MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FOGAZÁSI ELJÁRÁSOK
|
|
|
- Marcell Mészáros
- 9 évvel ezelőtt
- Látták:
Átírás
1 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította:

2 FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően meghatározó tényezők 3. Fogazási technológiák csoportosítása 4. Hengeres fogaskerekek gyártási műveleteinek három szakasza 5. Foggyalulás (MAAG-eljárás) 6. Fogvésés (FELLOWS - eljárás) 7. Lefejtő fogmarás (Pfauter-eljárás)

3 Fogaskerekek fő feladatai: forgómozgás átvitele, irányának és szögsebességének megváltoztatása, nagy sebességek létrehozása és átvitele, egyenletes, pontos mozgások létrehozása és átvitele, erő- és nyomaték átvitele, stb. Általánosan használt gépelemek, de nem szabványosítottak, nem tipizáltak

4 A fogaskerékgyártásban nagyfokú termelékenység növekedés: A fogazógépeknél; a forgácsolási paraméterek (forgácsolási sebesség, előtolás, stb.) ugrásszerű (több, mint 100%-os) növekedése lerövidült a fogazógépek kinematikai lánca megnőtt a pontosság és a dinamikai merevség a forgácsolási teljesítmény 2-2,5-szeresre növekedett, a mellékidők nagymérvű csökkenése CNC vezérlésű fogazógépek, gyártócellák (FMC)

5 A forgácsoló szerszámok vonatkozásában; anyagminőség és szerkezeti kialakítás (pl. progresszív lefejtőmarók és keményfém metszőkerekek ld. később!) A hőkezelések vonatkozásában; hőkezelési deformációk csökkentése (az edzés utáni megmunkálás esetleges elhagyása)
 A hőkezelések vonatkozásában; hőkezelési deformációk")
6 FOGAZÁSI ELJÁRÁSOK Fogazó szerszámok

7 Egy felmérés szerint: évente 5 millió fogaskerék (2 millió normaóra) kb. 80 % hengeres fogaskerék (külső és belső fogazatú), % kúpfogaskerék, 8 % lánckerék, a többi csiga-csigakerék, egyéb fogazat fogazógéppark; 52 % lefejtőmarógép, 14 % fogköszörűgép, 34 % egyéb A jellemző fogaskerekek adatai: m = 1-10 mm, D = mm, B = mm

8 A fogaskerekek megmunkálását alapvetően meghatározó tényezők: méret, szerkezeti kialakítás, pontossági osztály, gyártási darabszám, előgyártmány, anyag és hőkezelés.

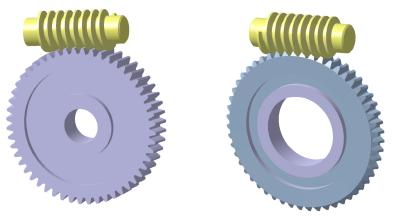
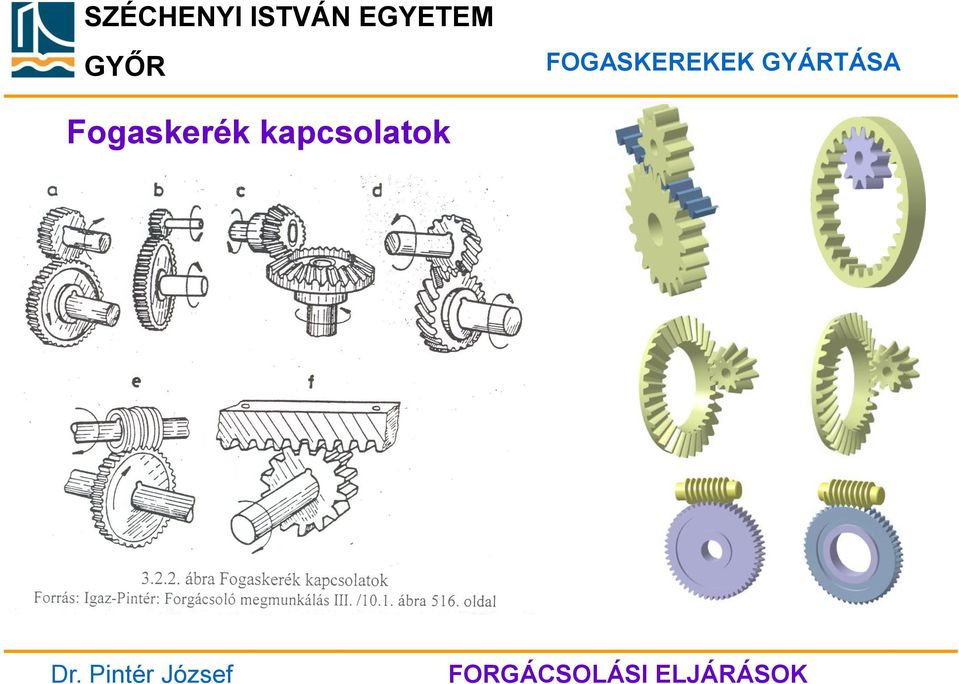
9 Fogaskerék kapcsolatok
10 A fogaskerekek megmunkálását alapvetően meghatározó tényezők: Méret, amely meghatározza: a megmunkáló gép nagyságát a fogazási műveletben a fogások számát. Szerkezeti kialakítás, amely hatással van a műveletek sorrendjére, és a megmunkálási műveletek számára.


11 A fogaskerekek megmunkálását alapvetően meghatározó tényezők: Kialakítási változatok, alaptípusok: furatos kerék rövid aggyal kettőskerék, illetve csoportkerék; tengelyes kerék, furatos kerék hosszú aggyal, a száraskerék, a fogaskoszorú.

12 A fogaskerekek megmunkálását alapvetően meghatározó tényezők: A felsorolt szerkezeti kialakítások bármelyike készülhet: o egyenes, o ferde, vagy o nyíl fogazással. A nyíl fogazás zárt (a. ábra), ha a jobb, illetve a bal hajlású fogazat találkozásánál nincs középső horony. A középső horonnyal rendelkező nyílfogazás (b. ábra) egybevágó, ha a fogak középvonalai metszik egymást, míg lépcsős nyílfogazatnak nevezzük, ha a két kerékfél fogainak középvonalai egymáshoz képest fél osztással el vannak tolva.

13 Pontossági osztály kiválasztható a befejező fogazási művelet, a pontosság és a felületi érdesség alapján eldönthető szükség van-e finomfelületi megmunkálásra (ISO ajánlása 12 pontossági fokozat) Gyártási darabszám a fogazógép típusának megválasztása annak teljesítőképessége alapján Előgyártmány, amely befolyással van a műveletek sorrendjére és a megmunkáló műveletek számára is.

14 Néhány példa: kb. 100 mm átmérőig rúdanyagból ledarabolva esztergálással (kisebb igénybevételeknél) Nagyobb igénybevétel esetén; a kedvezőbb szálelrendeződés biztosítására kisméretű kerekek előgyártmányait is kovácsolják. nagyméretű kerekeknél pl. öntött előgyártmány (fogaskoszorúval)

15 Az ábrán egy csoportkerék látható, amelyen öt fogkoszorút (lásd: A; B; C; D; E jelű fogazatok) kell kialakítani. Az (A) jelű egy hengeres fogaskerék, ahol a szerszám ráés kifutása nincs korlátozva. Egyenes fogazat készítése lehetséges: egyenesfogú metszőkerékkel lefejtő fogvésőgépen (Fellow-eljárás), egyenesfogú fésűskéssel, foggyalugépen (Maag-eljárás), vagy fogaskerék lefejtőmaróval (Pfauter-eljárás) lefejtő fogmarógépen. Ha ferde fogazat készítése van előírva, a fentiek csak abban változnak, hogy a metszőkerekes eljárásnál szerszámként ferdefogú metszőkereket kell alkalmazni. B Fellow-eljárással C bármelyik eljárással D Fellow-eljárással, Maag-eljárással E Maag-eljárással
 lefejtő fogmarógépen.")
16 A (B) jelű fogazat egy belső fogazású fogkoszorú. Mivel a szerszámnak nincs szabad kifutási lehetősége, ezért a megmunkálás csak metszőkerékkel lefejtő fogvésőgépen lehetséges. A (C) jelű fogazat hengeres fogaskerék, amelynél a szerszám rá- és kifutása nincs korlátozva. Gyártásánál az (A) esetben leírtak érvényesek. A (D) jelű fogazat egy csoportkerék kisebb átmérőjű fogaskereke, ahol korlátozott szerszámkifutás van, így a Pfauter-eljárás nem jöhet számításba. A fogazat elkészítése metszőkerékkel lefejtő fogvésőgépen lehetséges. Az (E) jelű fogazat elkészítése Pfautereljárással lehetséges (a lefejtőmaró átmérőjére figyelni kell!) A bármelyik eljárással B Fellow-eljárással C bármelyik eljárással D Fellow-eljárással, Maag-eljárással E Pfauter-eljárással
 jelű fogazat elkészítése Pfautereljárással lehetséges (a lefejtőmaró átmérőjére figyelni kell!")
17 Anyag és hőkezelés meghatározza: a megmunkáláshoz választott forgácsolási technológia beállítási paramétereit, illetőleg a megmunkálási sorrendet (öntöttvas, acél, műanyag, stb.) A kerék anyagának tulajdonságai döntően befolyásolják: a fogaskerékgyártás folyamatának technológiai részállapotait, a műveletek sorrendjét, illetve műveletelemenként a technológiai adatokat (forgácsolási sebesség, előtolás, stb.).

18 A fogaskerekek gyártása során alkalmazott hőkezelések: a fogazat kialakítása előtti hőkezelések, illetőleg a fogazást követő hőkezelések. A fogazat kialakítása előtti hőkezelések célja: Az anyag lehető legkedvezőbb megmunkálhatóságának elérése (megmunkálási idő és költség csökkentése); A lehető legegyenletesebb szövetszerkezet elérése (a forgácsoló megmunkálások során az elérhető legkisebb mértékben változzék az anyag felületi, illetve felület alatti rétegében a feszültségállapot, és ezáltal a lehető legkisebb maradó deformációk, elhúzódások, vetemedések keletkezzenek).

19 Fogazat kialakítása előtti hőkezelések: Kiegyenlítő izzítás Lágyító izzítás Temperálás A fogazást követő hőkezelések (a fogtő és a fogfelület teherbírásának növelése) Betétedzés Nitridálás Indukciós edzés Lángedzés Contur hardening (rövid ideig tartó nagyfrekvenciás hevítéssel járó felületi hőkezelés és edzés)

20 Fogazási technológiák Az alkalmazható fogazási technológiák választéka bő. A fogaskerekes hajtások száma nagy, sokféle szerkezeti változat, eltérő pontossági igények miatt. Az eljárások közötti tájékozódás megkönnyítése érdekében egy csoportosítás ld. táblázatot A csoportosítás alapelvének azt tekintettük, hogy a fogazás során a szerszám hordozza-e a vele készítendő fogazat geometriai alakját (profilozó eljárások), vagy pedig az evolvens profil a szerszám és a munkadarab geometriailag helyes legördülése során jön létre (lefejtő eljárások).

21 Fogazási technológiák A lefejtés, illetve a legördítés fogalma, megvalósítása A legördítés alapja szerszám által valamilyen metszetben megtestesített fogaslécprofilon történő legördítés A legördítés (egyben a fogazási eljárás) lehet: szakaszos, illetve folyamatos ábra
22 Forgácsolási eljárások Hengeres fogazatok lefejtő eljárásainak elve
23 Forgácsolási eljárások Hengeres fogazatok lefejtő eljárásainak elve
24 Forgácsolási eljárások Hengeres fogazatok lefejtő eljárásainak elve
25 Fogazási technológiák A hengeres fogaskerekek gyártási műveleteinek három fő szakasza különböztethető meg: a fogazást megelőző műveletek, a fogazás műveletei, a fogazást követő műveletek.

26 A hengeres fogaskerekek gyártási műveleteinek szakaszai:
27 FOGAZÁSI ELJÁRÁSOK A fogaskerekek megmunkálását alapvetően meghatározó tényezők a következők: Méret; Szerkezeti kialakítás; Pontossági osztály; Gyártási darabszám, Előgyártmány; Anyag és hőkezelés. A méret, amely meghatározza: a megmunkáló gép nagyságát, és a fogazási műveletben a fogások számát.
28 FOGAZÁSI ELJÁRÁSOK A fogaskerekek megmunkálását meghatározó tényezők Szerkezeti kialakítás Kisméretű fogaskerekeknél a kerék egy koncentrikus furattal rendelkező tömör tárcsa, a kerék tengelyirányú mérete sehol sem kisebb a fogszélességnél. A méret növelésekor, a kerékagyat és a fogkoszorút áttörés nélküli gerinc köti össze. További méretnöveléskor a gerinc rendszerint kör alakú nyílásokkal van áttörve, vagy a gerinc megmaradó részét küllők helyettesítik, míg az egészen nagyméretű küllős fogaskerekeket csavarokkal összeerősített két félkerékből, vagy szegmensekből állítják össze.
29 FOGAZÁSI ELJÁRÁSOK A felsorolt szerkezeti kialakítások bármelyike készülhet egyenes, ferde, vagy nyíl fogazással. Pontossági osztály, amelynek alapján kiválasztható a befejező fogazási művelet, a pontosság és a felületi érdesség alapján eldönthető, szükség van-e finomfelületi megmunkálásra. A nemzetközi fogazási gyakorlat, valamint az ISO ajánlása a fogaskerekeket 12 pontossági fokozatba sorolja. Ezeket 1-től 12-ig terjedő sorszámozással jelölik. Nagyobb fokozatszám nagyobb pontatlanságnak felel meg.
30 FOGAZÁSI ELJÁRÁSOK Pontossági osztály A gépiparban az 1-4 pontossági fokozat tűréselőírásai szerint készülő fogaskerekek használatát csak különleges esetekben igénylik, ugyanakkor a 11. és 12. fokozat tűréseinek számértékei olyan pontatlan kerekeket engednek meg, amelyeket a gépipar már nem alkalmaz. Gyártási darabszám, amely befolyásolhatja a fogazógép típusának megválasztását, annak teljesítőképessége alapján. Ugyanaz a fogazat többféle eljárással is előállítható. Az egyes eljárásokhoz különböző bonyolultságú és költségráfordítású szerszám illetve gépi berendezés tartozik. A gazdaságos gyártást szem előtt tartva a sorozatnagyság egyben meghatározza a választandó technológiai eljárást is.
31 FOGAZÁSI ELJÁRÁSOK Előgyártmány, amely befolyással van a műveletek sorrendjére, és a megmunkáló műveletek számára is. Anyag és hőkezelés, amely meghatározza: a megmunkáláshoz választott forgácsolási technológia beállítási paramétereit, illetve a megmunkálási sorrendet. A fogaskerekek anyagát mindig rendeltetésük, terhelésük, és a szerkezeti beépítésük során kiadódó üzemi kerületi sebességük függvényében választják meg.
32 FOGAZÁSI ELJÁRÁSOK Anyag és hőkezelés, kis terhelésű kerekek anyaga acél vagy öntöttvas, nagyobb terhelésnél acélöntést vagy modifikált, gömbgrafitos öntöttvasat használnak. A hajtás zajának csökkentésére kisebb igénybevételek mellett akár műanyag fogaskereket is alkalmaznak. A kerék anyagának tulajdonságai döntően befolyásolják a fogaskerékgyártás folyamatának technológiai részállapotait, a műveletek sorrendjét, illetve műveletelemenként a technológiai adatokat (forgácsolási sebesség, előtolás, stb.).
33 FOGAZÁSI ELJÁRÁSOK A sokféle szerkezeti változat, az eltérő pontossági igények miatt az alkalmazható fogazási technológiák választéka is igen bő. A tájékozódás megkönnyítése érdekében a fogazási eljárásokat táblázatban csoportosítottuk. A csoportosítás alapelve: a fogazás során a szerszám hordozza-e a vele készítendő fogazat geometriai alakját (profilozó eljárások), vagy pedig az evolvens profil a szerszám és a munkadarab geometriailag helyes legördülése során jön létre (lefejtő eljárások). Ezek alapján a fogazási eljárások lehetnek: öntési eljárások, másoló eljárások, profilozó eljárások, illetve lefejtő eljárások.
34 Forgácsolási eljárások csoportosítása A legördítés menete A szerszám nyoma A fogprofil kialakulásának folyamata
35 FOGAZÁSI ELJÁRÁSOK A fogazási eljárások csoportosítása
36 FOGAZÁSI ELJÁRÁSOK Foggyalulás (MAAG-eljárás) Lefejtő eljárás munkadarab a fogasléc szerszámon gördül le. A munkadarab forgó és haladó mozgást végez. A szerszám véges hossza miatt a munkadarab több legördítő ciklusban - szakaszosan - készül el. A munkadarab továbbgördítése - szakaszosan - a szerszám felső holtpontjában Egyenes és ferde fogazatú külső fogazatú hengeres kerekek készítésére Lassú, kevésbé termelékeny, de pontos eljárás
37 FOGAZÁSI ELJÁRÁSOK
38 FOGAZÁSI ELJÁRÁSOK Fogvésés (FELLOWS - eljárás) A metszőkerékkel dolgozó fogvésőgép (szokás metszőkekes eljárásnak is nevezni) szerszáma kettőslöketszerű, függőleges irányú egyenesvonalú főmozgást végez. A legördítéshez szükséges mozgások: a szerszám folyamatos forgó mozgása és a munkadarab ugyancsak folyamatos forgó mozgása
39 Forgácsolási eljárások csoportosítása Fogvésés (FELLOWS - eljárás) Ferdefogú homlokkerék készítése vezetőhüvely segítségével Fogásvétel Fellow-eljárásnál
40 FOGAZÁSI ELJÁRÁSOK Fogvésés (FELLOWS - eljárás) A kinematikai kényszerkapcsolat alapja a szerszám és a munkadarab fogszámaránya szerinti legördítés (szerszám és a munkadarab modulja azonos) A fogazás a szerszám és a munkadarab fejkörének érintkezéséből indulva, vezértárcsákkal vezérelt fogásvételi mozgással egy, kettő, vagy három fogással (kb. 1/3-1/4 munkadarab-fordulat alatt) a ráhagyás eltávolításához további egy teljes munkadarab-fordulat szükséges
41 Fogvésés (FELLOWS - eljárás) Forgácsolási eljárások csoportosítása Fogásvételi szerkezet vezérlő tárcsái a. egy fogás b. két fogás esetén Metszőkerekes fogvésőgép blokkvázlata
42 Ferde fogazatú fogaskerék készítése: Az egyenesvonalú - véső - főmozgásra - egy vezetőpálya segítségével - csavarvonal menti szerszám mozgást kell rászuperponálni a munkadarab ( m ) és a szerszám ( sz ) menetemelkedési szögei, valamint a szerszám (H sz ) és a vezetőpálya (H v ) menetemelkedése egyenlőek (az elektronikus kinematikai láncú fogazógépeken is vezetőpályát alkalmaznak a gyártás, a tervezés is célszerűen a vezetőpályát csak ritkán kell cserélni). FOGAZÁSI ELJÁRÁSOK Fogvésés (FELLOWS - eljárás)
43 FOGAZÁSI ELJÁRÁSOK Fogvésés (FELLOWS - eljárás) Egyaránt alkalmas mind külső, mind belső fogazatok megmunkálására. Mivel kis szerszámkifutást igényel, ezért csoportkerekek megmunkálására is előnyösen használható. A CNC vezérlésű kinematikai lánc lehetőséget ad a lökethelyzet változtatására is, így széles fogazatok megmunkálhatók rövidebb löketű fogazógépeken is. Elektronikus kinematikai láncú, speciális fogvéső gépeken különleges (pl. ellipszis alakú) fogaskerekek is készíthetők.
44 FOGAZÁSI ELJÁRÁSOK Fogvésés (FELLOWS - eljárás) Elektronikus kinematikai láncú, speciális fogvéső gépeken különleges (pl. ellipszis alakú) fogaskerekek is készíthetők.
45 Forgácsolási eljárások csoportosítása Lefejtő fogmarás (Pfauter eljárás) A legelterjedtebben használatos fogazógép, A legtöbb esetben ez a legtermelékenyebb eljárás A legördítés folyamatos. Szerszáma evolvens csiga. A legördítő mozgások: a szerszám folyamatos főmozgása, valamint a munkadarab ugyancsak folyamatos forgó mozgása. A legördítés a csigahajtás kinematikai kapcsolatának felel meg, a kinematikailag helyes lefejtés (legördülés) a csiga szerszám bekezdései számának és a munkadarab fogszámának arányától függ.
46 Forgácsolási eljárások csoportosítása Lefejtő fogmarás (Pfauter eljárás) A megmunkálás elrendezése A lefejtő marószerszám
47 Forgácsolási eljárások csoportosítása Lefejtő fogmarás (Pfauter eljárás) Mozgások lefejtő fogmarógéppel történő fogazás esetén Lefejtő fogmarógép blokkvázlata
48 Forgácsolási eljárások csoportosítása Lefejtő fogmarás (Pfauter eljárás) Cserekerekek beállítása (Szerszám és munkadarab legördítése)
49 Forgácsolási eljárások csoportosítása Lefejtő fogmarás (Pfauter eljárás) Egy régi Pfauter fogmarógép
50 Lefejtő fogmarás (Pfauter - eljárás) Forgácsolási eljárások csoportosítása Ferde fogazat készítése esetén a kinematikai láncban egy differenciálmű, (elektronikus kinematikai lánc esetén az azt helyettesítő elektronika) A differenciálmű a legördítő mozgás korrekciója, a "pótforgás" biztosítása ferde fogazat axiális, egyenes és ferde fogazat diagonális és tangenciális marásánál. Csigakerék radiális, vagy tangenciális eljárással A szerszám egyenes és ferde fogazat készítése esetén ugyanaz (a fogferdeséget csak a beállításnál kell figyelembe venni)
51 Forgácsolási eljárások csoportosítása Lefejtő marógép felépítése
52 FOGAZÁSI ELJÁRÁSOK Kombinált fogazási eljárások Kombinált fogazási eljárás Csoportkerék megmunkálására
53 A FORGÁCSLEVÁLASZTÁS ALAPJAI Köszönöm a figyelmet! A FORGÁCSLEVÁLASZTÁS ALAPJAI
Fogaskerék megmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Horváth
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Horváth
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal
 7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
31 521 09 0100 31 02 Fogazó Gépi forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Technológiai dokumentációk
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A FORGÁCSLEVÁLASZTÁS ALAPJAI
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0220-06 Gépészeti kötési feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0220-06/2 Kötések
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0220-06 Gépészeti kötési feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0220-06/2 Kötések
FOGASKERÉKHAJTÁSOK (Vázlat)
") FOGASKERÉKHAJTÁSOK (Vázlat) Tengelykapcsolók Hajtásrendszer (hajtáslánc): erő és munkagépek összekapcsolására szolgáló, energiát (teljesítményt, nyomatékot) továbbító, átalakító szerkezeti elemek. 1 Hajtások
FOGASKERÉKHAJTÁSOK (Vázlat) Tengelykapcsolók Hajtásrendszer (hajtáslánc): erő és munkagépek összekapcsolására szolgáló, energiát (teljesítményt, nyomatékot) továbbító, átalakító szerkezeti elemek. 1 Hajtások
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI
 15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata.
15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata.
Kúpfogaskerék lefejtése léc-típusú szerszámmal
 Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék Kúpfogaskerék lefejtése léc-típusú szerszámmal Sipos Bence, Sapientia EMTE, Marosvásárhely Műszaki
Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék Kúpfogaskerék lefejtése léc-típusú szerszámmal Sipos Bence, Sapientia EMTE, Marosvásárhely Műszaki
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: 2 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: 2 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Fúvókás sugárbefúvó cső DSA-RR
 Fúvókás sugárbefúvó cső DSA-RR Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 info@schako.de www.schako.de Tartalom Leírás... 3 Kialakítás...
Fúvókás sugárbefúvó cső DSA-RR Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 info@schako.de www.schako.de Tartalom Leírás... 3 Kialakítás...
Használható segédeszköz: rajzeszközök, nem programozható számológép
 A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
FOGASKEREKEK GYÁRTÁSA ELŐADÁS
 FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek. ea: dr. Bánfalvi Antal V2/708-as labor
 ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
Termékkatalógus 2016.
 Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: 20MnCr5 Póthegyek anyaga:
Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: 20MnCr5 Póthegyek anyaga:
II./2. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK
 II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FOGAZÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
Szakképesítés, szakképesítés-elágazás, rész-szakképesítés, szakképesítés-ráépülés azonosító száma, megnevezése: 31 521 09 0100 31 04 Köszörűs 2/51
 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
54 481 01 1000 00 00 CAD-CAM informatikus CAD-CAM informatikus
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
GÉPÉSZETI ALAPISMERETEK ÉRETTSÉGI VIZSGA I. RÉSZLETES KÖVETELMÉNYEK
 GÉPÉSZETI ALAPISMERETEK ÉRETTSÉGI VIZSGA I. RÉSZLETES KÖVETELMÉNYEK A Gépészeti alapismeretek szakmai előkészítő tantárgy érettségi vizsga részletes vizsgakövetelményeinek kidolgozása a műszaki szakterület
GÉPÉSZETI ALAPISMERETEK ÉRETTSÉGI VIZSGA I. RÉSZLETES KÖVETELMÉNYEK A Gépészeti alapismeretek szakmai előkészítő tantárgy érettségi vizsga részletes vizsgakövetelményeinek kidolgozása a műszaki szakterület
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Műszaki ábrázolás II. 3. Házi feladat. Hegesztett szerkezet
 Hegesztett szerkezet Feladat: Hegesztett szerkezet rajzának elkészítése. Szükséges eszközök: A3-as fehér rajzlap az összeállítási és alkatrészrajzokhoz szerkesztési táblázat az anyagminőségek és a szabványos
Hegesztett szerkezet Feladat: Hegesztett szerkezet rajzának elkészítése. Szükséges eszközök: A3-as fehér rajzlap az összeállítási és alkatrészrajzokhoz szerkesztési táblázat az anyagminőségek és a szabványos
A döntő feladatai. valós számok!
 OKTV 006/007. A döntő feladatai. Legyenek az x ( a + d ) x + ad bc 0 egyenlet gyökei az x és x valós számok! Bizonyítsa be, hogy ekkor az y ( a + d + abc + bcd ) y + ( ad bc) 0 egyenlet gyökei az y x és
OKTV 006/007. A döntő feladatai. Legyenek az x ( a + d ) x + ad bc 0 egyenlet gyökei az x és x valós számok! Bizonyítsa be, hogy ekkor az y ( a + d + abc + bcd ) y + ( ad bc) 0 egyenlet gyökei az y x és
Épületvillamosság laboratórium. Villámvédelemi felfogó-rendszer hatásosságának vizsgálata
 Budapesti Műszaki és Gazdaságtudományi Egyetem Villamos Energetika Tanszék Nagyfeszültségű Technika és Berendezések Csoport Épületvillamosság laboratórium Villámvédelemi felfogó-rendszer hatásosságának
Budapesti Műszaki és Gazdaságtudományi Egyetem Villamos Energetika Tanszék Nagyfeszültségű Technika és Berendezések Csoport Épületvillamosság laboratórium Villámvédelemi felfogó-rendszer hatásosságának
Hiab rönkfogók és hulladékrakodó kanalak
 iab rönkfogók és hulladékrakodó kanalak Termékkatalógus Rakodókanalak minden feladatra A iab rönkfogók és hulladékrakodó kanalak széles választáka megoldást nyújt minden feladatra. A iab rönkfogókat ipari
iab rönkfogók és hulladékrakodó kanalak Termékkatalógus Rakodókanalak minden feladatra A iab rönkfogók és hulladékrakodó kanalak széles választáka megoldást nyújt minden feladatra. A iab rönkfogókat ipari
Jellegzetes felületek megmunkálása
 Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Külsı hengeres felületek megmunkálása Gépipari
Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Külsı hengeres felületek megmunkálása Gépipari
JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ. Egészségügyi kártevőirtó szakmunkás szakképesítés. 2454-06 Kártevőirtás modul. 1. vizsgafeladat. 2013. december 10.
 Emberi Erőforrások Minisztériuma Korlátozott terjesztésű! Érvényességi idő: az írásbeli vizsgatevékenység befejezésének időpontjáig A minősítő neve: Rauh Edit A minősítő beosztása: mb. főigazgató-helyettes
Emberi Erőforrások Minisztériuma Korlátozott terjesztésű! Érvényességi idő: az írásbeli vizsgatevékenység befejezésének időpontjáig A minősítő neve: Rauh Edit A minősítő beosztása: mb. főigazgató-helyettes
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk
 Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
A TŰZVÉDELMI TERVEZÉS FOLYAMATA. Dr. Takács Lajos Gábor okl. építészmérnök BME Építészmérnöki Kar Épületszerkezettani Tanszék
 A TŰZVÉDELMI TERVEZÉS FOLYAMATA Dr. Takács Lajos Gábor okl. építészmérnök BME Építészmérnöki Kar Épületszerkezettani Tanszék BME Épít Épületsze TŰZVÉDELMI TERVEZÉSI FELADATOK A tűzvédelmi tervezési tevékenység
A TŰZVÉDELMI TERVEZÉS FOLYAMATA Dr. Takács Lajos Gábor okl. építészmérnök BME Építészmérnöki Kar Épületszerkezettani Tanszék BME Épít Épületsze TŰZVÉDELMI TERVEZÉSI FELADATOK A tűzvédelmi tervezési tevékenység
[MECHANIKA- HAJLÍTÁS]
![[MECHANIKA- HAJLÍTÁS]](/thumbs/39/20428431.jpg "[MECHANIKA- HAJLÍTÁS]") 2010. Eötvös Loránd Szakközép és Szakiskola Molnár István [MECHANIKA- HAJLÍTÁS] 1 A hajlításra való méretezést sok helyen lehet használni, sok mechanikai probléma modelljét vissza lehet vezetni a hajlítás
2010. Eötvös Loránd Szakközép és Szakiskola Molnár István [MECHANIKA- HAJLÍTÁS] 1 A hajlításra való méretezést sok helyen lehet használni, sok mechanikai probléma modelljét vissza lehet vezetni a hajlítás
Leier árokburkoló elem
 Leier ár A szélsőséges időjárás miatt megnövekedett csapadékvíz elvezetése Magyarországon is egyre fontosabbá válik. A meglévő elavult földmedrű rendszerek felújítását, új rendszerek kiépítését csak a
Leier ár A szélsőséges időjárás miatt megnövekedett csapadékvíz elvezetése Magyarországon is egyre fontosabbá válik. A meglévő elavult földmedrű rendszerek felújítását, új rendszerek kiépítését csak a
Mechanikai Megmunkálás
 Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Bevezetés a lágy számítás módszereibe
 BLSZM-07 p. 1/10 Bevezetés a lágy számítás módszereibe Nem fuzzy halmaz kimenetű fuzzy irányítási rendszerek Egy víztisztító berendezés szabályozását megvalósító modell Viselkedésijósló tervezési példa
BLSZM-07 p. 1/10 Bevezetés a lágy számítás módszereibe Nem fuzzy halmaz kimenetű fuzzy irányítási rendszerek Egy víztisztító berendezés szabályozását megvalósító modell Viselkedésijósló tervezési példa
1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is!
 1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is! Példák: Auto alváz Nyáklapok elemei Ablak műanyagkerete aknafedél Kuplung tárcsa Kólás doboz Csapágyház
1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is! Példák: Auto alváz Nyáklapok elemei Ablak műanyagkerete aknafedél Kuplung tárcsa Kólás doboz Csapágyház
DGP. Hátrahúzott vortex járókerék. Általános jellemzők
 Hátrahúzott vortex járókerék Általános jellemzők Kivitel Elektromechanikus szerelvény EN-GJL-250 öntöttvasból, bemerítéssel történő működtetésre, 2 (kettő) szilícium-karbid mechanikus tömítés (2SiC) és
Hátrahúzott vortex járókerék Általános jellemzők Kivitel Elektromechanikus szerelvény EN-GJL-250 öntöttvasból, bemerítéssel történő működtetésre, 2 (kettő) szilícium-karbid mechanikus tömítés (2SiC) és
Dr. Schuster György. 2014. február 21. Real-time operációs rendszerek RTOS
 Real-time operációs rendszerek RTOS 2014. február 21. Az ütemező (Scheduler) Az operációs rendszer azon része (kódszelete), mely valamilyen konkurens hozzáférés-elosztási problémát próbál implementálni.
Real-time operációs rendszerek RTOS 2014. február 21. Az ütemező (Scheduler) Az operációs rendszer azon része (kódszelete), mely valamilyen konkurens hozzáférés-elosztási problémát próbál implementálni.
Üzembehelyezıi leírás
 Üzembehelyezıi leírás MADE IN ITALY TECHNIKAI ADATOK Falra szerelve Lefedettség 15 m, 90 Mikrohullámú frekvencia 10.525 GHz Jelfeldolgozás DSP(Digital Signal Processing) Érzékelési távolság 3-15 m Érzékelési
Üzembehelyezıi leírás MADE IN ITALY TECHNIKAI ADATOK Falra szerelve Lefedettség 15 m, 90 Mikrohullámú frekvencia 10.525 GHz Jelfeldolgozás DSP(Digital Signal Processing) Érzékelési távolság 3-15 m Érzékelési
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
Elemkatalógus és árjegyzék Érvényes: 2015.01.01 től visszavonásig
 Elemkatalógus és árjegyzék Érvényes: 2015.01.01 től visszavonásig SZÁRMAZÁSI HELY: MAGYARORSZÁG Egy állványmezőre számolt tájékoztató ár! Méret Polcok Polcköz Nettó listaár Nettó listaár (FESTETT) (HORGANYZOTT)
Elemkatalógus és árjegyzék Érvényes: 2015.01.01 től visszavonásig SZÁRMAZÁSI HELY: MAGYARORSZÁG Egy állványmezőre számolt tájékoztató ár! Méret Polcok Polcköz Nettó listaár Nettó listaár (FESTETT) (HORGANYZOTT)
2011. tavaszi félév. Fogaskerékgyártás. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
1. Feladatok a dinamika tárgyköréből
 1. Feladatok a dinamika tárgyköréből Newton három törvénye 1.1. Feladat: Órai kidolgozásra: 1. feladat Három azonos m tömegű gyöngyszemet fonálra fűzünk, egymástól kis távolságokban a fonálhoz rögzítünk,
1. Feladatok a dinamika tárgyköréből Newton három törvénye 1.1. Feladat: Órai kidolgozásra: 1. feladat Három azonos m tömegű gyöngyszemet fonálra fűzünk, egymástól kis távolságokban a fonálhoz rögzítünk,
Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel
 Pagonyné Mezősi Marietta Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma:
Pagonyné Mezősi Marietta Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma:
A 10/2007 (II. 27.) 1/2006 (II. 17.) OM
 1/2006 (II. 17.) OM") A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Rögzített fogpótlástan alapjai, definíciók, indikációk. Dr. Bistey Tamás
 Rögzített fogpótlástan alapjai, definíciók, indikációk. Dr. Bistey Tamás Fogpótlások osztályozása Rögzítettség alapján Kivehető Rögzített Kiterjedés szerint Teljes Részleges Anyaga alapján Fém Kerámia
Rögzített fogpótlástan alapjai, definíciók, indikációk. Dr. Bistey Tamás Fogpótlások osztályozása Rögzítettség alapján Kivehető Rögzített Kiterjedés szerint Teljes Részleges Anyaga alapján Fém Kerámia
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 30%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
J E L E N T É S a Szemenkéntvető gépeken alkalmazott mikrogranulátum kijuttató adapterek leforgatási vizsgálata" című témáról
 NAIK Mezőgazdasági Gépesítési Intézet 2100 Gödöllő, Tessedik Sámuel u. 4. J E L E N T É S a Szemenkéntvető gépeken alkalmazott mikrogranulátum kijuttató adapterek leforgatási vizsgálata" című témáról Témaszám:
NAIK Mezőgazdasági Gépesítési Intézet 2100 Gödöllő, Tessedik Sámuel u. 4. J E L E N T É S a Szemenkéntvető gépeken alkalmazott mikrogranulátum kijuttató adapterek leforgatási vizsgálata" című témáról Témaszám:
MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny. Elődöntő ÍRÁSBELI FELADAT
 52 523 03 0000 00 00-2012 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 52 523 03 0000 00 00 Modulok: 1395-06 Mechatronikai gyártórendszerek
52 523 03 0000 00 00-2012 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 52 523 03 0000 00 00 Modulok: 1395-06 Mechatronikai gyártórendszerek
OPAL P25 CO 2 OPAL L30/L50 CO 2. lézer. lézer. engineering laser technology
 OPAL P25 CO 2 OPAL L30/L50 CO 2 OPAL P25 CO 2 OPAL L30/L50 CO 2 Számtalan előny a klinikai és ambuláns gyakorlatban: steril és precíz vágás keskeny nekrotikus zóna minimális oedema kisebb vérzés, jól látható
OPAL P25 CO 2 OPAL L30/L50 CO 2 OPAL P25 CO 2 OPAL L30/L50 CO 2 Számtalan előny a klinikai és ambuláns gyakorlatban: steril és precíz vágás keskeny nekrotikus zóna minimális oedema kisebb vérzés, jól látható
JÁRÁST SEGÍTŐ ESZKÖZÖK
 B-4372 Gyermek könyökmankó JÁRÁST SEGÍTŐ ESZKÖZÖK Alsóvégtag sérülés, rendellenesség esetén a 2 db könyökmankó használata teljes tehermentesítést biztosít járás közben. Alumínium szerkezet, állítható magasság.
B-4372 Gyermek könyökmankó JÁRÁST SEGÍTŐ ESZKÖZÖK Alsóvégtag sérülés, rendellenesség esetén a 2 db könyökmankó használata teljes tehermentesítést biztosít járás közben. Alumínium szerkezet, állítható magasság.
QUICK-LOCK. Álmennyezet szigetek. Standard és mégis egyedi
 Álmennyezet szigetek Standard és mégis egyedi INSULA álmennyezet szigetek Az épületbelsők tervezésekor nagyon fontos a fantázia. Ezek az egyszerűen építhető elemek lehetőséget adnak arra, hogy valóra válthassuk
Álmennyezet szigetek Standard és mégis egyedi INSULA álmennyezet szigetek Az épületbelsők tervezésekor nagyon fontos a fantázia. Ezek az egyszerűen építhető elemek lehetőséget adnak arra, hogy valóra válthassuk
2000 db speciális komposztláda, 0,3 m3 térfogatú
 2000 db speciális komposztláda, 0,3 m3 térfogatú Közbeszerzési Értesítő száma: 2005/13 Beszerzés tárgya: Árubeszerzés; Árubeszerzés Hirdetmény típusa: Tájékoztató az eljárás eredményéről (14-es minta)
2000 db speciális komposztláda, 0,3 m3 térfogatú Közbeszerzési Értesítő száma: 2005/13 Beszerzés tárgya: Árubeszerzés; Árubeszerzés Hirdetmény típusa: Tájékoztató az eljárás eredményéről (14-es minta)
1. Mintapélda, amikor a fenék lekerekítési sugár (Rb) kicsi
 kicsi") 1 Mélyhúzott edény teríték méretének meghatározása 1. Mintapélda, amikor a fenék lekerekítési sugár (Rb) kicsi A mélyhúzott edény kiindulási teríték átmérőjének meghatározása a térfogat-állandóság alapján
1 Mélyhúzott edény teríték méretének meghatározása 1. Mintapélda, amikor a fenék lekerekítési sugár (Rb) kicsi A mélyhúzott edény kiindulási teríték átmérőjének meghatározása a térfogat-állandóság alapján
Shared IMAP beállítása magyar nyelvű webmailes felületen
 Shared IMAP beállítása magyar nyelvű webmailes felületen A következő ismertető segítséget nyújt a szervezeti cím küldőként való beállításában a caesar Webmailes felületén. Ahhoz, hogy a Shared Imaphoz
Shared IMAP beállítása magyar nyelvű webmailes felületen A következő ismertető segítséget nyújt a szervezeti cím küldőként való beállításában a caesar Webmailes felületén. Ahhoz, hogy a Shared Imaphoz
FOGASKERÉK GYÁRTÁSTERVEZÉSE
 ZF HUNGÁRIA Kft. Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet Gépgyártástechnológia szak FOGASKERÉK GYÁRTÁSTERVEZÉSE Molnár Zsolt OFTOEE 3300. Eger, Bükk sétány 3. 2./11.
ZF HUNGÁRIA Kft. Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet Gépgyártástechnológia szak FOGASKERÉK GYÁRTÁSTERVEZÉSE Molnár Zsolt OFTOEE 3300. Eger, Bükk sétány 3. 2./11.
Információtartalom vázlata
 2 1. Munkatársával szakmai szempontok figyelembevételével beszéljék meg a csavar-, szegecsés - A csavarkötések fajtái, megválasztásának szempontjai - Szegecshossz számítása, a szegecskötés szerszámai -
2 1. Munkatársával szakmai szempontok figyelembevételével beszéljék meg a csavar-, szegecsés - A csavarkötések fajtái, megválasztásának szempontjai - Szegecshossz számítása, a szegecskötés szerszámai -
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN
 GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 2 1 Szerszámzáró szerkezet Feladata: különböző szerszámok felerősíthetőségének
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 2 1 Szerszámzáró szerkezet Feladata: különböző szerszámok felerősíthetőségének
Irányítástechnika 1. 5. Elıadás. Félvezetıs logikai áramkörök. Irodalom
 Irányítástechnika 1 5. Elıadás Félvezetıs logikai áramkörök Irodalom - Kovács Csongor: Digitális elektronika, 2003 - Helmich József: Irányítástechnika I, 2005 Félvezetıs logikai elemek Logikai szintek
Irányítástechnika 1 5. Elıadás Félvezetıs logikai áramkörök Irodalom - Kovács Csongor: Digitális elektronika, 2003 - Helmich József: Irányítástechnika I, 2005 Félvezetıs logikai elemek Logikai szintek
2010.08.29. Termék HOGYAN GYÁRTANI HOGYAN TERVEZNI. Megtervezni a termék gyártási folyamatát, valamint a szükséges dokumentációk elıállítása.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC 01a - A tervezés elvei
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC 01a - A tervezés elvei
3. Térvezérlésű tranzisztorok
 1 3. Térvezérlésű tranzisztorok A térvezérlésű tranzisztorok (Field Effect Transistor = FET) működési elve alapjaiban eltér a bipoláris tranzisztoroktól. Az áramvezetés mértéke statikus feszültséggel befolyásolható.
1 3. Térvezérlésű tranzisztorok A térvezérlésű tranzisztorok (Field Effect Transistor = FET) működési elve alapjaiban eltér a bipoláris tranzisztoroktól. Az áramvezetés mértéke statikus feszültséggel befolyásolható.
Az ömlesztő hegesztési eljárások típusai, jellemzése A volfrámelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a volfrámelektródás semleges védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a volfrámelektródás semleges védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét!
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
Watt Drive Antriebstechnik GmbH - AUSTRIA
 Watt Drive Antriebstechnik GmbH - AUSTRIA Keverıhajtás FR... Keverı és extruder hajtás Ahol megbízhatóság a legnagyobb követelmény. A keverıhajtómővek a Watt Drive cég moduláris MAS 2000 hajtómő koncepció
Watt Drive Antriebstechnik GmbH - AUSTRIA Keverıhajtás FR... Keverı és extruder hajtás Ahol megbízhatóság a legnagyobb követelmény. A keverıhajtómővek a Watt Drive cég moduláris MAS 2000 hajtómő koncepció
MAGYAR KERESKEDELMI ÉS IPARKAMARA
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakképesítés azonosító száma, megnevezése: 33 5216 03 VILLANYSZERELŐ SZINTVIZSGA GYAKORLATI FELADAT B A szintvizsga időtartama: Elérhető pontszám: 300 perc 100 pont B/I.
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakképesítés azonosító száma, megnevezése: 33 5216 03 VILLANYSZERELŐ SZINTVIZSGA GYAKORLATI FELADAT B A szintvizsga időtartama: Elérhető pontszám: 300 perc 100 pont B/I.
CWHR. 2008 as sorozat. CWHR Nagy teljesítményű állítható V-tárcsa GLB 08.07
 Nagy teljesítményű állítható V-tárcsa 2008 as sorozat GLB 08.07 Történelmi háttér: 150 év szaktudása A A család d törtt rténete A RAZOL műhelyt 1855-ben alapított tották, a franciaországi Tonneins-ben.
Nagy teljesítményű állítható V-tárcsa 2008 as sorozat GLB 08.07 Történelmi háttér: 150 év szaktudása A A család d törtt rténete A RAZOL műhelyt 1855-ben alapított tották, a franciaországi Tonneins-ben.
KÉSZÍTETTE: SMUK GYÖRGY
 KALÁSZ KFT. EXTRA TEJ KFT. Vetés szerkezet Növénytermesztés (1300 ha) 600 ha takarmánykukorica 280 ha őszi káposztarepce 160 ha őszi árpa 260 ha őszi búza Állattenyésztés (1000 ha) 200 ha rét 240 ha lucerna
KALÁSZ KFT. EXTRA TEJ KFT. Vetés szerkezet Növénytermesztés (1300 ha) 600 ha takarmánykukorica 280 ha őszi káposztarepce 160 ha őszi árpa 260 ha őszi búza Állattenyésztés (1000 ha) 200 ha rét 240 ha lucerna
Az új Flex-Block lábazatrendszer
 Az új Flex-Block lábazatrendszer 2 KAPCSOLÓSZEKRÉNYEK ÁRAMELOSZTÁS RENDSZERKLIMATIZÁLÁ Átfogó! Minden tevékenységünk célja, hogy Önt előnyökhöz juttassuk. Ezt szem előtt tartva fejlesztettünk ki egy tökéletesen
Az új Flex-Block lábazatrendszer 2 KAPCSOLÓSZEKRÉNYEK ÁRAMELOSZTÁS RENDSZERKLIMATIZÁLÁ Átfogó! Minden tevékenységünk célja, hogy Önt előnyökhöz juttassuk. Ezt szem előtt tartva fejlesztettünk ki egy tökéletesen
Szellőzőrács IB-R Tartalom Leírás... 3 Kivitel és méretek... 4 Műszaki adatok... 5 Jelmagyarázat...12 Kiírási szöveg...12 01/09-2
 Szellőzőrács IB-R Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 info@schako.de www.schako.de Tartalom Leírás... 3 Kialakítás... 3
Szellőzőrács IB-R Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 info@schako.de www.schako.de Tartalom Leírás... 3 Kialakítás... 3
ERGO Befektetési egységekhez kötött életbiztosítások. Hatályos 2013. január 1-től
 ERGO Befektetési egységekhez kötött életbiztosítások Ny.sz.:1018V04 Kondíciós lista a Smart Child, a Smart Senior és a Smart Life Befektetési egységekhez kötött életbiztosításokhoz Hatályos 2013. január
ERGO Befektetési egységekhez kötött életbiztosítások Ny.sz.:1018V04 Kondíciós lista a Smart Child, a Smart Senior és a Smart Life Befektetési egységekhez kötött életbiztosításokhoz Hatályos 2013. január
M4.1. KISFESZÜLTSÉGŰ ÁRAMVÁLTÓ MŰSZAKI SPECIFIKÁCIÓ:
 Tartalomjegyzék: M4.1. Kisfeszültségű áramváltó műszaki specifikáció:...1 M4.2. MAK típusú kisfeszültségű áramváltó típusok:...2 M4.1. KISFESZÜLTSÉGŰ ÁRAMVÁLTÓ MŰSZAKI SPECIFIKÁCIÓ: Az elszámolási mérési
Tartalomjegyzék: M4.1. Kisfeszültségű áramváltó műszaki specifikáció:...1 M4.2. MAK típusú kisfeszültségű áramváltó típusok:...2 M4.1. KISFESZÜLTSÉGŰ ÁRAMVÁLTÓ MŰSZAKI SPECIFIKÁCIÓ: Az elszámolási mérési
Ipari és vasúti szénkefék
 www.schunk-group.com Ipari és vasúti szénkefék A legjelentősebb anyagminőségek fizikai tulajdonságai A legjelentősebb anyagminőségek fizikai tulajdonságai A szénkefetestként használt szén és grafit anyagminőségek
www.schunk-group.com Ipari és vasúti szénkefék A legjelentősebb anyagminőségek fizikai tulajdonságai A legjelentősebb anyagminőségek fizikai tulajdonságai A szénkefetestként használt szén és grafit anyagminőségek
Szent László SZKI Szekszárd HELYI TANTERV
 Szent László SZKI Szekszárd Készítette: Kozár István 2007 HELYI TANTERV Gépészet SZAKMACSOPORT Gépiforgácsoló SZAKMA OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2007-től 1 / Feladatok, ismeretek, készségek
Szent László SZKI Szekszárd Készítette: Kozár István 2007 HELYI TANTERV Gépészet SZAKMACSOPORT Gépiforgácsoló SZAKMA OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2007-től 1 / Feladatok, ismeretek, készségek
Arany Dániel Matematikai Tanulóverseny 2011/2012-es tanév első (iskolai) forduló haladók I. kategória
 forduló haladók I. kategória") Bolyai János Matematikai Társulat Arany Dániel Matematikai Tanulóverseny 011/01-es tanév első (iskolai) forduló haladók I. kategória Megoldások és javítási útmutató 1. Az ábrán látható ABC derékszögű háromszög
Bolyai János Matematikai Társulat Arany Dániel Matematikai Tanulóverseny 011/01-es tanév első (iskolai) forduló haladók I. kategória Megoldások és javítási útmutató 1. Az ábrán látható ABC derékszögű háromszög
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Tűgörgős csapágy szöghiba érzékenységének vizsgálata I.
 Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Tudományos Diákköri Konferencia Tűgörgős csapágy szöghiba érzékenységének vizsgálata I. Szöghézag és a beépítésből adódó szöghiba vizsgálata
Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Tudományos Diákköri Konferencia Tűgörgős csapágy szöghiba érzékenységének vizsgálata I. Szöghézag és a beépítésből adódó szöghiba vizsgálata
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 582 03 Hűtő-, klíma- és hőszivattyú
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 582 03 Hűtő-, klíma- és hőszivattyú
Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket!
 Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket! Oldható kötés: Oldható kötések azok a kötések, melyek a kötőelem roncsolása nélkül oldhatóak. Ilyen kötés lehet például az ék-,
Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket! Oldható kötés: Oldható kötések azok a kötések, melyek a kötőelem roncsolása nélkül oldhatóak. Ilyen kötés lehet például az ék-,
Lineáris algebra gyakorlat
 Lineáris algebra gyakorlat 3 gyakorlat Gyakorlatvezet : Bogya Norbert 2012 február 27 Bogya Norbert Lineáris algebra gyakorlat (3 gyakorlat) Tartalom Egyenletrendszerek Cramer-szabály 1 Egyenletrendszerek
Lineáris algebra gyakorlat 3 gyakorlat Gyakorlatvezet : Bogya Norbert 2012 február 27 Bogya Norbert Lineáris algebra gyakorlat (3 gyakorlat) Tartalom Egyenletrendszerek Cramer-szabály 1 Egyenletrendszerek
Osztályozó vizsga kérdések. Mechanika. I.félév. 2. Az erőhatás jellege, jelölések, mértékegységek
 Osztályozó vizsga kérdések Mechanika I.félév 1. Az erő fogalma, jellemzői, mértékegysége 2. Az erőhatás jellege, jelölések, mértékegységek 4 A 4. 4 3. A statika I., II. alaptörvénye 4. A statika III. IV.
Osztályozó vizsga kérdések Mechanika I.félév 1. Az erő fogalma, jellemzői, mértékegysége 2. Az erőhatás jellege, jelölések, mértékegységek 4 A 4. 4 3. A statika I., II. alaptörvénye 4. A statika III. IV.
Szellőző rács. Méretek. Leírás
 Szellőző rács B Méretek B+/A+ B-/A- Leírás A B négyszögletes alumínium rács, fix vízszintes lamellákkal. A B befúvásra és elszívásra egyaránt használható. Standard rugós kivitelben szállítjuk a VBA és
Szellőző rács B Méretek B+/A+ B-/A- Leírás A B négyszögletes alumínium rács, fix vízszintes lamellákkal. A B befúvásra és elszívásra egyaránt használható. Standard rugós kivitelben szállítjuk a VBA és
Párhuzamos programozás
 Párhuzamos programozás Rendezések Készítette: Györkő Péter EHA: GYPMABT.ELTE Nappali tagozat Programtervező matematikus szak Budapest, 2009 május 9. Bevezetés A számítástechnikában felmerülő problémák
Párhuzamos programozás Rendezések Készítette: Györkő Péter EHA: GYPMABT.ELTE Nappali tagozat Programtervező matematikus szak Budapest, 2009 május 9. Bevezetés A számítástechnikában felmerülő problémák
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás
 Fúrás") Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
EXPANDÁLT LEMEZEK. a legszélesebb áruválaszték
 EXPANDÁLT LEMEZEK a legszélesebb áruválaszték Vállalatunk, a PERFORA spol.s r.o. 1996 óta működik Szlovákia területén és jelenleg a szlovák piacon a perforált termékek legszélesebb választékát kínálja.
EXPANDÁLT LEMEZEK a legszélesebb áruválaszték Vállalatunk, a PERFORA spol.s r.o. 1996 óta működik Szlovákia területén és jelenleg a szlovák piacon a perforált termékek legszélesebb választékát kínálja.
Napenergia hasznosítási lehetőségek összehasonlító elemzése. Mayer Martin János Dr. Dán András
 Napenergia hasznosítási lehetőségek összehasonlító elemzése Mayer Martin János Dr. Dán András Napenergia hasznosítása Villamosenergiatermelés Hő hasznosítás: fűtés és használati melegvíz Közvetlen (napelemek)
Napenergia hasznosítási lehetőségek összehasonlító elemzése Mayer Martin János Dr. Dán András Napenergia hasznosítása Villamosenergiatermelés Hő hasznosítás: fűtés és használati melegvíz Közvetlen (napelemek)
2011. március 9. Dr. Vincze Szilvia
 . márius 9. Dr. Vinze Szilvia Tartalomjegyzék.) Elemi bázistranszformáió.) Elemi bázistranszformáió alkalmazásai.) Lineáris függőség/függetlenség meghatározása.) Kompatibilitás vizsgálata.) Mátri/vektorrendszer
. márius 9. Dr. Vinze Szilvia Tartalomjegyzék.) Elemi bázistranszformáió.) Elemi bázistranszformáió alkalmazásai.) Lineáris függőség/függetlenség meghatározása.) Kompatibilitás vizsgálata.) Mátri/vektorrendszer
A MŰSZAKI MECHANIKA TANTÁRGY JAVÍTÓVIZSGA KÖVETELMÉNYEI 20150. AUGUSZTUS
 A MŰSZAKI MECHANIKA TANTÁRGY JAVÍTÓVIZSGA KÖVETELMÉNYEI 20150. AUGUSZTUS 1., Merev testek általános statikája mértékegységek a mechanikában a számító- és szerkesztő eljárások parallel alkalmazása Statikai
A MŰSZAKI MECHANIKA TANTÁRGY JAVÍTÓVIZSGA KÖVETELMÉNYEI 20150. AUGUSZTUS 1., Merev testek általános statikája mértékegységek a mechanikában a számító- és szerkesztő eljárások parallel alkalmazása Statikai
Dr. Göndöcs Balázs, BME Közlekedésmérnöki Kar. Tárgyszavak: szerelés; javíthatóság; cserélhetőség; karbantartás.
 JELLEGZETES ÜZEMFENNTARTÁS-TECHNOLÓGIAI ELJÁRÁSOK 4.06 Javításhelyes szerelés 1 Dr. Göndöcs Balázs, BME Közlekedésmérnöki Kar Tárgyszavak: szerelés; javíthatóság; cserélhetőség; karbantartás. A mai termékek
JELLEGZETES ÜZEMFENNTARTÁS-TECHNOLÓGIAI ELJÁRÁSOK 4.06 Javításhelyes szerelés 1 Dr. Göndöcs Balázs, BME Közlekedésmérnöki Kar Tárgyszavak: szerelés; javíthatóság; cserélhetőség; karbantartás. A mai termékek
MATEMATIKA ÉRETTSÉGI TÍPUSFELADATOK KÖZÉPSZINT Függvények
 MATEMATIKA ÉRETTSÉGI TÍPUSFELADATOK KÖZÉPSZINT Függvények A szürkített hátterű feladatrészek nem tartoznak az érintett témakörhöz, azonban szolgálhatnak fontos információval az érintett feladatrészek megoldásához!
MATEMATIKA ÉRETTSÉGI TÍPUSFELADATOK KÖZÉPSZINT Függvények A szürkített hátterű feladatrészek nem tartoznak az érintett témakörhöz, azonban szolgálhatnak fontos információval az érintett feladatrészek megoldásához!
20/1996. (III. 28.) IKM rendelet
 IKM rendelet") 20/1996. (III. 28.) IKM rendelet az ipari és kereskedelmi szakképesítések szakmai és vizsgakövetelményeiről szóló 18/1995. (VI. 6.) IKM rendelet módosításáról A szakképzésről szóló 1993. évi LXXVI. törvény
20/1996. (III. 28.) IKM rendelet az ipari és kereskedelmi szakképesítések szakmai és vizsgakövetelményeiről szóló 18/1995. (VI. 6.) IKM rendelet módosításáról A szakképzésről szóló 1993. évi LXXVI. törvény
JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ. Műtéti szakasszisztens szakképesítés. 2464-06 Műtét előkészítése modul. 1. vizsgafeladat. 2013. február 07.
 Emberi Erőforrások Minisztériuma Korlátozott terjesztésű! Érvényességi idő: az írásbeli vizsgatevékenység befejezésének időpontjáig A minősítő neve: Rauh Edit A minősítő beosztása: mb. főigazgató-helyettes
Emberi Erőforrások Minisztériuma Korlátozott terjesztésű! Érvényességi idő: az írásbeli vizsgatevékenység befejezésének időpontjáig A minősítő neve: Rauh Edit A minősítő beosztása: mb. főigazgató-helyettes
1. forduló. MEGOLDÁSOK Pontszerző Matematikaverseny 2015/2016-os tanév
 MEGOLDÁSOK Pontszerző Matematikaverseny 2015/2016-os tanév 1. forduló 1. feladat: Jancsi és Juliska Matematikai Memory-t játszik. A játék lényege, hogy négyzet alakú kártyákra vagy műveletsorokat írnak
MEGOLDÁSOK Pontszerző Matematikaverseny 2015/2016-os tanév 1. forduló 1. feladat: Jancsi és Juliska Matematikai Memory-t játszik. A játék lényege, hogy négyzet alakú kártyákra vagy műveletsorokat írnak
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12
 PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók