9. Téma. Az alapanyagok darabolása, és vágása. A mechanikus és termikus vágási eljárások.
|
|
|
- Csongor Illés
- 10 évvel ezelőtt
- Látták:
Átírás
1 9. Téma Az alapanyagok darabolása, és vágása. A mechanikus és termikus vágási eljárások. 1

2 Lemezek darabolása, darabolási módok Darabolás hidegen (nyíró vágás ollóval) Darabolás forgácsolással (fűrészelés) Termikus vágások Lángvágás (3 500 mm vastagságig) Plazmavágás (1 100 mm vastagságig) Lézervágás (1 30 mm vastagságig) Lemez élek előkészítése: lehetséges a vágással együtt, vagy külön. 2
 Lemez élek előkészítése: lehetséges a vágással együtt, vagy")
3 A vágás Vágáskor a szerkezeti anyagok ill. a belőlük készített széles vagy hosszú félkész gyártmányok geometriáját az anyagfolytonosság lokalizált megszüntetésével változtatják meg. Az anyagrészecskék kapcsolódásának helyi megszakítása alakító-, forgácsoló-, termikusvagy eróziós vágással történhet. Ezek közül az alakító- és a forgácsoló vágás szilárd, elmozduló élekkel, míg a termikus- és az eróziós vágás jellemzően nem szilárd, átáramló közegekkel valósul meg. 3

4 Fémek vághatósága Az alakító vágások képlékeny alakváltozás ill. repedésterjedés előidézésével választják szét az anyagdarabokat. A nyíró- és ékvágás az anyagok képlékenységét, a törővágás a képlékenység hiányát - a ridegséget - használja ki a vágási felület létrehozásához. Mind a forgácsoló, mind az alakító vágások megvalósításához fontos a megfelelő szerszámgeometria (élszögek) és a megmunkálandó anyaghoz képesti kellően nagy szerszámkeménység (kopásállóság, megeresztésállóság). 4


5 A nyíróvágás, leszabás A nyíróvágási eljárásokra jellemző, hogy az anyagrészek szétválasztása meghatározott vágási vonal mentén, az anyag nyírószilárdságát meghaladó nyíró igénybevétel hatására megy végbe, miközben a vágószerszám-élek a vágórésnek megfelelő távolságban egymás mellett elhaladnak. A leszabás nyitott vonalú anyagszétválasztás. 5


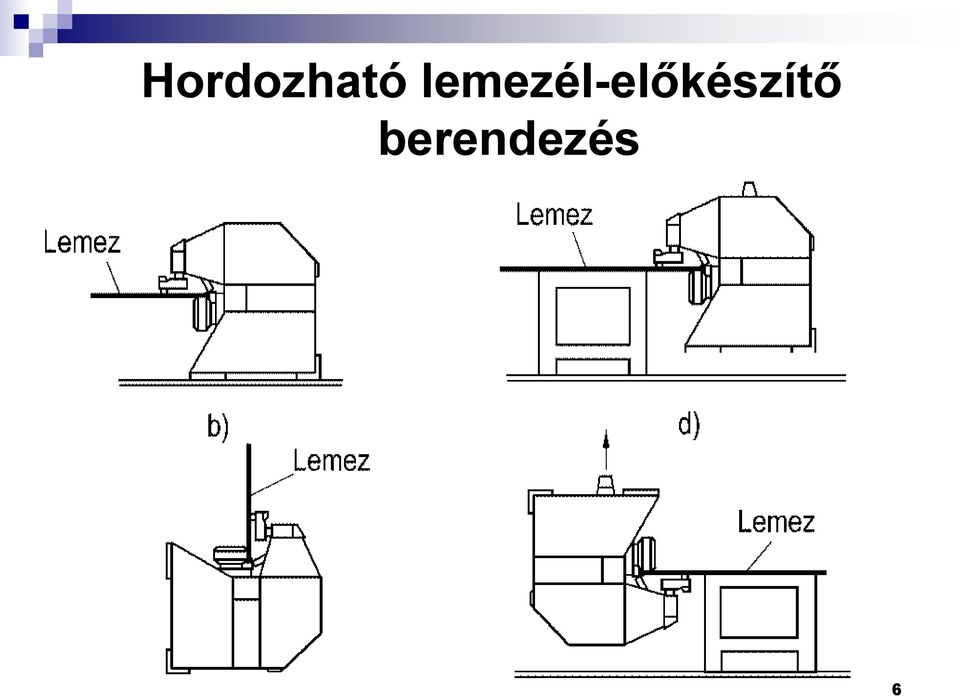
6 Hordozható lemezél-előkészítő berendezés 6
7 Lemezélek előkészítése termikus vágással 7
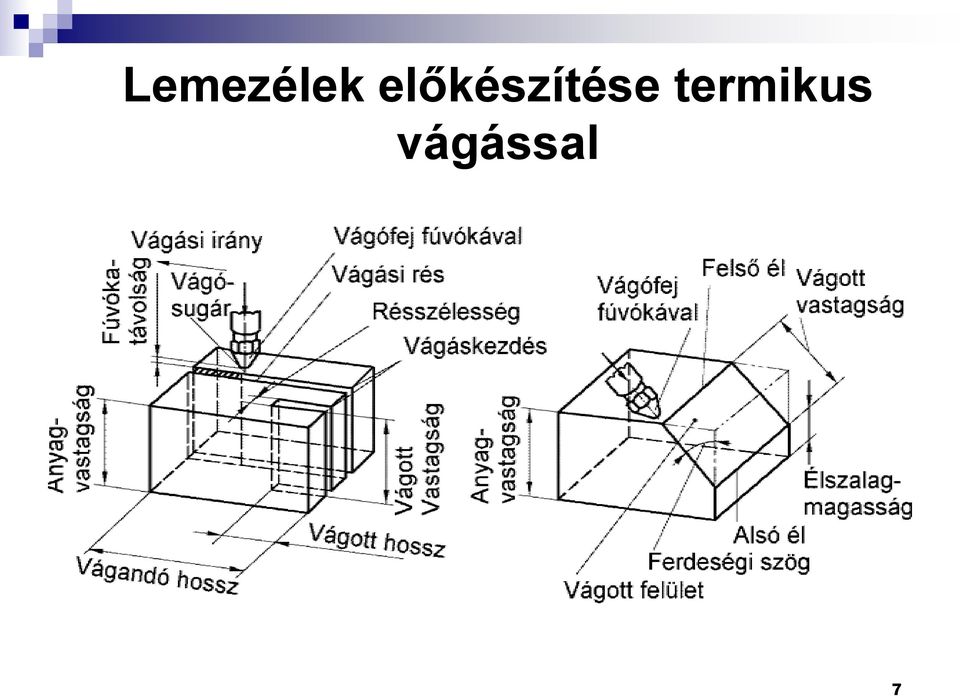
8 Lemezélek előkészítése termikus vágással 8

9 Lángvágó gépek 9

10 Termikus szétválasztási eljárások MSZ EN ISO 4063:2000 Vágások: Lángvágás (81) Poradagolásos lángvágás Ívvágás (82) - elektródával - szénpálcával - sűrített levegővel (821) - oxigén ívvágás (822) Plazmaíves vágás (83) Lézersugaras vágás (84) Elektronsugaras vágás 10
 Lézersugaras vágás (84) Elektronsugaras")
11 Termikus szétválasztási eljárások Gyalulások: Lánggyalulás (86) Ívgyalulás (87) - sűrített levegővel (871) - oxigénnel (872) Plazmagyalulás (88) A termikus vágás fogalma: A termikus vágás olyan korszerű anyagszétválasztó eljárás, amelynél a vágandó anyagot adott hőmérsékletre hevítik és előírt felületi minőségben szétválasztják. 11

12 Csoportosítás a hőforrás és fizikai jelenség szerint Villamos ív, plazmaív ömlesztővágás Oxigén+éghető gáz égetővágás lézersugár gőzölögtető vágás A lángvágás olyan termikus anyagszétválasztó eljárás, ahol a vágandó anyagot éghető gáz+oxigén elégetésével a gyulladási hőmérsékletre hevítik, majd oxigénsugárban elégetik. A keletkezett salakot az oxigénsugár kifújja. 12

13 A lángvágás folyamata A munkadarab előmelegítése (edződésre hajlamos acélnál). Felhevítés a gyulladási hőmérsékletre (acél esetében kb Cº). A vágási résben lévő fém elégetése oxigénben, miközben hő szabadul fel. Az elégetett fém (salak) a vágási résből való kifújása oxigénsugárral. 13

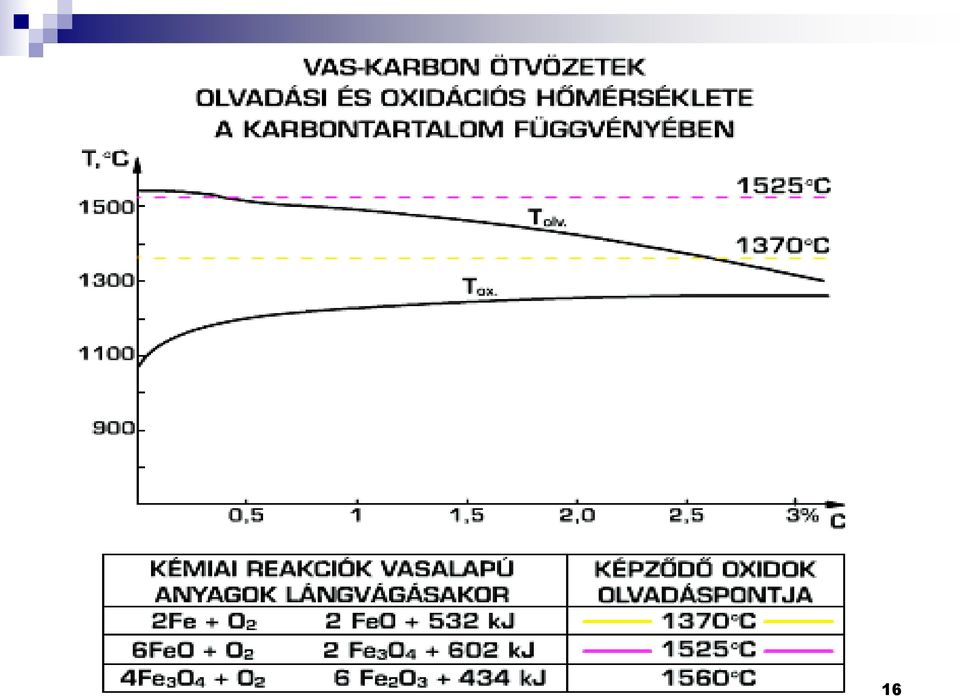
14 A lángvághatóság feltételei Az anyag oxigénben elégethető legyen. Az anyag gyulladási hőmérséklete kisebb legyen a vágandó anyag olvadási hőmérsékleténél. A keletkezett oxidok olvadási hőmérséklete kisebb legyen a vágandó anyag olvadási hőmérsékleténél. Az oxid (salak) hígfolyós legyen, hogy ki lehessen fújni. Az anyag hővezető-képessége lehetőleg kicsi legyen. 14
 hígfolyós legyen, hogy ki lehessen fújni.")
15 A lángvághatóság acéloknál Az acélok 0,25% C-tartalomig kitűnően vághatók lánggal, 0,25% C-tartalom felett edződésre hajlamosak. Az ötvöző és szennyezőanyag növekedésével csökken a vágásra való alkalmasság. A vágás közvetlen környezetében bekövetkező edződés elkerülhető kellő hőmérsékletű előmelegítéssel. A vas egyes ötvözői (pl. Mn) segítik, néhány ötvözője (pl. Si, Mo, Ni) csökkenti, egyes ötvözők pedig adott százalékig nem befolyásolják az acél vághatóságát. 15
 segítik, néhány ötvözője (pl.")
16 16
17 A lángvágás gázai Acetilén: a leggyakrabban használt gáz, mert égési hője 3200 C körüli. Fontos, hogy a gázelvétel a palackból ne haladja meg az 1000 l/h-t. Hidrogén: kis lánghőmérsékletű, nagy égési sebességű, főleg vastagabb anyagok vágásához. Propán: kis lángteljesítményű, előmelegítés ill. vékonyabb lemezekhez. Oxigén: az égést táplálja, fontos, hogy legalább 99,8% tisztaságú legyen. 17

18 A lángvágás gázai A MAPP-gáz különböző szénhidrogének, főként metil-acetilén, és propadién keveréke. Viszonylag magas hőmérsékletű lángot (2976 C) lehet ennek segítségével létrehozni. Az égés során létrejövő alacsonyabb láng hőmérséklet, továbbá a nagyobb gázáramlás (az acetilénhez viszonyítva), alapvetően nagyobb vágási időt eredményez a művelet során. A MAPP-gázt magasabb nyomású környezetben is alkalmazhatjuk, így víz alatt végzett vágásokra is alkalmazható. 18

19 A lángvágás eszközei Palackok (oxigén, éghető gáz) a nyomáscsökkentőkkel Tömlők Biztonsági szerelvények Lángvágó pisztoly speciális pisztoly, amely biztosítja a gáz és oxigén keverését a melegítéshez, ill. a nagyobb nyomású oxigén külön hozzávezetését az oxigéncsap elfordítása után a tényleges vágáshoz. Legfontosabb eleme a vágófúvóka, amely biztosítja az előírt vágási rést, az oxigén hozzávezetését és a salak kifúvását. Egyéb szerelvények, kiegészítők (vágófej vezető, fúvókatisztító, rögzítők stb.) 19


20 A lángvágás eszközei 20

 szita-; c) hornyos; d) réselt; e) gyűrűs fúvóka")
21 Különböző lángvágófúvókák a) egyrészes (blokk-); b) szita-; c) hornyos; d) réselt; e) gyűrűs fúvóka 21
22 A fúvóka kialakítás és a láng Acetilén láng, és a hozzá való fúvóka kialakítás Propán-bután láng, és a hozzá való fúvóka 22

23 Különböző vágófejek 23


24 A lángvágás gázainak jellemzői, a lángvágás folyamata 24
25 A kézi lángvágás technológiája A lángvágás előkészítő műveletei a lemezegyengetés, a rozsdátlanítás, a revétlenítés, és a passziválás. A felületi szennyeződések csökkentik a vágás sebességét, rontják a minőségét, ezért a lemezek felületét gondosan meg kell tisztítani. A vágóoxigén-szelep megnyitása előtt lágy, acetiléndús lángot állítunk be úgy, hogy az a vágáskor semleges legyen. Ha a hevítőláng rövid, akkor a felső él leolvad, ha hosszú, a felső és alsó él között ferde sík alakul ki. 25
26 A kézi lángvágás technológiája Az alapanyag előkészítése (tisztítás, sorjázás). Előmelegítés (ha szükséges) A vágópisztoly beállítása -előmelegítő gázok nyomása - vágóoxigén nyomása Megfelelő vágási technológia - vágási sebesség - vágási irány - vágási sorrend 26
27 A vágópisztoly üzembe helyezése 1. Az előmelegítő lángot meggyújtjuk, majd semlegesre állítjuk. 2. A vágás kezdőpontját, a gyulladási hőmérsékletre hevítve kinyitjuk a vágóoxigén csapját. 3. Ha nem a szélén kezdünk, akkor a vágási vonalra helyezve az anyagot fehéren izzóvá kell melegíteni, majd a vágóoxigén csapot kinyitva, a felmelegedés helyen átfújjuk az anyagot. 4. A vágópisztolyt egyenletesen, megfelelő sebességgel vezetjük a vágási vonal mentén. Ellenkező esetben durva, hibás vágási felület keletkezik. 27
28 A kézi lángvágás technológiája Lángvágáskor, a forgácsoló megmunkálással közel egyenértékű felület csak akkor érhető el, ha a következő feltételek messzemenően teljesülnek: az égőt egyenletesen, egyenletes sebességgel vezetjük, az égőfej haladás közben kismértékben sem végez imbolygó mozgást, a vágóoxigén nyomása es a sugár hengeres alakja nem változik, a hevítőláng egyenletesen veszi körül a vágólángot, és pontosan tartjuk a fúvóka távolságát a munkadarabtól, a vágandó anyag tiszta felületű, a vágandó anyag belső hibákat csak minimális mértékben tartalmaz. 28
29 A vágás iránya és sorrendje 29
30 Az előmelegítés hőmérséklete lángvágáshoz Szénegyenérték, C e % Lemezvastagság, mm < 50 > 50 0,3 alatt 0,3...0,4 0,4...0,5 0,5...0,6 0,6 felett ig ig
31 A kézi lángvágás technológiája Vágómotor, vagy szekátor 31
32 A gáznyomás beállítási irányértékei Jellemzők Beállítási irányértékek A munkadarab vastagsága, mm A vágófúvókák száma A hevítőfúvókák száma Oxigénnyomás, MPa 0,2...0,4 0,4...0,6 0,6...0,8 Acetilénnyomás, MPa 0,04 0,04 0,04 Oxigénfogyasztás, l/h Acetilénfogyasztás*, 1/h 500 (300) 700 (400) 900 (500) 32
33 A lángvágáskor előforduló hibák megnevezése: MSZ EN ISO 9013 A vágott felület minőségét szemrevételezéssel a következők szerint lehet megítélni: merőlegességtől való eltérés, profilhiba felületi egyenetlenség, mélység élleolvadás barázdaelhajlás kráter A vágott felület minőségének meghatározásához mérik: a merőlegességtől való eltérést az érdességet és a profilhibás felületi mélységet 33
34 A vágott felület minőségét meghatározó tényezők a) az e alakhiba; b) a vágott felület R m egyenletessége; c) az e h barázdaelhajlás; d) az r leolvadási sugár 34
35 A vágási hibák elemzése 35
36 a). Megfelelően vágott felület, a felső és alsó élek hibátlanok, az aljára tapadt salak könnyen eltávolítható b). A hevítőláng túl erős, vagy a vágási sebesség túl kicsi. Így nagyobb mennyiségű salak és megömlött fém gyűlik össze a vágási rés alján, amely a lemezéleket összefogja, a lemezek egybe maradnak, a vágási rés is szélesebb a többlet leolvadás miatt. c). A vágási sebesség túl nagy, vagy a vágóoxigén nyomása túl kicsi. Bizonyos mélységben a vágási rés kiöblösödik, és az égéstermék felfelé távozik. Ez az eset áll elő akkor is, ha a vágóoxigén útjába nagyobb salakzárvány kerül. d). Nagy az oxigén nyomása, vagy kicsi a fúvóka távolsága. A vágási rés alja kiszélesedik, mert az oxigén kiterjedése a vágandó lemez alján következik be. e), f), g). A felület ívelt, amelynek oka a vágófúvóka szennyeződése, sérülése, helytelen kialakítása ill. a vágópisztoly nem megfelelő tartása. 36
37 A lángvágás hibái Megfelelő technológia paraméterekkel végzett, lángvágott felület. Túl kicsi vágási sebesség a lángvágás során. 37
38 A lángvágás hibái Túl magas lángvágási sebesség. A fúvóka túl messze van a munkadarab felületéhez képest. 38
39 A lángvágás hibái A fúvóka túl közel van a munkadarab felületéhez képest. Túl sok vágóoxigén használata. 39
40 A lángvágás hibái Az égőgáz mennyisége túl sok. A lángvágás során alkalmazott fúvóka koszos. 40
41 A vágási hibák megjelenése 41
42 A vágási hibák megjelenése 42
43 Fotocellás vezérlésű lángvágógép 43
44 A plazmavágás A plazma: az anyagok ionizált, termodinamikai egyensúlynak megfelelő arányban disszociált és ionizált gáz állapota. A plazma magas hőmérsékleten állítható elő (T>15000 C ) igen nagy energiaszint jellemzi, mind hegesztésre, mind vágásra és egyéb termikus eljárásra használható. 44

45 A plazma keletkezése 45
46 A plazma előállítása Lényegében az ív leszűkítése. A W elektród és a pisztoly belső fúvókája között nagyfrekvenciás ívkisülés biztosítja az elsődleges töltéshordozókat. A plazma az elektród és mdb. között jön létre ez a külső nyílt ívű megoldás. A plazmasugár (láng) a W elektród és a pisztoly belső fúvókája között alakul ki, az ív és a gáz fúvatja ki a plazmát, ez a belső (zárt) ívű megoldás. 46
47 A plazmával gyakorlatilag minden fémes anyag vágható, mert a plazmasugár az összes energiáját kívülről kapja. 47

48 A plazmavágó elrendezése 1. Hálózati csatlakozó, 2. Plazmagázpalack, 3. Nyomáscsökkentő, 4. Plazmavágó áramforrás, 5. Vízhűtés, 6. Plazmaégő, 7. Munkadarab, 8. Áramkábel 48

49 A plazmavágógép sematikus ábrája 49
50 Plazmaképző gázok 67 80% Ar+20 33% H 2 a hidrogén növeli a vágósebességet, ha meghaladja a 35 50%-ot, valamennyi színesfém vágható 60 80% Ar+20 40% N 2 mérgező nitrogéndioxidok! (vízsugár alatti vágás) 30 90% N % H 2 A plazmagáz levegő 50
51 Víz befecskendezéses plazmavágás A percenként 60 l mennyiségű víz amely az ívet körülvevő koncentrikus fúvókából áramlik semlegesíti a mérgező gázokat, valamint az ív hőmérsékletén a víz felbomlik, a keletkezett H 2 redukáló hatást fejt ki, a vágott felület szép fényes lesz. Főleg alumínium és erősen ötvözött acéloknál alkalmazzák. 51
52 Levegős plazmavágás Az argon- és nitrogéngáz helyettesíthető levegővel, ekkor maga a levegő lesz a plazmagáz. Ez a technológia azonban speciális, hafnium- vagy cirkónium elektródát kíván. A hűtéshez levegőt alkalmaznak a víz helyett. A vágási mód előnye, hogy a levegő, plazma, és hűtőgázként való alkalmazásával a költségek alacsonyabbak. 52
53 A plazmavágás jellemzői Előnyök: Gyakorlatilag minden fém vágható Szépen vágott felület Keskeny hőhatásövezet Nagy vágási sebesség Víz alatt is végezhető Hátrányok: Drága eljárás, fajlagosan nagy energiafogyasztású Egészségre ártalmas gázok, sugárveszély Alkalmazás: nagy méretű lemezek, csövek, bugák darabolása, hegesztés előtti élkiképzések, hajóipar, járműipar Anyagok: főként erősen ötvözött Cr-Ni acélok, Al és Cu, valamint ötvözeteik. 53
54 A CNC-plazmavágás
55 A plazmavágó gép Plazmavágó gép előlapja: 1. főkapcsoló, 2. vágóáram erősségének beállítója, 3. túlmelegedést jelző LED, 4. kijelző a nem megfelelő sűrített levegőnyomás jelzésére, 5. testkábelcsatlakozó, 6. plazmapisztoly-csatlakozó, 7. nyomásmérő óra 55
56 A lézervágás A lézersugár fókuszálásával olyan nagy teljesítménysűrűség (folyamatos CO 2 -lézerrel 2,5x10 6 ; Nd-impulzuslézerrel W/mm 2 ) érhető el, amelynek hatására az anyagok elolvadnak és elgőzölögnek. A vágáshoz folytonos üzemű, vagy olyan ismétlési frekvenciájú impulzuslézerre van szükség, ahol az egymást átlapoló lyukak sorozatával kapunk folyamatos vágatot A vágat szélességének rendszerint a lehető legkisebbnek kell lennie, anélkül, hogy az anyag újra-összehegedése bekövetkezne. Vágásra a CO 2 lézerek terjedtek el. 56
57 A lézervágás jellemzői a munkadarab vágása mechanikus érintés nélkül; a vágandó anyag mechanikai tulajdonságai nem befolyásolják a vágást; a vágórés keskeny, fémeknél kb. 0,2 mm, a vágás sorja mentes, a hőhatásövezet kicsi; a vágott felület minősége jó (R max = μm), utánmunkálást általában nem igényel; nagy tervezői szabadság a munkadarab kialakítását illetően, kis anyaghidak és éles bemetszések is elkészíthetők a koncentrált hőbevitel folytán. 57

58 A lézervágás elve, és berendezése 58

59 A vágási eljárások összehasonlítása 59
60 A vágási eljárások összehasonlítása A lángvágás előnyös: a vastag szerkezeti acélok darabolásánál, ha egyszerűbb alkatrészeket kell vágni, több vágófej alkalmazható, a darabok mérettűrése megengedi a nagyobb eltéréseket, mint a plazmánál, nem okoz problémát a nagyobb hőhatásövezet. 60
61 A vágási eljárások összehasonlítása A plazmavágást válasszuk, ha: vastag rozsdamentes acélokat kell vágni, vékony és közepes vastagságú lemezekből nem túl bonyolult alkatrészeket kell vágni, a termék elviseli a vágás síkjának 1-2 -kal a merőlegestől való eltérését, a darabok mérettűrése megengedi a ±0,25 mm eltérést, fontos a gyors vágás és a nagy termelékenység. 61
62 A vágási eljárások összehasonlítása A lézersugaras vágást célszerű választani akkor, ha: fokozott minőségi és pontossági követelményeknek (±0,1 mm) kell eleget tenni, vékony vagy közepes anyagvastagság megmunkálása esetén, bonyolult kontúrok, éles sarkok, keskeny hidakat, kis átmérőjű furatokat tartalmazó darabok kell kivágni, fontos a vágás merőlegessége a lemez síkjára, kis hőhatásövezet az elvárás, oxidmentes vágási felületeket szeretnénk (rozsdamentes acélok vágása). 62

63 A vágási eljárások összehasonlítása Millió Ft A termikus vágás berendezéseinek beruházási költségei. 63
64 A vágási eljárások összehasonlítása Lángvágás minősége (Anyag: S235J0) Finomsugaras plazmavágás minősége (Anyag: S355J2) 64
65 A vágási eljárások összehasonlítása Lézersugaras vágás minősége. 65
66 A vágási eljárások összehasonlítása
67 Termikus daraboló eljárásokkal gazdaságosan vágható anyagminőség és anyagvastagság (Pangas nyomán). Az oszlopokra írt számok az anyagvastagságot jelentik mm-ben. 67
Lánghegesztés és lángvágás
 Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Lemezalkatrész gyártás Vastag lemezek vágása
 Kecskeméti Főiskola GAMF Anyagtechnológia Tanszék Lemezalkatrész gyártás Vastag lemezek vágása 2014 Dr. Weltsch Zoltán weltsch.zoltan@gamf.kefo.hu 1 Lemezek darabolása, darabolási módok Alakító vágás,
Kecskeméti Főiskola GAMF Anyagtechnológia Tanszék Lemezalkatrész gyártás Vastag lemezek vágása 2014 Dr. Weltsch Zoltán weltsch.zoltan@gamf.kefo.hu 1 Lemezek darabolása, darabolási módok Alakító vágás,
Plazmavágás
 2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik
 Szakmai publikáció Budapest, 2008.02.11. Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik Gyakran felmerülő kérdés napjainkban az acélszerkezeteket, illetve alkatrészeket gyártó
Szakmai publikáció Budapest, 2008.02.11. Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik Gyakran felmerülő kérdés napjainkban az acélszerkezeteket, illetve alkatrészeket gyártó
Hegesztő-vágó gép kezelője Hegesztő 4 2/38
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Acetilén és egyéb éghető gázok felhasználása pro és kontra. Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15.
 Acetilén és egyéb éghető gázok felhasználása pro és kontra Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15. Láng alkalmazások (autogéntechnológiák) Legfőbb alkalmazások Oxigénes
Acetilén és egyéb éghető gázok felhasználása pro és kontra Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15. Láng alkalmazások (autogéntechnológiák) Legfőbb alkalmazások Oxigénes
MUNKAANYAG. Vincze István. Termikus vágás, darabolás - Lángvágás. A követelménymodul megnevezése: Hegesztő feladatok
 Vincze István Termikus vágás, darabolás - Lángvágás A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-30 TERMIKUS
Vincze István Termikus vágás, darabolás - Lángvágás A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-30 TERMIKUS
Plazmavágógépek 400V LPH 35, 50, 80, 120
 Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
Bemutatkozik a P.Max Technológia Kft.
 Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
VÉDŐGÁZAS ÍVHEGESZTÉSEK
 VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
Weldi-Plas termékcsalád - Plazmavágók
 Weldi-Plas termékcsalád - Plazmavágók A plazmasugaras vágási technológiával olcsón, pontosan és jó minőségben darabolhatók a fémes anyagok (acélok, nemesacélok, réz és alumínium ötvöztek) 45 mm vastagságig.
Weldi-Plas termékcsalád - Plazmavágók A plazmasugaras vágási technológiával olcsón, pontosan és jó minőségben darabolhatók a fémes anyagok (acélok, nemesacélok, réz és alumínium ötvöztek) 45 mm vastagságig.
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
HEGESZTÉSI ELJÁRÁSOK I.
 Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
MUNKAANYAG. Dabi Ágnes. A lángvágás eszközei, anyagai, segédanyagai technológiája, gyakorlata, munkabiztonsági előírásai_x000d_
 Dabi Ágnes A lángvágás eszközei, anyagai, segédanyagai technológiája, gyakorlata, munkabiztonsági előírásai_x000d_ A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06
Dabi Ágnes A lángvágás eszközei, anyagai, segédanyagai technológiája, gyakorlata, munkabiztonsági előírásai_x000d_ A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés ömledék- és salakfröcsköléssel szemben
 Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés ömledék- és salakfröcsköléssel szemben A helyes gyakorlat útmutató célja a hegesztés és rokon eljárásai veszélyeinek
Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés ömledék- és salakfröcsköléssel szemben A helyes gyakorlat útmutató célja a hegesztés és rokon eljárásai veszélyeinek
ACÉLSZERKEZETEK GYÁRTÁSA (1)
") SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA (1) Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.-től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA (1) Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.-től. Külön köszönet Szili Lászlónak, Kiss
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
MUNKAANYAG. Dabi Ágnes. Termikus vágás, darabolás - Plazmavágás. A követelménymodul megnevezése: Hegesztő feladatok
 Dabi Ágnes Termikus vágás, darabolás - Plazmavágás A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-002-30 TERMIKUS
Dabi Ágnes Termikus vágás, darabolás - Plazmavágás A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-002-30 TERMIKUS
Szabadentalpia nyomásfüggése
 Égéselmélet Szabadentalpia nyomásfüggése G( p, T ) G( p Θ, T ) = p p Θ Vdp = p p Θ nrt p dp = nrt ln p p Θ Mi az a tűzoltó autó? A tűz helye a világban Égés, tűz Égés: kémiai jelenség a levegő oxigénjével
Égéselmélet Szabadentalpia nyomásfüggése G( p, T ) G( p Θ, T ) = p p Θ Vdp = p p Θ nrt p dp = nrt ln p p Θ Mi az a tűzoltó autó? A tűz helye a világban Égés, tűz Égés: kémiai jelenség a levegő oxigénjével
Kötési eljárások csoportosítása
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával
 Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával") 10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom
10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Képlékenyalakítás 4. előadás
 4. előadás Lemezalakítás Prof. Dr. Tisza Miklós 1 A lemezalakítás fogalma, csoportosítása definíció geometriai definíció technológiai definíció csoportosítása az alakítás jellege szerint» anyagszétválasztással
4. előadás Lemezalakítás Prof. Dr. Tisza Miklós 1 A lemezalakítás fogalma, csoportosítása definíció geometriai definíció technológiai definíció csoportosítása az alakítás jellege szerint» anyagszétválasztással
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
minden vágási feladathoz Plazmavágó technológia
 minden vágási feladathoz Plazmavágó technológia A Kjellberg Finsterwalde egy régi tradíciókra visszatekintő vállalat széles termék skáláját kínálja olyan CNC-vezérelt és kézi plazmavágáshoz, amely megfelel
minden vágási feladathoz Plazmavágó technológia A Kjellberg Finsterwalde egy régi tradíciókra visszatekintő vállalat széles termék skáláját kínálja olyan CNC-vezérelt és kézi plazmavágáshoz, amely megfelel
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Constant 2000 palack-nyomásszabályozók
 Termékjellemzôk: Egy- és kétlépcsôs kivitel, belépô nyomás kiegyenlítôvel. Ergonómiailag jól kialakított kezelô elemek. Duplán biztosított kilépô nyomás határolás. A maximális nyomást mechanikus fékezô
Termékjellemzôk: Egy- és kétlépcsôs kivitel, belépô nyomás kiegyenlítôvel. Ergonómiailag jól kialakított kezelô elemek. Duplán biztosított kilépô nyomás határolás. A maximális nyomást mechanikus fékezô
7.3. Plazmasugaras megmunkálások
 7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
31 521 24 1000 00 00 Szerkezetlakatos 4 Szerkezetlakatos 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Épületlakatos Épületlakatos
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA AZ ABRAZÍV VÍZSUGARAS VÁGÁS Kolozsvár, 2002. március 22-23. ANYAGLEVÁLASZTÁSI MECHANIZMUSAINAK KÍSÉRLETI VIZSGÁLATA Polák Helga ABSTRACT Machining (material removal)
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA AZ ABRAZÍV VÍZSUGARAS VÁGÁS Kolozsvár, 2002. március 22-23. ANYAGLEVÁLASZTÁSI MECHANIZMUSAINAK KÍSÉRLETI VIZSGÁLATA Polák Helga ABSTRACT Machining (material removal)
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
ACÉLSZERKEZETEK GYÁRTÁSA 3.
 SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
Karbantartási és Hibaelhárítási Szerződések - PMC ( Preventive Maintenance Contracts )
") Karbantartási és Hibaelhárítási Szerződések - PMC ( Preventive Maintenance Contracts ) Hegesztéstechnikai Osztály Szteránku Milán Áttekintés Főbb témák: Karbantartási és hibaelhárítási feladatok korábbi
Karbantartási és Hibaelhárítási Szerződések - PMC ( Preventive Maintenance Contracts ) Hegesztéstechnikai Osztály Szteránku Milán Áttekintés Főbb témák: Karbantartási és hibaelhárítási feladatok korábbi
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040
 SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
tem S H e g e s z t õ 3 8 6 siegmund
 386 Lap Lap Basic 1200x800x50 388 Basic 1000x1000x50 390 Basic 1200x1200x50 392 Basic 1500x1000x50 394 Professional 1000x500x100 396 Professional 1000x1000x100 398 Professional 1200x800x100 400 Professional
386 Lap Lap Basic 1200x800x50 388 Basic 1000x1000x50 390 Basic 1200x1200x50 392 Basic 1500x1000x50 394 Professional 1000x500x100 396 Professional 1000x1000x100 398 Professional 1200x800x100 400 Professional
Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban
 Gyártás 08 konferenciára 2008. november 6-7. Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban Szerző: Varga Bernadett, okl. gépészmérnök, III. PhD hallgató a BME VIK ET Tanszékén
Gyártás 08 konferenciára 2008. november 6-7. Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban Szerző: Varga Bernadett, okl. gépészmérnök, III. PhD hallgató a BME VIK ET Tanszékén
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel
 Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Messer újdonságok és fejlesztések
 Messer újdonságok és fejlesztések Halász Gábor hegesztés-vágás szaktanácsadó Tartalom MegaPack innováció a köteges gázellátásban Korszerű védőgázok, gyökvédelem Autogéntechnikai fejlesztések Újdonságok
Messer újdonságok és fejlesztések Halász Gábor hegesztés-vágás szaktanácsadó Tartalom MegaPack innováció a köteges gázellátásban Korszerű védőgázok, gyökvédelem Autogéntechnikai fejlesztések Újdonságok
HEGESZTÉS BIZTONSÁGTECHNIKÁJA. Készítette: Bujnóczki Tibor Lezárva: 2005. március 1.
 HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 ANYAGOK EGYESÍTÉSE ÉS ELKÜLÖNÍTÉSE Hegesztés: anyagok egyesítése hővel nyomással ezek kombinációjával (anyagok természetének
HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 ANYAGOK EGYESÍTÉSE ÉS ELKÜLÖNÍTÉSE Hegesztés: anyagok egyesítése hővel nyomással ezek kombinációjával (anyagok természetének
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés az elcsúszás veszélyeivel szemben
 Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés az elcsúszás veszélyeivel szemben A helyes gyakorlat útmutató célja a hegesztés és rokon eljárásai veszélyeinek és ártalmainak
Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés az elcsúszás veszélyeivel szemben A helyes gyakorlat útmutató célja a hegesztés és rokon eljárásai veszélyeinek és ártalmainak
ÁLTALÁNOS ISMERETEK. 3.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
MESSER INNOVATION FORUM AUTOGÉNTECHNIKAI VESZÉLYFORRÁSOK, TANULSÁGOS PÉLDÁK
 MESSER INNOVATION FORUM 2016.12.01 AUTOGÉNTECHNIKAI VESZÉLYFORRÁSOK, TANULSÁGOS PÉLDÁK AUTOMED-Autogéntechnikai Kft. Károly 1 AUTOMED-AUTOGÉNTECHNIKAI KFT. Tevékenységeink: Gázhegesztő és lángvágó eszközök,
MESSER INNOVATION FORUM 2016.12.01 AUTOGÉNTECHNIKAI VESZÉLYFORRÁSOK, TANULSÁGOS PÉLDÁK AUTOMED-Autogéntechnikai Kft. Károly 1 AUTOMED-AUTOGÉNTECHNIKAI KFT. Tevékenységeink: Gázhegesztő és lángvágó eszközök,
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Tartalomjegyzék. Fejezet szám Megnevezés Oldal. 1. Hegesztő és hegesztő-vágó készletek 2. 2. Markolatok hegesztéshez forrasztáshoz 3. 3.
 Tartalomjegyzék Fejezet szám Megnevezés Oldal 1. Hegesztő és hegesztő-vágó készletek 2 2. Markolatok hegesztéshez forrasztáshoz 3 3. Égőszárak 4 4. Vágópisztolyok 5 5. Nyomáscsökkentők 8 6. Nyomásmérők,
Tartalomjegyzék Fejezet szám Megnevezés Oldal 1. Hegesztő és hegesztő-vágó készletek 2 2. Markolatok hegesztéshez forrasztáshoz 3 3. Égőszárak 4 4. Vágópisztolyok 5 5. Nyomáscsökkentők 8 6. Nyomásmérők,
LEMEZMEGMUNKÁLÓ GÉPEINK
 LEMEZMEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.04.13. LÉZERVÁGÓ BERENDEZÉSEK TRUMPF TruLaser 5030 Classic TLF5000t Gyártás éve: 2008 Lézertípus: Optikás CO2 lézer ( TRUMPF TruFlow 5000 ) Lézerteljesítmény: 5000
LEMEZMEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.04.13. LÉZERVÁGÓ BERENDEZÉSEK TRUMPF TruLaser 5030 Classic TLF5000t Gyártás éve: 2008 Lézertípus: Optikás CO2 lézer ( TRUMPF TruFlow 5000 ) Lézerteljesítmény: 5000
5.) Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!
 Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
MICHAEL KFT Gyömrői út 150. 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK
 MICHAEL KFT Gyömrői út 150 Csavar és kötőelem szaküzlet Telfon:06/1/4310170 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK 1. NYELES,FONATLAN KEREK KEFÉK Drótszál Kefe Szersz. Szabad Teljes Csap vast.
MICHAEL KFT Gyömrői út 150 Csavar és kötőelem szaküzlet Telfon:06/1/4310170 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK 1. NYELES,FONATLAN KEREK KEFÉK Drótszál Kefe Szersz. Szabad Teljes Csap vast.
Bevontelektródás ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET. Gyártástechnológia. Dr. Palotás Béla palotasb@mail.duf.hu.
 DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
1. táblázat. Szórt bevonatokhoz használható fémek és kerámiaanyagok jellemzői
 5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
NEMZETGAZDASÁGI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
Az anyagok változásai 7. osztály
 Az anyagok változásai 7. osztály Elméleti háttér: Hevítés hatására a jég megolvad, a víz forr. Hűtés hatására a vízpára lecsapódik, a keletkezett víz megfagy. Ha az anyagok halmazszerkezetében történnek
Az anyagok változásai 7. osztály Elméleti háttér: Hevítés hatására a jég megolvad, a víz forr. Hűtés hatására a vízpára lecsapódik, a keletkezett víz megfagy. Ha az anyagok halmazszerkezetében történnek
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI. Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.*
 FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre.
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához segédeszköz szükséges,
Energiagazdálkodás és környezetvédelem 3. Előadás
 Energiagazdálkodás és környezetvédelem 3. Előadás Tüzeléstechnika Kapcsolódó államvizsga tételek: 15. Települési hulladéklerakók Hulladéklerakó helyek fajtái kialakítási lehetőségei, helykiválasztás szempontjai.
Energiagazdálkodás és környezetvédelem 3. Előadás Tüzeléstechnika Kapcsolódó államvizsga tételek: 15. Települési hulladéklerakók Hulladéklerakó helyek fajtái kialakítási lehetőségei, helykiválasztás szempontjai.
Méréstechnika. Hőmérséklet mérése
 Méréstechnika Hőmérséklet mérése Hőmérséklet: A hőmérséklet a termikus kölcsönhatáshoz tartozó állapotjelző. A hőmérséklet azt jelzi, hogy egy test hőtartalma milyen szintű. Amennyiben két eltérő hőmérsékletű
Méréstechnika Hőmérséklet mérése Hőmérséklet: A hőmérséklet a termikus kölcsönhatáshoz tartozó állapotjelző. A hőmérséklet azt jelzi, hogy egy test hőtartalma milyen szintű. Amennyiben két eltérő hőmérsékletű
Példatár Anyagtechnológia Elemi példa - 4.
 Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Elemi példa - 4. Termikus nyomásszabályzó-ház gyártása
Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Elemi példa - 4. Termikus nyomásszabályzó-ház gyártása
STARLET KS profi autogén készlet (termékkód: 71604493)
") A Messer Hungarogáz tavaszi akciójában rendkívül kedvező áron, azonnali szállítással kínálja raktáron lévő hegesztés- és autogéntechnikai eszközeit. Az akcióban az alábbi hegesztés- és autogéntechnikai
A Messer Hungarogáz tavaszi akciójában rendkívül kedvező áron, azonnali szállítással kínálja raktáron lévő hegesztés- és autogéntechnikai eszközeit. Az akcióban az alábbi hegesztés- és autogéntechnikai
Korrózióálló acélok felületkezelési eljárásai. Pető Róbert
 Korrózióálló acélok felületkezelési eljárásai Pető Róbert 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek Miért? A jó
Korrózióálló acélok felületkezelési eljárásai Pető Róbert 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek Miért? A jó
Acélszerkezetek gyártása
 Dr. Németh György főiskolai docens Acélszerkezetek gyártása 1 A gyártó üzem elvi elrendezése ~ 15 m ~ 15 m ~ 15 m A - A ~ 5 m B - B ~ 5 m C - C A B C ~ 5 m ~ 30 m 18. ~ 30 m 17. 3. 16. 15. 4. 5. 6. 14.
Dr. Németh György főiskolai docens Acélszerkezetek gyártása 1 A gyártó üzem elvi elrendezése ~ 15 m ~ 15 m ~ 15 m A - A ~ 5 m B - B ~ 5 m C - C A B C ~ 5 m ~ 30 m 18. ~ 30 m 17. 3. 16. 15. 4. 5. 6. 14.
CUTTING EDGE WELDING HASZNÁLATI UTASÍTÁS DYNAMAT CG1-100. Kétfejes, hordozható gépi lángvágó
 R CUTTING EDGE WELDING HASZNÁLATI UTASÍTÁS DYNAMAT CG1-100 Kétfejes, hordozható gépi lángvágó HU FIGYELEM! A lángvágás veszélyes üzem, ha nem körültekintően dolgoznak könnyen balesetet, sérülést okozhat
R CUTTING EDGE WELDING HASZNÁLATI UTASÍTÁS DYNAMAT CG1-100 Kétfejes, hordozható gépi lángvágó HU FIGYELEM! A lángvágás veszélyes üzem, ha nem körültekintően dolgoznak könnyen balesetet, sérülést okozhat
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
CAD-ART Kft. 1117 Budapest, Fehérvári út 35.
 CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Laser megmunkálás PEPS 4 laser megmunkálási
CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Laser megmunkálás PEPS 4 laser megmunkálási
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
TŰZOLTÓ TECHNIKAI ESZKÖZÖK, FELSZERELÉSEK IV. FEJEZET TŰZOLTÓ KAPCSOK 1
 TŰZOLTÓ TECHNIKAI ESZKÖZÖK, FELSZERELÉSEK IV. FEJEZET TŰZOLTÓ KAPCSOK 1 1. A TŰZOLTÓ KAPCSOK CSOPORTOSÍTÁSA. 1.1. Típus szerint (a kapocstípusok a felhasználástól és a rendeltetéstől függően): a) tömlőkapocs
TŰZOLTÓ TECHNIKAI ESZKÖZÖK, FELSZERELÉSEK IV. FEJEZET TŰZOLTÓ KAPCSOK 1 1. A TŰZOLTÓ KAPCSOK CSOPORTOSÍTÁSA. 1.1. Típus szerint (a kapocstípusok a felhasználástól és a rendeltetéstől függően): a) tömlőkapocs
A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
Volframelektródás hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
31 521 24 1000 00 00 Szerkezetlakatos 4 Szerkezetlakatos 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Hegesztőeljárások. Dr. Németh György főiskolai docens. Hegesztőeljárások energiaforrás szerint. A hegesztőeljárás. aluminotermikus.
 Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére!
 1 6 ) M u t a s s a b e a s á r g a r é z c s ő v e z e t é k k é s z í t é s é t a z a l á b b i v á z l a t f e lh a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
1 6 ) M u t a s s a b e a s á r g a r é z c s ő v e z e t é k k é s z í t é s é t a z a l á b b i v á z l a t f e lh a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
A réz és ötvözetei jelölése
 A réz és ötvözetei jelölése A réz (Cuprum) vegyjele: Cu, neve Ciprus szigetének nevéből származik, amely már az ókorban fontos rézlelőhely volt. A réz folyamatosan 100%-ban újrahasznosítható anélkül, hogy
A réz és ötvözetei jelölése A réz (Cuprum) vegyjele: Cu, neve Ciprus szigetének nevéből származik, amely már az ókorban fontos rézlelőhely volt. A réz folyamatosan 100%-ban újrahasznosítható anélkül, hogy
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09.
 2009.11.09.") Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Lézeres mikromegmunkálás szállézerrel
 Lézeres mikromegmunkálás szállézerrel PUSKAS Zsolt, ügyvezető Pulzor Művek Kft., 2640 Szendehely, Kölcsey u. 18. e-mail: iroda@pulzor.hu Összefoglaló A cikk a lézertechnológia azon területét ismerteti,
Lézeres mikromegmunkálás szállézerrel PUSKAS Zsolt, ügyvezető Pulzor Művek Kft., 2640 Szendehely, Kölcsey u. 18. e-mail: iroda@pulzor.hu Összefoglaló A cikk a lézertechnológia azon területét ismerteti,
Júniusi használtgép akció
 SG-2436H típusú lassúfordulatú daráló (2 hónapos) Jellemzők: 1. Fogazott vágó henger és vágó kések csoportja biztosítja a legjobb vágási teljesítményt. 2. Különleges ékszíj átvitel a csendes és egyenletes
SG-2436H típusú lassúfordulatú daráló (2 hónapos) Jellemzők: 1. Fogazott vágó henger és vágó kések csoportja biztosítja a legjobb vágási teljesítményt. 2. Különleges ékszíj átvitel a csendes és egyenletes
CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO
 CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO Általános ismertetés: A Fiber lézer vágó gép új fejezetet nyit a táblalemez megmunkálás technológiájában. A NUKON fiber lézer vágó rendszert úgy tervezték,
CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO Általános ismertetés: A Fiber lézer vágó gép új fejezetet nyit a táblalemez megmunkálás technológiájában. A NUKON fiber lézer vágó rendszert úgy tervezték,