Fogaskerék megmunkálás technológiája és szerszámai
|
|
|
- Balázs Bakos
- 9 évvel ezelőtt
- Látták:
Átírás
1 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2015.

2 Felhasznált irodalom: Pápai Gábor.ppt prezentációja Dr. Horváth Mátyás, Dr. Markos Sándor: Gyártástechnológia (J4-5018) Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( ) Igaz Jenő - Pintér József: Forgácsoló megmunkálás III. Dr. Pintér József: Fogaskerekek megmunkálása

3 A fogaskerékgyártás alapjai Fogaskereket túlnyomórészt forgácsolással gyártanak. A megmunkálás célja a fogaskerék evolvens oldalfelületekkel határolt fogárkának kimunkálása. A külső és belső fogazású homlokkerekek és kúpfogaskerekek megmunkálásának technológiai alapjait, továbbá szerszámait tekintjük át. A forgácsolás jellege szerint két alapeset különíthető el. Profilozó eljárás során a fogároknak megfelelő alakú szerszámmal egyenként munkálják ki a fogárkokat. Lefejtő eljárásnál a szerszám alakja megfelel a készítendő fogaskerék ellenkerekének és a forgácsoló gép által megvalósított összegördítés alatt az egymás után következő fogak folyamatosan készülnek el. A homlokkerekek készülhetnek profilozó vagy lefejtő eljárással egyaránt. A kúpkerekek a változó fogárokszélesség miatt, csak lefejtő-jellegű eljárással készíthetők.

4 A fogaskerékgyártás alapjai Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )

5

6 Köszönöm a figyelmet!

7 Fogaskerekek fogazási módjai

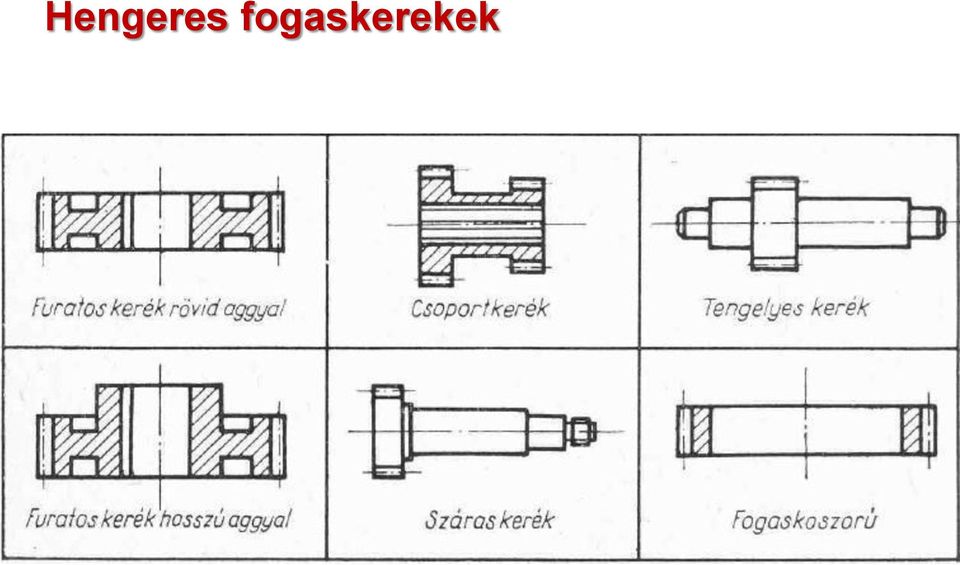
8 Hengeres fogaskerekek
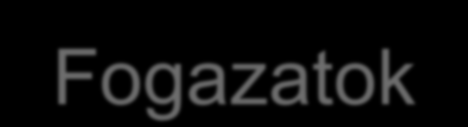
9 Fogazatok

10 Fogazási technológiák A hengeres fogaskerekek gyártási műveleteinek három fő szakasza különböztethető meg: a fogazást megelőző műveletek, a fogazás műveletei, a fogazást követő műveletek.


11 Fogazási technológiák A hengeres fogaskerekek gyártási műveleteinek szakaszai

12 Fogazás előtti műveletek, bázisok

13
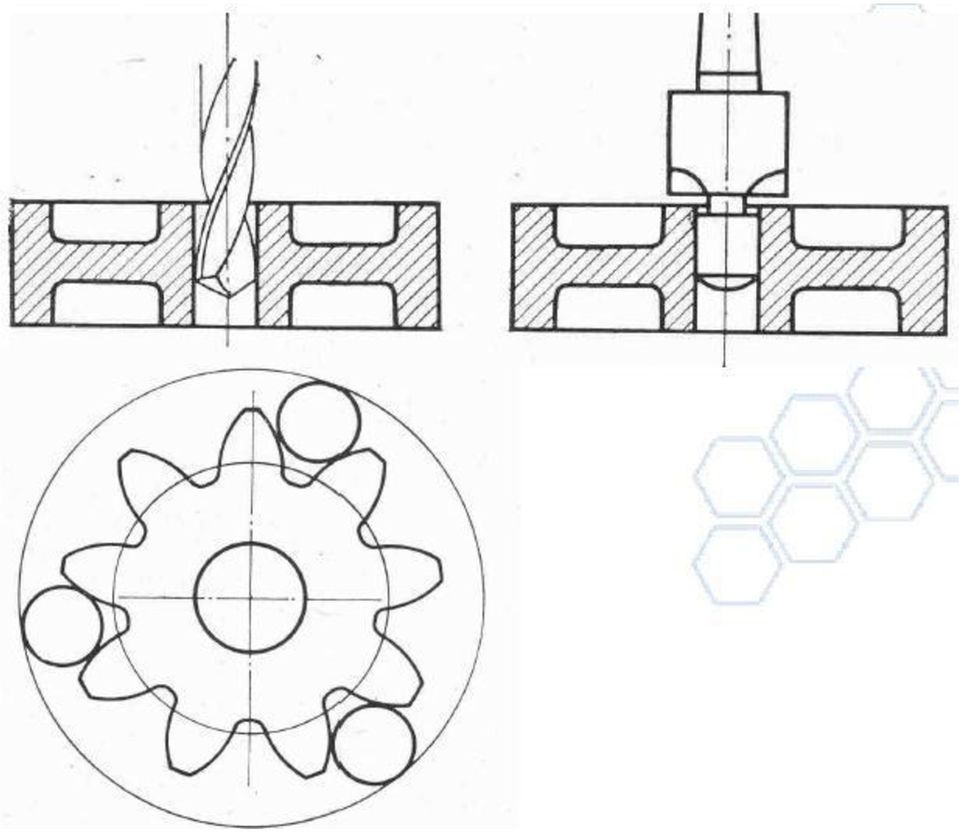
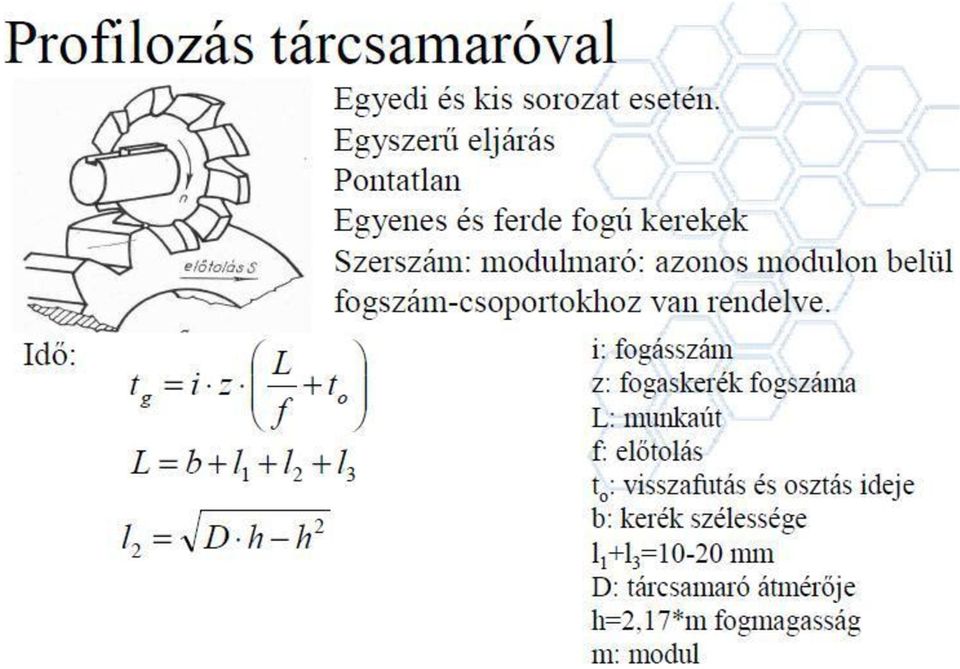
14 Profilozó eljárások A kimunkálandó fogárok profilját a marószerszám hordozza. Az eljárás során a szerszám profilja rámásolódik a munkadarabra. Profilozó marással egyenes-, ferdefogú és nyílfogazatú homlokkerekek gyárthatók. Emellett lánckerekek, fogaslécek gyártása is megvalósítható. A fogak osztása és a fogprofil alakja viszonylag pontatlan, ezért az ilyen technológiával gyártott alkatrészek csak alárendeltebb feladatra használhatók, illetve a különösen nagyméretű (akár több méter átmérőjű) fogaskerekek gyártása valósítható meg profilozó marással. A profilozáshoz használt szerszámnak két típusa ismert: tárcsamaró (modulmaró) profilos ujjmaró
 fogaskerekek gyártása valósítható meg profilozó marással.")
15 Főmozgás Főmozgás

16

17 Profilozás tárcsamaróval Forrás: Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.

18 Forrás: Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.

19 Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )

20
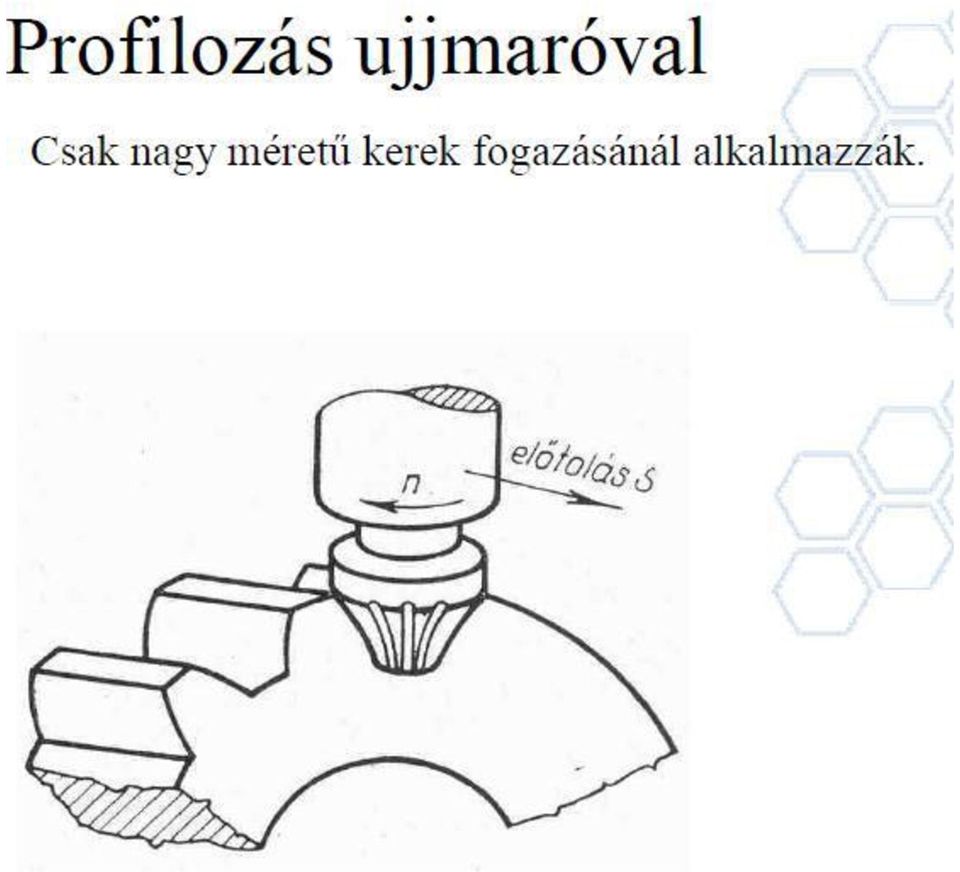

21 Profilozás ujjmaróval Forrás: Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
22 Lefejtő eljárások Forrás: Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, A homlokfogaskerekek gyártására alkalmas lefejtő eljárások közös jellemzője, hogy a fogprofilt egy vele kapcsolódó, szerszámként kialakított gépelem (fogasléc, fogaskerék) segítségével hozza létre. A szerszámon a szokásos módon élek, homlok és hátfelületek vannak kialakítva. A fogprofil ún. burkolóvágással jön létre úgy, hogy a szerszám alternálva vagy forogva, vc forgácsolósebességgel, véséssel, marással vagy köszörüléssel választja le a fogácsot, miközben a munkadarab és a szerszám legördül egymáson. Előnye ennek az eljárásnak a profilozó fogazáshoz képest az, hogy csak modulonként van szükség új szerszámra.

23 Hengeres fogazatok lefejtő eljárásainak elve Forrás: Dr. Horváth Mátyás, Dr. Markos Sándor: Gyártástechnológia (J4-5018)
24 Hengeres fogazatok lefejtő eljárásainak elve Forrás: Dr. Horváth Mátyás, Dr. Markos Sándor: Gyártástechnológia (J4-5018)
25 A legördítés menete A szerszám nyoma A fogprofil kialakulásának folyamata Dr. Pintér József
26 Fogazó szerszámok Forrás: Dr. Horváth Mátyás, Dr. Markos Sándor: Gyártástechnológia (J4-5018)
27
28 Lefejtő foggyalulás (Maag fogazás) Legördítéshez szükséges mozgások: munkadarab forgó (n w ) munkadarab haladó (v f ) mozgása A munkadarabot hengeres expanziós tüskére fogják fel és az alsó homloklapon ütköztetik. A szerszám fogasléc profilú fésűskés, ami a megmunkálás során átlagsebességű gyaluló (véső)-alternáló mozgást végez, és a munkadarab n w fordulatszámmal és v f előtolósebességgel legördül a szerszámon. A pontosság növelése érdekében a szerszámból általában három (nagyoló, elősimító, simító) fokozatot használnak, melyek a fogszélességben térnek el egymástól. Gyakran előfordul, hogy a fogasléc hossza nem elegendő a teljes fogazat kialakításához, ilyenkor a lefejtés fogcsoportonként történik, osztással. Az eljárással külső, egyenes és ferde fogazatú, valamint nyitott nyílfogazatú homlokkerekek gyárthatók. Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.

29 Lefejtő foggyalulás (Maag fogazás) Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
30 Lefejtő foggyalulás Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
31 Lefejtő fogvésés metszőkerékkel Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
32 Lefejtő fogvésés metszőkerékkel A metszőkerekes, vagy Fellows-féle lefejtő fogazáskor a szerszámmá alakított fogaskereket járatunk össze a megmunkálandó fogaskerékkel. A munkadarabot - hasonlóan a Maagfogazáshoz - hengeres expanziós tüskére fogják fel és az alsó homloklapon ütköztetik A szerszám a megmunkálás során átlagsebességű véső-alternáló mozgást végez, és a munkadarab n w, a szerszám n s fordulatszámmal forog. Ezzel az eljárással egyenes és ferde, külső és belső fogazatú hengeres fogaskerekek készíthetők, folyamatos lefejtéssel, de alkalmas nyitott nyílfogazat előállítására is. Ferde fogazatnál a szerszám is ferde fogazatú, és megmunkáláskor a munkadarab pótlólagos forgást kap, Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, Legördítéshez szükséges mozgások: szerszám forgó és a munkadarab forgó mozgása
33 Lefejtő fogvésés metszőkerékkel Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
34 Lefejtő fogvésés metszőkerékkel Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
35 Lefejtő fogvésés metszőkerékkel Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
36 FOGAZÁSI ELJÁRÁSOK Fogvésés (FELLOWS - eljárás) Elektronikus kinematikai láncú, speciális fogvéső gépeken különleges (pl. ellipszis alakú) fogaskerekek is készíthetők. Dr. Pintér József FORGÁCSOLÁSI ELJÁRÁSOK
37 Lefejtő fogvésés metszőkerékkel
38 Lefejtő fogvésés metszőkerékkel Ferde fogazás
39 Legördítéshez szükséges mozgások: a szerszám forgó és a munkadarab forgó mozgása
40 Lefejtő marás Az eljárással egyenes és ferde külső fogazatú hengeres fogaskerekek készíthetők, folyamatos lefejtéssel. A szerszám zfh számú forgácshoronnyal ellátott menetes lefejtő, vagy más néven csigamaró, melynek normálmetszeti profilja egyenesekkel határolt, fogasléc profil. Anyaga legtöbbször bevonatos vagy bevonat nélküli gyorsacél, de nagyobb modulokhoz készülnek keményfém lapkás, szerelt kivitelű szerszámok is. A szerszám bedöntése a fogiránynak is függvénye. Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
41 Lefejtő marás Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
42
43 Forgácsolási eljárások csoportosítása Lefejtő fogmarás (Pfauter eljárás) A megmunkálás elrendezése A lefejtő marószerszám Dr. Pintér József FORGÁCSOLÁSI ELJÁRÁSOK
44 Fogazás lefejtő fogmarással
45 Fogazás lefejtő fogmarással
46 Lefejtő fogmarás (Pfauter eljárás) Cserekerekek beállítása (Szerszám és munkadarab legördítése) Dr. Pintér József FORGÁCSOLÁSI ELJÁRÁSOK
47 Lefejtő fogmarás (Pfauter eljárás) Egy régi Pfauter fogmarógép Dr. Pintér József FORGÁCSOLÁSI ELJÁRÁSOK
48 FOGAZÁSI ELJÁRÁSOK Kombinált fogazási eljárások Kombinált fogazási eljárás Csoportkerék megmunkálására Dr. Pintér József FORGÁCSOLÁSI ELJÁRÁSOK
49
50 KÚPKEREKEK GYÁRTÁSA
51
52
53 Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
54 Egyenes fogú kúpkerekek gyártása
55 Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
56
57
58
59
60 n w A forgácsleválasztást vc sebességgel két, fáziseltolással mozgó, egyenes alkotójú gyalukés végzi (a ábra). A kúpkerék fogárka a csúcs felé haladva folyamatosán szűkül, így célszerű, hogy a két szerszám a két szomszédos fogárokban dolgozzon. A késeket késtartó szánba fogják, melyek a szerszámgépen kialakított bölcsőn mozognak. Az n b fordulatú bölcső a gyalukésekkel együtt a síkkerék egy fogát testesíti meg, melyen a fogaskerék n w fordulattal, foganként gördül le. A lefejtés az ábrán bejelölt 1-es pontban kezdődik és a 2-es pontban fejeződik be (b ábra). Osztás után a szerszám a következő fogra áll. Kúpkerék lefejtő fogazásakor a síkkerék a hengeres kerekek lefejtő fogazásánál használt fogasléc szerepét tölti be, ami egy olyan kúpkerék, melynek kúpszöge α =
61 Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
62 Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
63
64 Ívelt fogú kerekek gyártása Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
65
66 Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
67
68
69
70
71
72 Csigakerék gyártása Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
73 Fogaskerekek köszörülése Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
74 Lefejtő fogköszörülés Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
75 Ez - hasonlóan a fésűskéses lefejtő fogvéséshez - az evolvens fogprofilt a fogasléc profilja mentén alakítja ki. A fogaskereket a gördülőtesttel közös tengelyre fogják fel. A henger alakú gördülőtest átmérője megegyezik az fogprofilt lefejtő gördülőkör átmérőjével (dg), és rá egy acélszalag feszül. A fogasléc egy fogát a két tányérkorong homlokfelülete testesíti meg, amihez érintkezve a fogárok jobb és bal profilja az acélszalag kétirányú mozgatásával (vf), ennek következtében a fogaskerék nw fordulatú begördülésével, elkészül. A korongok ns fordulatszámmal forognak és a fogirányban a munkadarab vl alternáló mozgást végez. A lefejtés foganként megy végbe. Az egyik fog elkészülte után a berendezés automatikusan oszt, és rááll a következő fogárokra. A korongok fogárok irányba való elfordításával és a munkadarab pótlólagos forgatásával lehetőség van ferde fogazat köszörülésére is. Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
76 Niles féle lefejtő fogköszörű A fogaskereket függőleges tengelyű, nw fordulatszámú körasztalra fogják, ami egy vf irányba elmozdulni képes szánon helyezkedik el. A lefejtés e két összehangolt mozgásból adódik. A korong ns fordulatszámmal forog és a fogárok irányába vl alternáló mozgást végez, minek következtében egyenes és ferde fogazat készítésére is lehetőség van. A megmunkálás osztással, fogankénti és ezen belül fogoldalankénti lefejtéssel történik. A korong félkúpszöge a fogazás α kapcsolószögének kiegészítő szöge, alkotója fogaslécprofilnak megfelelő egyenes. Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.

77 Reishauer féle fogköszörülés A Reishauer-féle folyamatos fogköszörülés szerszáma a csigamaróhoz hasonló csigakorong, melyen az élek a köszörűszemcsék élei. A normálmetszeti profil e szerszámnál is fogasléc profil. A korongot a - a Pfautereljáráshoz hasonlóan - a fog ferdeségének megfelelően kell bedönteni, és a szerszám a fogirányba vf előtoló-sebességgel mozgatni. Dr. Kodácsy János, Forgácsolás szerszámai E-tananyag, 2010.
78 Köszönöm a figyelmet!
FOGASKEREKEK GYÁRTÁSA ELŐADÁS
 FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FOGAZÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
Fogaskerék megmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
31 521 09 0100 31 02 Fogazó Gépi forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
2011. tavaszi félév. Fogaskerékgyártás. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal
 7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: 2 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: 2 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Technológiai dokumentációk
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
2010.08.29. 05 - Hengeres fogaskerekek gyártása. Hengeres Kúp Csiga. Egyenes Ferde Ívelt. Modul: m=d/z. A modul szabványos!!!
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás
 Fúrás") Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék. Dr. Kulcsár Gyula egyetemi docens
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula 3
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula 3
A 10/2007 (II. 27.) 1/2006 (II. 17.) OM
 1/2006 (II. 17.) OM") A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Kúpfogaskerék lefejtése léc-típusú szerszámmal
 Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék Kúpfogaskerék lefejtése léc-típusú szerszámmal Sipos Bence, Sapientia EMTE, Marosvásárhely Műszaki
Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék Kúpfogaskerék lefejtése léc-típusú szerszámmal Sipos Bence, Sapientia EMTE, Marosvásárhely Műszaki
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 3. Előadás Forgácsoló eljárások. Esztergálás Furatesztergálás Beszúróesztergálás Menetesztergálás Hosszesztergálás Esztergálás Edzett acél (HRC > 50)
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 3. Előadás Forgácsoló eljárások. Esztergálás Furatesztergálás Beszúróesztergálás Menetesztergálás Hosszesztergálás Esztergálás Edzett acél (HRC > 50)
15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI
 15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata.
15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata.
FOGASKERÉKGYÁRTÁS FOGASKEREKEK FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk
 Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
Termékkatalógus 2016.
 Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: 20MnCr5 Póthegyek anyaga:
Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: 20MnCr5 Póthegyek anyaga:
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 30%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek. ea: dr. Bánfalvi Antal V2/708-as labor
 ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
II./2. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK
 II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
Fogaskerékmérés. Fogaskerék típusai. Fogaskerék felépítése. Követelmények. Tóth Georgina Nóra toth.georgina@
 Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
54 481 01 1000 00 00 CAD-CAM
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
01.1.- 02.1 03.1.- 04.1.- 05.1.- 06.1-
 01.1.- Ismertesse és rendszerezze az esztergálás szerszámait formájuk, anyagaik, szerkezetük szerint! 01.2.- Mutassa be a folyadéksugaras csiszolás, a leppelés, a dörzsköszörülés, a tükörsimitás anyagleválasztásának
01.1.- Ismertesse és rendszerezze az esztergálás szerszámait formájuk, anyagaik, szerkezetük szerint! 01.2.- Mutassa be a folyadéksugaras csiszolás, a leppelés, a dörzsköszörülés, a tükörsimitás anyagleválasztásának
Kerámiaipari kisgépek és berendezések
 Kerámiaipari kisgépek és berendezések Elektromos korongozógép (HSL Profi GS III) Kiváló minőségű közvetlen meghajtású ( kúpkerék nélküli ) motorral ellátott elektromos korongozó gép. A lehető legalacsonyabb
Kerámiaipari kisgépek és berendezések Elektromos korongozógép (HSL Profi GS III) Kiváló minőségű közvetlen meghajtású ( kúpkerék nélküli ) motorral ellátott elektromos korongozó gép. A lehető legalacsonyabb
Jellegzetes felületek megmunkálása
 Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Külsı hengeres felületek megmunkálása Gépipari
Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Külsı hengeres felületek megmunkálása Gépipari
1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is!
 1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is! Példák: Auto alváz Nyáklapok elemei Ablak műanyagkerete aknafedél Kuplung tárcsa Kólás doboz Csapágyház
1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is! Példák: Auto alváz Nyáklapok elemei Ablak műanyagkerete aknafedél Kuplung tárcsa Kólás doboz Csapágyház
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
EPER E-KATA integráció
 EPER E-KATA integráció 1. Összhang a Hivatalban A hivatalban használt szoftverek összekapcsolása, integrálása révén az egyes osztályok, nyilvántartások között egyezőség jön létre. Mit is jelent az integráció?
EPER E-KATA integráció 1. Összhang a Hivatalban A hivatalban használt szoftverek összekapcsolása, integrálása révén az egyes osztályok, nyilvántartások között egyezőség jön létre. Mit is jelent az integráció?
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Áramlástechnikai gépek soros és párhuzamos üzeme, grafikus és numerikus megoldási módszerek (13. fejezet)
") Áramlástechnikai gépek soros és párhuzamos üzeme, grafikus és numerikus megoldási módszerek (3. fejezet). Egy H I = 70 m - 50000 s /m 5 Q jelleggörbéjű szivattyú a H c = 0 m + 0000 s /m 5 Q jelleggörbéjű
Áramlástechnikai gépek soros és párhuzamos üzeme, grafikus és numerikus megoldási módszerek (3. fejezet). Egy H I = 70 m - 50000 s /m 5 Q jelleggörbéjű szivattyú a H c = 0 m + 0000 s /m 5 Q jelleggörbéjű
Shared IMAP beállítása magyar nyelvű webmailes felületen
 Shared IMAP beállítása magyar nyelvű webmailes felületen A következő ismertető segítséget nyújt a szervezeti cím küldőként való beállításában a caesar Webmailes felületén. Ahhoz, hogy a Shared Imaphoz
Shared IMAP beállítása magyar nyelvű webmailes felületen A következő ismertető segítséget nyújt a szervezeti cím küldőként való beállításában a caesar Webmailes felületén. Ahhoz, hogy a Shared Imaphoz
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
FOGASKERÉKHAJTÁSOK (Vázlat)
") FOGASKERÉKHAJTÁSOK (Vázlat) Tengelykapcsolók Hajtásrendszer (hajtáslánc): erő és munkagépek összekapcsolására szolgáló, energiát (teljesítményt, nyomatékot) továbbító, átalakító szerkezeti elemek. 1 Hajtások
FOGASKERÉKHAJTÁSOK (Vázlat) Tengelykapcsolók Hajtásrendszer (hajtáslánc): erő és munkagépek összekapcsolására szolgáló, energiát (teljesítményt, nyomatékot) továbbító, átalakító szerkezeti elemek. 1 Hajtások
Összefüggő szakmai gyakorlat
 Összefüggő szakmai gyakorlat I. Három évfolyamos oktatás közismereti képzéssel 1/9. évfolyamot követően 140 óra 2/10. évfolyamot követően 140 óra Az összefüggő nyári gyakorlat egészére vonatkozik a meghatározott
Összefüggő szakmai gyakorlat I. Három évfolyamos oktatás közismereti képzéssel 1/9. évfolyamot követően 140 óra 2/10. évfolyamot követően 140 óra Az összefüggő nyári gyakorlat egészére vonatkozik a meghatározott
A FORGÁCSLEVÁLASZTÁS ALAPJAI
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
4. feladat. Gépszerkesztés alapjai c. tárgyból nappali tagozatú mechatronikai mérnök-hallgatóknak
 4. feladat Gépszerkesztés alapjai c. tárgyból nappali tagozatú mechatronikai mérnök-hallgatóknak Hajtómű részlet (formátum: A2, kihúzás: ceruzával fehér rajzlapon) A feladatban ékszíj hajtja meg a két
4. feladat Gépszerkesztés alapjai c. tárgyból nappali tagozatú mechatronikai mérnök-hallgatóknak Hajtómű részlet (formátum: A2, kihúzás: ceruzával fehér rajzlapon) A feladatban ékszíj hajtja meg a két
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
Házi dolgozat. Minta a házi dolgozat formai és tartalmi követelményeihez. Készítette: (név+osztály) Iskola: (az iskola teljes neve)
 Iskola: (az iskola teljes neve)") Házi dolgozat Minta a házi dolgozat formai és tartalmi követelményeihez Készítette: (név+osztály) Iskola: (az iskola teljes neve) Dátum: (aktuális dátum) Tartalom Itt kezdődik a címbeli anyag érdemi kifejtése...
Házi dolgozat Minta a házi dolgozat formai és tartalmi követelményeihez Készítette: (név+osztály) Iskola: (az iskola teljes neve) Dátum: (aktuális dátum) Tartalom Itt kezdődik a címbeli anyag érdemi kifejtése...
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal
 8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
MUNKAANYAG. Földi László. Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel. A követelménymodul megnevezése:
 Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gépgyártástechnológiai technikus. 54 521 01 0000 00 00 Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Forgómozgás alapjai. Forgómozgás alapjai
 Forgómozgás alapjai Kiterjedt test általános mozgása Kísérlet a forgómozgásra Forgómozgás és haladó mozgás analógiája Merev test általános mozgása Gondolkodtató kérdés Összetett mozgások Egy test általános
Forgómozgás alapjai Kiterjedt test általános mozgása Kísérlet a forgómozgásra Forgómozgás és haladó mozgás analógiája Merev test általános mozgása Gondolkodtató kérdés Összetett mozgások Egy test általános
Épületvillamosság laboratórium. Villámvédelemi felfogó-rendszer hatásosságának vizsgálata
 Budapesti Műszaki és Gazdaságtudományi Egyetem Villamos Energetika Tanszék Nagyfeszültségű Technika és Berendezések Csoport Épületvillamosság laboratórium Villámvédelemi felfogó-rendszer hatásosságának
Budapesti Műszaki és Gazdaságtudományi Egyetem Villamos Energetika Tanszék Nagyfeszültségű Technika és Berendezések Csoport Épületvillamosság laboratórium Villámvédelemi felfogó-rendszer hatásosságának
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BG (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BG (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Műszaki ábrázolás II. 3. Házi feladat. Hegesztett szerkezet
 Hegesztett szerkezet Feladat: Hegesztett szerkezet rajzának elkészítése. Szükséges eszközök: A3-as fehér rajzlap az összeállítási és alkatrészrajzokhoz szerkesztési táblázat az anyagminőségek és a szabványos
Hegesztett szerkezet Feladat: Hegesztett szerkezet rajzának elkészítése. Szükséges eszközök: A3-as fehér rajzlap az összeállítási és alkatrészrajzokhoz szerkesztési táblázat az anyagminőségek és a szabványos
Esettanulmányok és modellek 1 Termelésprogramozás az iparban
 Esettanulmányok és modellek Termelésprogramozás az iparban Készítette: Dr. Ábrahám István Egyszerű termelésprogramozási feladatok.) gép felhasználásával kétféle terméket állítanak elő. Az egyes termékekhez
Esettanulmányok és modellek Termelésprogramozás az iparban Készítette: Dr. Ábrahám István Egyszerű termelésprogramozási feladatok.) gép felhasználásával kétféle terméket állítanak elő. Az egyes termékekhez
Palotainé Békési Katalin. Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és
 Palotainé Békési Katalin Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és villamos (korlátozottan) területen. A követelménymodul megnevezése: Gépelemek szerelése
Palotainé Békési Katalin Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és villamos (korlátozottan) területen. A követelménymodul megnevezése: Gépelemek szerelése
Előgyergyártott konzolos és konzolos támfalas közlekedési vasbeton elemcsaládok a kerékpáros és gyalogos közlekedési területek növelésére
 Előgyergyártott konzolos és konzolos támfalas közlekedési vasbeton elemcsaládok a kerékpáros és gyalogos közlekedési területek növelésére Adott esetben hegy- és dombvidéken, vízparton, hídfőknél az egyetlen
Előgyergyártott konzolos és konzolos támfalas közlekedési vasbeton elemcsaládok a kerékpáros és gyalogos közlekedési területek növelésére Adott esetben hegy- és dombvidéken, vízparton, hídfőknél az egyetlen
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
Gépgyártástechnológia alapjai 2013/14 I. félév
 Gépgyártástechnológia alapjai 2013/14 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2013/14 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Szakképesítés, szakképesítés-elágazás, rész-szakképesítés, szakképesítés-ráépülés azonosító száma, megnevezése: 31 521 09 0100 31 04 Köszörűs 2/51
 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
(11) Lajstromszám: E 007 263 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 007 263 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000007263T2! (19) HU (11) Lajstromszám: E 007 263 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 830025 (22) A bejelentés napja:
!HU000007263T2! (19) HU (11) Lajstromszám: E 007 263 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 830025 (22) A bejelentés napja:
GÉPSZERKEZETTAN - TERVEZÉS. Csigahajtások
 GÉPSZERKEZETTAN - TERVEZÉS Csigahajtások Konstrukció (felsőcsigás hajtómű) Gépszerkezettan, tervezés Csigahajtások 2 Konstrukció (alsócsigás hajtómű) Gépszerkezettan, tervezés Csigahajtások 3 Műszaki jellemzők
GÉPSZERKEZETTAN - TERVEZÉS Csigahajtások Konstrukció (felsőcsigás hajtómű) Gépszerkezettan, tervezés Csigahajtások 2 Konstrukció (alsócsigás hajtómű) Gépszerkezettan, tervezés Csigahajtások 3 Műszaki jellemzők
Párhuzamos programozás
 Párhuzamos programozás Rendezések Készítette: Györkő Péter EHA: GYPMABT.ELTE Nappali tagozat Programtervező matematikus szak Budapest, 2009 május 9. Bevezetés A számítástechnikában felmerülő problémák
Párhuzamos programozás Rendezések Készítette: Györkő Péter EHA: GYPMABT.ELTE Nappali tagozat Programtervező matematikus szak Budapest, 2009 május 9. Bevezetés A számítástechnikában felmerülő problémák
SOLARCAPITAL MARKETS ZRT. WWW.SOLARCAPITAL.HU SOLAR@SOLARCAPITAL.HU. Összefoglaló
 WWW.CAPITAL.HU @CAPITAL.HU Napi Elemzés 2010. november 9. INDEXEK Záróérték Napi változás (%) Dow Jones IA 11406.46-0.33% S&P 500 1223.23-0.22% Nasdaq 100 2188.94 +0.10% DAX 6750.50-0.05% BUX 23127.36-0.34%
WWW.CAPITAL.HU @CAPITAL.HU Napi Elemzés 2010. november 9. INDEXEK Záróérték Napi változás (%) Dow Jones IA 11406.46-0.33% S&P 500 1223.23-0.22% Nasdaq 100 2188.94 +0.10% DAX 6750.50-0.05% BUX 23127.36-0.34%
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA
 5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016.
 KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
Ha a síkot egyenes vagy görbe vonalakkal feldaraboljuk, akkor síkidomokat kapunk.
 Síkidomok Ha a síkot egyenes vagy görbe vonalakkal feldaraboljuk, akkor síkidomokat kapunk. A határoló vonalak által bezárt síkrész a síkidom területe. A síkidomok határoló vonalak szerint lehetnek szabályos
Síkidomok Ha a síkot egyenes vagy görbe vonalakkal feldaraboljuk, akkor síkidomokat kapunk. A határoló vonalak által bezárt síkrész a síkidom területe. A síkidomok határoló vonalak szerint lehetnek szabályos
Elhelyezési és kezelési tanácsok
 A szigetelőlemezeket síkfelületen, időjárási hatásoktól különösen esőtől és nedvességtől védetten kell tárolni. A lemezek legyenek szárazok a felhelyezéskor is. Kezelés és munka közben a széleket óvja
A szigetelőlemezeket síkfelületen, időjárási hatásoktól különösen esőtől és nedvességtől védetten kell tárolni. A lemezek legyenek szárazok a felhelyezéskor is. Kezelés és munka közben a széleket óvja
A KÖZOP-3.5.0-09-11-2012-0018 projekt rövid bemutatása
 A KÖZOP-3.5.0-09-11-2012-0018 projekt rövid bemutatása Rétháti András Célkitűzés: az utóbbi évtizedben számos országban alkalmazott 2+1 / 1+2 sávos keresztmetszetű utak hazai bevezetési lehetőségeinek,
A KÖZOP-3.5.0-09-11-2012-0018 projekt rövid bemutatása Rétháti András Célkitűzés: az utóbbi évtizedben számos országban alkalmazott 2+1 / 1+2 sávos keresztmetszetű utak hazai bevezetési lehetőségeinek,
MUNKAANYAG. Hervay Péter. Gyalugép, gyalulás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II.
 Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
(11) Lajstromszám: E 007 022 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 007 022 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000007022T2! (19) HU (11) Lajstromszám: E 007 022 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 733575 (22) A bejelentés napja:
!HU000007022T2! (19) HU (11) Lajstromszám: E 007 022 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 733575 (22) A bejelentés napja:
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
ZE-NC2011D. Beszerelési útmutató VW
 ZE-NC2011D Beszerelési útmutató VW Csatlakoztatás előkészítése Kösse össze a fő csatlakozó kábel megfelelő csatlakozóját a CAN/Stalk interfésszel. Csatlakoztassa a fő csatlakozó kábelt, ahogy azt az ábrán
ZE-NC2011D Beszerelési útmutató VW Csatlakoztatás előkészítése Kösse össze a fő csatlakozó kábel megfelelő csatlakozóját a CAN/Stalk interfésszel. Csatlakoztassa a fő csatlakozó kábelt, ahogy azt az ábrán
Mágneses szuszceptibilitás vizsgálata
 Mágneses szuszceptibilitás vizsgálata Mérést végezte: Gál Veronika I. A mérés elmélete Az anyagok külső mágnesen tér hatására polarizálódnak. Általában az anyagok mágnesezhetőségét az M mágnesezettség
Mágneses szuszceptibilitás vizsgálata Mérést végezte: Gál Veronika I. A mérés elmélete Az anyagok külső mágnesen tér hatására polarizálódnak. Általában az anyagok mágnesezhetőségét az M mágnesezettség
Vasúti információs rendszerek gyakorlat
 Vasúti információs rendszerek gyakorlat 2014. október 30. Horváth Krisztián tanszéki mérnök 1 A TAKT egy olyan szoftvereszköz, amely hatékonyan segíti modern menetrendi struktúrák tervezését, konkrét menetrendi
Vasúti információs rendszerek gyakorlat 2014. október 30. Horváth Krisztián tanszéki mérnök 1 A TAKT egy olyan szoftvereszköz, amely hatékonyan segíti modern menetrendi struktúrák tervezését, konkrét menetrendi
MŰSZAKI RAJZ 9. évfolyam
 MŰSZAKI RAJZ 9. évfolyam Számonkérés: rajzfeladatok megoldása, szóbeli tétel húzása Szükséges eszközök: ceruza, radír, körző, 2 db háromszög vonalzó, szögmérő, esetleg rádiuszsablon, görbevonalzó Témakörök:
MŰSZAKI RAJZ 9. évfolyam Számonkérés: rajzfeladatok megoldása, szóbeli tétel húzása Szükséges eszközök: ceruza, radír, körző, 2 db háromszög vonalzó, szögmérő, esetleg rádiuszsablon, görbevonalzó Témakörök:
A csendes forradalom
 A csendes forradalom A megvalósult álom 1977-ben egy fiatal SEIKO mérnöknek Suwaban, japán belsejében, a magas hegyek között, volt egy álma. Egy folyamatos időmérő meglakotásáról álmodott, melynek nagyobb
A csendes forradalom A megvalósult álom 1977-ben egy fiatal SEIKO mérnöknek Suwaban, japán belsejében, a magas hegyek között, volt egy álma. Egy folyamatos időmérő meglakotásáról álmodott, melynek nagyobb
Egyre nagyobb profitot generálnak a mobiltelefonnal végzett vásárlások, és egyre többet hezitálunk vásárlás előtt
 Egyre nagyobb profitot generálnak a mobiltelefonnal végzett vásárlások, és egyre többet hezitálunk vásárlás előtt 2016 ban még nagyobb hangsúlyt kapnak az e kereskedelmeben az okostelefonok. 2015 ben még
Egyre nagyobb profitot generálnak a mobiltelefonnal végzett vásárlások, és egyre többet hezitálunk vásárlás előtt 2016 ban még nagyobb hangsúlyt kapnak az e kereskedelmeben az okostelefonok. 2015 ben még
Vektoros elemzés végrehajtása QGIS GRASS moduljával 1.7 dr. Siki Zoltán
 Vektoros elemzés végrehajtása QGIS GRASS moduljával 1.7 dr. Siki Zoltán Egy mintapéldán keresztül mutatjuk be a GRASS vektoros elemzési műveleteit. Az elemzési mintafeladat során gumipitypang termesztésére
Vektoros elemzés végrehajtása QGIS GRASS moduljával 1.7 dr. Siki Zoltán Egy mintapéldán keresztül mutatjuk be a GRASS vektoros elemzési műveleteit. Az elemzési mintafeladat során gumipitypang termesztésére
HÁLÓZATSEMLEGESSÉG - EGYSÉGES INTERNET SZOLGÁLTATÁS-LEÍRÓ TÁBLÁZAT
 HÁLÓZATSEMLEGESSÉG - EGYSÉGES INTERNET SZOLGÁLTATÁS-LEÍRÓ TÁBLÁZAT - 2016.04.01 után kötött szerződésekre Díjcsomag neve Go Go+ Go EU Go EU+ Kínált letöltési sebesség - 3G 42 Mbit/s 42 Mbit/s 42 Mbit/s
HÁLÓZATSEMLEGESSÉG - EGYSÉGES INTERNET SZOLGÁLTATÁS-LEÍRÓ TÁBLÁZAT - 2016.04.01 után kötött szerződésekre Díjcsomag neve Go Go+ Go EU Go EU+ Kínált letöltési sebesség - 3G 42 Mbit/s 42 Mbit/s 42 Mbit/s
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
ÍRÁSBELI FELADAT MEGOLDÁSA
 54 523 04 1000 00 00-2014 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 523 04 1000 00 00 SZVK rendelet száma: Modulok: 6308-11
54 523 04 1000 00 00-2014 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 523 04 1000 00 00 SZVK rendelet száma: Modulok: 6308-11
1. KÜLÖNLEGES MECHANIKUS HAJTÓMŰVEK, HULLÁMHAJTÓMŰVEK, CIKLOHAJTÓMŰVEK... 8
 Tartalomjegyzék 1. KÜLÖNLEGES MECHANIKUS HAJTÓMŰVEK, HULLÁMHAJTÓMŰVEK, CIKLOHAJTÓMŰVEK... 8 1.1. Hullámhajtóművek... 8 1.. Ciklohajtóművek... 11 1.3. Elliptikus fogaskerekes hajtások... 13 1.4. Felhasznált
Tartalomjegyzék 1. KÜLÖNLEGES MECHANIKUS HAJTÓMŰVEK, HULLÁMHAJTÓMŰVEK, CIKLOHAJTÓMŰVEK... 8 1.1. Hullámhajtóművek... 8 1.. Ciklohajtóművek... 11 1.3. Elliptikus fogaskerekes hajtások... 13 1.4. Felhasznált
Programozható irányítóberendezések és szenzorrendszerek ZH. Távadók. Érdemjegy
 Név Neptun-kód Hallgató aláírása 0-15 pont: elégtelen (1) 16-21 pont: elégséges (2) 22-27 pont: közepes (3) 28-33 pont: jó (4) 34-40 pont: jeles (5) Érzékelők jellemzése Hőmérsékletérzékelés Erő- és nyomásmérés
Név Neptun-kód Hallgató aláírása 0-15 pont: elégtelen (1) 16-21 pont: elégséges (2) 22-27 pont: közepes (3) 28-33 pont: jó (4) 34-40 pont: jeles (5) Érzékelők jellemzése Hőmérsékletérzékelés Erő- és nyomásmérés
PHANTOM PILÓTAKÉPZÉSI ÚTMUTATÓ
 PHANTOM PILÓTAKÉPZÉSI ÚTMUTATÓ További információ: Vigyázat Kor FIGYELEM! a forgó alkatrészek sérülést okozhatnak Ez a termék 18 éves kor alatt nem használható. Kérem olvassa el a Gyors Kezdo Útmutatót
PHANTOM PILÓTAKÉPZÉSI ÚTMUTATÓ További információ: Vigyázat Kor FIGYELEM! a forgó alkatrészek sérülést okozhatnak Ez a termék 18 éves kor alatt nem használható. Kérem olvassa el a Gyors Kezdo Útmutatót
A 10/2007 (II. 27.) 1/2006 (II. 17.) OM
 1/2006 (II. 17.) OM") A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A mérés célkitűzései: Kaloriméter segítségével az étolaj fajhőjének kísérleti meghatározása a Joule-féle hő segítségével.
 A mérés célkitűzései: Kaloriméter segítségével az étolaj fajhőjének kísérleti meghatározása a Joule-féle hő segítségével. Eszközszükséglet: kaloriméter fűtőszállal digitális mérleg tanulói tápegység vezetékek
A mérés célkitűzései: Kaloriméter segítségével az étolaj fajhőjének kísérleti meghatározása a Joule-féle hő segítségével. Eszközszükséglet: kaloriméter fűtőszállal digitális mérleg tanulói tápegység vezetékek
FOGASKERÉK GYÁRTÁSTERVEZÉSE
 ZF HUNGÁRIA Kft. Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet Gépgyártástechnológia szak FOGASKERÉK GYÁRTÁSTERVEZÉSE Molnár Zsolt OFTOEE 3300. Eger, Bükk sétány 3. 2./11.
ZF HUNGÁRIA Kft. Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet Gépgyártástechnológia szak FOGASKERÉK GYÁRTÁSTERVEZÉSE Molnár Zsolt OFTOEE 3300. Eger, Bükk sétány 3. 2./11.
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
1. Mintapélda, amikor a fenék lekerekítési sugár (Rb) kicsi
 kicsi") 1 Mélyhúzott edény teríték méretének meghatározása 1. Mintapélda, amikor a fenék lekerekítési sugár (Rb) kicsi A mélyhúzott edény kiindulási teríték átmérőjének meghatározása a térfogat-állandóság alapján
1 Mélyhúzott edény teríték méretének meghatározása 1. Mintapélda, amikor a fenék lekerekítési sugár (Rb) kicsi A mélyhúzott edény kiindulási teríték átmérőjének meghatározása a térfogat-állandóság alapján
Hajtások 2 2014.11.08.
 Hajtások 2 2014.11.08. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
Hajtások 2 2014.11.08. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
FENNTARTHATÓ FEJLŐDÉS
 FENNTARTHATÓ FEJLŐDÉS Kump Edina ÖKO-Pack Nonprofit Kft. E-mail: edina@okopack.hu Web: www.okopack.hu Dunaújváros, 2014. november 07. A FENNTARTHATÓ FEJLŐDÉS FOGALMA A fenntartható fejlődés a fejlődés
FENNTARTHATÓ FEJLŐDÉS Kump Edina ÖKO-Pack Nonprofit Kft. E-mail: edina@okopack.hu Web: www.okopack.hu Dunaújváros, 2014. november 07. A FENNTARTHATÓ FEJLŐDÉS FOGALMA A fenntartható fejlődés a fejlődés
Gazdálkodási modul. Gazdaságtudományi ismeretek II.
 Gazdálkodási modul Gazdaságtudományi ismeretek II. Vezetés és kommunikációs ismeretek KÖRNYEZETGAZDÁLKODÁSI MÉRNÖKI MSc TERMÉSZETVÉDELMI MÉRNÖKI MSc Az innováció fogalma 73. lecke Az innováció fogalma
Gazdálkodási modul Gazdaságtudományi ismeretek II. Vezetés és kommunikációs ismeretek KÖRNYEZETGAZDÁLKODÁSI MÉRNÖKI MSc TERMÉSZETVÉDELMI MÉRNÖKI MSc Az innováció fogalma 73. lecke Az innováció fogalma
Vektorok összeadása, kivonása, szorzás számmal, koordináták, lineáris függetlenség
 Vektoralgebra Vektorok összeadása, kivonása, szorzás számmal, koordináták, lineáris függetlenség Feladatok: 1) A koordinátarendszerben úgy helyezzük el az egységkockát, hogy az origó az egyik csúcsba essék,
Vektoralgebra Vektorok összeadása, kivonása, szorzás számmal, koordináták, lineáris függetlenség Feladatok: 1) A koordinátarendszerben úgy helyezzük el az egységkockát, hogy az origó az egyik csúcsba essék,
Alváz. Billenős / Állat
 Billenős / Állat Billenős S9 CiC Közép munkahengerekkel S9 CiC alváz a legjobb megoldás a közép munkahengeres billenős felépítményekhez. Billenős S9 CiF Első munkahengerrel S9 CiF alváz alkalmas minden
Billenős / Állat Billenős S9 CiC Közép munkahengerekkel S9 CiC alváz a legjobb megoldás a közép munkahengeres billenős felépítményekhez. Billenős S9 CiF Első munkahengerrel S9 CiF alváz alkalmas minden