáltak),")
3 Az alkatrész- és a szerszámgyártás gyakori dilemmája a két fizikailag ellentétes tulajdonság (keménység szívósság) arányának kompromisszumos (szilárdságot is mérlegelő) beállítása, ami gyakran a felületkezelés alkalmazását teszi indokolttá. Felületkezelés indoka 3

4 Felületkezelés, felületi megmunkálás hatásai: károsodásállóság (kopásállóság, korrózióállóság) javítása különleges anyag felvitelével, nagy fajlagos energia bevitelével 4

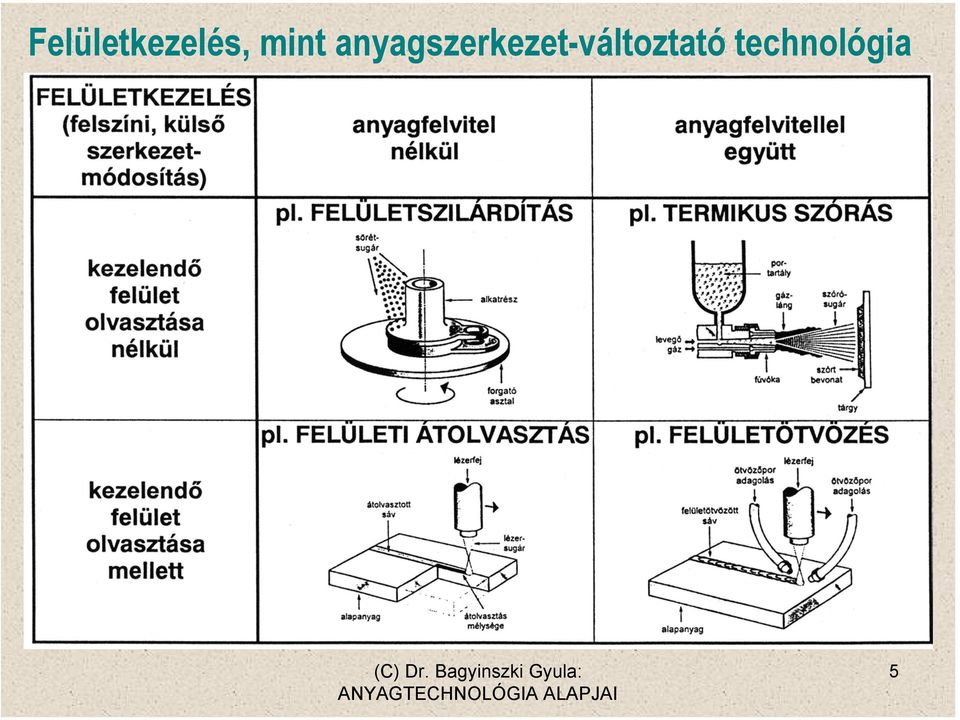
5 Felületkezelés, mint anyagszerkezet-változtató technológia 5
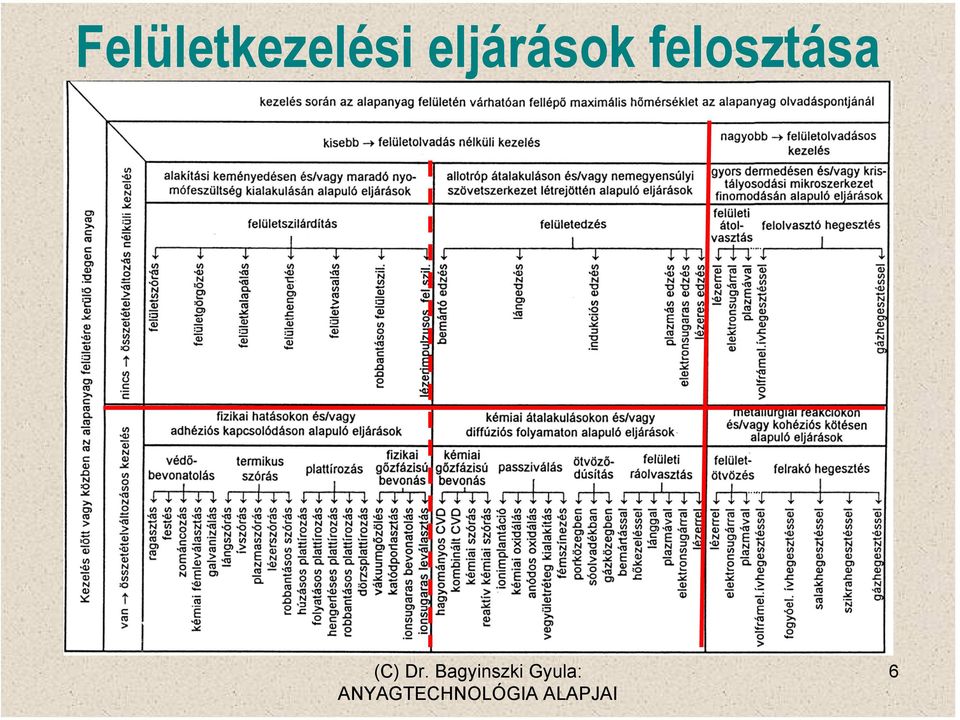
6 Felületkezelési eljárások felosztása 6
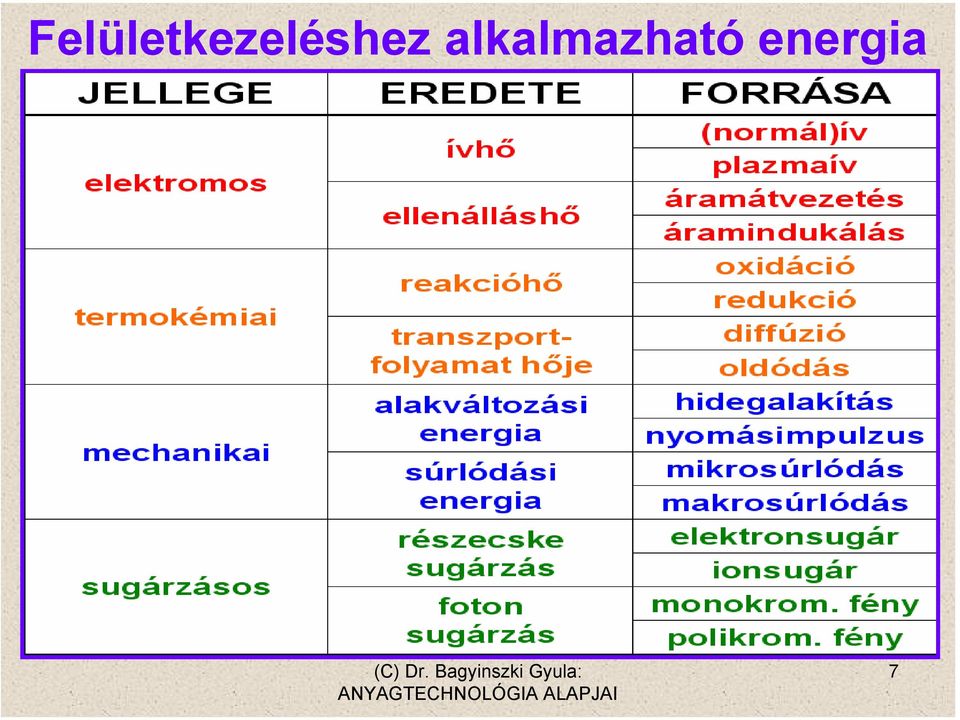
7 Felületkezeléshez alkalmazható energia 7
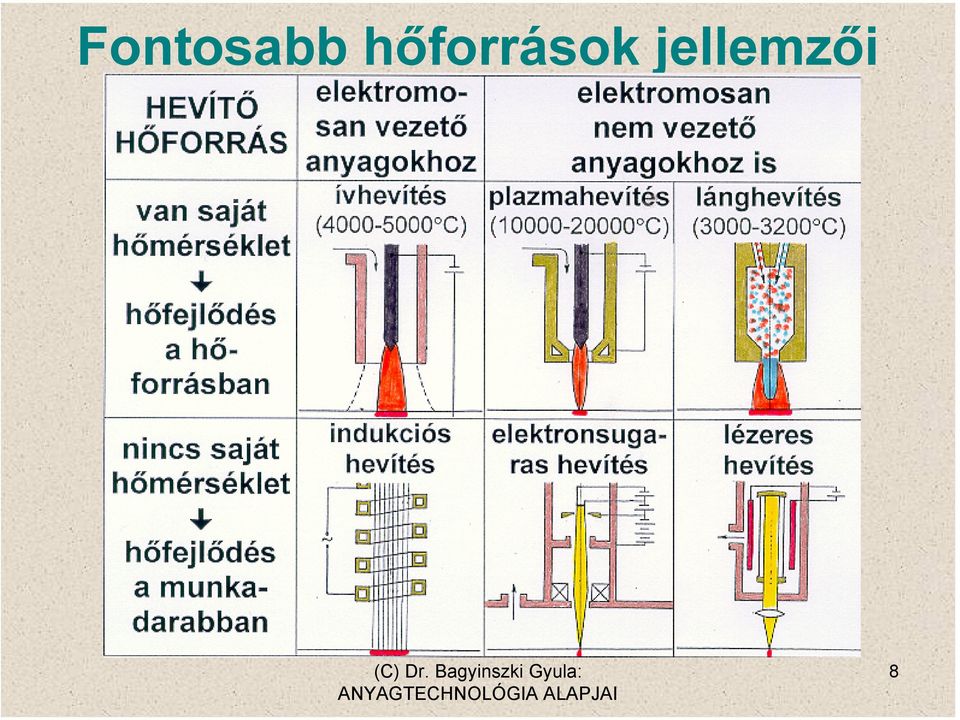
8 Fontosabb hőforrások jellemzői 8
9 Energiaforrások felületkezelésekhez való alkalmazhatósága 9

10 Kezelendő felület előkészítése felülettisztítás ill. azzal egyidejűleg a kiindulási felületi érdesség beállítása és a felület aktiválása. oxidmentesítés, reveréteg és korróziós nyomok eltávolítása, azaz a szervetlen szennyezőanyagok eltüntetése: mechanikai módszerekkel: szemcseszórással, szemcsefúvással, forgódobos koptatással, köszörüléssel, csiszolással, kefézéssel, kaparással, polírozással, nagynyomású vízsugárral stb.; kémiai vagy elektrokémiai ill. termikus módszerekkel: savas vagy lúgos pácolással, sóolvadékos kezeléssel, lánggereblyézéssel stb. zsírtalanítás, olajfoltok és festék- ill. lakkmaradványok eltávolítása, vagyis a szerves szennyezőanyagok eltüntetése: termikus módszerekkel: gázégővel, kemencében stb.; kémiai és fizikai módszerekkel: speciális szerves oldószerekkel, lúgos oldatokkal, gőzsugárral stb. megtisztított felület roncsolásmentes repedésvizsgálata a hibás munkadarabok kiszűrése, s ezáltal a felesleges további munka elkerülése céljából. egyes összetételváltozásos felületkezelési eljárásoknál szükséges lehet a nem kezelendő felületrészek takarása, a szelektív (bizonyos felületrészekre korlátozódó) kezelés lehetővé tétele is, pl. árnyékolódobozzal, műanyag szalaggal, galvanotechnikai védőlakkal, vagy más speciális bevonóanyaggal. 10

11 Lézeres eljárások feltétele a hullámhosszfüggő abszorpciós tényező megfelelő értéke 11

12 Felületminőség, felületállapot: hullámosság, érdesség (R y maximális, R a átlagos; R z egyenetlenség-magasság) 12

13 Alakítási keményedés, mint a felületszilárdítás alapja 13
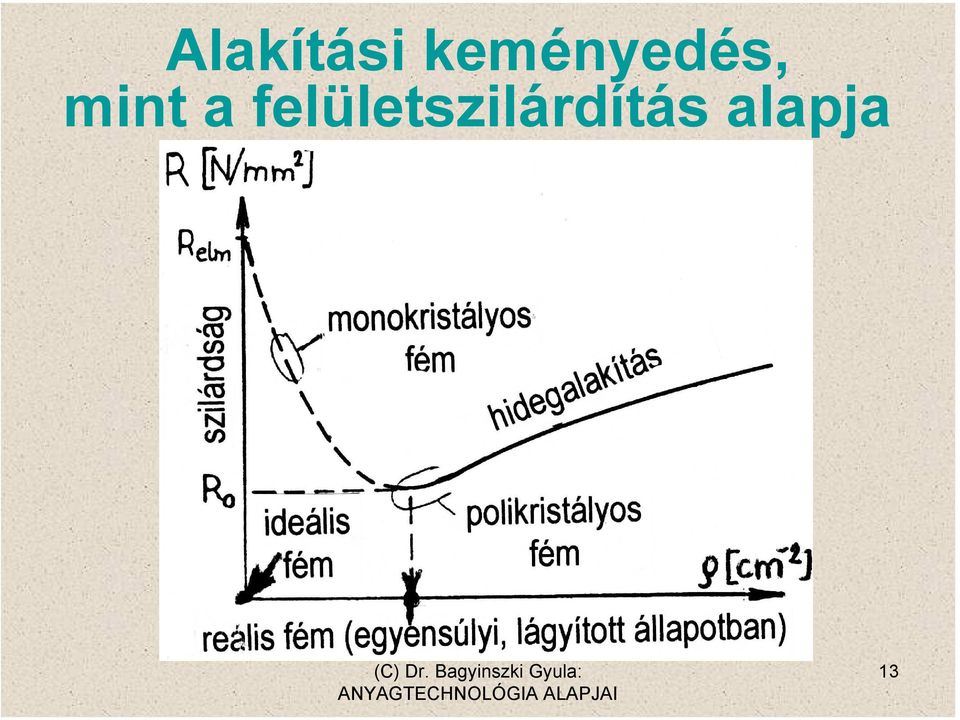
14 Felületszilárdítás Hidegalakítási keményedés és maradó nyomófeszültség bevitele jellemzi a felületszilárdítási eljárásokat, amelyek a kifáradási határt, a kopásállóságot növelik, az érdességet csökkentik. 14

15 Martenzites átalakulás, mint a felületedzés alapja 15

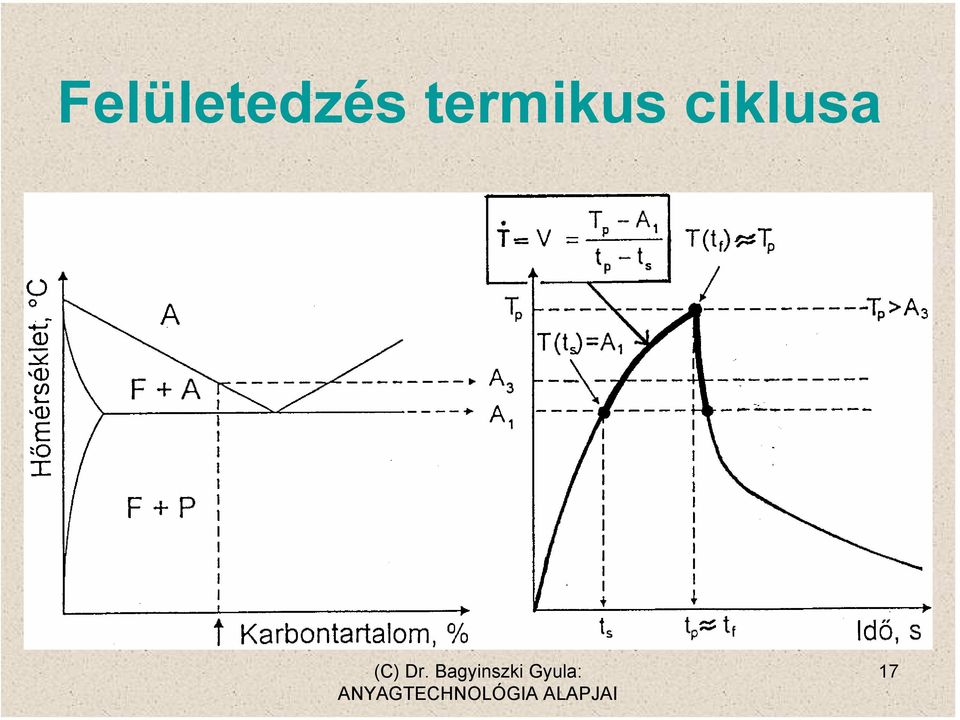
16 Felületedzés Nem egyensúlyi szövetszerkezetet létrehozása akkor valósul meg, ha az edzhetőség három kritériuma (az anyag megfelelő intersztíciós ötvözőtartalma, átalakulási hőmérséklet feletti homogenizáló izzítás, majd a kritikusnál nagyobb hűlési sebesség) közül a második csak bizonyos felületi kéregvastagságban teljesül. A teljes térfogatukban nemesített acél munkadarabok felületének gyors felhevítése só- vagy fémolvadékba mártással, éghető gáz lángjával ill. reakcióhőjével, nagyfrekvenciás induktorral gerjesztett örvényáram- és mágneses hiszterézis-veszteséggel, nagyhőmérsékletű technikai plazmával, elektronsugár kinetikai energiájának átalakulásával, vagy lézersugárzás abszorbeálódó fotonáramával történhet. A gyors lehűtést a nagyobb tömegében hidegen maradó munkadarab intenzív hőelvonása és/vagy a ráfújt vízpermet biztosítja. 16

17 Felületedzés termikus ciklusa 17
18 Indukciós felülethevítés induktor hűtővíz alakos induktor kezelendő felület mozgatás kezelendő felület 18

19 Indukciós felületedzés Váltakozó áramot az induktoron átvezetve és abba mágnesezhető anyagú munkadarabot helyezve, a fémben örvényáram indukálódik. Az áram hatására - a fém ellenállása következtében - hő fejlődik. A melegedést részben ez a Joule-veszteség, részben a mágnesezési hiszterézis-veszteség okozza. A hiszterézis-veszteségek csak a Curie-pontig lépnek fel, ahol a ferromágneses acél paramágnesessé válik. 19

20 Fogaskerekek indukciós edzése Frekvencia hatása: 20

21 Fogaskerék indukciós edzése előhevítés hevítés hűtés 21
22 Lézeres edzés A szerkezeti acélok területén terjedt el. A létrehozott edzett rétegek mélysége néhány tizedmilliméterig terjed. Elsősorban gépkocsialkatrészek felületedzését végzik ily módon, a nagyfrekvenciás indukciós edzést vagy - ha a követelmények megengedik - a cementálás + edzést helyettesítve. A felületi edzés csak akkor lehet gazdaságos lézerrel, ha azt más, hagyományos módszerekkel nem, vagy csak káros kompromisszumok árán lehet megvalósítani. 22
23 Felületi átolvasztás A lézer-, az elektron- és a plazmasugár kellően nagy teljesítményének igen kicsi felületre (fókuszfoltra) koncentrálásával a munkadarab vékony felületi rétege megolvasztható, sőt elgőzölögtethető. Mivel a munkadarab térfogata túlnyomórészt hideg állapotban marad, így annak hőelvonó (hűtő) hatása igen nagy dermedési sebességet idéz elő a megolvadt rétegben. Ezáltal a hagyományosan öntött struktúrához képest megnő az oldott ötvöző- és szennyezőtartalom szilárd állapotban, csökken a szemcseméret és a zárványtartalom, megváltozik (finomodik) a kiválások mérete ill. diszperzebb (egyenletesebb) lesz az eloszlása, homogénebb anyagszerkezet alakul ki, növekszik a diszlokációsűrűség és a pontszerű rácshibák koncentrációja, különleges metastabil fázisok jönnek létre stb., amelyek szilárdságnövekedést és kopásállóság-javulást eredményeznek. 23
24 Felületi átolvasztás 24
25 Elektronsugaras felületi átolvasztás Egy kezelt bütyök metszete: Felületi átolvasztással létrehozott zóna alakja kisebb és nagyobb nagyításban: 25
26 Alakító szerszámok acéljai elektronsugaras átolvasztásának hatása 26
27 Felolvasztó hegesztés A felolvasztó hegesztés is tulajdonképpen felületi átolvasztás, de az elérhető energiasűrűség, dermedési sebesség, ill. szerkezetmódosulás "szerényebb". Olyan ömlesztő hegesztési eljárások jöhetnek itt szóba, amelyek hozaganyag-adagolás nélkül is "működnek". Ezért lánghegesztéssel és volfrámelektródás semleges védőgázos ívhegesztéssel lehet felolvasztó kezeléseket végezni, pl. öntöttvas termékek felületi rétegében grafit helyett metastabil, kopásállóbb vaskarbid (ledeburit) létrehozásával. 27
28 Felolvasztó hegesztés TIG (141-es) eljárással A felolvasztott zónát úgy kell kialakítani, hogy az olvadt fém megtartására megfelelő lágy szél alakuljon ki. 28
29 Védőbevonatolás 29
30 Ragasztáskor megfelelő arányban kikevert, egyenletesen vékony rétegben felhordott, majd előszárítás és térhálósítás útján kikeményedő ragasztóréteg köti a por-, lemez- vagy fólia bevonatot a - kikeményítéshez szükséges hőkezelés során nem kilágyuló fémötvözetből készült - tárgy felületéhez. Lehetőség van önmagában kopás-, korrózió- vagy vegyszerálló, majd térhálósodás után megmunkálható gittek, paszták önálló alkalmazására ill. fluidágyas műanyagbevonatolásra is. Festés során természetes és/vagy műgyanta kötőanyagú, szobahőmérsékleten száradó, vagy növelt hőmérsékleten kikeményedő szerves bevonat(rendszer) alakítható ki szabadtéri, vagy erősen igénybevett beltéri objektumok felületén. A kellő védelmet biztosító bevonatrendszer kialakításának műveleti sorrendje a következő: felületelőkészítés után tapadásjavító réteg kialakítása alapozás tapaszolás csiszolás közbülső réteg felvitele fedőlakkvagy átvonó zománcréteg létrehozása szárítás (esetleg beégetés). Az egyes rétegek ecseteléssel, szórással, bemártással vagy más eljárással (pl. elektroforézissel) juttathatók a védendő felületre. 30
31 A zománcozás kerámiai módszerekkel létrehozott - a védendő fém hőtágulási együtthatójához "hangolt", anyagával színezett - zománcüveg, vagyis nem teljesen felolvasztott oxidkerámia-réteggel történik. Főbb műveletei: felületelőkészítést követő savas pácolás semlegesítés zománciszap felvitel bemártással, szórással, vagy más módszerrel szárítás (T<120 C) beégetés (T<900 C). Az áram nélküli kémiai fémleválasztás során az elektronegatívabb (bevonandó) fém az elektropozitívabb (bevonó) fémet erős savakkal képezett sóinak oldatából a felületére leválasztja, miközben kismértékben oldatba megy (pl. Fe + CuSO 4 Cu bevonatú Fe + FeSO 4 ). A galvanizálás során a katódként kapcsolt bevonandó fémtárgyra elektrokémiai úton fémes bevonatot választanak le, elektrolitként ható, fémsókat tartalmazó vizes oldatból. Ilyen módon vörös- vagy sárgaréz; fényes vagy fekete nikkel; fényes-, kemény- vagy fekete króm; Zn, Cd, Sn, Pb, Fe, Co, Ag, Au, Rh, Pd, Pt, Ru, As, Sb vagy ötvözetbevonatok hozhatók létre acél, réz, cink, nikkel anyagú munkadarabokon. Az alumínium a felületi védőoxidrétegének eltávolítása ill. tapadásbiztosító alapozóréteg létrehozása után galvanizálható. Műanyagok is galvanizálhatók maratás, érzékenyítés, aktiválás (azaz fémréteg-kötődést elősegítő kristálymagok létrehozása) ill. kémiai előbevonás után. 31
32 Galvánbevonat anyagok a periódusos rendszerben 32
33 Termikus szórás 33
34 Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozaganyag részleges vagy teljes megolvasztásával és így folyamatosan képződő nagy hőmérsékletű részecskék kezelendő felületre szórásával, termomechanikai úton jön létre bevonat. A hőt láng, elektromos ív, plazma- vagy lézersugár, ill. gázkeverék ciklikus robbanása biztosítja, míg a felületre szórást sűrített levegő, plazmaáramlás vagy detonációsorozat végzi. Fémek, fémötvözetek, fémvegyületek, kerámiák vagy műanyagok alkotta bevonat kötési (tapadási) szilárdsága arányosan növekszik a szórt részecskék mozgási energiájával és hőmérsékletével, a kezelendő felület tisztasági fokával, a felületelőkészítő aktiválás és a szórás között eltelő időtartam rövidítésével, a felületi érdesség megfelelő profilalakjával. A szórt bevonat porozitása elsősorban a részecske-becsapódási sebesség növelésével csökkenthető. Az alkalmazási területek mintegy 60 %-át a kopásálló bevonatok jelentik, kb. 15 %-ot tesz ki a korrózióvédelem, 10 % körüli az elektronikai vékonyrétegek aránya, míg a megmaradó kb. 15 % egyéb célokat szolgál. 34
35 Plazmaszórás A plazmaszóró berendezések működése a belsőíves rendszeren alapszik. A bevonatképzéshez szükséges anyagot por állapotban a plazmagenerátor fúvókáján kilépő nagy sebességű és nagy hőmérsékletű plazmasugárba juttatják A bevonóanyag részecskéit a plazmasugár gyorsítja, és hőcsere révén hevíti. A részecskék a tárgyfelületbe való ütközés pillanata után ellapulnak, és a tárgyfelülethez vagy egymáshoz tapadnak. 35
36 Plattírozás 36
37 A plattírozási eljárások egyik csoportja a bevonatot képező plattíranyag és a plattírozandó anyag együttes képlékeny alakításával valósul meg. Az eljárások másik csoportjánál a nagyobb tömegű, fixen alátámasztott plattírozandó darabra robbantás vagy súrlódás (dörzsölés) révén kerül rá a plattírréteg. Húzásos plattírozás során a plattírozandó csövet vagy rudat a ráhúzott plattíranyag-csővel együtt, egy meghatározott alakváltozást biztosító húzógyűrűn húzzák át. Folyatásos plattírozáskor a plattírozandó- ill. a plattíranyag együttes hátrafolyatásával hozzák létre a bimetall csövet, amelyben a plattírréteg a külső vagy a belső oldalon is lehet. A hideg- vagy meleghengerléses plattírozásnál a plattírozandó anyagot és a plattíranyagot együttesen hengerlik a méreteiktől (vastagságuktól) és alakítási szilárdságuktól függő hőmérsékleten. A robbantásos plattírozás célszerűen beállított plattírlemezre kerülő robbanóanyag-réteg teljes szélességben történő begyújtásával indul. A kialakuló detonációs nyomáshullám a plattírlemezt nagy sebességgel felütközteti a stabilan rögzített alaplemezre, melynek felületén kialakuló normál- és csúsztatófeszültségek hatására kötődik a plattírréteg. Dörzsplattírozáskor a plattíranyag rudat forgatva rányomják a plattírozandó felületre, majd folyamatos relatív elmozdulás mellett a kívánt kiterjedésben bevonatréteget hoznak létre. 37
38 Fizikai gőzfázisú bevonás (Physical Vapour Deposition PVD) 38
39 Fizikai gőzfázisú bevonás esetében a bevonóanyagot vagy a leendő bevonat komponenseit (melyek átalakítandó vegyületeket nem tartalmaznak) fizikai módszerekkel (párologtatással, porlasztással) szilárd állapotból gőzfázisba viszik és az így létrejött bevonat-alkotórészeket a munkadarab felületére csapatják. A kezelés vákuumban történik és a munkadarab-felület hőmérséklete nem haladja meg az 550 C-ot, így előnyös készre forgácsolt ill. nemesített gyorsacél szerszámok bevonására is, pl. max. 4 µm vastag TiN-réteggel (2Ti + N 2 2TiN), hiszen nem következik be allotróp átalakulás miatti méretváltozás, vagy nagyfokú megeresztődés (kilágyulás). Az eljárásváltozatok - vákuumgőzölés, katódporlasztás, ionsugaras bevonatolás ill. -leválasztás - megkülönböztetésének alapja az, hogy megolvasztott párolgó vagy hideg atomütköztetéssel porlasztott bevonóanyaggal, ill. elektromosan semleges (földelt), vagy negatív potenciálra kapcsolt bevonandó anyaggal működnek-e. Az ionsugaras eljárásváltozatoknál a keletkező plazma lehetővé teszi keményebb, tartósabb rétegek képződését a bevonatoló kamrából, vákuumrendszerből, hevítő berendezésből és gázellátó egységből álló célberendezésben. 39
40 Elektronsugaras párologtatású PVD 40
41 Bevonatolt fémipari és faipari szerszámok 41
42 Kémiai gőzfázisú bevonás (Chemical Vapour Deposition CVD) Kémiai gőzfázisú bevonás során két vagy több szabályozott összetételű, gőz- ill. gázállapotú vegyületet - megfelelő hőközlés mellett - kémiai reakcióba visznek, aminek során a bevonandó tárgy felülete közelében termokémiai bomlás és további reakciók játszódnak le. Az így keletkező gőzfázisú reakciótermék a munkadarab felületére lecsapódva szilárd bevonatréteget képez és rendszerint gázfázisú melléktermékek is keletkeznek. A kezelés a PVD-hez hasonlóan vákuumban történik, C-os hőmérséklettartományban. Mivel a kezelendő tárgy jelentős hőhatásnak van kitéve, ezért főként keményfémszerszámok felületkezelésére alkalmas, max. 10 µm rétegvastagságban. Az eljárásváltozatok - hagyományos CVD: pl.: (TiCl 4 )+{1/2N 2 }+{2H 2 } [TiN]+{4HCl}; kombinált CVD: {CH 4 } [Cgyémánt]+{2H 2 }; kémiai szórás: pl. (TiCl 4 )+{CH 4 }+[2Fe] [TiC]+(2FeCl 2 )+{2H 2 }; reaktív kémiai szórás - aszerint különböztethetők meg, hogy a leendő bevonat-komponens gőzállapotba vitele párologtatással vagy porlasztással történik-e, ill. a reakciókat csak hőközlés (hőkezelés) vagy plazma-aktiválás is segíti-e (a reakcióegyenletekben a ( ) folyékony, a { } gáz és a [ ] szilárd állapotot jelöl). 42
43 Ionimplantáció Ionimplantációnál kb ion/cm 2 mennyiségű, nagy sebességre gyorsított N, Mo, Ti, Co,... ion bombázza a vákuumban ill. hűtött asztalon elhelyezett tárgy felületi rétegét és max. 1 µm mélységre behatol abba, járulékos nyomófeszültséget is létrehozva. A belőtt ionok vegyületet képezhetnek, növelik a rácshibák számát és így a szilárdságot is. Mivel a kezelés irányfüggő, az éppen kezelés alatt álló felületrész normálisának az ionforrás irányába kell mutatnia, azaz a munkadarabot mozgatni kell. 43
44 Passziválás Passziváláskor a kezelendő tárgy felszíni rétege - megfelelő kezelőatmoszférában - kémiai összetételét és szerkezetét tekintve is módosul. A kémiai oxidálás, az anódos oxidálás, a vegyületréteg-kialakítás célja a termodinamikailag instabil állapotú fém felületén egy alacsonyabb energiaszintű, stabilabb állapotú réteg előállítása a fém azon természetes "törekvésének" kihasználásával, mely összefüggő védőréteg kialakításában nyilvánul meg. Kémiai oxidálás kisebb védőértékű rétegek előállítását teszi lehetővé sóolvadékba mártással, vas- és színesfémek felületén. Az anódos oxidálás savelektrolitokban, áramátvezetéssel (elektrokémiai folyamatként) alumíniumhoz ill. ötvözeteihez alkalmazható. 44
45 A vegyületréteg-kialakítás foszfátozást, kromátozást, oxalátozást, jelent savban, sóban, vagy lúgban végezve. Az ilyen kezelés célja lehet többek között hidegalakítás elősegítése, lakktapadás javítása, megmunkálószerszámok élettartamának növelése. A fémszínezés az anódos oxidálással létrehozott, "kifelé" nyitott pórusokkal rendelkező oxidrétegek további felületkezelése. Ez szervetlen fémvegyületek (fémsók) vagy szerves színezékanyagok oldatába történő bemártással lehetséges, rendszerint elektrolitikus úton. Az anódos oxidrétegbe beépülő színezékszármazékok mellett még további pórustömítésre is szükség lehet. 45
46 Ötvöződúsítás 46
47 Ötvöződúsítás vagy termokémiai kezelés történhet aktív szabad ötvözőatomokat leadó porközegben, sóolvadékban vagy gázközegben. Az eljárások célja a kezelendő tárgy felületének feldúsítása a tárgy anyagában oldódó fémes vagy nemfémes elemmel (vagy elemekkel), növelt hőmérsékleten, diffúzió révén, megfelelő koncentrációra törekedve. Szükség szerint - eljárástól függően - további hőkezelésekkel együtt érhetők el a kívánt tulajdonságok. Egyes bediffundáló elemfajták esetében szilárd oldat létrejötte mellett vegyületfázisok is képződhetnek. A termokémiai kezelések fő paraméterei: a felületi ötvözőpotenciál, a hőmérséklet és a diffúziós időtartam, melyek elsődleges meghatározói a kialakuló réteg-vastagságnak, ill. a koncentráció-eloszlásnak. Fémes elemekkel a kromálás, alitálás, titánozás, vanádiumozás, volframozás, ; nemfémes elemekkel a cementálás, nitridálás, boridálás, szulfidálás, szilikálás, ; több elemmel a nitrocementálás, karbonitridálás, titánnitridálás, oxinitridálás, szulfonitridálás, oxikarbonitridálás, krómalitálás, krómboridálás, valósul meg. Ezek közül széleskörű ipari alkalmazást mutat az acélok felületkezelésére alkalmazott cementálás és nitridálás. 47
48 Betétedzés = cementálás + edzés Az ausztenites állapotban (A 3 hőmérséklet felett) történő cementálás során az egyébként nem edzhető, azaz "betétben edzhető" (C<0,2 %) acél vékony felületi kérgét karbonban feldúsítják (C>0,35 %). A cementálást követő "magedzés" során a szívósan maradó magot finomszemcséssé teszik ill. a "kéregedzéssel" nagy kopásállóságú kemény felületet állítanak elő. 48
49 Cementált munkadarabok edzése A cementált munkadarabok felületének széntartalma kb. 0,8%, a magé 0,1...0,25%, ennek következtében különbözők az ausztenitesítési és a martenzites átalakulási hőmérsékletei is. a)közvetlen edzés a cementálás hőmérsékletéről; b)egyszeri edzés a mag edzési hőmérsékletéről; c)lágyítás, majd forgácsolás után egyszeri edzés a mag edzési hőmérsékletéről; d)cementálást követő izotermikus lágyításhoz kapcsolt egyszeri edzés; e)kettős edzés úgy, hogy a cementálás után lehűtött munkadarabokat újból felmelegítve először a mag, majd a cementált réteg ausztenites átalakulásának hőmérsékletéről történik az edzés. 49
50 Betétedzett alkatrészek Betétedzett bolygókerék Betétedzett tányérkerék 50
51 Nitridálás A ferrit-perlites ill. nemesített állapotban (A 1 alatt) végzett nitridáláskor a felületbe jutó atomos nitrogén elsősorban - az ott lévő nitridképző ötvözőkkel (Cr, Al, Mo) történő reakciója révén - nagykeménységű nitridvegyületek létrejöttével biztosít jó felületi kopásállóságot. Az így kapott kéreg keményebb és megeresztésállóbb, mint a cementálás + edzés ill. a felületedzés utáni martenzites kéreg, mely a C-os feszültségcsökkentő megeresztés hőmérsékletéig alkalmazható. Plazmanitridálás 51
52 Nitridálás Nitridekből álló vegyületi fehér kéreg Nitridált kéreg ötvözetlen acélon Nitridált fogaskerék 52
53 Felületi ráolvasztás 53
54 A felületi ráolvasztásra jellemző, hogy a felületre előzetesen vagy kezelés közben felvitt bevonatréteg részlegesen vagy teljesen megolvad, de a kezelendő tárgy felülete nem. A fémolvadékba mártással végzendő tűzi mártó fémbevonás (cinkezés, ónozás, ólmozás, alumíniumozás, ) után a legkülső, tisztán bevonófémet tartalmazó réteg többszörös átmeneti diffúziós réteggel kötődik a kezelt tárgy felületéhez. Természetesen csak olyan bevonó fémek jöhetnek szóba, amelyek a munkadarab anyagának olvadáspontjánál lényegesen kisebb hőmérsékleten olvadnak meg. A hőkezeléssel, lánggal, plazmával, elektronsugárral vagy lézerrel végezhető kezelés egyik fő alkalmazási területe a termikus szórással felvitt adhéziósan tapadó, porózus, inhomogén rétegek utókezelése. Hatására a felszórt réteg tömörödik, homogenizálódik, simább felületűvé válik ill. a nagy hőmérsékletű diffúziós folyamatok révén növekszik az alapanyaghoz való kötődésének (tapadásának) szilárdsága. 54
55 További alkalmazást jelent a tűzi mártó fémbevonással nem létrehozható vastagságú, agresszív korróziós közegek hatásának ellenálló fémrétegek kialakítása a védendő tárgy felületén. Ilyenkor a bevonó fémet nem olvadékfürdő alakjában használják, hanem a munkadarab megfelelően előkészített felületén hozzák olvadék állapotba. Jellemző példa az acéltartályok belső felületének savállóvá tétele ún. homogén ólmozással. A csíkokra vágott ólomlemezeket az előónozott vasötvözet felületére felhelyezve, nagyhőmérsékletű lánggal végzik a ráolvasztást. Az ón párnarétegre azért van szükség, mert a vas és az ólom kölcsönösen oldhatatlan, így direkt kötés nem jönne létre. A hőkezeléskor, azaz kemencében történő ráolvasztáskor semleges, vagy redukáló atmoszférában végzik a hevítést, a hőntartást és a lehűtést is, lehetőséget adva a diffúziós folyamatok megfelelő lejátszódásának, ill. a belső sajátfeszültségek elkerülésének. 55
56 Felületötvözés A felületötvözés, nagy energiasűrűségű hőforrásokkal (lézer, elektronsugár) végzett felületi átolvasztás, amelynek során az előzetesen vagy a folyamat közben felvitt ötvözőanyag belekeveredik, beleolvad, beleötvöződik az alapanyag megolvasztott, majd gyorsan megdermedő felületi rétegébe. A rendszerint por alakú ötvözőanyag felvihető kötőanyaggal vagy anélkül. Kötőanyagként pl. acetonban oldott cellulózt alkalmaznak, míg kötőanyag nélküli felvitelhez a termikus szórás vagy a közvetlen ráfúvás (rászórás) jöhet szóba. Némely ötvözőanyag felületre juttatható vékony fóliaként vagy galvanikus úton is. A lézer-, elektronvagy plazmasugárral végezhető felületötvözés célja elsősorban sav-, hő- vagy kopásálló réteg kialakítása. 56
57 Felrakó hegesztés A felületötvözéshez hasonló elvet, de kisebb teljesítménysűrűséget és dermedési sebességet megvalósító felrakó hegesztési eljárások a vastagabb rétegek létrehozásának módszerei. A kötőhegesztésnél megismert ömlesztő eljárások közül elsősorban ívhegesztéssel lehet felrakó hegesztést végezni. A bevonatos elektróda, pálca, huzal, (tömör, porbeles), szalag (tömör, porbeles) hozaganyagból, hegeszthető vagy előmelegítéssel (esetleg közbenső réteg felrakásával) hegeszthetővé tett alapanyagokon (gyakran acélokon) akár 15 mm vastag rétegek is kialakíthatók. A hozaganyagok összetételüket tekintve vasalapúak vagy vasban szegények lehetnek. Míg az előbbiek között alacsony- és közepes ötvözőtartalmúak (túlnyomórészt martenzites szövetszerkezetű réteget eredményezők), magas ötvözőtartalmúak (kopásálló vagy korrózióálló ausztenites szövetszerkezetű réteget eredményezők), vagy szívós anyagrétegbe beágyazódó nagykeménységű fázisokat tartalmazók lehetnek, addig az utóbbiak a Covagy Ni-bázisú keményötvözetek, a fémkarbidok, vagy a nemvas fémek ill. ötvözeteik közül kerülnek ki. 57
58 Duplex felületkezelések A duplex felületkezelések két egymást követően végrehajtott felületkezelést kombináló, anyagok, illetve belőlük készülő termékek károsodásállóságának javítása érdekében alkalmazható technológiák. Az ábra a kombinálható eljárásokat rendszerezve tartalmazza a duplex felületkezeléseket. Az X-szel jelölt változatok előnytelenek, illetve nem értelmezhetők, a "?"-lel jelöltek elvileg elképzelhetők, míg az 0-val jelöltek a gyakorlatban (kísérletileg, iparilag) már kipróbált, illetve publikált lehetőségeket takarnak. Ez utóbbiak közül kiemelhetők azok, amelyek valamilyen termokémiai elővagy utókezelést foglalnak magukban. 58
59 Átmeneti korrózióvédelem Az átmeneti korrózióvédelem fémfelületek szállítás, tárolás, állásidő alatti, illetve műveletek közötti ideiglenes védelme. Főleg kohászati féltermékek, fémalkatrészek, gépek, készülékek, berendezések és műszerek korrózióvédelmére alkalmazzák. A védelem időtartama a védőanyag fajtájától és a tárolás jellegétől (zárt, fedett, szabadtéri) függően igen széles tartományban mozog (1 2 hónaptól több évig terjedhet). Az átmeneti korrózióvédelem a következő esetekben lehet indokolt: ha a védendő tárgy félkész termék (pl. rúd, cső, lemez, idomvas), és más telephelyen dolgozzák fel tovább; ha állandó korrózióvédő bevonat (pl. festék, műanyag) a további feldolgozást zavarná; ha az egyes munkafázisok között is védeni kell a termékeket; a rövid ideig tartó védelmet a megmunkáláshoz használt hűtő-kenő emulziók biztosítják; ha berendezések, alkatrészek, műszerek hosszabb ideig tartó szállítása agresszív körülmények között (pl. tengeri szállítás) történik, de különösen, ha a megérkezés után még hosszabb tárolásra is számítani kell; ha gépek, berendezések időszakos üzemszünetében, pl. a mezőgazdaságban, az árvízvédelemben, a tűzoltóságnál, a honvédelemben és a közlekedésben az időszakosan működtetett gépeket, járműveket a korróziós szempontból legártalmasabb időszakokban részben szabadban vagy fedett téren tárolják. 59
60 Átmeneti korrózióvédelem Az átmeneti védőanyagokat két nagy csoportba sorolják: átmeneti védőbevonatot képező anyagok és csomagolóanyagok, illetve csomagban ható védőanyagok. Az átmeneti védőbevonatot képező anyagok lehetnek: védőolajok, védőzsírok, védőviaszok, bitumenalapú védőanyagok, védőlakkok, védőemulziók, fémpigmenttartalmú védőanyagok, primerek. A csomagolóanyagok és csomagban ható védőanyagok lehetnek: csomagolópapírok és -fóliák, inhibitorok és páracsökkentők. 60
61 Felületkezelés keménységalapú rétegminősítési sémája 61
62 Vizuális és optikai felületvizsgálatok Az ábra bemutatja a vizuális azaz szemmel érzékelhető eredményt produkáló vizsgálatok egy általános folyamatábráját, pontosabban alapvető szempontjainak rendszerét. Mivel szemünk felbontóképessége korlátozott, ezért már a makroszerkezet vizsgálatához is szükségessé válhat valamilyen optikai nagyító eszköz igénybevétele. Az anyagok igénybevehetőségét és károsodásállóságát jelentősen is befolyásol(hat)ó felületi ill. felületközeli anyaghibák veszélyességének megítéléséhez szükséges: a hiba helyének pontos behatárolása, a hiba orientációjának várható terhelés irányához képesti helyzetének tisztázása, a hiba fajtájának (karcolás, repedés, kötéshiány, üreg, zárvány, pórus, ) azonosítása, a hiba jellemző méretének meghatározása, a hiba térbeli és időbeli gyakoriságának (hely és idő szerinti előfordulása statisztikai jellegének) megállapítása. 62
63 Bevonatos kompozitok 63
64 Műanyag bevonatok jellemzői 64
65 Félvezető eszközök planártechnológiája A félvezető eszközök fő részei a pn-átmenetek, azaz egykristályon belül p és n típusú - egymással közvetlenül érintkező - réteget tartalmaznak. A diódák egy, a tranzisztorok kettő, a tirisztorok három-négy, az integrált áramkörök nagyon sok pn-átmenetet tartalmaznak. Ilyen pn-átmenetek készítésének eljárásai -a planártechnológia alapvatő műveletei - a következők: az ötvözés során három vagy öt vegyértékű elemet ( akceptort vagy donort ) visznek be pl. ionimplantációval germániumba; a diffúzió során a szilíciumlapkára felviszik a diffúziós anyagot, ami a C hőmérséklet-intervallum meghatározott értékén adott idő alatt a kívánt mélységbe diffundál. Pl. egy npn tranzisztor elkészítéséhez két diffúzióra van szükség. Először bórdiffúzióval p-réteget, majd foszforral n-réteget állítanak elő. az epitaxiális rétegnövesztés során szilárd Siegykristály alapra gőzfázisból más szennyezésű réteget növesztenek úgy, hogy a kialakuló réteg szerkezete az alappal azonos legyen. Pl C körüli hőmérsékleten szilícium-tetrakloridot (SiCl 4 ) és vele együtt arzéntrikloridot (AsC l3 ) redukálnak hidrogénnel: SiCl 4 + H 2 SiCl 2 + 2HCl SiCl 2 Si + SiCl 4 ill. 2AsCl 3 + 3H 2 2As + 6HCl. Az így keletkezett elemi Si és As tovább építi a Si-egykristályt. Ha az alap p-típusú, akkor az arzénnal szennyezett µm-es réteg pn-átmenetet képez. 65
66 (Mikro)elektronikai alkatrészek gyártása A Si-alapú integrált áramkörök (Integrated Circuit) gyártásakor p-típusú Si-szeleteken néhány ezer Ǻ vastag SiO 2 réteget hoznak létre. A SiO 2 segítségével valósítható meg a maszkolás, mivel az a diffúziót megakadályozza. Fotoreziszt technikával a kívánt helyeken az oxidot megvédik, viszont a diffúzióra kijelölt helyeken hidrogén-fluoridos maratással eltávolítják, ablakot nyitnak rajta. As-diffúzió után kb. 10 µm vastag epitaxiális n-réteget hoznak létre és ebből szigetelő bórdiffúzióval (p-típusú) alakítják ki a kollektor-rétegeket. A kollektor alatt általában egy foszfor-diffúziós - erősen szennyezett n+ - réteg helyezkedik el. A bázist és az ellenállást egyidejűleg alakítják ki bórdiffúzióval. Az emitter- és a kollektor-kontaktus erősen szennyezett n+ réteg. Az oxidált felületen fut az Al-vezető hálózat, mely csak az emitter (E), a bázis (B), a kollektor (C) és az ellenállás végpontjain érintkezik a félvezetővel, a többi részen a SiO 2 -réteg szigetel. A szeleteket elemekre (chip-ekre) szétválasztják, szerelőszalagra forrasztják és 25 µm-es aranyhuzallal kötéseket létesítenek az elemek és a kivezető lábak között. Pl. fröccssajtolással műanyag házat készítenek, a lábakat behajtják és ónozzák. 66
67 Alkalmazás: Pentium Processzor (a) Egy komplett nyolc inch-es szilíciumszelet kész chip-ekkel (b) Egy különálló chip tokozva, eltávolított burkolattal Pl. míg a 486-os számítógépek processzoraiban csak 1,2 millió, addig a Core2 Extreme CPU-kban már 2x291=582 millió, fotolitográfiás eljárással Si-lapkákon kialakított tranzisztor van. A processzor mérete nem nagyon növelhető, így a benne lévő tranzisztorok jellemző méretét kellett csökkenteni 0,8 µm-ről 0,065 µm-re ( 65 nm-es technológia ). 67
68 Hibatesztelés szilícium szeleten Egy vizsgálószonda hibafelderítés közben, ami tintajelet helyez a hibás chip-ekre 68
69 Lézeres hónolás Hagyományos hónolással az olaj felületen való megtapadását segítik; A hagyományos hónoláskor keletkezett karcok nem előnyösek a kenés szempontjából; Ezért a hónolási karcok helyett olajzsákokat (zsebeket) alakítanak ki a felületen, erre legalkalmasabb eszköz a lézersugaras kezelés Alkalmazási területek: 69
70 Henger-dugattyú kapcsolat tribológiai viszonyai Hagyományos hónolás: A dugattyúgyűrű mozgása kiszorítja az olajat a karcokból Lézeres hónolás: Lokális olajzsákok képzése révén az olaj megmarad az üregekben Dugattyúgyűrű Dugattyúgyűrű Dugattyú haladási iránya Érintkezés lehetséges (vegyes súrlódás) Gyűrű Gyűrű Dugattyúgyűrű úszik (hidrodimamikai kenés)
Anyagfelvitellel járó felületi technológiák 2. rész
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 2. rész 4. Gőzfázisból történő bevonatolás PVD eljárás CVD eljárás 5. Ionimplantáció 6. Passziválás Áttekintés
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 2. rész 4. Gőzfázisból történő bevonatolás PVD eljárás CVD eljárás 5. Ionimplantáció 6. Passziválás Áttekintés
Anyagfelvitel nélküli felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET. Gyártástechnológia. Dr. Palotás Béla palotasb@mail.duf.hu.
 DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
1. táblázat. Szórt bevonatokhoz használható fémek és kerámiaanyagok jellemzői
 5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
Hegesztés 1. Bevezetés. Hegesztés elméleti alapjai
 Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Korrózió elleni védelem: TŰZIHORGANYZÁS
 Korrózió elleni védelem: TŰZIHORGANYZÁS A technológia és tervezési követelmények 2015 Ajánlás: Nagy örömmel ajánljuk a dokumentációt az egyetemek és főiskolák gépészmérnök, építész és építőmérnök, anyagmérnök,
Korrózió elleni védelem: TŰZIHORGANYZÁS A technológia és tervezési követelmények 2015 Ajánlás: Nagy örömmel ajánljuk a dokumentációt az egyetemek és főiskolák gépészmérnök, építész és építőmérnök, anyagmérnök,
Korrózióálló acélok zománcozása Barta Emil, Lampart Vegyipari Gépgyár Rt. 8. MZE konferencia, Szeged, 1996
 Korrózióálló acélok zománcozása Barta Emil, Lampart Vegyipari Gépgyár Rt. 8. MZE konferencia, Szeged, 1996 A mindenkori felhasználási cél függvényében ill. a fizikai-kémiai tulajdonságoktól függően a nemesacélokat
Korrózióálló acélok zománcozása Barta Emil, Lampart Vegyipari Gépgyár Rt. 8. MZE konferencia, Szeged, 1996 A mindenkori felhasználási cél függvényében ill. a fizikai-kémiai tulajdonságoktól függően a nemesacélokat
Interkerám Kft. 6000 Kecskemét, Parasztfőiskola 12. A recept szerint bemért nyersanyagok keverékét 1400 C-on, olvasztókemencében
 Ékszerzománc rézre, tombakra, ezüstre és aranyra 1. A tűzzománcokról általában A tűzzománc nem teljesen kiolvasztott, szervetlen, főleg oxidos összetételű lényegében üvegesen megszilárdult anyag. A recept
Ékszerzománc rézre, tombakra, ezüstre és aranyra 1. A tűzzománcokról általában A tűzzománc nem teljesen kiolvasztott, szervetlen, főleg oxidos összetételű lényegében üvegesen megszilárdult anyag. A recept
MŰANYAGOK ALKALMAZÁSA
 MŰANYAGOK ALKALMAZÁSA Műanyagok felületkezelése és kikészítése A műanyagok ugyan anyagukban színezhetők és felületi minőségük is gyakran kielégíti a követelményeket, formaadás után számos esetben idegen
MŰANYAGOK ALKALMAZÁSA Műanyagok felületkezelése és kikészítése A műanyagok ugyan anyagukban színezhetők és felületi minőségük is gyakran kielégíti a követelményeket, formaadás után számos esetben idegen
ÉSZAK-DUNÁNTÚLI KÖRNYEZETVÉDELMI, TERMÉSZETVÉDELMI ÉS VÍZÜGYI FELÜGYELŐSÉG Hatósági Engedélyezési Iroda - Környezetvédelmi Engedélyezési Osztály
 ÉSZAK-DUNÁNTÚLI KÖRNYEZETVÉDELMI, TERMÉSZETVÉDELMI ÉS VÍZÜGYI FELÜGYELŐSÉG Hatósági Engedélyezési Iroda - Környezetvédelmi Engedélyezési Osztály 9021 Győr, Árpád u. 28-32. Levélcím : 9002 Győr, Pf. 471.
ÉSZAK-DUNÁNTÚLI KÖRNYEZETVÉDELMI, TERMÉSZETVÉDELMI ÉS VÍZÜGYI FELÜGYELŐSÉG Hatósági Engedélyezési Iroda - Környezetvédelmi Engedélyezési Osztály 9021 Győr, Árpád u. 28-32. Levélcím : 9002 Győr, Pf. 471.
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
MECHANIKAI TECHNOLÓGIA
 SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
Műanyagok galvanizálása
 BAJOR ANDRÁS Dr. FARKAS SÁNDOR ORION Műanyagok galvanizálása ETO 678.029.665 A műanyagok az ipari termelés legkülönbözőbb területein speciális tulajdonságaik révén kiszorították az egyéb anyagokat. A hőre
BAJOR ANDRÁS Dr. FARKAS SÁNDOR ORION Műanyagok galvanizálása ETO 678.029.665 A műanyagok az ipari termelés legkülönbözőbb területein speciális tulajdonságaik révén kiszorították az egyéb anyagokat. A hőre
KOMPOSZTÁLÁS, KÜLÖNÖS TEKINTETTEL A SZENNYVÍZISZAPRA
 KOMPOSZTÁLÁS, KÜLÖNÖS TEKINTETTEL A SZENNYVÍZISZAPRA 2.1.1. Szennyvíziszap mezőgazdaságban való hasznosítása A szennyvíziszapok mezőgazdaságban felhasználhatók a talaj szerves anyag, és tápanyag utánpótlás
KOMPOSZTÁLÁS, KÜLÖNÖS TEKINTETTEL A SZENNYVÍZISZAPRA 2.1.1. Szennyvíziszap mezőgazdaságban való hasznosítása A szennyvíziszapok mezőgazdaságban felhasználhatók a talaj szerves anyag, és tápanyag utánpótlás
1 modul 2. lecke: Nikkel alapú szuperötvözetek
 1 modul 2. lecke: Nikkel alapú szuperötvözetek A lecke célja: a nikkel alapú szuperötvözetek példáján keresztül megismerjük általában a szuperötvözetek viselkedését és alkalmazásait. A kristályszerkezet
1 modul 2. lecke: Nikkel alapú szuperötvözetek A lecke célja: a nikkel alapú szuperötvözetek példáján keresztül megismerjük általában a szuperötvözetek viselkedését és alkalmazásait. A kristályszerkezet
M Ű S Z A K I K Ö V E T E L M É N Y
 Hatálybalépés időpontja: 2013. május 28. Módosítás száma: 0. 1 / 12 oldal M Ű S Z A K I K Ö V E T E L M É N Y FG-III-B31-MK003-2013 Membrános gázmérők v1 Zajkövetelmények 2013. május 28. v0 Eredeti utasítás
Hatálybalépés időpontja: 2013. május 28. Módosítás száma: 0. 1 / 12 oldal M Ű S Z A K I K Ö V E T E L M É N Y FG-III-B31-MK003-2013 Membrános gázmérők v1 Zajkövetelmények 2013. május 28. v0 Eredeti utasítás
1993. évi XCIII. törvény. a munkavédelemről, egységes szerkezetben a végrehajtásáról szóló 5/1993. (XII. 26.) MüM rendelettel. I.
 MüM rendelettel. I.") 1993. évi XCIII. törvény a munkavédelemről, egységes szerkezetben a végrehajtásáról szóló 5/1993. (XII. 26.) MüM rendelettel [Vastag betűvel az 1993. évi XCIII. törvény (a továbbiakban: Mvt.), vékony betűvel
1993. évi XCIII. törvény a munkavédelemről, egységes szerkezetben a végrehajtásáról szóló 5/1993. (XII. 26.) MüM rendelettel [Vastag betűvel az 1993. évi XCIII. törvény (a továbbiakban: Mvt.), vékony betűvel
3/3.5. Műanyag-feldolgozás munkavédelmi kérdései
 3/3.5. A műanyag termékek alkalmazása, felhasználása az elmúlt évtizedekben rohamosan fejlődött. Kedvező tulajdonságaik alapján az élet szinte minden területén alkalmazhatók, az iparban pl. maró anyagok
3/3.5. A műanyag termékek alkalmazása, felhasználása az elmúlt évtizedekben rohamosan fejlődött. Kedvező tulajdonságaik alapján az élet szinte minden területén alkalmazhatók, az iparban pl. maró anyagok
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
GYŐR-MOSON-SOPRON MEGYEI KORMÁNYHIVATAL
 GYŐR-MOSON-SOPRON MEGYEI KORMÁNYHIVATAL Iktatószám: 881-1/2016. Tárgy: Győr, GYŐR-SZOL Győri Közszolgáltató és Vagyongazdálkodási Zrt. Távhőszolgáltatási Igazgatóság telephelyének egységes környezethasználati
GYŐR-MOSON-SOPRON MEGYEI KORMÁNYHIVATAL Iktatószám: 881-1/2016. Tárgy: Győr, GYŐR-SZOL Győri Közszolgáltató és Vagyongazdálkodási Zrt. Távhőszolgáltatási Igazgatóság telephelyének egységes környezethasználati
BWT Hungária Kft., 2040 Budaörs, Keleti u. 7. Műszaki iroda, bemutatóterem, raktár 2040 Budaörs, Keleti u. 7. Tel.: 23/430-480 Fax: 23/430-482
 BWT Hungária Kft., 2040 Budaörs, Keleti u. 7. BWT Hungária Kft. Műszaki iroda, bemutatóterem, raktár 2040 Budaörs, Keleti u. 7. Tel.: 23/430-480 Fax: 23/430-482 E-mail: info.bp@bwt.hu www.bwt.hu G É P
BWT Hungária Kft., 2040 Budaörs, Keleti u. 7. BWT Hungária Kft. Műszaki iroda, bemutatóterem, raktár 2040 Budaörs, Keleti u. 7. Tel.: 23/430-480 Fax: 23/430-482 E-mail: info.bp@bwt.hu www.bwt.hu G É P
Kerámia, üveg és fém-kerámia implantátumok. BME Anyagtudomány és Technológia Tsz.
 Kerámia, üveg és fém-kerámia implantátumok BME Anyagtudomány és Technológia Tsz. Bevezetés A kerámiákat régóta használja az orvostechnika implantátumanyagként, elsõsorban bioinert tulajdonságaik, kopásállóságuk
Kerámia, üveg és fém-kerámia implantátumok BME Anyagtudomány és Technológia Tsz. Bevezetés A kerámiákat régóta használja az orvostechnika implantátumanyagként, elsõsorban bioinert tulajdonságaik, kopásállóságuk
Segédlet és méretezési táblázatok Segédlet az Eurocode használatához, méretezési táblázatok profillemezekhez és falkazettákhoz
 Segédlet az Eurocode használatához, méretezési táblázatok profillemezekhez és falkazettákhoz A trapézprofilokat magas minőség, tartósság és formai változatosság jellemzi. Mind a legmagasabb minőséget képviselő
Segédlet az Eurocode használatához, méretezési táblázatok profillemezekhez és falkazettákhoz A trapézprofilokat magas minőség, tartósság és formai változatosság jellemzi. Mind a legmagasabb minőséget képviselő
Széchenyi István Egyetem. Mőszaki Tudományi Kar. Anyagvizsgálat II. Mőszaki Menedzser Szak, Minıségbiztosítási szakirány.
 Széchenyi István Egyetem Mőszaki Tudományi Kar Anyagismereti és Jármőgyártási Tanszék Anyagvizsgálat II. Tantárgy kódja: T_AJ44 MM T_AJ57 GE Szak, szakirányok: Mőszaki Menedzser Szak, Minıségbiztosítási
Széchenyi István Egyetem Mőszaki Tudományi Kar Anyagismereti és Jármőgyártási Tanszék Anyagvizsgálat II. Tantárgy kódja: T_AJ44 MM T_AJ57 GE Szak, szakirányok: Mőszaki Menedzser Szak, Minıségbiztosítási
Elektrokémia. A nemesfém elemek és egymással képzett vegyületeik
 Elektrokémia Redoxireakciók: Minden olyan reakciót, amelyben elektron leadás és elektronfelvétel történik, redoxi reakciónak nevezünk. Az elektronleadás és -felvétel egyidejűleg játszódik le. Oxidálószer
Elektrokémia Redoxireakciók: Minden olyan reakciót, amelyben elektron leadás és elektronfelvétel történik, redoxi reakciónak nevezünk. Az elektronleadás és -felvétel egyidejűleg játszódik le. Oxidálószer
BUDAPESTI MŰSZAKI EGYETEM Anyagtudomány és Technológia Tanszék. Hőkezelés 2. (PhD) féléves házi feladat. Acélok cementálása. Thiele Ádám WTOSJ2
 féléves házi feladat. Acélok cementálása. Thiele Ádám WTOSJ2") BUDAPESTI MŰSZAKI EGYETEM Anyagtudomány és Technológia Tanszék Hőkezelés. (PhD) féléves házi feladat Acélok cementálása Thiele Ádám WTOSJ Budaest, 11 Tartalomjegyzék 1. A termokémiai kezeléseknél lejátszódó
BUDAPESTI MŰSZAKI EGYETEM Anyagtudomány és Technológia Tanszék Hőkezelés. (PhD) féléves házi feladat Acélok cementálása Thiele Ádám WTOSJ Budaest, 11 Tartalomjegyzék 1. A termokémiai kezeléseknél lejátszódó
SZAKDOLGOZAT. Gömbcsap működtető orsó gyártástervezése
 Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Tartalomjegyzék. I./ A munkavédelmi ellenőrzések 2011. év I. félévében szerzett tapasztalatai 3
 Hírlevél 2011/7. Tartalomjegyzék I./ A munkavédelmi ellenőrzések 2011. év I. félévében szerzett tapasztalatai 3 II./ A munkaügyi ellenőrzések 2011. év I. félévében szerzett tapasztalatai 36 III./ A Munkavédelmi
Hírlevél 2011/7. Tartalomjegyzék I./ A munkavédelmi ellenőrzések 2011. év I. félévében szerzett tapasztalatai 3 II./ A munkaügyi ellenőrzések 2011. év I. félévében szerzett tapasztalatai 36 III./ A Munkavédelmi
HULLADÉK ÉGETÉS X. Előadás anyag
 TÁMOP-4.1.1.F-14/1/KONV-2015-0006 Az ipari hulladékgazdálkodás vállalati gyakorlata HULLADÉK ÉGETÉS X. Előadás anyag Dr. Molnár Tamás Géza Ph.D főiskolai docens SZTE MK Műszaki Intézet FŐBB TERMIKUS HULLADÉKHASZNOSÍTÁSI
TÁMOP-4.1.1.F-14/1/KONV-2015-0006 Az ipari hulladékgazdálkodás vállalati gyakorlata HULLADÉK ÉGETÉS X. Előadás anyag Dr. Molnár Tamás Géza Ph.D főiskolai docens SZTE MK Műszaki Intézet FŐBB TERMIKUS HULLADÉKHASZNOSÍTÁSI
Átlapolt horganyzott lemezek MIG/MAG hegesztése
 Átlapolt horganyzott lemezek MIG/MAG hegesztése Az ívhegesztés forrása számos a környezetre káros hatást okoz (UV sugárzás, zaj, füst, fröcskölés ), A horganyzással történı korrózió elleni védelem az autóiparban
Átlapolt horganyzott lemezek MIG/MAG hegesztése Az ívhegesztés forrása számos a környezetre káros hatást okoz (UV sugárzás, zaj, füst, fröcskölés ), A horganyzással történı korrózió elleni védelem az autóiparban
NYÍRBÁTOR VÁROSI ÖNKORMÁNYZAT 9/2004. (VII.15.) R E N D E L E T E. a Helyi Hulladékgazdálkodási Tervről
 R E N D E L E T E. a Helyi Hulladékgazdálkodási Tervről") NYÍRBÁTOR VÁROSI ÖNKORMÁNYZAT 9/2004. (VII.15.) R E N D E L E T E a Helyi Hulladékgazdálkodási Tervről A hulladékgazdálkodásról szóló 2000. évi XLIII. Tv. 35. (3) bekezdése alapján Nyírbátor Város Önkormányzat
NYÍRBÁTOR VÁROSI ÖNKORMÁNYZAT 9/2004. (VII.15.) R E N D E L E T E a Helyi Hulladékgazdálkodási Tervről A hulladékgazdálkodásról szóló 2000. évi XLIII. Tv. 35. (3) bekezdése alapján Nyírbátor Város Önkormányzat
FOTÓKATALIZÁTOROS LEVEGİTISZTÍTÓ MODELL AP-3
 FOTÓKATALIZÁTOROS LEVEGİTISZTÍTÓ MODELL AP-3 HASZNÁLATI UTASÍTÁS Gratulálunk a levegıtisztító megvásárlásához. Kérjük, olvassa el figyelmesen ezt a használati utasítást, hogy megismerje a készülék megfelelı
FOTÓKATALIZÁTOROS LEVEGİTISZTÍTÓ MODELL AP-3 HASZNÁLATI UTASÍTÁS Gratulálunk a levegıtisztító megvásárlásához. Kérjük, olvassa el figyelmesen ezt a használati utasítást, hogy megismerje a készülék megfelelı
(C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.
 Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.") HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
A tűzoltás módjai. A nem tökéletes égéskor keletkező mérgező anyagok
 2. Egy szerves oldószerrel végzett munkafolyamat során az üzemben tűz keletkezett. Ennek kapcsán beszéljen munkatársaival a tűzoltás módjairól és a tűz bejelentésének szabályairól! Magyarázza el egy tűzoltó
2. Egy szerves oldószerrel végzett munkafolyamat során az üzemben tűz keletkezett. Ennek kapcsán beszéljen munkatársaival a tűzoltás módjairól és a tűz bejelentésének szabályairól! Magyarázza el egy tűzoltó
Remeha P 320. Olaj/gáz tüzelésű kazánok GÉPKÖNYV. Magyar 19/10/05
 Remeha P 320 Olaj/gáz tüzelésű kazánok Magyar 19/10/05 GÉPKÖNYV - Tartalom Bevezetés...................................................................................3 Leírás......................................................................................4
Remeha P 320 Olaj/gáz tüzelésű kazánok Magyar 19/10/05 GÉPKÖNYV - Tartalom Bevezetés...................................................................................3 Leírás......................................................................................4
(11) Lajstromszám: E 003 977 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 003 977 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000003977T2! (19) HU (11) Lajstromszám: E 003 977 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal (21) Magyar ügyszám: E 06 008081 (22) A bejelentés napja: 06. 04. 19. (96) Az európai bejelentés
!HU000003977T2! (19) HU (11) Lajstromszám: E 003 977 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal (21) Magyar ügyszám: E 06 008081 (22) A bejelentés napja: 06. 04. 19. (96) Az európai bejelentés
31/1994. (XI. 10.) IKM rendelet. Hegesztési Biztonsági Szabályzat kiadásáról. Hegesztési Biztonsági Szabályzat
 IKM rendelet. Hegesztési Biztonsági Szabályzat kiadásáról. Hegesztési Biztonsági Szabályzat") 1. oldal, összesen: 24 1. oldal, összesen: 24 43/1999. (VIII. 4.) GM rendelet a Hegesztési Biztonsági Szabályzat kiadásáról szóló. (XI. 10.) IKM rendelet módosításáról A munkavédelemr l szóló 1993. évi
1. oldal, összesen: 24 1. oldal, összesen: 24 43/1999. (VIII. 4.) GM rendelet a Hegesztési Biztonsági Szabályzat kiadásáról szóló. (XI. 10.) IKM rendelet módosításáról A munkavédelemr l szóló 1993. évi
II. 2.) A szállítható nem veszélyes hulladékok megnevezése, EWC kódja és mennyisége:
 A szállítható nem veszélyes hulladékok megnevezése, EWC kódja és mennyisége:") ÉSZAK-DUNÁNTÚLI KÖRNYEZETVÉDELMI, TERMÉSZETVÉDELMI ÉS VÍZÜGYI FELÜGYELŐSÉG 9021 Győr, Árpád u.28-32. Levélcím:9002 Győr,Pf.471. Telefon: Központi: 96/524-000, Ügyfélszolgálat: 96/524-001 Fax: 96/524-024
ÉSZAK-DUNÁNTÚLI KÖRNYEZETVÉDELMI, TERMÉSZETVÉDELMI ÉS VÍZÜGYI FELÜGYELŐSÉG 9021 Győr, Árpád u.28-32. Levélcím:9002 Győr,Pf.471. Telefon: Központi: 96/524-000, Ügyfélszolgálat: 96/524-001 Fax: 96/524-024
Az infravörös spektroszkópia analitikai alkalmazása
 Az infravörös spektroszkópia analitikai alkalmazása Egy molekula nemcsak haladó mozgást végez, de az atomjai (atomcsoportjai) egymáshoz képest is állandó mozgásban vannak. Tételezzünk fel egy olyan mechanikai
Az infravörös spektroszkópia analitikai alkalmazása Egy molekula nemcsak haladó mozgást végez, de az atomjai (atomcsoportjai) egymáshoz képest is állandó mozgásban vannak. Tételezzünk fel egy olyan mechanikai
JÁRMŰIPARI VÉKONYLEMEZEK ÍV- ÉS ELLENÁLLÁS-PONTHEGESZTÉSE
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Anyagszerkezettani és Anyagtechnológiai Intézet JÁRMŰIPARI VÉKONYLEMEZEK ÍV- ÉS ELLENÁLLÁS-PONTHEGESZTÉSE Mitró Lajos WIH6AS 3950 Sárospatak, Hunyadi
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Anyagszerkezettani és Anyagtechnológiai Intézet JÁRMŰIPARI VÉKONYLEMEZEK ÍV- ÉS ELLENÁLLÁS-PONTHEGESZTÉSE Mitró Lajos WIH6AS 3950 Sárospatak, Hunyadi
Érintésvédelemmel kapcsolatos jogszabályok
 2006-ra végre egy új rendelettel szabályozták az érintésvédelmi szerelői ellenőrzések és szabványossági felülvizsgálatok rendszeres elvégzését. Az alábbiakban az érintésvédelmi felülvizsgálatok elvégzésének
2006-ra végre egy új rendelettel szabályozták az érintésvédelmi szerelői ellenőrzések és szabványossági felülvizsgálatok rendszeres elvégzését. Az alábbiakban az érintésvédelmi felülvizsgálatok elvégzésének
EMELT SZINTŰ ÍRÁSBELI VIZSGA
 É RETTSÉGI VIZSGA 2014. október 21. KÉMIA EMELT SZINTŰ ÍRÁSBELI VIZSGA 2014. október 21. 14:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK MINISZTÉRIUMA
É RETTSÉGI VIZSGA 2014. október 21. KÉMIA EMELT SZINTŰ ÍRÁSBELI VIZSGA 2014. október 21. 14:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK MINISZTÉRIUMA
MAGYAR RÉZPIACI KÖZPONT. 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu
 MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
Mesterkurzusok hegeszt szakembereknek
 Mesterkurzusok hegeszt szakembereknek Hegeszt anyagok PORTÖLTÉSES HUZALELEKTRÓDÁK Dr. Tóth Károly Budapest, 2013.05.17 Az alábbiakban a fogyóelektródás ívhegesztésnél felhasználásra kerül portöltéses huzalelektródákkal
Mesterkurzusok hegeszt szakembereknek Hegeszt anyagok PORTÖLTÉSES HUZALELEKTRÓDÁK Dr. Tóth Károly Budapest, 2013.05.17 Az alábbiakban a fogyóelektródás ívhegesztésnél felhasználásra kerül portöltéses huzalelektródákkal
Írta: Kovács Csaba 2008. december 11. csütörtök, 20:51 - Módosítás: 2010. február 14. vasárnap, 15:44
 A 21. század legfontosabb kulcskérdése az energiaellátás. A legfontosabb környezeti probléma a fosszilis energiahordozók elégetéséből származó széndioxid csak növekszik, aminek következmény a Föld éghajlatának
A 21. század legfontosabb kulcskérdése az energiaellátás. A legfontosabb környezeti probléma a fosszilis energiahordozók elégetéséből származó széndioxid csak növekszik, aminek következmény a Föld éghajlatának
KÖZÉP-DUNÁNTÚLI KÖRNYEZETVÉDELMI ÉS TERMÉSZETVÉDELMI FELÜGYELŐSÉG
 KÖZÉP-DUNÁNTÚLI KÖRNYEZETVÉDELMI ÉS TERMÉSZETVÉDELMI FELÜGYELŐSÉG Tárgy: Hulladékgazdálkodási engedély Ügyszám: 25632/2014. Iktatószám: 24353/2015. Ügyintéző: Görög Annamária H A T Á R O Z A T 1.00 Engedélyes:
KÖZÉP-DUNÁNTÚLI KÖRNYEZETVÉDELMI ÉS TERMÉSZETVÉDELMI FELÜGYELŐSÉG Tárgy: Hulladékgazdálkodási engedély Ügyszám: 25632/2014. Iktatószám: 24353/2015. Ügyintéző: Görög Annamária H A T Á R O Z A T 1.00 Engedélyes:
1. A VILLAMOSENERGIA-TERMELÉS ÉS ÁTVITEL JELENTŐSÉGE
 Villamos művek 1. A VILLAMOSENERIA-TERMELÉS ÉS ÁTVITEL JELENTŐSÉE Napjainkban életünk minden területén nélkülözhetetlenné vált a villamos energia felhasználása. Jelentősége mindenki számára akkor válik
Villamos művek 1. A VILLAMOSENERIA-TERMELÉS ÉS ÁTVITEL JELENTŐSÉE Napjainkban életünk minden területén nélkülözhetetlenné vált a villamos energia felhasználása. Jelentősége mindenki számára akkor válik
A furatfémezett nyomtatott huzalozású lemezek előállítása
 A furatfémezett nyomtatott huzalozású lemezek előállítása A nyomtatott huzalozású lemezek előállítására a szubtraktív, a féladditív és az additív technológia terjedt el. Mindhárom technológia egyaránt
A furatfémezett nyomtatott huzalozású lemezek előállítása A nyomtatott huzalozású lemezek előállítására a szubtraktív, a féladditív és az additív technológia terjedt el. Mindhárom technológia egyaránt
Alsó-Tisza-vidéki Környezetvédelmi, Természetvédelmi és Vízügyi Felügyel ség
 Alsó-Tisza-vidéki Környezetvédelmi, Természetvédelmi és Vízügyi Felügyel ség Szám: 78.004-2-8/2013. Ea.: Dr. Kiss Renáta Lovrityné Kiss Beáta (leveg védelem + összefogó) Hargitai Attila (víz- és talajvéd.)
Alsó-Tisza-vidéki Környezetvédelmi, Természetvédelmi és Vízügyi Felügyel ség Szám: 78.004-2-8/2013. Ea.: Dr. Kiss Renáta Lovrityné Kiss Beáta (leveg védelem + összefogó) Hargitai Attila (víz- és talajvéd.)
Gépbiztonság. Biztonságtechnikai és szabványok áttekintése.
 Gépbiztonság. Biztonságtechnikai és szabványok áttekintése. 1. Bevezetés. A gépek biztonsága tekintetében az EU.ban több szintű szabványrendszer van kialakítva, amely a gépek lehető legszélesebb körét
Gépbiztonság. Biztonságtechnikai és szabványok áttekintése. 1. Bevezetés. A gépek biztonsága tekintetében az EU.ban több szintű szabványrendszer van kialakítva, amely a gépek lehető legszélesebb körét
A korrózió elleni védekezés módszerei. Megfelelő szerkezeti anyag alkalmazása
 A korrózió elleni védekezés módszerei Megfelelő szerkezeti anyag kiválasztása és alkalmazása Elektrokémiai védelem A korróziós közeg agresszivitásának csökkentése (inhibitorok alkalmazása) Korrózió-elleni
A korrózió elleni védekezés módszerei Megfelelő szerkezeti anyag kiválasztása és alkalmazása Elektrokémiai védelem A korróziós közeg agresszivitásának csökkentése (inhibitorok alkalmazása) Korrózió-elleni
Könnyűfém és szuperötvözetek
 Könnyűfém és szuperötvözetek Anyagismeret a gyakorlatban Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék Az előadás fő pontjai A könnyűfémek definíciója Alumínium és ötvözetei Magnézium és
Könnyűfém és szuperötvözetek Anyagismeret a gyakorlatban Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék Az előadás fő pontjai A könnyűfémek definíciója Alumínium és ötvözetei Magnézium és
SALGÓTARJÁNI MADÁCH IMRE GIMNÁZIUM 3100 Salgótarján, Arany János út 12. Pedagógiai program. Kémia tantárgy kerettanterve
 SALGÓTARJÁNI MADÁCH IMRE GIMNÁZIUM 3100 Salgótarján, Arany János út 12. Pedagógiai program Kémia tantárgy kerettanterve KÉMIA HELYI TANTERV A kémia tantárgy teljes óraterve 9. osztály 10. osztály Heti
SALGÓTARJÁNI MADÁCH IMRE GIMNÁZIUM 3100 Salgótarján, Arany János út 12. Pedagógiai program Kémia tantárgy kerettanterve KÉMIA HELYI TANTERV A kémia tantárgy teljes óraterve 9. osztály 10. osztály Heti
Kétoldalas, furatfémezett nyomtatott huzalozású lemez készítése
 Kétoldalas, furatfémezett nyomtatott huzalozású lemez készítése - x x x - 1. gyakorlat - x x x - Fúrás (méretre vágott, kifúrt lemezekkel indulunk) Furatfémezés Cél, a folírozott lemez lyukainak falára
Kétoldalas, furatfémezett nyomtatott huzalozású lemez készítése - x x x - 1. gyakorlat - x x x - Fúrás (méretre vágott, kifúrt lemezekkel indulunk) Furatfémezés Cél, a folírozott lemez lyukainak falára
1993. évi XCIII. törvény. a munkavédelemrıl. I. Fejezet ÁLTALÁNOS RENDELKEZÉSEK. Alapelvek
 A jogszabály 2010. április 2. napon hatályos állapota 1993. évi XCIII. törvény a munkavédelemrıl E törvény célja, hogy az Alkotmányban foglalt elvek alapján szabályozza az egészséget nem veszélyeztetı
A jogszabály 2010. április 2. napon hatályos állapota 1993. évi XCIII. törvény a munkavédelemrıl E törvény célja, hogy az Alkotmányban foglalt elvek alapján szabályozza az egészséget nem veszélyeztetı
Galvanizálás a híradástechnikában
 BAJOR ANDRÁS F A R K A S SÁNDOR ORION Galvanizálás a híradástechnikában ETO 621.337.6/7:621.39 Az ipari fejlődés során az eredetileg díszítő és korrózióvédő bevonatok előállítására szolgáló galvanizálást
BAJOR ANDRÁS F A R K A S SÁNDOR ORION Galvanizálás a híradástechnikában ETO 621.337.6/7:621.39 Az ipari fejlődés során az eredetileg díszítő és korrózióvédő bevonatok előállítására szolgáló galvanizálást
Családi házak utólagos hőszigetelése. ROCKWOOL kőzetgyapottal
 Családi házak utólagos hőszigetelése ROCKWOOL kőzetgyapottal 1 Kímélje pénztárcáját és Földünket egyaránt! A hőszigetelés azon kevés befektetések egyike, melyek egy családi ház élet tartama során többszörösen
Családi házak utólagos hőszigetelése ROCKWOOL kőzetgyapottal 1 Kímélje pénztárcáját és Földünket egyaránt! A hőszigetelés azon kevés befektetések egyike, melyek egy családi ház élet tartama során többszörösen
Mellékelten továbbítjuk a delegációknak a D042280/04 számú dokumentumot.
 Az Európai Unió Tanácsa Brüsszel, 2016. április 4. (OR. en) 7478/16 ENV 190 FEDŐLAP Küldi: az Európai Bizottság Az átvétel dátuma: 2016. március 29. Címzett: a Tanács Főtitkársága Biz. dok. sz.: D042280/04
Az Európai Unió Tanácsa Brüsszel, 2016. április 4. (OR. en) 7478/16 ENV 190 FEDŐLAP Küldi: az Európai Bizottság Az átvétel dátuma: 2016. március 29. Címzett: a Tanács Főtitkársága Biz. dok. sz.: D042280/04
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
Integrált áramkörök/1. Informatika-elekronika előadás 10/20/2007
 Integrált áramkörök/1 Informatika-elekronika előadás 10/20/2007 Mai témák Fejlődési tendenciák, roadmap-ek VLSI alapfogalmak A félvezető gyártás alapműveletei A MOS IC gyártás lépései 10/20/2007 2/48 Integrált
Integrált áramkörök/1 Informatika-elekronika előadás 10/20/2007 Mai témák Fejlődési tendenciák, roadmap-ek VLSI alapfogalmak A félvezető gyártás alapműveletei A MOS IC gyártás lépései 10/20/2007 2/48 Integrált
Szóbeli vizsgatantárgyak. 1. Kohászati technológia 2. Kohászati géptan 3. Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 52 5432 06/V
 Szóbeli vizsgatantárgyak 1. Kohászati technológia 2. Kohászati géptan 3. Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Kohászati technológia tantárgy szóbeli vizsgatételei 1. a. Ismertesse
Szóbeli vizsgatantárgyak 1. Kohászati technológia 2. Kohászati géptan 3. Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Kohászati technológia tantárgy szóbeli vizsgatételei 1. a. Ismertesse
Dr. Papp Renáta Dr. Balogh Sándor PhD c. egy. docens: KOCKÁZAT FOGALMA KOCKÁZAT ELEMZÉS A MUNKAHELYEN KOCKÁZAT-BECSLÉS
 Dr. Papp Renáta Dr. Balogh Sándor PhD c. egy. docens: KOCKÁZAT FOGALMA KOCKÁZAT ELEMZÉS A MUNKAHELYEN KOCKÁZAT-BECSLÉS A "kockázat" és értékelésének fogalma az Európai Unió alapvető munkavédelmi jogforrásából,
Dr. Papp Renáta Dr. Balogh Sándor PhD c. egy. docens: KOCKÁZAT FOGALMA KOCKÁZAT ELEMZÉS A MUNKAHELYEN KOCKÁZAT-BECSLÉS A "kockázat" és értékelésének fogalma az Európai Unió alapvető munkavédelmi jogforrásából,
Energiatakarékosság gazdasági épületek építésénél és üzemeltetésénél
 BME OMIKK ENERGIAELLÁTÁS, ENERGIATAKARÉKOSSÁG VILÁGSZERTE 45. k. 2. sz. 2006. p. 16 23. Racionális energiafelhasználás, energiatakarékosság Energiatakarékosság gazdasági épületek építésénél és üzemeltetésénél
BME OMIKK ENERGIAELLÁTÁS, ENERGIATAKARÉKOSSÁG VILÁGSZERTE 45. k. 2. sz. 2006. p. 16 23. Racionális energiafelhasználás, energiatakarékosság Energiatakarékosság gazdasági épületek építésénél és üzemeltetésénél
Fémes szerkezeti anyagok
 Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Védőbevonatok Szigetelőbevonat-forrasztási segédanyag, galvanikus védelem
 Védőbevonatok Szigetelőbevonat-forrasztási segédanyag, galvanikus védelem PLASTIK 70 Univerzális bevonat nyomtatott áramköri kártyákhoz A PLASTIK 70 gyorsan száradó, áttetsző, jó dielektromos tulajdonságokkal
Védőbevonatok Szigetelőbevonat-forrasztási segédanyag, galvanikus védelem PLASTIK 70 Univerzális bevonat nyomtatott áramköri kártyákhoz A PLASTIK 70 gyorsan száradó, áttetsző, jó dielektromos tulajdonságokkal
Épületgépészeti csőanyagok kiválasztási szempontjai és szereléstechnikája. Épületgépészeti kivitelezési ismeretek 2012. szeptember 6.
 Épületgépészeti csőanyagok kiválasztási szempontjai és szereléstechnikája Épületgépészeti kivitelezési ismeretek 2012. szeptember 6. 1 Az anyagválasztás szempontjai: Rendszerkövetelmények: hőmérséklet
Épületgépészeti csőanyagok kiválasztási szempontjai és szereléstechnikája Épületgépészeti kivitelezési ismeretek 2012. szeptember 6. 1 Az anyagválasztás szempontjai: Rendszerkövetelmények: hőmérséklet
126/2003. (VIII. 15.) KORM. RENDELET A HULLADÉKGAZDÁLKODÁSI TERVEK RÉSZLETES TARTALMI KÖVETELMÉNYÉRŐL
 KORM. RENDELET A HULLADÉKGAZDÁLKODÁSI TERVEK RÉSZLETES TARTALMI KÖVETELMÉNYÉRŐL") 126/2003. (VIII. 15.) KORM. RENDELET A HULLADÉKGAZDÁLKODÁSI TERVEK RÉSZLETES TARTALMI KÖVETELMÉNYÉRŐL A Kormány a hulladékgazdálkodásról szóló 2000. évi XLIII. törvény (a továbbiakban: Hgt.) 59. -a (1)
126/2003. (VIII. 15.) KORM. RENDELET A HULLADÉKGAZDÁLKODÁSI TERVEK RÉSZLETES TARTALMI KÖVETELMÉNYÉRŐL A Kormány a hulladékgazdálkodásról szóló 2000. évi XLIII. törvény (a továbbiakban: Hgt.) 59. -a (1)
AZ RD-33 HAJTÓMŰ SZERKEZETI FELÉPÍTÉSÉNEK ISMERTETÉSE. Elektronikus tansegédlet az RD-33 hajtómű szerkezettani oktatásához
 Vetor László Richard AZ RD-33 HAJTÓMŰ SZERKEZETI FELÉPÍTÉSÉNEK ISMERTETÉSE Elektronikus tansegédlet az RD-33 hajtómű szerkezettani oktatásához A tansegédlet felépítése A bemutatón belül az RD-33 hajtómű
Vetor László Richard AZ RD-33 HAJTÓMŰ SZERKEZETI FELÉPÍTÉSÉNEK ISMERTETÉSE Elektronikus tansegédlet az RD-33 hajtómű szerkezettani oktatásához A tansegédlet felépítése A bemutatón belül az RD-33 hajtómű
Anyagszerkezettan vizsgajegyzet
 - 1 - Anyagszerkezettan vizsgajegyzet Előadástémák: 1. Atomszerkezet 1.1. Atommag 1.2. Atomszám 1.3. Atomtömeg 1.4. Bohr-féle atommodell 1.5. Schrödinger-egyenlet 1.6. Kvantumszámok 1.7. Elektron orbitál
- 1 - Anyagszerkezettan vizsgajegyzet Előadástémák: 1. Atomszerkezet 1.1. Atommag 1.2. Atomszám 1.3. Atomtömeg 1.4. Bohr-féle atommodell 1.5. Schrödinger-egyenlet 1.6. Kvantumszámok 1.7. Elektron orbitál
Szakképesítés: 32 582 06 Vízszigetelő, melegburkoló Szóbeli vizsgatevékenység A vizsgafeladat megnevezése: Melegburkolatok anyagai, technológiái
 A vizsgafeladat ismertetése: - Melegburkolatok készítéséhez szükséges anyagok, eszközök ismerete. - Melegburkolási technológiák ismertetése központi tételsor alapján. Amennyiben a tétel kidolgozásához
A vizsgafeladat ismertetése: - Melegburkolatok készítéséhez szükséges anyagok, eszközök ismerete. - Melegburkolási technológiák ismertetése központi tételsor alapján. Amennyiben a tétel kidolgozásához
Alsó-Tisza-vidéki Környezetvédelmi, Természetvédelmi és Vízügyi Felügyel ség
 Alsó-Tisza-vidéki Környezetvédelmi, Természetvédelmi és Vízügyi Felügyel ség Szám: 85.157-1-7/2011. Ea: dr. Balthazár Éva Pádár Csilla Tárgy: hulladékkezelési engedély H A T Á R O Z A T A Biopetrol Környezettechnikai
Alsó-Tisza-vidéki Környezetvédelmi, Természetvédelmi és Vízügyi Felügyel ség Szám: 85.157-1-7/2011. Ea: dr. Balthazár Éva Pádár Csilla Tárgy: hulladékkezelési engedély H A T Á R O Z A T A Biopetrol Környezettechnikai
5. Biztonságtechnikai ismeretek. 5.1. A villamos áram hatása az emberi szervezetre
 5. Biztonságtechnikai ismeretek 5.1. A villamos áram hatása az emberi szervezetre Az emberi test maga is vezető, ezért ha a test különböző pontjai között potenciálkülönbség lép fel, a testen áram indul
5. Biztonságtechnikai ismeretek 5.1. A villamos áram hatása az emberi szervezetre Az emberi test maga is vezető, ezért ha a test különböző pontjai között potenciálkülönbség lép fel, a testen áram indul
SZAKÁLL SÁNDOR, ÁsVÁNY- És kőzettan ALAPJAI
 SZAKÁLL SÁNDOR, ÁsVÁNY- És kőzettan ALAPJAI 4 AZ ÁSVÁNYTaN ÉS kőzettan TÁRGYa, alapfogalmak IV. AZ ÁsVÁNYOK (És kőzetek) KELETKEZÉsE 1. BEVEZETÉs Bárhol képződhetnek ásványok (kőzetek), ha gőzök, olvadékok
SZAKÁLL SÁNDOR, ÁsVÁNY- És kőzettan ALAPJAI 4 AZ ÁSVÁNYTaN ÉS kőzettan TÁRGYa, alapfogalmak IV. AZ ÁsVÁNYOK (És kőzetek) KELETKEZÉsE 1. BEVEZETÉs Bárhol képződhetnek ásványok (kőzetek), ha gőzök, olvadékok
ELEKTROMOS SZÁMÍTÓGÉPEK BIZTOSÍTÁSA BIZTOSÍTÁSI FELTÉTELEK ÉS ÜGYFÉLTÁJÉKOZTATÓ
 GB227 JELŰ ELEKTROMOS BERENDEZÉSEK ÉS SZÁMÍTÓGÉPEK BIZTOSÍTÁSA BIZTOSÍTÁSI FELTÉTELEK ÉS ÜGYFÉLTÁJÉKOZTATÓ Az OTP Csoport partnere ALAPBIZTOSÍTÁS Groupama Biztosító Zrt. 1146 Budapest, Erzsébet királyné
GB227 JELŰ ELEKTROMOS BERENDEZÉSEK ÉS SZÁMÍTÓGÉPEK BIZTOSÍTÁSA BIZTOSÍTÁSI FELTÉTELEK ÉS ÜGYFÉLTÁJÉKOZTATÓ Az OTP Csoport partnere ALAPBIZTOSÍTÁS Groupama Biztosító Zrt. 1146 Budapest, Erzsébet királyné
GÉNIUSZ DÍJ - 2006. EcoDryer. Eljárás és berendezés szemestermények tárolásközbeni áramló levegős szárítására és minőségmegóvó szellőztetésére
 GÉNIUSZ DÍJ - 2006 EcoDryer Eljárás és berendezés szemestermények tárolásközbeni áramló levegős szárítására és minőségmegóvó szellőztetésére Működési ismertető Mezőgazdasági Technológia Fejlesztő és Kereskedelmi
GÉNIUSZ DÍJ - 2006 EcoDryer Eljárás és berendezés szemestermények tárolásközbeni áramló levegős szárítására és minőségmegóvó szellőztetésére Működési ismertető Mezőgazdasági Technológia Fejlesztő és Kereskedelmi
5. Mérés Transzformátorok
 5. Mérés Transzformátorok A transzformátor a váltakozó áramú villamos energia, feszültség, ill. áram értékeinek megváltoztatására (transzformálására) alkalmas villamos gép... Működési elv A villamos energia
5. Mérés Transzformátorok A transzformátor a váltakozó áramú villamos energia, feszültség, ill. áram értékeinek megváltoztatására (transzformálására) alkalmas villamos gép... Működési elv A villamos energia
KÖZÉP-DUNA-VÖLGYI KÖRNYEZETVÉDELMI, TERMÉSZETVÉDELMI ÉS VÍZÜGYI FELÜGYELŐSÉG
 KÖZÉP-DUNA-VÖLGYI KÖRNYEZETVÉDELMI, TERMÉSZETVÉDELMI ÉS VÍZÜGYI FELÜGYELŐSÉG Kérjük, vá laszában hivatkozzon iktatószá munkra! Ikt. sz.: KTVF: 525-5/2012. Tárgy: Tóalmás 4. számú transzformátor állomás
KÖZÉP-DUNA-VÖLGYI KÖRNYEZETVÉDELMI, TERMÉSZETVÉDELMI ÉS VÍZÜGYI FELÜGYELŐSÉG Kérjük, vá laszában hivatkozzon iktatószá munkra! Ikt. sz.: KTVF: 525-5/2012. Tárgy: Tóalmás 4. számú transzformátor állomás
Vízgyűjtő-gazdálkodási Terv - 2015 A Duna-vízgyűjtő magyarországi része. 8-6 melléklet: Települési csapadékvíz-gazdálkodási útmutató
 8-6 melléklet: Települési csapadékvíz-gazdálkodási útmutató A víz élet, gondozzuk közösen! VÍZGYŰJTŐ-GAZDÁLKODÁSI TERV - 2015 Települési csapadékvíz-gazdálkodási útmutató A jó gyakorlat Készítette: Buzás
8-6 melléklet: Települési csapadékvíz-gazdálkodási útmutató A víz élet, gondozzuk közösen! VÍZGYŰJTŐ-GAZDÁLKODÁSI TERV - 2015 Települési csapadékvíz-gazdálkodási útmutató A jó gyakorlat Készítette: Buzás
ZALAEGERSZEG VÁROS LEVEGİTERHELTSÉGI SZINTJÉNEK CSÖKKENTÉSÉT SZOLGÁLÓ. Szombathely, 2013.
 ZALAEGERSZEG VÁROS LEVEGİTERHELTSÉGI SZINTJÉNEK CSÖKKENTÉSÉT SZOLGÁLÓ LEVEGİMINİSÉGI TERV Szombathely, 2013. Tel.: (94) 506 700 Fax: (94) 313 283 E-mail: nyugatdunantuli@zoldhatosag.hu Tartalom Bevezetés...
ZALAEGERSZEG VÁROS LEVEGİTERHELTSÉGI SZINTJÉNEK CSÖKKENTÉSÉT SZOLGÁLÓ LEVEGİMINİSÉGI TERV Szombathely, 2013. Tel.: (94) 506 700 Fax: (94) 313 283 E-mail: nyugatdunantuli@zoldhatosag.hu Tartalom Bevezetés...
Radioizotópok az üzemanyagban
 Tartalomjegyzék Radioizotópok az üzemanyagban 1. Radioizotópok friss üzemanyagban 2. Radioizotópok besugárzott üzemanyagban 2.1. Hasadási termékek 2.2. Transzurán elemek 3. Az üzemanyag szerkezetének alakulása
Tartalomjegyzék Radioizotópok az üzemanyagban 1. Radioizotópok friss üzemanyagban 2. Radioizotópok besugárzott üzemanyagban 2.1. Hasadási termékek 2.2. Transzurán elemek 3. Az üzemanyag szerkezetének alakulása
Hővisszanyerés a sütödékben
 BME OMIKK ENERGIAELLÁTÁS, ENERGIATAKARÉKOSSÁG VILÁGSZERTE 45. k. 9. sz. 2006. p. 61 67. Racionális energiafelhasználás, energiatakarékosság Hővisszanyerés a sütödékben A kenyérsütés az egyik legenergiaigényesebb
BME OMIKK ENERGIAELLÁTÁS, ENERGIATAKARÉKOSSÁG VILÁGSZERTE 45. k. 9. sz. 2006. p. 61 67. Racionális energiafelhasználás, energiatakarékosság Hővisszanyerés a sütödékben A kenyérsütés az egyik legenergiaigényesebb
atmocraft VK 654/9 1654/9 HU; PL
 atmocraft VK 654/9 654/9 HU; PL Szakemberek számára Szerelési és karbantartási útmutató atmocraft Gázüzemű fűtőkazán HU Tartalomjegyzék Tartalomjegyzék Megjegyzések a dokumentációhoz........ 3. A dokumentumok
atmocraft VK 654/9 654/9 HU; PL Szakemberek számára Szerelési és karbantartási útmutató atmocraft Gázüzemű fűtőkazán HU Tartalomjegyzék Tartalomjegyzék Megjegyzések a dokumentációhoz........ 3. A dokumentumok
31 521 11 0100 31 04 Gázhegesztő Hegesztő 31 521 11 0000 00 00 Hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
KÉMIA. Kiss Árpád Országos Közoktatási Szolgáltató Intézmény Vizsgafejlesztő Központ 2003
 KÉMIA Kiss Árpád Országos Közoktatási Szolgáltató Intézmény Vizsgafejlesztő Központ 2003 ű érettségire felkészítő tananyag tanterve /11-12. ill. 12-13. évfolyam/ Elérendő célok: a természettudományos gondolkodás
KÉMIA Kiss Árpád Országos Közoktatási Szolgáltató Intézmény Vizsgafejlesztő Központ 2003 ű érettségire felkészítő tananyag tanterve /11-12. ill. 12-13. évfolyam/ Elérendő célok: a természettudományos gondolkodás
Tanulói munkafüzet. FIZIKA 10. évfolyam 2015.
 Tanulói munkafüzet FIZIKA 10. évfolyam 2015. Összeállította: Scitovszky Szilvia Lektorálta: Dr. Kornis János Szakképző Iskola és ban 1 Tartalom Munka- és balesetvédelmi, tűzvédelmi szabályok... 2 1-2.
Tanulói munkafüzet FIZIKA 10. évfolyam 2015. Összeállította: Scitovszky Szilvia Lektorálta: Dr. Kornis János Szakképző Iskola és ban 1 Tartalom Munka- és balesetvédelmi, tűzvédelmi szabályok... 2 1-2.
Utángyártott autóalkatrészek és Volkswagen Eredeti Alkatrészek minőségi összehasonlítása
 PORSCHE HUNGARIA Kommunikációs Igazgatóság Utángyártott autóalkatrészek és Volkswagen Eredeti Alkatrészek minőségi összehasonlítása Kraftfahrzeugtechnisches Institut und Karosseriewerkstätte GmbH & Co.
PORSCHE HUNGARIA Kommunikációs Igazgatóság Utángyártott autóalkatrészek és Volkswagen Eredeti Alkatrészek minőségi összehasonlítása Kraftfahrzeugtechnisches Institut und Karosseriewerkstätte GmbH & Co.
2. A MIKROBÁK ÉS SZAPORÍTÁSUK
 2. A MIKROBÁK ÉS SZAPORÍTÁSUK A biológiai ipar jellemzően mikroorganizmusokat, vagy állati és növényi szervezetek elkülönített sejtjeit szaporítja el, és ezek anyagcseréjét használja fel a kívánt folyamatok
2. A MIKROBÁK ÉS SZAPORÍTÁSUK A biológiai ipar jellemzően mikroorganizmusokat, vagy állati és növényi szervezetek elkülönített sejtjeit szaporítja el, és ezek anyagcseréjét használja fel a kívánt folyamatok
Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket!
 Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket! Oldható kötés: Oldható kötések azok a kötések, melyek a kötőelem roncsolása nélkül oldhatóak. Ilyen kötés lehet például az ék-,
Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket! Oldható kötés: Oldható kötések azok a kötések, melyek a kötőelem roncsolása nélkül oldhatóak. Ilyen kötés lehet például az ék-,
SZIGETHALOM VÁROS ÖNKORMÁNYZATA TELEPÜLÉSI HULLADÉKGAZDÁLKODÁSI TERV 2009-2014
 SZIGETHALOM VÁROS ÖNKORMÁNYZATA TELEPÜLÉSI HULLADÉKGAZDÁLKODÁSI TERV 2009-2014 Készítette: Petrényi Ágnes Okl. környezetgazdálkodási agrármérnök Budapest, 2009. június T F E W 1133 Budapest Árboc u. 4.
SZIGETHALOM VÁROS ÖNKORMÁNYZATA TELEPÜLÉSI HULLADÉKGAZDÁLKODÁSI TERV 2009-2014 Készítette: Petrényi Ágnes Okl. környezetgazdálkodási agrármérnök Budapest, 2009. június T F E W 1133 Budapest Árboc u. 4.
Alsó-Tisza-vidéki Környezetvédelmi, Természetvédelmi és Vízügyi Felügyel ség
 1 Alsó-Tisza-vidéki Környezetvédelmi, Természetvédelmi és Vízügyi Felügyel ség Ügyiratszám: 79979-1-/20. Tárgy: Veszélyes és nem veszélyes hulla- El adó: dr. Séra Judit (jogi) dék begy jtés és szállítás
1 Alsó-Tisza-vidéki Környezetvédelmi, Természetvédelmi és Vízügyi Felügyel ség Ügyiratszám: 79979-1-/20. Tárgy: Veszélyes és nem veszélyes hulla- El adó: dr. Séra Judit (jogi) dék begy jtés és szállítás
Tárgyszavak: öntött poliamid; prototípus; kis sorozatok gyártása; NylonMold eljárás; Forma1 modell; K2004; vízmelegítő fűtőblokkja; új PA-típusok.
 MÛANYAGFAJTÁK Újdonságok a poliamidtermékek és a poliamidtípusok gyártásában Tárgyszavak: öntött poliamid; prototípus; kis sorozatok gyártása; NylonMold eljárás; Forma1 modell; K2004; vízmelegítő fűtőblokkja;
MÛANYAGFAJTÁK Újdonságok a poliamidtermékek és a poliamidtípusok gyártásában Tárgyszavak: öntött poliamid; prototípus; kis sorozatok gyártása; NylonMold eljárás; Forma1 modell; K2004; vízmelegítő fűtőblokkja;
DUNAMENTI TŰZVÉDELEM RT. H-2131 GÖD, Nemeskéri Kiss Miklós u. 33. kivitelezes_polyplast_k_ka belatvezetes_v1 Munkautasítás
 1.0. Az általános munkavédelmi utasításban foglaltakon túli sajátos veszélyek A kábelátvezetések való kitöltése során előforduló veszélyek: - a hatóanyag összeállításánál, keverésénél, a felhordásánál
1.0. Az általános munkavédelmi utasításban foglaltakon túli sajátos veszélyek A kábelátvezetések való kitöltése során előforduló veszélyek: - a hatóanyag összeállításánál, keverésénél, a felhordásánál
A fém kezelésének optimalizálása zománcozás eltt. Dr. Reiner Dickbreder, KIESOV GmbH EMAIL Mitteilungen, 2005/3
 A fém kezelésének optimalizálása zománcozás eltt. Dr. Reiner Dickbreder, KIESOV GmbH EMAIL Mitteilungen, 2005/3 (Fordította: Dr. Való Magdolna) A zománcozás eltti elkezelés egy igen fontos folyamat. A
A fém kezelésének optimalizálása zománcozás eltt. Dr. Reiner Dickbreder, KIESOV GmbH EMAIL Mitteilungen, 2005/3 (Fordította: Dr. Való Magdolna) A zománcozás eltti elkezelés egy igen fontos folyamat. A
TABLETTÁK. Compressi
 Ph.Hg.VIII. Ph.Eur.8.0-1 01/2014:0478 TABLETTÁK Compressi E cikkely követelményeit a nem bevételre szánt tablettákra nem kell feltétlenül alkalmazni. Ezekre a készítményekre esetenként más általános cikkelyek,
Ph.Hg.VIII. Ph.Eur.8.0-1 01/2014:0478 TABLETTÁK Compressi E cikkely követelményeit a nem bevételre szánt tablettákra nem kell feltétlenül alkalmazni. Ezekre a készítményekre esetenként más általános cikkelyek,
1. Atomspektroszkópia
 1. Atomspektroszkópia 1.1. Bevezetés Az atomspektroszkópia az optikai spektroszkópiai módszerek csoportjába tartozó olyan analitikai eljárás, mellyel az anyagok elemi összetételét határozhatjuk meg. Az
1. Atomspektroszkópia 1.1. Bevezetés Az atomspektroszkópia az optikai spektroszkópiai módszerek csoportjába tartozó olyan analitikai eljárás, mellyel az anyagok elemi összetételét határozhatjuk meg. Az
Különböző fényforrások (UV,VIS, IR) működési alapjai, legújabb fejlesztések
 működési alapjai, legújabb fejlesztések") Különböző fényforrások (UV,VIS, IR) működési alapjai, legújabb fejlesztések Sugárzás kölcsönhatása az anyaggal Készítette: Fehértói Judit (Z0S8CG) Fábián Balázs (IT23JG) Budapest, 2014.04.15. 1 Bevezetés:
Különböző fényforrások (UV,VIS, IR) működési alapjai, legújabb fejlesztések Sugárzás kölcsönhatása az anyaggal Készítette: Fehértói Judit (Z0S8CG) Fábián Balázs (IT23JG) Budapest, 2014.04.15. 1 Bevezetés:
SiC kerámiák. (Sziliciumkarbid)
") SiC kerámiák (Sziliciumkarbid) >2000 o C a=0,3073, c=1,5123 AB A Romboéderes: ABCB ABCB 0,43595 nm ABC ABC SiC 4 tetraéderekből áll, a szomszédok távolsága 0,189 nm Több, mint 100 kristályszerkezete fordul
SiC kerámiák (Sziliciumkarbid) >2000 o C a=0,3073, c=1,5123 AB A Romboéderes: ABCB ABCB 0,43595 nm ABC ABC SiC 4 tetraéderekből áll, a szomszédok távolsága 0,189 nm Több, mint 100 kristályszerkezete fordul
Strangszabályozó- és elzárószelep. BOA-Control/BOA-Control IMS. Üzemeltetési útmutató
 Strangszabályozó- és elzárószelep BOA-Control/BOA-Control IMS Üzemeltetési útmutató Impresszum Üzemeltetési útmutató BOA-Control/BOA-Control IMS Minden jog fenntartva. A tartalmak a gyártó írásos hozzájárulása
Strangszabályozó- és elzárószelep BOA-Control/BOA-Control IMS Üzemeltetési útmutató Impresszum Üzemeltetési útmutató BOA-Control/BOA-Control IMS Minden jog fenntartva. A tartalmak a gyártó írásos hozzájárulása
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 09 Volfrámelektródás védőgázas ívhegesztő Modul: 11457-12 Volfrámelektródás
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 09 Volfrámelektródás védőgázas ívhegesztő Modul: 11457-12 Volfrámelektródás